焊接应力和焊接变形的产生
- 格式:docx
- 大小:13.71 KB
- 文档页数:2
焊接应力与变形学习目的:了解焊接应力与焊接变形产生的原因,掌握控制和消除焊接应力与焊接变形的方法。
第一节焊接应力与变形概述一、焊接应力与变形的概念在焊接过程中,焊接应力和与焊接变形的产生是不可避免的。
焊接过程结束,焊件冷却后残留在焊件上的内应力为焊接应力也叫焊接残应力。
焊接过程中焊接产生了不同程度的变形,焊接过程结束,焊接冷却后残留在焊件上的变形为焊接残余变形。
焊接残余应力是造成裂纹的直接原因,使承载能力和使用寿命降低。
二、焊接应力与变形产生的原因物体在某些外界条件下(如应力、温长等)的影响下,其形状和尺寸可能发生变化。
焊接是一种局部不均匀加热的工艺过程,加热温度高,加热冷却速度快。
焊件局部因为温度升高而膨胀,又因为温度升高,局部材料的强度降低,由于受到接头周围金属的限制而不能自由膨胀,当压应力大于材料的屈服强度时,产生压缩塑性变形。
当焊缝冷却后收缩,由于受到接头周围金属而限制而不能自由的收缩而受到拉伸,产生拉应力即焊接残余应力。
岬件上的温塩分■布总之,焊接时的局部不均匀加热与冷却是产生焊接应力和焊接变形的主要原因。
第二节焊接残余应力一、焊接残余应力的分类1. 按焊接残余应力产生的原因分类(1)温度应力(又称热应力):它是由于金属受热不均匀,各处变形不一致且相互约束而产生的应力。
焊接过程中温度的应力是不断变化的,且峰值一般都达到屈服强度,因此产生塑性变形,焊接结束并冷却后产生残余应力保存下来。
(2)组织应力:焊接过程中,引起局部金属组织发生转变,随着金属组织的转变,其体积发生变化,而局部体积的变化受到皱纹金属的约束,同时,由于焊接过和中是不均匀的加热与冷却,因此组织的转变也是不均匀的,结果产生了应力(3)拘束应力:焊件结构往往是在拘束条件下焊接的,造成拘束状态的因素有结构的刚度、自重、焊缝的位置以及夹持卡具的松紧程度等。
这种在拘束条件下的焊接,由于受到外界或自身刚度的限制,不能自由变形就产生了拘束应力。
焊接应力与变形产生的原因及对策
焊接过程中,由于焊接热量的作用,会引起材料的膨胀和收缩,从而产生应力和变形。
这些应力和变形会影响焊接件的尺寸精度、强度和耐久性,甚至导致焊接件出现裂纹和变形失效。
造成焊接应力和变形的原因主要有以下几个方面:
1. 热应力:焊接过程中,由于焊接热量的作用,使得焊接区域的温度急剧升高,从而引起材料的扩张和收缩。
这种温度差异会产生热应力,导致焊接件发生变形和应力。
2. 冷却应力:焊接完成后,焊接件会迅速冷却,冷却速度过快会导致焊接件表面和内部温度梯度过大,产生冷却应力,进而引起应力和变形。
3. 材料不匹配:焊接材料的热膨胀系数、熔点、硬度等物理性质不同,容易导致焊接区域产生应力和变形。
4. 焊接结构设计不合理:焊接结构设计不合理,如焊接位置不当、焊接接头不够强壮等,容易导致应力集中和变形。
针对焊接应力和变形的问题,可以采取以下对策:
1. 控制焊接热量:采用合适的焊接参数,控制焊接热源的大小和位置,以减少焊接区域的温度梯度,从而降低应力和变形。
2. 加强冷却措施:在焊接完成后,采取适当的冷却措施,如缓慢冷却、局部加热等,以减少焊接件的冷却速度,从而降低冷却应力。
3. 选择合适的焊接材料:选择合适的焊接材料,如选择热膨胀
系数和熔点相似的材料,可以减少焊接区域的应力和变形。
4. 优化焊接结构设计:优化焊接结构设计,加强焊接部位的加强设计,采用适当的焊接方式和焊接技术,可以减少应力集中和变形。
总之,采取合适的对策,可以有效地控制焊接应力和变形,提高焊接件的质量和性能。
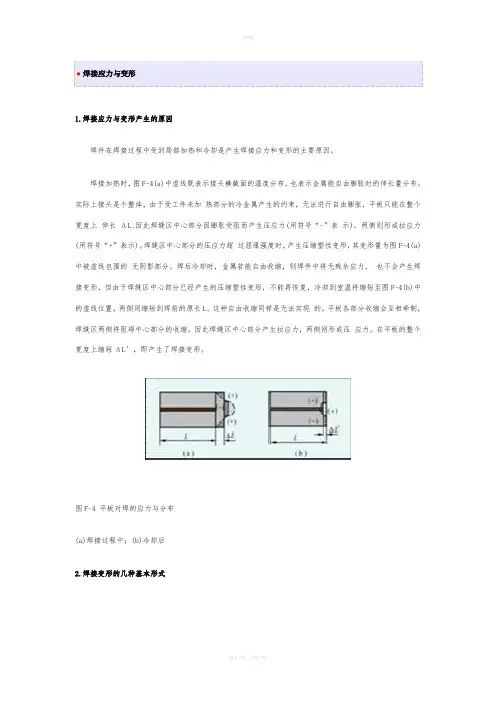
●焊接应力与变形1.焊接应力与变形产生的原因焊件在焊接过程中受到局部加热和冷却是产生焊接应力和变形的主要原因。
焊接加热时,图F-4(a)中虚线既表示接头横截面的温度分布,也表示金属能自由膨胀时的伸长量分布。
实际上接头是个整体,由于受工件未加热部分的冷金属产生的约束,无法进行自由膨胀,平板只能在整个宽度上伸长ΔL,因此焊缝区中心部分因膨胀受阻而产生压应力(用符号“-”表示),两侧则形成拉应力(用符号“+”表示)。
焊缝区中心部分的压应力超过屈服强度时,产生压缩塑性变形,其变形量为图F-4(a)中被虚线包围的无阴影部分。
焊后冷却时,金属若能自由收缩,则焊件中将无残余应力,也不会产生焊接变形,但由于焊缝区中心部分已经产生的压缩塑性变形,不能再恢复,冷却到室温将缩短至图F-4(b)中的虚线位置,两侧则缩短到焊前的原长L。
这种自由收缩同样是无法实现的,平板各部分收缩会互相牵制,焊缝区两侧将阻碍中心部分的收缩,因此焊缝区中心部分产生拉应力,两侧则形成压应力。
在平板的整个宽度上缩短ΔL′,即产生了焊接变形。
图F-4 平板对焊的应力与分布(a)焊接过程中;(b)冷却后2.焊接变形的几种基本形式图F-5 焊接变形的基本形式(a)收缩变形;(b)角变形;(c)弯曲变形;(d)扭曲变形;(e)波浪变形1)收缩变形:收缩变形是工件整体尺寸的减小,它包括焊缝的纵向和横向收缩变形。
2)角变形:当焊缝截面上下不对称或受热不均匀时,焊缝因横向收缩上下不均匀,引起角变形。
V形坡口的对接接头和角接接头易出现角变形。
3)弯曲变形:由于焊缝在结构上不对称分布,焊缝的纵向收缩不对称,引起工件向一侧弯曲,形成弯曲变形。
4)扭曲变形:对多焊缝和长焊缝结构,因焊缝在横截面上的分布不对称或焊接顺序和焊接方向不合理等,工件易出现扭曲变形。
5)波浪变形:焊接薄板结构时,焊接应力使薄板失去稳定性,引起不规则的波浪变形。
实际焊接结构的真正变形往往很复杂,可同时存在几种变形形式。

焊接变形和焊接应力焊接变形和焊接应力焊接是一种局部加热的加工方法,热源集中在焊缝处加热,因而造成焊件上温分布不均匀,最终导致在焊接结构内部产生了焊接变形与焊接应力。
一、焊接变形1. 焊接变形的概念由焊接而引起的焊件尺寸和形状的改变称为焊接变形。
焊接过程结束后,残国在焊接结构中的变形,称为焊接残余变形。
本书中提到的焊接变形指的是焊接残余变形。
2. 焊接变形的类型及产生原因焊接变形可分为收缩变形、角变形、弯曲变形、波浪变形、扭曲变形等几种形式焊件局部(焊缝和焊缝附近的金属)不均匀加热和冷却是产生焊接变形的根本用因。
焊接时,加热是通过移动的高温电弧热源进行的,焊缝和焊缝附近的金属温度很高,受热金属要膨胀,其余大部分金属不受热,受热金属的膨胀受到阻碍和抑制,生了压缩塑性变形。
焊完冷却后,焊缝和附近的金属因收缩而变短,却又受到周围受热金属的限制,就使焊件产生了内应力,以致产生变形。
各类焊接变形的具体原因各不相同,与焊缝在焊件中的位置、加热方法、焊接序等因素密切相关。
焊接变形的类型及产生原因见表2-3-7。
3. 预防和矫正焊接变形的方法及措施(1)预防焊接变形的方法及措施预防焊接变形可以从焊接结构设计和焊接工艺两方面进行。
在焊接结构设计时要在保证结构有足够强度的前提下,尽量减小焊缝的数量和尺寸;对称布置焊缝;必要时预先留出收缩余量;采用冲压结构代替焊接结构;将焊缝布置在最大工作应力之外等。
预防焊接残余变形的工艺措施主要有∶1)选择合理的装配焊接顺序。
装配焊接顺序对焊接结构变形的影响很大。
对称焊接、不对称焊缝先焊焊缝少的一侧和减少长道直焊缝等都可以很大程度上减少焊接变形量。
如图2-3-13所示的工字梁,当采用1、2、3、4的焊接顺序时,虽然结构的焊缝对称,焊后仍将产生较大的上拱弯曲变形,但如果改为将工字梁1、2焊缝的长度分成若干段,采取分段、跳焊的对称焊接,先焊完总长度的60%~70%,然后将工字果翻转180°焊接3、4焊缝,也采取分段、跳焊的对称焊将3、4焊缝全部焊完。

第二章焊接应力与变形本章主要讨论焊接应力与变形的基本概念及其产生原因;焊接应力的分布规律;焊接过程中如何降低焊接应力和焊后如何消除焊接残余应力;焊接变形的种类,焊接过程中如何控制焊接变形和焊后的矫正措施。
第一节焊接应力与变形的产生一、应力与变形的基本知识1.应力物体在单位截面上表现的内力称为应力。
根据引起内力的原因不同,应力可分为:工作应力:物体由于外力作用在其单位截面上出现的内力。
内应力:物体在无外力作用下而存在于内部的应力。
内应力按其产生的原因不同分为热应力、装配应力、相变应力和残余应力。
2.变形物体在外力或温度等因素的作用下,其内部原子的相对位置发生改变,其宏观表现为形状和尺寸的变化,这种变化称为物体的变形。
按变形性质可分为:弹性变形和塑性变形;按变形的拘束条件可分为:自由变形和非自由变形。
二、研究焊接应力与变形的基本假定(1)平截面假定(2)金属性能不变的假定(3)金属屈服点的假定三、焊接应力与变形的产生原因影响焊接应力与变形的因素很多,如焊件受热不均匀、焊缝金属的收缩、金相组织的变化及焊件刚性与拘束的影响等,其最根本的原因是焊件受热不均匀。
为便于了解焊接应力与变形产生的基本原因,首先对均匀加热时产生的应力与变形进行讨论。
1.均匀加热时引起应力与变形的原因(1)不受约束的杆件,均匀加热属于自由变形,无残余应力,无残余变形。
(2)受约束的杆件在均匀加热时的应力与变形如果加热温度较低,材料的变形在弹性范围内,根据虎克定律,应力与应变符合线性关系,当温度恢复到原始温度时,杆件自由收缩到原来的长度,压应力全部消失,即不存在残余应力与残余变形。
如果加热温度比较高,达到或超过材料屈服点温度时,杆件的压缩变形量增大,产生塑性变形,此时的内部变形率由弹性变形率和塑性变形率两部分组成。
当温度恢复到原始温度时,弹性变形部分恢复,塑性变形部分不能恢复。
①若杆件能自由收缩,则由于压缩塑性变形的出现,杆件将比原来长度缩短,出现缩短的残余变形,但无残余应力存在。
第五节焊接结构中的应力与变形在焊接生产中,焊接应力与变形的产生是不可避免的。
焊接过程结束,焊件冷却后残余在焊件的内应力即焊接残余应力往往是造成裂纹的直接原因,同时也降低了结构的承载能力和使用寿命。
焊接后产生的变形即焊接残余变形造成了焊件尺寸、形状的变化,这给正常的焊接生产带来一定困难。
因此,在焊接生产中的一项重要任务就是控制焊接残余应力和焊接残余变形。
一、焊接残余应力1.焊接残余应力的产生及其对焊接结构的影响焊接时,不均匀地加热与冷却是产生焊接残余应力的主要原因。
以低碳钢(20钢)为例,在加热时,随着温度的升高,特别是在300℃以上的温度时其强度迅速降低。
当温度达到600℃左右时,屈服便接近于零(图6-5)。
焊接过程中由于加热的不均匀,在高温时,金属的屈服为零的情况下,处于自由变形状态。
当焊接热源移开后,金属恢复强度时其收缩变形受到周围金属的限制,同时组织转变过程中又发生体积的变化,从而产生了焊接残余应力。
一般来说,在焊接条件下主要存在下面几种应力。
图6-5低碳钢屈服与温度的关系---实测曲线一简化曲线(1)温度应力温度应力又称热应力,它是由于金属受热不均匀,各处变形不一致且互相约束而产生的应力。
焊接过程中温度应力是不断变化的,且峰值一般都达到屈服点,因此必然发生塑性变形。
焊接结束冷却后,也必然有残余应力保留下来。
(2)组织应力焊接过程中,金属组织进行相变时将产生体积变化,主要是由于各种组织具有不同的热物理性能(表6-5)。
当焊缝金属从高温冷却,奥氏体分解时产生的铁素体、珠光体、马氏体等都会产生体积膨胀,转变后的这些组织都具有较小的膨胀系数。
奥氏体分解产生的体积膨胀并不是在自由状态下进行的,而是受到周围金属的约束。
同时,由于焊接的不均匀加热与冷却,因此组织的转变也是不均匀的,结果产生了应力。
对于低碳钢和一些低合金高强钢焊后冷却时,奥氏体分解为珠光体和贝氏体的温度较高的低碳钢的相变点为723℃),此时金属呈好的塑性,奥氏体转变时发生的体积变化阻力很小,因此不会造成很大的应力。
第一章焊接应力与变形第一节焊接应力与变形的产生一、焊接应力与变形的基本知识1、焊接变形物体在外力或温度等因素的作用下,其形状和尺寸发生变化,这种变化称为物体的变形。
当使物体产生变形的外力或其他因素去除后变形也随之消失,物体可恢复原状,这样的变形称为弹性变形。
当外力或其他因素去除后变形仍然存在,物体不能恢复原状,这样的变形称为塑性变形。
2、应力物体受外力作用后所导致物体内部之间的相互作用力称为内力。
另外,在物理、化学或物理化学变化过程中,如温度、金相组织或化学成分等变化时,在特体内部也会产生内力。
作用在物体单位面积上的内力叫做应力。
根据引起内力原因的不同,可将应力分为工作应力和内应力。
工作应力是由外力作用于物体而引起的应力;内应力是由物体的化学成分、金相组织及温度等因素变化,造成物体内部的不均匀性变形而引起的应力。
3、焊接应力与焊接变形焊接应力是焊接过程中及焊接过程结束后,存在于焊件中的内应力。
由焊接而引起的焊件尺寸的改变称为焊接变形。
三、焊接应力与变形产生的原因1、焊件的不均匀受热(1)不受约束的杆件在均匀加热时的应力与变形其变形属于自由变形,因此在杆件加热过程中不会产生任何内应力,冷却后也不会有任何残余应力和残余变形。
(2)受约束的杆件在均匀加热时的应力与变形如果加热温度较高,达到或超过材料屈服点温度时(T﹥T=600),则杆件中产生压缩塑性变形,内部变形由弹性变形和塑性变形两部分组成。
当温度恢复到原始温度时,弹性变形恢复,塑性变形不可恢复,可能出现以下三种情况:①如果杆件能充分自由收缩,那么杆件中只出现残余变形而无残余应力;②如果杆件受1绝对拘束,那么杆件中没有残余变形而存在较大的残余应力;③如果杆件收缩不充分,那么杆件中既有残余应力又有残余变形。
(3)长板条中心加热(类似于堆焊)引起的应力与变形(4)长板条一侧加热(相当于板边堆焊)引起的应力与变形2、焊缝金属的收缩当焊缝金属冷却、由液态转为固态时,其体积要收缩。
焊接应力与焊接变形焊接变形:钢结构构件或节点在焊接过程中,局部区域受到很强的高温作用,在此不均匀的加热和冷却过程中产生的变形称为焊接变形。
焊接应力:焊接后冷却时,焊缝与焊缝附近的钢材不能自由收缩,由此约束而产生的应力称为焊接应力。
∙焊接应力的形成和对钢结构的影响∙ 1. 焊接应力的形成和对钢结构的影响∙(1)形成∙两块钢板上施焊时,产生不均匀的温度场,焊缝附近温度高达1600︒C,其邻近区域温度较低,且冷却很快。
冷却时钢材收缩,冷却慢的区域收缩受到限制,从而产生拉应力,冷却快的区域受到压应力。
∙(2)焊接应力的分类∙✍纵向应力:沿着焊缝长度方向的应力∙✍横向应力:垂直于焊缝长度方向且平行于构件表面的应力∙✍厚度方向应力:垂直于焊缝长度方向且垂直于构件表面的应力。
∙(3)焊接应力的影响∙✍对常温下承受静力荷载结构的强度没有影响,但刚度降低;∙✍由于焊接应力使焊缝处于三向应力状态,阻碍了塑性变形,裂纹易发生和发展;∙✍降低疲劳强度;∙✍降低压杆的稳定性;∙✍使构件提前进入弹塑性工作阶段。
∙焊接变形的产生和防止∙ 2. 焊接变形的产生和防止∙焊接变形是由于焊接过程中焊区的收缩变形引起的,表现在构件局部的鼓起、歪曲、弯曲或扭曲等。
∙表现主要有:纵向收缩、横向收缩、弯曲变形、角变形、波浪变形、扭曲变形等。
如图∙∙减少焊接应力和焊接变形的方法∙ 3. 减少焊接应力和焊接变形的方法:∙(1)采用适当的焊接程序,如分段焊、分层焊;∙(2)尽可能采用对称焊缝,使其变形相反而抵消;∙(3)施焊前使结构有一个和焊接变形相反的预变形;∙(4)对于小构件焊前预热、焊后回火,然后慢慢冷却,以消除焊接应力。
∙合理的焊缝设计∙ 4. 合理的焊缝设计:∙(1)避免焊缝集中、三向交叉焊缝;∙(2)焊缝尺寸不宜太大;∙(3)焊缝尽可能对称布置,连接过渡平滑,避免应力集中现象;∙(4)避免仰焊。
焊接应力和焊接变形的产生
一、焊接时焊件不均匀的局部加热和冷却
焊接时焊件受到不均匀的局部加热和冷却是产生焊接应力和焊接变形的最主要的原因。
应力是指物体内部单位面积上所承受的力。
由于焊接时焊件的局部被加热,从而形成了焊件上温度分布的不均匀,使焊件出现了不均匀的热膨胀。
加热的金属由于受到周围金属的阻碍,使其膨胀不能自由地实现而受到压应力,周围的金属则受到拉应力。
当被加热金属的压应力超过金属的屈服点时,就会产生缩短的塑性变形。
在焊接冷却后,由于加热的金属在加热时已产生了压缩的塑性变形,因此最后的长度要比未被加热的金属的长度短些,但在这时,周围的金属又会阻碍它的缩短,结果在被加热的焊缝金属中产生了拉应力,而在周围金属中则产生了压应力。
通常把这种在焊接加热和冷却过程中产生的应力称为热应力。
二、焊缝金属的收缩
焊缝金属在凝固和冷却过程中,体积要发生收缩,由于这种收缩受到了原来未被加热部分的金属的约束,这样,在焊件中就产生了应力和变形。
通常把这种由于焊接熔池冷凝收缩所引起的应力称为凝缩应力。
在焊缝长度方向的收缩称为纵向收缩,使焊件沿焊缝长度方向缩短;在垂直于焊缝长度方向上的收缩称为横向收缩,使焊件在垂直于焊缝方向的宽度变窄。
一般焊缝金属的收缩量取决于熔化金属的数量,例如,焊接V形坡口对接接头时,由于焊缝上部宽,熔化金属多,收缩量大,所以上下收缩不一致,造成角变形。
三、焊缝金属的组织变化
在焊接过程中,由于不同的焊接热循环作用,使得焊缝金属及热影响区的金相组织都要发生改变。
由于各种组织的密度不同,焊缝金属冷却下来就会发生体积的变化,而这种体积变化同样也受到周围没有组织变化的金属的约束,其结果使焊缝金属内部产生了应力。
通常把这种由于组织变化产生的应力称为组织应力。
四、焊件的刚性或约束
焊件的刚性或约束限制了焊件在焊接过程中的变形。
一般说来,如果焊件在焊接时能自由地收缩,则焊后焊件的变形较大而焊接应力较小;如果焊件由于受到外力的限制或本身刚性较大,使得焊件不能自由收缩,则焊后焊件的变形较小而焊接应力较大。
焊接变形和焊接应力产生的原因,除以上所述外,在焊接过程中还有多种因素共同影响着应力和变形的变化。
如焊接方法、接头型式、坡口型式、坡口角度、焊件的装配间隙、对口质量、焊接速度以及焊件的自重等都会对焊接变形和焊接应力造成影响,特别是装配顺序和焊接秩序对焊接应力与变形有较大的影响。