设备综合效率计算
- 格式:doc
- 大小:24.50 KB
- 文档页数:2

OEE设备综合效率计算方法案例影响设备综合效率的主要原因是停机损失、速度损失和废品损失。
它们分别由时间开动率、性能开动率和合格品率反映出来,故得到下面设备综合效率公式:设备综合效率=时间开动率×性能开动率×合格品率这里,负荷时间为规定的作业时间除去每天的停机时间,即负荷时间=总工作时间-计划停机时间工作时间则是负荷时间除去那些非计划停机时间,如故障停机、设备调整和更换刀具、工夹具停机等。
【例1】若总工作时间为8h,班前计划停机时间是20min,而故障停机为20min,安装工夹具时间为20min,调整设备时间为20min。
于是负荷时间=480-20=460min 开动时间=460-20-20=400min 时间开动率=速度开动率×净开动率这里,理论加工周期是按照标准的加工进给速度计算得到的,而实际的加工周期一般要比理论加工周期长。
开动时间即是设备实际用于加工的时间,也就是工作时间减去计划停机和非计划停机所得时间,或是负荷时间减去非计划停机所得时间。
实际上从计算上看,用简化了的公式也可以得到同样的结果。
之所以用速度开动率和净开动率共同表示性能开动率,是因为从计算过程更容易看出性能开动率的损失原因。
【例2】有400件零件加工,理论加工周期为0.5min,实际加工周期为0.8min。
则净开动率=0.8×400/400=80%速度开动率=0.5/0.8=62.5% 性能开动率=80%×62.5%=50%【例3】如果仍延用上面的例子,假如设备合格品率为98%,则设备综合效率(全效率)=87%×50%×98%=42. 6%我们把上面的公式和例子总结成以下的序列,得到(A)每天工作时间=60×8=480min。
(B)每天计划停机时间(生产、维修计划、早晨会议等)=20min。
(C)每天负荷时间=A-B=460min。
(D)每天停机损失=60min(其中故障停机=20min,安装准备=20min,调整=20min)。

设备综合效率影响设备综合效率的主要原因是停机损失、速度损失和废品损失。
它们分别由时间开动率、性能开动率和合格品率反映出来,故得到下面设备综合效率公式:设备综合效率=时间开动率×性能开动率×合格品率这里,负荷时间为规定的作业时间除去每天的停机时间,即负荷时间=总工作时间-计划停机时间工作时间则是负荷时间除去那些非计划停机时间,如故障停机、设备调整和更换刀具、工夹具停机等。
【例1】若总工作时间为8h,班前计划停机时间是20min,而故障停机为20min,安装工夹具时间为20min,调整设备时间为20min。
于是负荷时间=480-20=460min开动时间=460-20-20=400min时间开动率=速度开动率×净开动率这里,理论加工周期是按照标准的加工进给速度计算得到的,而实际的加工周期一般要比理论加工周期长。
开动时间即是设备实际用于加工的时间,也就是工作时间减去计划停机和非计划停机所得时间,或是负荷时间减去非计划停机所得时间。
实际上从计算上看,用简化了的公式也可以得到同样的结果。
之所以用速度开动率和净开动率共同表示性能开动率,是因为从计算过程更容易看出性能开动率的损失原因。
【例2】有400件零件加工,理论加工周期为0.5min,实际加工周期为0.8min。
则净开动率=0.8×400/400=80%速度开动率=0.5/0.8=62.5%性能开动率=80%×62.5%=50%【例3】如果仍延用上面的例子,假如设备合格品率为98%,则设备综合效率(全效率)=87%×50%×98%=42. 6%我们把上面的公式和例子总结成以下的序列,得到(A)每天工作时间=60×8=480min。
(B)每天计划停机时间(生产、维修计划、早晨会议等)=20min。
(C)每天负荷时间=A-B=460min。
(D)每天停机损失=60min(其中故障停机=20min,安装准备=20min,调整=20min)。
![[讨论]SMT如何计算设备综合效率?](https://uimg.taocdn.com/4a9ad8d133d4b14e85246810.webp)
[讨论]SMT如何计算设备综合效率?⏹[讨论]SMT如何计算设备综合效率?1.设备综合效率=时间开动率*性能开动率*合格品率1.1时间开动率=工作时间/负荷时间*100%1.1.1负荷时间=总工作时间-计划停机时间(早会、清洁、定期维护等)1.1.2工作时间=负荷时间-非计划停机时间(故障停机、转机、修机时间等)1.2 性能开动率=速度开动率*净开动率1.2.1 速度开动率=理论加工周期/实际加工周期*100%1.2.2 净开动率=加工数量*实际加工周期/开动时间*100% (开动时间=工作时间)1.3 合格品率=合格品数量/加工数量*100%以上是设备综合效率的计算公式。
大家知道SMT的流程与流水线有些相似,但是其效率的计算方式却完全不同。
我公司的SMT流程如下:点胶机--贴片机1--贴片机2--波峰焊机由于SMT生产线中每个设备的速度不同,有些差异甚大(现状),所以设备出现等待的时间不可避免。
那么设备的综合效率该如何计算才是合理的呢?⏹我清晰的记得NEWCOMER兄弟曾说过﹐在SMT在线瓶颈往往不在人而是在机器﹗IEKEEPER兄弟的问题一样反映暸这个问题﹗我同时记得peixia兄也说过﹐其实问题往往最多还是出在QT﹐CIT测试段﹗而不是贴片段﹗我这里想问的是﹕那么我们在这里计算SMT设备的综合效率的目的是什么﹖我们的高速机器﹐这么昂贵的东西应该即使没有生产也要跑一跑的﹗我们说实话没有办法去改变机器的额定数据了﹐但又不可以说加一台就加一台的﹐因为在设计SMT流水的时候就是通过贴片量﹐速度等计算出设置的是三高一泛还是2高一泛什么的拉﹖也许在贴片量上可以进行改进﹗让每台机器的时间接近﹗请大家指教﹗谢谢谢谢﹗⏹机器设备的利用率不高,我认为应该检讨一下生产线的排配问题,如果实在是无法提高平衡率,我建议用价格高的机器作为瓶颈,以充分利用其价值。
如果是质量低下,我想SMT工程师应该承担相当大的责任,可能是没有利用好机器设备的性能,他们是否该考虑调整一下机器设备的参数,以求得比较好的质量。

设备效率评价是对设备在运行过程中的性能、产出以及资源利用等方面进行的综合评估。
这种评价有助于企业了解设备的运行状态,发现潜在的问题,优化设备使用和维护策略,从而提高生产效率、降低成本。
以下是一些设备效率评价的关键指标和方法:设备综合效率(OEE):设备综合效率是一个衡量设备整体性能的指标,它考虑了设备的可用性、性能以及质量。
OEE的计算公式为:OEE = 可用率×表现率×质量率。
通过提高这三个方面,可以有效提升设备的整体效率。
设备故障率:设备故障率是指在一定时间内设备发生故障的次数与总运行时间的比值。
降低设备故障率有助于提高设备的可用性和稳定性。
设备维修和维护成本:设备维修和维护成本反映了设备在运行过程中的维护需求。
通过比较不同设备的维修成本,可以评估设备的维护性和经济性。
设备产能和产量:设备产能和产量是衡量设备性能的重要指标。
通过对比设备的实际产量与设计产能,可以了解设备的产能利用率,并发现潜在的改进空间。
设备能耗和排放:设备能耗和排放反映了设备在运行过程中的能源消耗和环境污染情况。
通过评估设备的能耗和排放水平,有助于企业制定节能减排措施,降低生产成本并提升环保性能。
设备运行状态监测:通过实时监测设备的运行状态,如温度、压力、振动等参数,可以及时发现设备的异常情况,预防潜在故障,确保设备的安全运行。
员工操作技能和培训:员工操作技能对设备效率也有很大影响。
通过培训和提升员工的操作技能,可以提高设备的运行效率和减少故障率。
数据分析与可视化:利用数据分析工具对设备运行数据进行深入挖掘和分析,可以发现设备性能的潜在问题和改进空间。
同时,通过数据可视化展示,有助于企业决策者直观地了解设备性能状态,做出更合理的决策。
在进行设备效率评价时,需要注意以下几点:明确评价目标:在进行设备效率评价之前,需要明确评价的目标和范围,以便选择合适的评价指标和方法。
数据收集与整理:准确、全面地收集设备运行过程中的相关数据,并进行整理和分析,以确保评价结果的客观性和准确性。
OEE计算公式OEE(Overall Equipment Effectiveness), 即设备综合效率,其本质就是设备负荷时间内实际产量与理论产量的比值。
企业在进行OEE计算时常常遇到很多迷惑的问题,如工厂停水、停电、停气、停汽使设备不能工作,等待定单、等待排产计划、等待检查、等待上一道工序造成的停机,不知如何计算。
本文引入非设备因素停机的概念,修改了OEE的算法,使计算得到的OEE更能够真实反映设备维护的实际状况,让设备完全利用的情况由完全有效生产率这个指标来反映。
同时介绍了在不同情况下如何分析设备损失的PM分析流程。
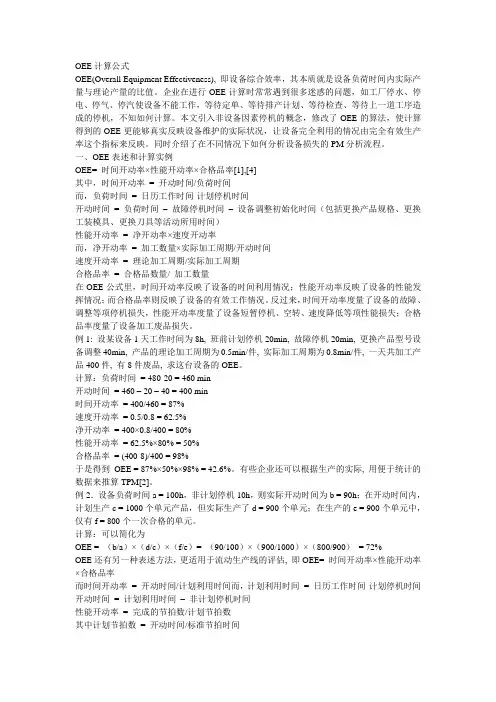
一、OEE表述和计算实例OEE= 时间开动率×性能开动率×合格品率[1],[4]其中,时间开动率= 开动时间/负荷时间而,负荷时间= 日历工作时间-计划停机时间开动时间= 负荷时间–故障停机时间–设备调整初始化时间(包括更换产品规格、更换工装模具、更换刀具等活动所用时间)性能开动率= 净开动率×速度开动率而,净开动率= 加工数量×实际加工周期/开动时间速度开动率= 理论加工周期/实际加工周期合格品率= 合格品数量/ 加工数量在OEE公式里,时间开动率反映了设备的时间利用情况;性能开动率反映了设备的性能发挥情况;而合格品率则反映了设备的有效工作情况。
反过来,时间开动率度量了设备的故障、调整等项停机损失,性能开动率度量了设备短暂停机、空转、速度降低等项性能损失;合格品率度量了设备加工废品损失。
例1: 设某设备1天工作时间为8h, 班前计划停机20min, 故障停机20min, 更换产品型号设备调整40min, 产品的理论加工周期为0.5min/件, 实际加工周期为0.8min/件, 一天共加工产品400件, 有8件废品, 求这台设备的OEE。
计算:负荷时间= 480-20 = 460 min开动时间= 460 – 20 – 40 = 400 min时间开动率= 400/460 = 87%速度开动率= 0.5/0.8 = 62.5%净开动率= 400×0.8/400 = 80%性能开动率= 62.5%×80% = 50%合格品率= (400-8)/400 = 98%于是得到OEE = 87%×50%×98% = 42.6%。
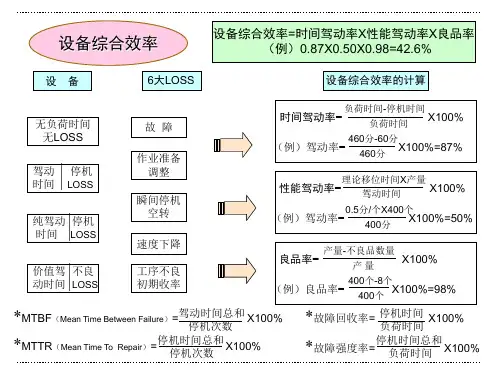
OEE(设备综合效率)是衡量设备综合性时间损失大小的指标,反应设备在负荷时间内有多少时间是有价值的开动时间。
叫法之一:OEE=时间开动率×性能开动率×良品率即:(1)〔时间开动率〕:是衡量测定因故障、准备、调整等导致停止损失大小的指标。
时间开动率= (负荷时间—停止时间)/负荷时间*100%(2)〔性能开动率〕:是衡量因空转、小停工及速度降低等导致时间损失大小的指标。
性能开动率=(基准节拍*产量)/开动时间*100%(3)〔良品率〕:是衡量保证充分满足消费者质量要求的指标。
良品率=合格品件数/生产总件数* 100%叫法之二:OEE = 时间利用率* 设备性能率* 产品合格率= (合格的产品* 设计速度)/ 负荷时间1. 时间利用率= (负荷时间- 停机损失) / 负荷时间* 100% = (有效)利用时间/负荷时间2. 设备性能率= (生产产品数* 设计速度)/ 利用时间* 100%3. 质量合格率= (生产产品数- 不合格品) / 生产产品数* 100%其实:设计速度即基本节拍工厂/车间的设备综合效率= (1#设备综合效率*产量+2#设备综合效率*产量+…+N#设备综合效率*产量)÷总产量叫法之三:OEE = 可使用率 X 工作表现率 X 品质率1.可使用率:指实际运转时间与可用时间(负荷时间)之比。
(1)可用时间:指从一天(或一个月)的工作时间中,减去生产计划、计划保养,以及日常管理上必要的的停顿时间后所剩下的时间。
(2)停机时间(停止时间):指因故障、Setup、调整、更换模具等所停止的时间。
(3)公式:可使用率 = (可用时间-停机时间)/ 可用时间 X 100%2.工作表現率包括速度运转率与纯运转率。
(1)速度运转率系指设备原有这能力(包括周期时间、循环数)对实际速度之比;纯运转率指在单位时间内设备有无以一定速度在运转,由此可以求得日报上无法出现的小故障损失。
它是用来评价停工所带来的损失,包括引起计划生产发生停工的任何事件,例如设备故障,原材料短缺以及生产方法的改变等。
表现指数=理想周期时间/实际周期时间=理想周期时间/(操作时间/总产量)=(总产量/操作时间)/生产速率表现性是用来评价生产速度上的损失。
包括任何导致生产不能以最大速度运行的因素,例如设备的磨损,材料的不合格以及操作人员的失误等。
质量指数=良品/总产量质量指数是用来评价质量的损失,它用来反映没有满足质量要求的产品(包括返工的产品)。
OEE的另一种计算公式OEE=时间开动率×性能开动率×合格品率其中,时间开动率= 开动时间/负荷时间而,负荷时间= 日历工作时间-计划停机时间开动时间= 负荷时间□ 故障停机时间□ 设备调整初始化时间(包括更换产品规格、更换工装模具、更换刀具等活动所用时间)性能开动率= 净开动率×速度开动率而,净开动率= 加工数量×实际加工周期/开动时间速度开动率= 理论加工周期/实际加工周期合格品率= 合格品数量/ 加工数量全局设备效率OEE是一种简单实用的生产管理工具,在欧美的制造业和中国的跨国企业中已得到广泛的应用,全局设备效率指数已成为衡量企业生产效率的重要标准,也是TPM (Total Productive Maintenance)实施的重要手法之一。
OEE的第一次应用可以追溯到1960年.将它用于TPM (全员生产维修)的关键度量值。
TPM是一种工厂改善方法.通过调动员工的主人翁精神来调动员工的自主性.从而持续、快速地改善制造工艺水平。
应用范围编辑1、机台设备的OEE(单个的设备)·单个设备所对应的相同机种相同工序·单个设备所对应的不同机种相同工序·单个设备所对应的相同机种不同工序2、非机台设备的OEE(一条生产线、一个工作站),以人为标准:·相同机种相同工序;·不同机种相同工序;·相同机种不同工序。
设备综合效率计算
1.设备效率
设备效率(Equipment Effectiveness)是指利用设备进行生产施工所产生的附加值(Value-added)的一种测度。
附加值是由全部收入减去全部资源成本(材料和劳动力等)而形成的,然后分解为利润、工资和税金。
利润归属于投资者,工资归属于劳动者(包括经营者),税金归属于政府,所以附加值体现了投资者、劳动者、政府三者之间的利益。
不同设备效率的计算方式(见表1):
表1 不同设备效率的计算公式
2.设备综合效率(OEE)
设备综合效率=时间开动率×性能开动率×合格品率
时间开动率、性能开动率、合格品率是由每一工作中心决定的,但每个因素的重要性,因产品、设备和涉及生产系统的特征不同而异。
例如,若机器故障率很高,那么时间开动率会很低;若设备的短暂停机很多,则性能开动率就会很低,只有三者数值都很大时,设备综合效率才会提高。
3.设备综合效率OEE计算实例
表2 设备综合效率OEE计算实例。
设备综合效率OEE计算公式和应用实例影响设备综合效率的主要原因是停机损失、速度损失和废品损失。
它们分别由时间开动率、性开动率和合格品率反映出来,故得到下面设备综合效率公式:设备综合效率=时间开动率×性能开动率×合格品率这里,负荷时间为规定的作业时间除去每天的停机时间,即负荷时间=总工作时间-计划停机时间工作时间则是负荷时间除去那些非计划停机时间,如故障停机、设备调整和更换刀具、工夹具停机等。
【例1】若总工作时间为8h,班前计划停机时间是20min,而故障停机为20min,安装工夹具时间为20min,调整设备时间为20min。
于是负荷时间=480-20=460min开动时间=460-20-20=400min时间开动率=速度开动率×净开动率这里,理论加工周期是按照标准的加工进给速度计算得到的,而实际的加工周期一般要比理论加工周期长。
开动时间即是设备实际用于加工的时间,也就是工作时间减去计划停机和非计划停机所得时间,或是负荷时间减去非计划停机所得时间。
从计算上看,用简化了的公式也可以得到同样的结果。
之所以用速度开动率和净开动率共同表示性能开动率,是因为从计算过程更容易看出性能开动率的损失原因。
【例2】有400件零件加工,理论加工周期为0.5min,实际加工周期为0.8min。
则净开动率=0.8×400/400=80%速度开动率=0.5/0.8=62.5%性能开动率=80%×62.5%=50%【例3】如果仍延用上面的例子,假如设备合格品率为98%,则设备综合效率(全效率)=87%×50%×98%=42. 6%我们把上面的公式和例子总结成以下的序列,得到(A)每天工作时间=60×8=480min。
(B)每天计划停机时间(生产、维修计划、早晨会议等)=20min。
(C)每天负荷时间=A-B=460min。
(D)每天停机损失=60min(其中故障停机=20min,安装准备=20min,调整=20min)。
设备综合效率公式设备综合效率(Overall Equipment Effectiveness,简称 OEE)是一个用于衡量设备在生产过程中表现的重要指标。
它通过将设备的可用性、性能效率和质量合格率三个关键因素相乘来计算。
咱们先来说说可用性。
可用性就是设备实际运行的时间与计划运行时间的比值。
比如说,一台设备计划每天运行 8 小时,但因为故障、维修、保养等原因,实际上只运行了 6 小时,那这台设备的可用性就是 6÷8 = 75%。
我记得之前在一家工厂里,有一台关键的生产设备总是出故障。
有一次,生产线正紧张地赶一批订单,这台设备却突然“撂挑子”了。
维修人员赶紧过来抢修,结果一查,原来是一个关键部件磨损过度。
就因为这个小部件,整个生产线停滞了 2 个小时,严重影响了当天的生产进度。
从那以后,工厂加强了对设备的日常维护和部件的定期更换,可用性明显提高了不少。
再来说说性能效率。
性能效率是设备实际产出与理论最大产出的比值。
假如一台设备理论上每小时能生产 100 个产品,但实际上只生产了 80 个,那性能效率就是 80÷100 = 80%。
我曾经碰到过这样一个情况,有一条生产线为了提高产量,盲目地加快设备的运行速度。
结果呢,产品的次品率大幅上升,而且设备也因为过度运转而频繁出现故障。
后来经过仔细分析和调整,找到了设备的最佳运行速度和生产参数,性能效率得到了显著提升。
最后是质量合格率。
质量合格率就是合格产品数量与总生产数量的比值。
如果生产了 1000 个产品,其中有 950 个是合格的,那质量合格率就是 950÷1000 = 95%。
我观察到一家企业,为了提高产品的质量合格率,加强了对员工的培训,让他们更加熟悉生产工艺和质量标准。
同时,还引入了先进的检测设备,对每一个产品进行严格检测,确保不合格的产品不会流入市场。
通过这三个方面的综合考虑,我们就可以得到设备综合效率的公式:OEE = 可用性×性能效率×质量合格率。
设备综合完整率计算公式在工业生产中,设备的综合完整率是评估设备运行稳定性和可靠性的重要指标。
设备综合完整率反映了设备在一定时间内正常运行的能力,是企业生产效率和设备管理水平的重要衡量指标。
通过对设备综合完整率的计算和分析,可以及时发现设备运行中存在的问题,采取有效措施进行改进,提高设备的利用率和生产效率。
设备综合完整率计算公式的制定是为了客观评价设备的运行状况,帮助企业进行设备管理和维护,提高设备的可靠性和稳定性。
下面我们将介绍设备综合完整率的计算公式及其应用。
设备综合完整率的计算公式如下:设备综合完整率 = (设备正常运行时间设备停机时间) / 设备总运行时间×100%。
其中,设备正常运行时间是指设备在生产过程中正常运行的时间,不包括设备的停机维护时间和故障停机时间;设备停机时间是指设备因维护、故障等原因而停止运行的时间;设备总运行时间是指设备在一定时间内的总运行时间,包括正常运行时间和停机时间。
通过设备综合完整率的计算公式,可以清晰地了解设备的运行情况,及时发现设备运行中存在的问题。
通过对设备综合完整率的分析,可以找出设备运行中存在的问题,并采取相应的措施进行改进,提高设备的利用率和生产效率。
设备综合完整率的计算公式的应用可以帮助企业进行设备管理和维护,提高设备的可靠性和稳定性。
通过对设备综合完整率的监测和分析,可以及时发现设备运行中存在的问题,保障设备的正常运行,提高生产效率,降低生产成本,提高企业的竞争力。
在实际应用中,企业可以根据设备综合完整率的计算公式,建立设备综合完整率的监测系统,定期对设备的运行情况进行监测和分析,及时发现设备运行中存在的问题,并采取相应的措施进行改进。
通过对设备综合完整率的监测和分析,可以提高设备的利用率和生产效率,降低生产成本,提高企业的竞争力。
总之,设备综合完整率的计算公式是评估设备运行稳定性和可靠性的重要工具,可以帮助企业及时发现设备运行中存在的问题,提高设备的利用率和生产效率,降低生产成本,提高企业的竞争力。
设备综合效率计算
影响设备综合效率的主要原因是停机损失、速度损失和废品损失。
它们分别由时间开动率、性能开动率和合格品率反映出来,故得到下面设备综合效率公式:设备综合效率=时间开动率×性能开动率×合格品率
时间开动率=(工作时间/负荷时间)×100%
这里,负荷时间为规定的作业时间除去每天的停机时间,即
负荷时间=总工作时间-计划停机时间
工作时间则是负荷时间除去那些非计划停机时间,如故障停机、设备调整和更换刀具、工夹具停机等。
【例1】若总工作时间为8h,班前计划停机时间是20min,而故障停机为20min,安装工夹具时间为20min,调整设备时间为20min。
于是负荷时间=480-20=460min
开动时间=460-20-20=400min
时间开动率=速度开动率×净开动率
速度开动率=(理论加工周期/实际加工周期)×100%
净开动率=(加工数量×实际加工周期/开动时间)×100%
这里,理论加工周期是按照标准的加工进给速度计算得到的,而实际的加工周期一般要比理论加工周期长。
开动时间即是设备实际用于加工的时间,也就是工作时间减去计划停机和非计划停机所得时间,或是负荷时间减去非计划停机所得时间。
实际上
性能开动率=速度开动率×净开动率=
从计算上看,用简化了的公式也可以得到同样的结果。
之所以用速度开动率和净开动率共同表示性能开动率,是因为从计算过程更容易看出性能开动率的损失原因。
【例2】有400件零件加工,理论加工周期为0.5min,实际加工周期为0.8min。
则
净开动率=0.8×400/400=80%
速度开动率=0.5/0.8=62.5%
性能开动率=80%×62.5%=50%
合格品率=((加工数量-不合格品数量)/加工数量)×100%
【例3】如果仍延用上面的例子,假如设备合格品率为98%,则
设备综合效率(全效率)=87%×50%×98%=42. 6%
我们把上面的公式和例子总结成以下的序列,得到
(A)每天工作时间=60×8=480min。
(B)每天计划停机时间(生产、维修计划、早晨会议等)=20min。
(C)每天负荷时间=A-B=460min。
(D)每天停机损失=60min(其中故障停机=20min,安装准备=20min,调整=20min)。
(E)每天开动时间=C-D=400min。
(F)每天生产数量=400件。
(G)合格品率=98%。
(H)理论加工周期=0. 5min/件。
(I)实际加工周期= 0. 8min/件。
(J)实际加工时间=I×F=0. 8×400=320min。
(K)时间开动率=(E/C) ×100%=(400/460)×100%=87%。
(L)速度开动率=(H/I)×100%= (0. 5/0.8)×100%=62.5%。
(M)净开动率=(J/E)× 100%=(320/400)×100%=80%。
(N)性能开动率=L×M×100%=0. 625×0. 80 ×100%=50%。
最后得
设备综合效率(全效率)=K×N×G×100%=0.87×0.50×0.98×100%=42.6%
日本全员生产维修体制中,要求企业的设备时间开动率不低于90%,性能开动率不低于95%,合格品率不低于99%,这样设备综合效率才不低于85%。
这也是TPM所要求达到的目标。