抽样检验方法
- 格式:ppt
- 大小:296.00 KB
- 文档页数:24
抽样检验一、抽样检验的由来二次世界大战时期,美国军方采购军火时.在检验人员极度缺乏的情况下,为保证其大量购入军火的品质,专门组织一批优秀数理统计专家、依据数学统计理论,建立厂一套产品抽样检验模式。
满足战时的需要。
二、抽样检验的定义从群体中随机取样(抽取一部分).然后对该部分进行检验、把其结果与判定基准相比较、然后利用统计的方法.来判断群体的合格或不合格的检验过程。
三、基本概念及用语1.群体与样本。
群体就是提供被做为调查(或检查)的对象.或者称采取措施的对象。
也常称为批,群体(批)大小常以N表示,亦称批量N。
工序间、成品、进出库检验以及购入构验等经常组以整批的形式交付检验的。
不论是一件件的产品、还是散装料,一般都要组成批,而后提交检验,有些情形,中间产品由于条件的限制不允许组成批以后再提交给下一道工序进行检验、但可采用连续抽样检验 (如每小时抽取1台产品进行检验的抽样方式。
样本就是指我们从群体中(或批中),抽取的部分个体。
抽取的样本数量常以n表示。
2.批的组成。
构成一个批的单位产品的生产条件应尽可能相同,即是应当由原、辅料相同,牛产员工变动不大生产时期大约相同等生产条件下生产的单位产品组成批。
此时.批的特性值只有随机波动.不会有较大的差别。
这样做.主要是为了抽取样品的方便及抽样品更具有代表性.从而使抽样检验更为有效,如果有证据表明,不同的机器设备、不同的操作者或不同批次的原材料等条件的变化对产品质量有明显的影响时,应当尽可能以同一机器设备、同一操作者或同—批次的原材料所生产的产品组成批,构成批的上述各种条件,通常很少能够同时满足。
如果想使它们都得到满足,往往需要把批分得比较小.这样品质一致而且容易追溯。
但这样做,会使检验工作量大大增加.反而不能达到抽样检验应有的经济效益、所以,除作产品品质时好时坏,波动较大.必须采用较小的批以保证批的合理外,当产品品质较稳定时〔比如生产过程处于统计控制状态〕,采用大批量是经济的、当然,在使用大批量时,应当考虑到仓库场地限制以及不合格批的返工等可能造成的困难。
抽样检验方案(简称抽样方案)是一套规则,依据它去决定如何抽样(一次抽或分几次抽,抽多少),并根据抽出产品检验的结果决定接收或拒绝该批产品。
抽样方案按指标性质分为计数抽样方案与计量抽样方案两类,按抽取样本的方式分为一次、二次、多次及序贯抽样方案。
除了根据抽样检验方法制定适用于各种特定情形的抽样方案外,抽样检验方法的标准化是一个重要的研究方向。
抽样技术(取样方法)1.单纯随机抽样:完全随机,无限制;一般多利用乱数表或抽样球2.系统抽样:按一定的时间/数量间隔抽样3.分层抽样:先层别后再抽样4.曲折抽样:是希望减少系统抽样因周期性而发生偏差等缺点所采用的方法。
可视为随机抽样,但较复杂,具有规则性。
5.区域抽样:群体如一大箱物品,箱中有数十个小盒,每一小盒装有若干物品。
为抽样之方便,可自数十个小盒中随机抽取若干样本盒,然后就各样本盒进行全数检验。
这方法如社会调查时分为城镇或乡村取样,故称为区域抽样。
适用前提:区域内变异大,区域间变异小。
与分层抽样刚相反。
6.分段抽样:先采用区域抽样,在从样本单位中从随机抽样。
可有两段、多段之分。
7.反复抽样:在同一检验批内作一次以上的抽样来推定群体品质的抽样方法。
一般用在抽样检验中之双次、多次或逐次抽样抽样检验又称抽样检查,是从一批产品中随机抽取少量产品(样本) 进行检验,据以判断该批产品是否合格的统计方法和理论。
它与全面检验不同之处,在于后者需对整批产品逐个进行检验,把其中的不合格品拣出来,而抽样检验则根据样本中的产品的检验结果来推断整批产品的质量。
如果推断结果认为该批产品符合预先规定的合格标准,就予以接收;否则就拒收。
所以,经过抽样检验认为合格的一批产品中,还可能含有一些不合格品。
抽样检验方案(简称抽样方案)是一套规则,依据它去决定如何抽样(一抽样检验次抽或分几次抽、抽多少),并根据抽出产品检验的结果决定接收或拒收该批产品。
在确定了一个抽样方案后,可以计算具有指定质量指标(例如批不合格品率p)的一批产品被接收的概率,接收概率L(p)是p的函数,称为抽查特性函数,简称OC函数,其图形称为抽查特性曲线(OC曲线),如图1所示。
如何进行抽样检验抽样检验是一种统计学方法,用于判断样本数据是否能代表总体数据。
它基于随机抽样原理,通过比较样本和总体之间的差异,以判断一些假设是否成立。
下面将介绍抽样检验的步骤,包括假设设定、抽样方法、统计量计算、假设检验和结果解释。
1.假设设定:首先需要明确研究问题,并对所关心的参数进行相应的假设设定。
通常会提出一个原假设(H0)和一个备择假设(H1)。
-原假设(H0)通常是关于总体参数的陈述,并假设未发生变化或没有影响。
-备择假设(H1)通常是与原假设相反的观点或猜测。
2.抽样方法:根据问题的要求和总体特征选择合适的抽样方法。
常见的抽样方法包括简单随机抽样、分层抽样、系统抽样等。
-简单随机抽样是从总体中以相等的概率选择样本的抽样方法。
-分层抽样是将总体分为几个互不重叠的层,然后从各层中进行简单随机抽样。
-系统抽样是在总体中选择每隔一定间隔的个体,作为样本。
3.统计量计算:根据样本数据计算相应的统计量,以评估样本和总体之间的差异。
常见的统计量包括均值、比例、方差等。
-对于均值的抽样检验,通常使用t检验或z检验进行统计量计算。
-对于比例的抽样检验,通常使用z检验进行统计量计算。
-对于方差的抽样检验,常使用卡方检验进行统计量计算。
4.假设检验:根据统计量和所设定的显著性水平,判断原假设是否可接受。
显著性水平通常设定为0.05或0.01-如果计算得到的统计量小于给定的显著性水平对应的临界值,则接受原假设。
-如果计算得到的统计量大于给定的显著性水平对应的临界值,则拒绝原假设,接受备择假设。
5.结果解释:根据假设检验的结果,得出相应的结论,并进行解释。
通常会给出拒绝原假设的理由和相关的统计结果。
-如果拒绝原假设,则说明样本数据提供了足够的证据支持备择假设。
-如果接受原假设,则说明样本数据不足以支持对总体进行的猜测或观点。
在进行抽样检验时,需要根据具体问题选择合适的方法和适当的统计量。
此外,还需要注意样本的大小、总体的选择和数据的质量等因素,以保证抽样检验的准确性和有效性。
抽样检验方案(简称抽样方案)是一套规则,依据它去决定如何抽样(一次抽或分几次抽,抽多少),并根据抽出产品检验的结果决定接收或拒绝该批产品。
抽样方案按指标性质分为计数抽样方案与计量抽样方案两类,按抽取样本的方式分为一次、二次、多次及序贯抽样方案。
除了根据抽样检验方法制定适用于各种特定情形的抽样方案外,抽样检验方法的标准化是一个重要的研究方向。
抽样技术(取样方法)1.单纯随机抽样:完全随机,无限制;一般多利用乱数表或抽样球2.系统抽样:按一定的时间/数量间隔抽样3.分层抽样:先层别后再抽样4.曲折抽样:是希望减少系统抽样因周期性而发生偏差等缺点所采用的方法。
可视为随机抽样,但较复杂,具有规则性。
5.区域抽样:群体如一大箱物品,箱中有数十个小盒,每一小盒装有若干物品。
为抽样之方便,可自数十个小盒中随机抽取若干样本盒,然后就各样本盒进行全数检验。
这方法如社会调查时分为城镇或乡村取样,故称为区域抽样。
适用前提:区域内变异大,区域间变异小。
与分层抽样刚相反。
6.分段抽样:先采用区域抽样,在从样本单位中从随机抽样。
可有两段、多段之分。
7.反复抽样:在同一检验批内作一次以上的抽样来推定群体品质的抽样方法。
一般用在抽样检验中之双次、多次或逐次抽样抽样检验又称抽样检查,是从一批产品中随机抽取少量产品(样本) 进行检验,据以判断该批产品是否合格的统计方法和理论。
它与全面检验不同之处,在于后者需对整批产品逐个进行检验,把其中的不合格品拣出来,而抽样检验则根据样本中的产品的检验结果来推断整批产品的质量。
如果推断结果认为该批产品符合预先规定的合格标准,就予以接收;否则就拒收。
所以,经过抽样检验认为合格的一批产品中,还可能含有一些不合格品。
抽样检验方案(简称抽样方案)是一套规则,依据它去决定如何抽样(一抽样检验次抽或分几次抽、抽多少),并根据抽出产品检验的结果决定接收或拒收该批产品。
在确定了一个抽样方案后,可以计算具有指定质量指标(例如批不合格品率p)的一批产品被接收的概率,接收概率L(p)是p的函数,称为抽查特性函数,简称OC函数,其图形称为抽查特性曲线(OC曲线),如图1所示。
抽样检验一、抽样检验的由来二次世界大战时期,美国军方采购军火时.在检验人员极度缺乏的情况下,为保证其大量购入军火的品质,专门组织一批优秀数理统计专家、依据数学统计理论,建立厂一套产品抽样检验模式。
满足战时的需要。
二、抽样检验的定义从群体中随机取样(抽取一部分).然后对该部分进行检验、把其结果与判定基准相比较、然后利用统计的方法.来判断群体的合格或不合格的检验过程。
三、基本概念及用语1 .群体与样本。
群体就是提供被做为调查(或检查)的对象.或者称采取措施的对象。
也常称为批,群体(批)大小常以N表示,亦称批量No工序间、成品、进出库检验以及购入构验等经常组以整批的形式交付检验的。
不论是一件件的产品、还是散装料,一般都要组成批,而后提交检验,有些情形,中间产品由于条件的限制不允许组成批以后再提交给下一道工序进行检验、但可采用连续抽样检验(如每小时抽取1台产品进行检验的抽样方式。
样本就是指我们从群体中(或批中),抽取的部分个体。
抽取的样本数量常以n表示。
2 .批的组成。
构成一个批的单位产品的生产条件应尽可能相同,即是应当由原、辅料相同,牛产员工变动不大生产时期大约相同等生产条件下生产的单位产品组成批。
此时.批的特性值只有随机波动.不会有较大的差别。
这样做.主要是为了抽取样品的方便及抽样品更具有代表性. 从而使抽样检验更为有效,如果有证据表明,不同的机器设备、不同的操作者或不同批次的原材料等条件的变化对产品质量有明显的影响时,应当尽可能以同一机器设备、同一操作者或同一批次的原材料所生产的产品组成批,构成批的上述各种条件,通常很少能够同时满足。
如果想使它们都得到满足,往往需要把批分得比较小.这样品质一致而且容易追溯。
但这样做,会使检验工作量大大增加.反而不能达到抽样检验应有的经济效益、所以,除作产品品质时好时坏,波动较大.必须采用较小的批以保证批的合理外,当产品品质较稳定时〔比如生产过程处于统计控制状态〕,采用大批量是经济的、当然,在使用大批量时,应当考虑到仓库场地限制以及不合格批的返工等可能造成的困难。
抽样检验方法介绍对产品质量的检验通常采用两种方式:全数检验和抽样检验一、全数检验与抽样检验1、全数检验:是对交验的一批产品的所有单位产品进行全部检验,并对每个单位产品作出合格与不合格的判定;全数检验适用于以下场合:(1)经检验后合格批中不允许存在不合格品时;(2)单件小批生产;(3)检验费用低,检验项目少时;2、抽样检验:是按规定的抽样方案,随机地从批或过程中抽取少量个体或材料作为样本,对样本进行全数检验,并根据对样本的检测结果对该批产品作出合格与不合格的判定;抽样检验主要用于以下场合:(1)破坏性检验(检验一件破坏一件),必须采用抽样检验;(2)对连续体的检验,如对布、电线、油的检验等,只能采用抽样检验;(3)大批量生产与连续交付时;(4)检验费时、费用高时。
3、全数检验与抽样检验的比较二、抽样检验的基本原理1、抽样检验的数学理论基础(1)随机变量的统计规律性(2)概率运算(3)计数抽样检验批接收概率的计算(4)计量抽样检验批的接收概率2、各种抽样检验类型的设计思想与基本做法(1)标准型抽样检验标准型抽样检验是最基本的抽样检验方式,为保护生产方与使用方双方的利益,将生产方风险α和使用方风险β固定为某一特定数值,(通常固定α= 0.05 ,β=0.1),由生产方和使用方协商确定P O、P1✧生产方风险α:在生产方与使用方的验收抽样检验中, 在抽样检验中,将合格批误判为不合格所犯的错误称为弃真错误,犯弃真错误的概率将称为弃真概率,记为犯弃真错误(将合格批误判为不合格),对生产方是不利的,在此时犯弃真错误的概率称为生产方风险✧使用方风险β:在生产方与使用方的验收抽样检验中,犯存伪错误(将不合格批误判为合格),对使用方是不利的,在此时犯存伪错误的概率称为使用方风险。
✧P O:可接收质量,被认为满意的批质量水平;✧P1:极限质量,使用方认为不允许更差的批质量水平。
具体做法是:✧好批高概率接收:当交验批质量达到或好于可接收质量P O时,抽样方案以1-α的高概率接收,保护生产方利益;✧坏批高概率拒收:当交验批质量达到或差于P1时,抽样方案以大于或等于1-β的高概率拒收,保护使用方利益;✧鉴别好批和坏批:当交验批的质量介于P O、P1之间时,抽样方案的接收概率急骤下降,较好地区分好批和坏批。
几种抽样技术(取样方法)1.单纯随机抽样:完全随机,无限制;一般多利用乱数表或抽样球2.系统抽样:按一定的时间/数量间隔抽样3.分层抽样:先层别后再抽样4.曲折抽样:是希望减少系统抽样因周期性而发生偏差等缺点所采用的方法。
可视为随机抽样,但较复杂,具有规则性。
5.区域抽样:群体如一大箱物品,箱中有数十个小盒,每一小盒装有若干物品。
为抽样之方便,可自数十个小盒中随机抽取若干样本盒,然后就各样本盒进行全数检验。
这方法如社会调查时分为城镇或乡村取样,故称为区域抽样。
适用前提:区域内变异大,区域间变异小。
与分层抽样刚相反。
6.分段抽样:先采用区域抽样,在从样本单位中从随机抽样。
可有两段、多段之分。
7.反复抽样:在同一检验批内作一次以上的抽样来推定群体品质的抽样方法。
一般用在抽样检验中之双次、多次或逐次抽样抽样检验(sampling inspection)的类型抽样检验类型1 按品质数据类分:计量值抽检,计数值抽检分类项目计数抽样检验计量抽样检验品质表示方法用(良)与(不良)两种分别表示或者使用缺点数表示用特性值表示检验方法 1. 检验时不须要熟练2. 检验时所需时间短3. 检验设备简单,检验费用低4. 计算记录简单5. 计算简单,几乎不必计算 1. 一般在检验时须要熟练。
2. 检验时所需时间长3. 检验设备复杂,检验费用高4. 检验记录复杂5. 计算复杂抽样计划数应用条件每一个品种的产品需制订一个抽样计划。
抽样时需随机化。
每一个品质特性,需制订一个抽样计划。
特性值需属于常态分配抽样时间随机化判断能力与样本数要得到同等判断能力时,所需样本数多,且(1) 不易导致品质之改善。
(2) 不易发现检验器具之错误。
检验个数相同时,判断能力低。
要得到同等判断能力时,所需样本数少,又(1)可导致品质之改善(2)可发现检验器具之错误,检验个数相同时,判断能力高。
检验记录之利用检验记录利用程度低检验记录可利用程度高可作资料回馈,改进制程的参考。
抽样检验方法介绍对产品质量的检验通常采用两种方式:全数检验和抽样检验一、全数检验与抽样检验1、全数检验:是对交验的一批产品的所有单位产品进行全部检验,并对每个单位产品作出合格与不合格的判定;全数检验适用于以下场合:(1)经检验后合格批中不允许存在不合格品时;(2)单件小批生产;(3)检验费用低,检验项目少时;2、抽样检验:是按规定的抽样方案,随机地从批或过程中抽取少量个体或材料作为样本,对样本进行全数检验,并根据对样本的检测结果对该批产品作出合格与不合格的判定;抽样检验主要用于以下场合:(1)破坏性检验(检验一件破坏一件),必须采用抽样检验;(2)对连续体的检验,如对布、电线、油的检验等,只能采用抽样检验;(3)大批量生产与连续交付时;(4)检验费时、费用高时。
3、全数检验与抽样检验的比较二、抽样检验的基本原理1、抽样检验的数学理论基础(1)随机变量的统计规律性(2)概率运算(3)计数抽样检验批接收概率的计算(4)计量抽样检验批的接收概率2、各种抽样检验类型的设计思想与基本做法(1)标准型抽样检验标准型抽样检验是最基本的抽样检验方式,为保护生产方与使用方双方的利益,将生产方风险α和使用方风险β固定为某一特定数值,(通常固定α= 0.05 ,β=0.1),由生产方和使用方协商确定P O、P1✧生产方风险α:在生产方与使用方的验收抽样检验中, 在抽样检验中,将合格批误判为不合格所犯的错误称为弃真错误,犯弃真错误的概率将称为弃真概率,记为犯弃真错误(将合格批误判为不合格),对生产方是不利的,在此时犯弃真错误的概率称为生产方风险✧使用方风险β:在生产方与使用方的验收抽样检验中,犯存伪错误(将不合格批误判为合格),对使用方是不利的,在此时犯存伪错误的概率称为使用方风险。
✧P O:可接收质量,被认为满意的批质量水平;✧P1:极限质量,使用方认为不允许更差的批质量水平。
具体做法是:✧好批高概率接收:当交验批质量达到或好于可接收质量P O时,抽样方案以1-α的高概率接收,保护生产方利益;✧坏批高概率拒收:当交验批质量达到或差于P1时,抽样方案以大于或等于1-β的高概率拒收,保护使用方利益;✧鉴别好批和坏批:当交验批的质量介于P O、P1之间时,抽样方案的接收概率急骤下降,较好地区分好批和坏批。
抽样方法产品质量检验通常可分成全数检验和抽样检验两种方法。
全数检验是对一批产品中的每一件产品逐一进行检验,挑出不合格品后,认为其余全都是合格品。
这种质量检验方法虽然适用于生产批量很少的大型机电设备产品,但大多数生产批量较大的产品,如电子元器件产品就很不适用。
产品产量大,检验项目多或检验较复杂时,进行全数检验势必要花费大量的人力和物力,同时,仍难免出现错检和漏检现象。
而当质量捡验具有破坏性时,例如电视机的寿命试验、材料产品的强度试验等,全数检验更是不可能的。
抽样检验是从一批交验的产品(总体)中,随机抽取适量的产品样本进行质量检验,然后把检验结果与判定标准进行比较,从而确定该产品是否合格或需再进行抽检后裁决的一种质量检验方法。
过去,一般采用百分比抽样检验方法。
我国也一直沿用原苏联40年代采用的百分比抽样检验方法。
这种检验方法认为样本与总体一直是成比例的,因此,把抽查样本数与检查批总体数保持一个固定的比值如5%,0.5%等。
可是,实际上却存在着大批严、小批宽的不合理性,也就是说,即使质量相同的产品,因检查批数量多少不同却受到不同的处理,而且随着检查批总体数量的增多,即使按一定的百分比抽样,样本数也是相当大的,不能体现抽样检验在经济性方面的优点。
因此,这种抽样检验方法已被逐步淘汰。
人们经过对百分比抽样检验方法的研究,获知百分比抽样检验方法不合理的根本原因是没有按数理统计科学方法去设计抽样方案。
因此,逐步研究和设计了一系列建立在概率论和数理统计科学基础上的各种统计抽样检验或统计抽样检查方案,并制订成标准抽样检查方案。
1949年,美国科学家道奇和罗米格首先发表了《一次抽样与二次抽样检查表》;1950年美国军用标准MIL -STD—105D是世界上有代表性的计数抽样检查方法标准;日本先后制定了JIS Z9002,JIS Z9015等一系列抽样检查方法标准;英国、加拿大等国也相继制订了抽检方法标准;ISO和IEC又分别制订了抽样检查方法国际标准,如ISO2859、IEC410等。
关键词:常见的抽验方式、检验步骤
一、常见的抽验方式
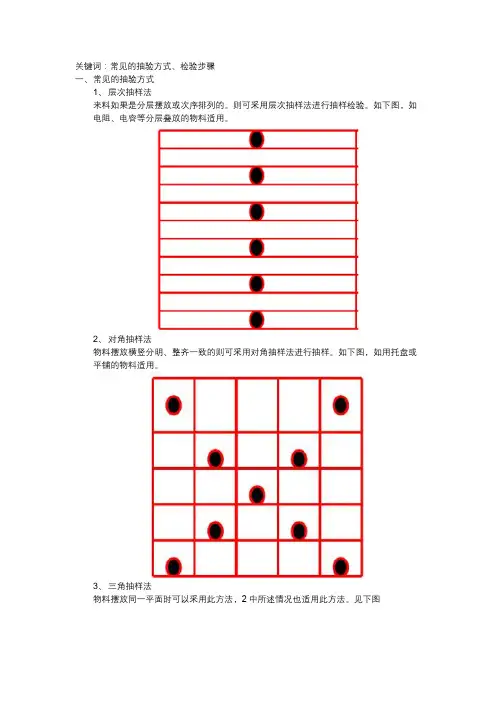
1、层次抽样法
来料如果是分层摆放或次序排列的。
则可采用层次抽样法进行抽样检验。
如下图,如电阻、电容等分层叠放的物料适用。
2、对角抽样法
物料摆放横竖分明、整齐一致的则可采用对角抽样法进行抽样。
如下图,如用托盘或平铺的物料适用。
3、三角抽样法
物料摆放同一平面时可以采用此方法,2中所述情况也适用此方法。
见下图
4、S形抽样法
物料摆放同一平面时也可以采用S形抽样法。
见下图
5、大批量物料抽样时,可以根据AQL值表,找出抽样数量,平均到每箱的抽检数量。
也可以随机抽取一整箱全检,没有主要缺陷不良,再次随机抽取一箱检验半数,一次递减检验,此方法对贵重物料采用。
二、检验步骤:
检验前需要查看检验标准,确定检验水平,AQL值,判定标准,检验条件(灯光等环境条件),样品,检验必用的设备和工具(手套、刀片、封箱胶纸、卡尺等用得到的工具)。
第一步:核对单据(供应商、物料编码、物料描述、规格、日期等需要核对的信息)第二步:核对样品(颜色、尺寸等)
第三步:检验外观(根据标准,用目视、手感、限度样品进行验证)
第四步:检验尺寸(用卡尺、千分尺、塞规等量具进行验证)
第五步:检验结构(用拉力器、扭力器、压力器等量具进行验证)
第六步:对产品或部件功能(可靠性、性能等)采用检测仪器和特定方法进行验证
第七步:检验判定依据检验结果,若主要缺陷与次要缺陷点均未达拒收数,则可将此批判定为合格允收批。
否则判为不合格批拒收,未经检验的物料也视为拒收批。

抽样检查的四种方案是什么样的抽样检查的四种方案是什么样的摘要:抽样检查是质量管理中常用的一种方法,通过抽取样本进行检查,以评估整体质量水平。
本文将介绍抽样检查的四种常用方案,包括无放回抽样、有放回抽样、系统抽样和整群抽样,并分别对其特点、应用场景以及优缺点进行详细阐述。
1. 无放回抽样:无放回抽样是指在每次抽样中,选取一个样本后不再将其放回总体中。
这种抽样方法适用于总体规模较小、抽样比例相对较大的情况。
其优点是样本选择的独立性,每个样本之间互不影响;缺点是样本选择过程中可能存在主观性,容易引入抽样偏差。
2. 有放回抽样:有放回抽样是指在每次抽样中,选取一个样本后将其放回总体中,使得每次抽样的样本选择是相互独立的。
这种抽样方法适用于总体规模较大、抽样比例相对较小的情况。
其优点是样本选择的随机性和抽样过程的简便性;缺点是样本之间可能存在相关性,导致抽样误差的增加。
3. 系统抽样:系统抽样是根据一定的规则和间隔,从总体中按顺序选择样本。
例如,可以每隔10个单位选择一个样本。
这种抽样方法适用于总体有规律、抽样分布均匀的情况。
其优点是抽样过程简单,样本选择相对均匀;缺点是可能存在与总体特点相关的规律性,导致样本选择的偏差。
4. 整群抽样:整群抽样是将总体按一定的特征分为若干互不相交的群体,然后从群体中选择样本进行检查。
这种抽样方法适用于总体具有明显群体特征的情况,例如地区、产品类型等。
其优点是能够更好地反映群体特征,节省抽样成本;缺点是样本与群体内个体的差异可能较大,导致抽样结果的不精确性。
通过以上四种抽样检查方案的介绍,我们可以根据实际情况选择合适的方案进行质量检查。
在实际应用中,需要综合考虑总体规模、抽样比例、抽样精度以及抽样成本等因素,以确定最合适的抽样方案。
同时,也需要注意抽样过程中的随机性和独立性,以降低抽样偏差和误差。
关键词:抽样检查,无放回抽样,有放回抽样,系统抽样,整群抽样,质量管理Abstract:Sampling inspection is a commonly used method in quality management, which evaluates the overall quality level by inspecting selected samples. This article will introduce four commonly used sampling inspection schemes, including without replacement sampling, with replacement sampling, systematic sampling, and cluster sampling. The characteristics, application scenarios, and advantages and disadvantages of each scheme will be elaborated in detail.1. Without Replacement Sampling:Without replacement sampling means that in each sampling, a sample is selected and not returned to the population. This sampling method is suitable for situations where the population size is small and the sampling proportion is relatively large. Its advantage is the independence of sample selection, where each sample does not affect each other. However, the disadvantage is the subjectivity in the sample selection process, which may introduce sampling bias.2. With Replacement Sampling:With replacement sampling means that in each sampling, a sample is selected and returned to the population, ensuring that each sampling is independent. This sampling method is suitable for situations where the population size is large and the sampling proportion is relatively small. Its advantage is the randomness of sample selection and the simplicity of the sampling process. However, the disadvantage is the potential correlation between samples, which increases the sampling error.3. Systematic Sampling:Systematic sampling selects samples from the population based on certain rules and intervals. For example, a sample can be selected every 10 units. This sampling method is suitable for situations where the population has regularity and the sampling distribution is uniform. Its advantage is the simplicity of the sampling process and relatively even sample selection. However, there may be regularities related to the characteristics of the population, leading to sample selection bias.4. Cluster Sampling:Cluster sampling divides the population into several mutually exclusive groups based on certain characteristics, and thenselects samples from these groups for inspection. This sampling method is suitable for situations where the population has obvious group characteristics, such as regions or product types. Its advantage is that it can better reflect the characteristics of the groups and save sampling costs. However, there may be significant differences between samples and individual units within the groups, resulting in imprecise sampling results.Based on the introduction of the four sampling inspection schemes, we can choose the appropriate scheme for quality inspection according to the actual situation. In practical applications, various factors such as population size, sampling proportion, sampling accuracy, and sampling cost need to be considered comprehensively to determine the most suitable sampling scheme. At the same time, attention should be paid to the randomness and independence in the sampling process to reduce sampling bias and errors.Keywords: sampling inspection, without replacement sampling, with replacement sampling, systematic sampling, cluster sampling, quality management。
抽样检验方法【抽样检验方法】抽样检验是一种统计学中常用的方法,旨在通过对样本数据的分析,推断总体是否具有某种特定的特征或差异。
本文将对抽样检验方法进行详细介绍,包括假设检验的基本原理、常用的抽样检验方法以及如何进行检验的步骤和要求。
1. 假设检验的基本原理假设检验是统计推断的基础,其基本原理是根据样本观测值进行总体参数的推断,通过对观测值与理论值的比较,判断研究对象是否存在某种特征或差异。
在抽样检验中,我们通常提出两个假设:原假设(H0)和备择假设(H1),并利用样本数据来做出决策。
2. 常用的抽样检验方法2.1 单样本 t 检验单样本t 检验适用于对一个总体均值是否等于某个特定值进行推断。
它假设总体呈正态分布,通过样本均值与给定值之间的比较,判断是否存在显著差异。
2.2 双样本 t 检验双样本 t 检验用于比较两个独立样本的均值是否存在显著差异。
它假设两个总体均值相等,通过对两个样本均值的比较来判断差异是否显著。
2.3 配对样本 t 检验配对样本 t 检验适用于比较同一组受试者在两个时间点或两种不同处理条件下的表现差异。
它假设两个配对样本的均值相等,通过对配对差值的比较来判断两个时间点或处理条件之间是否存在显著差异。
2.4 卡方检验卡方检验用于比较观察频数与期望频数之间的差异。
它适用于分析分类变量的关联性或比较不同组别间的分布差异。
2.5 方差分析方差分析适用于比较两个或多个组别之间的均值差异是否显著。
它假设各组别之间的均值相等,通过对组间和组内平方和的比较,判断差异是否显著。
3. 抽样检验的步骤和要求3.1 确定假设在进行抽样检验之前,需要明确所要检验的假设,包括原假设和备择假设。
3.2 确定显著性水平显著性水平α是在进行假设检验时预先确定的,代表拒绝原假设的程度。
3.3 选择适当的检验方法根据所要检验的问题和数据类型,选择合适的抽样检验方法进行分析。
3.4 计算检验统计量根据所选择的检验方法,计算相应的检验统计量。
常用的抽样检验方案概述抽样检验是统计学中一种重要的方法,用于判断总体某个参数的真值是否符合某个假设。
抽样检验的目的是通过对样本数据的分析,对总体参数进行假设检验,从而得出关于总体的结论。
本文将介绍常用的抽样检验方案,包括单样本、双样本和配对样本的检验方案。
单样本检验单样本检验适用于当我们想要估计一个总体参数,并且已知其他信息非常有限的情况下。
常见的单样本检验方案包括:Z检验、t检验和单样本比例检验。
Z检验Z检验适用于大样本情况下,已知总体标准差的检验。
它的原理是将样本均值与假设的总体均值进行比较。
Z检验的步骤如下:1.建立假设2.计算标准误差3.计算Z统计量4.查表找出接受域5.得出结论t检验t检验适用于小样本情况下,已知总体标准差的检验。
它的原理与Z检验类似,不同之处在于t检验使用样本标准差来估计总体标准差。
t检验的步骤如下:1.建立假设2.计算标准误差3.计算t统计量4.查表找出接受域5.得出结论单样本比例检验单样本比例检验适用于当我们想要估计一个总体比例,并且已知其他信息非常有限的情况下。
它的原理是将样本比例与假设的总体比例进行比较。
单样本比例检验的步骤如下:1.建立假设2.计算标准误差3.计算Z统计量4.查表找出接受域5.得出结论双样本检验双样本检验适用于当我们想要比较两个总体参数是否相等的情况下。
常见的双样本检验方案包括:独立样本t检验、配对样本t检验、双样本比例检验。
独立样本t检验独立样本t检验用于比较两个独立样本的均值是否相等。
它的原理是将两个样本的均值进行比较。
独立样本t检验的步骤如下:1.建立假设2.计算标准误差3.计算t统计量4.查表找出接受域5.得出结论配对样本t检验配对样本t检验用于比较两个相关样本的均值是否相等。
它的原理是将两个样本的差值进行比较。
配对样本t检验的步骤如下:1.建立假设2.计算差值的均值和标准误差3.计算t统计量4.查表找出接受域5.得出结论双样本比例检验双样本比例检验用于比较两个总体比例是否相等。
抽样检查的四种方案包括哪些抽样检查的四种方案包括哪些摘要:抽样检查是一种广泛应用于品质管理和质量控制的方法,通过从总体中选取一部分样本进行检查,以评估总体的质量状况。
本文将介绍抽样检查的四种常见方案,包括简单随机抽样、系统抽样、分层抽样和整群抽样,分别从适用范围、抽样方法、优缺点等方面进行详细阐述。
一、简单随机抽样简单随机抽样是最常见、最基础的抽样方案之一。
它的原理是从总体中以等概率的方式抽取样本,确保每个样本都有相同的机会被选中。
具体步骤包括:确定总体大小和样本容量、编制总体名单、使用随机数表或随机数发生器进行随机选取等。
简单随机抽样适用于总体分布均匀、样本容量较小且抽样成本相对较低的情况。
它的优点是抽样过程简单、结果具有可靠性,但缺点是可能存在样本不具有代表性的情况。
二、系统抽样系统抽样是一种按照固定规则选择样本的抽样方案。
它的原理是将总体分为若干个等距离的部分,然后从每个部分中随机选取一个样本。
具体步骤包括:确定总体大小和样本容量、计算系统抽样间隔、随机确定起始点等。
系统抽样适用于总体分布有规律、样本容量较大的情况。
它的优点是抽样过程简便、适用范围广,但缺点是可能存在周期性的抽样偏差。
三、分层抽样分层抽样是一种将总体分为若干个互不重叠的层次,然后在每个层次中进行独立的抽样的方案。
它的原理是将总体按照某种特征分成若干个层次,然后在每个层次中进行简单随机抽样或系统抽样。
具体步骤包括:确定分层依据、计算每个层次的样本容量、进行分层抽样等。
分层抽样适用于总体具有明显的层次结构、不同层次内部差异较大的情况。
它的优点是能够更好地代表总体的特征、提高估计的精度,但缺点是分层抽样设计复杂、抽样误差难以估计。
四、整群抽样整群抽样是一种将总体按照某种特征分成若干个互不重叠的群组,然后从每个群组中抽取全部样本的方案。
它的原理是将总体划分为若干个群组,然后通过随机抽取若干个群组进行检查。
具体步骤包括:确定群组划分依据、确定样本容量和群组数量、进行群组抽样等。
抽样检验的原理及分类一、引言抽样检验是统计学中常用的一种方法,它的主要目的是通过对样本数据进行统计分析,来推断总体参数是否满足某种设定的假设。
本文将介绍抽样检验的基本原理以及常见的分类方法。
二、抽样检验的基本原理抽样检验的基本原理是通过在总体中抽取一部分样本数据,根据样本数据进行统计,再通过计算样本统计量与总体参数之间的差异,推断总体参数是否满足某种假设。
其核心思想是从一部分样本数据中推断总体是否具有某种特征。
三、抽样检验的分类抽样检验根据所要检验的总体参数类型和实际问题的要求,可以分为以下几类:1. 单样本检验单样本检验适用于只有一个总体参数需要进行推断的情况。
常见的单样本检验方法包括:•单样本均值检验:用于判断总体均值是否等于某个特定值。
•单样本比例检验:用于判断总体比例是否等于某个特定值。
2. 双样本检验双样本检验适用于需要比较两个总体参数是否具有差异的情况。
常见的双样本检验方法包括:•独立样本均值检验:用于比较两个独立样本的均值是否相等。
•独立样本比例检验:用于比较两个独立样本的比例是否相等。
•配对样本均值检验:用于比较两个配对样本的均值是否相等。
3. 多样本检验多样本检验适用于需要比较多个总体参数是否具有差异的情况。
常见的多样本检验方法包括:•单因素方差分析:用于比较多个样本的均值是否存在显著差异。
•多重比较方法:用于进一步比较多个样本之间的差异情况。
4. 非参数检验非参数检验是一种不依赖于总体分布假设的统计方法,适用于样本数据不满足正态分布的情况。
常见的非参数检验方法包括:•Wilcoxon符号秩检验:用于比较两个配对样本的总体中位数是否相等。
•Mann-Whitney U检验:用于比较两个独立样本的总体中位数是否相等。
•Kruskal-Wallis H检验:用于比较多个样本的总体中位数是否存在显著差异。
四、总结抽样检验是统计学中非常重要的一项分析方法,通过统计样本数据来推断总体参数是否满足某种假设。