硬质合金生产.ppt
- 格式:ppt
- 大小:161.01 KB
- 文档页数:23
毕业论文课题:硬质合金棒材的生产及使用系部:专业:班级:________________________学号:________________________姓名:________________________一、前言 (1)二、棒材的生产概述 (2)1、定义及特点 (2)2、分类及主要用途 (2)3、型材厂棒材的主要牌号及性能要求 (5)4、棒材的生产工艺流程 (7)三、棒材的生产过程及质量控制 (8)1、混合料制备 (8)2、成型 (9)3、烧结 (10)4、深加工 (10)四、棒材的质量检查、控制及管理 (14)1、物理性能及组织结构 (14)2、外观、尺寸 (15)五、棒材的使用知识 (17)六、实习总结 (18)一、刖言粉末冶金是制取金属或用金属粉末(或金属粉末与非金属粉末的混合物)作为原料,经过成形和烧结,制造金属材料、复合以及各种类型制品的工艺技术。
在国民经济和材料科学中有着重要的作用。
二、棒材生产的概述1、定义及特点硬质合金用粉末冶金方法生产由难容金属化合物和粘结金属所构成的组合材料。
粉末冶金是一种制取材料和制品的特殊冶金方法,它的基本过程是制备粉末,经过压制成型为一定尺寸的压坯,然后在低于物料基本组元的温度下烧结成所需的成品。
1)硬质合金原料原料是指其只要组成元素构成制品化学组分的物质,原料绝大多数为固态。
根据其在硬质合金中的作用或存在的形式,一般又可分为硬质化合物,粘结金属、改性组元和涂层材料等四大类。
硬质化合物:WC、TiC、TaC、TIiN、HfC、(TiW)C、TiCN、(WTiTa)C、(WTiTa)(CN)等。
WC是用得最多的碳化物,其晶粒尺寸通常在0.2 10微米之间,一般根据粒度大小分为很多型号,型材厂的棒材主要为04、06、08型,属于超细颗粒。
粘结金属:Co、Ni、Fe。
钻是应用最广泛的粘结金属。
改性组元:VC、Cr3c2,硬质合金制造过程中抑制晶粒长大的添加剂,也是我厂生产超细粒棒材生产过程中抑制晶粒长大效果最明显的。
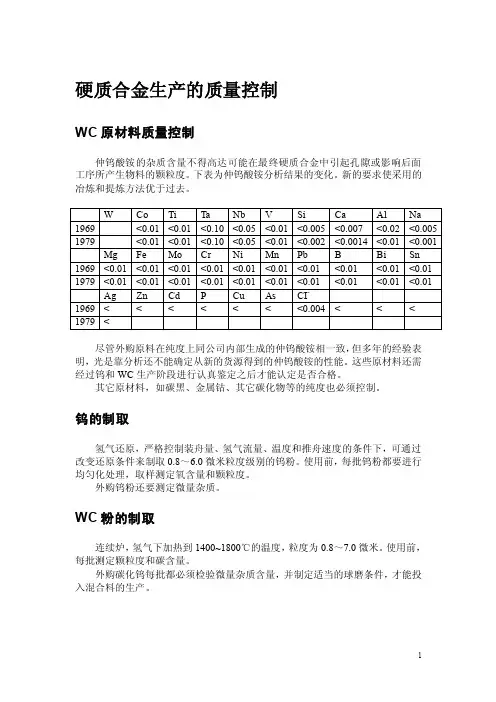
硬质合金生产的质量控制WC原材料质量控制仲钨酸铵的杂质含量不得高达可能在最终硬质合金中引起孔隙或影响后面工序所产生物料的颗粒度。
下表为仲钨酸铵分析结果的变化。
新的要求使采用的冶炼和提炼方法优于过去。
尽管外购原料在纯度上同公司内部生成的仲钨酸铵相一致,但多年的经验表明,光是靠分析还不能确定从新的货源得到的仲钨酸铵的性能。
这些原材料还需经过钨和WC生产阶段进行认真鉴定之后才能认定是否合格。
其它原材料,如碳黑、金属钴、其它碳化物等的纯度也必须控制。
钨的制取氢气还原,严格控制装舟量、氢气流量、温度和推舟速度的条件下,可通过改变还原条件来制取0.8~6.0微米粒度级别的钨粉。
使用前,每批钨粉都要进行均匀化处理,取样测定氧含量和颗粒度。
外购钨粉还要测定微量杂质。
WC粉的制取连续炉,氢气下加热到1400~1800℃的温度,粒度为0.8~7.0微米。
使用前,每批测定颗粒度和碳含量。
外购碳化钨每批都必须检验微量杂质含量,并制定适当的球磨条件,才能投入混合料的生产。
合金粉末的制取将粉料和成型剂一起湿磨。
湿磨可以进一步细化颗粒度。
喷雾干燥:粉末料浆通过喷嘴喷至反向流动的热氮气流中的方法进行。
球状粉末团粒的大小取决于喷嘴的大小,料浆的粘度以及氮气的流量与温度。
严格控制这些条件可以使喷雾干燥粉末的流动性达到最佳状态。
喷雾干燥比过去的制粒有许多优点:1、节省工艺时间和劳动力;2、能极好地控制粒子大小;3、粉末在空气中的危险性大大减少,现已查明,过去在烧结的硬质合金中观察到的许多孔隙是粉末在多次转移过程中被空气污染造成的。
每批粉末都要扩大取样并进行以下控制检测:1、流动性;2、化学成份:Co、Ti、Ta、Nb3、物理性能:4、金相检验。
压坯缺陷压坯缺陷取决于:1、添加的成型剂;2、制粒工艺;模具设计。
必须保证制粒的硬度均匀,以便在脱除过程中,成型剂均匀逸出。
为了改善粒子的流动性,其尺寸应均匀,易于压制。
原材料中杂质含量对合金性能的影响原材料中的杂质,诸如Al、S、Si、P、B,哪怕只有10微米和80微米,即使在混合和球磨后,也都可能在烧结过程中引起碳化钨晶粒长大。
硬质合金通常所称的硬质合金,是指由难熔金属硬质化合物和粘结金属所组成的,通过制粉、成型、烧结工艺生产的一类合金。
难容金属化合物常用的有碳化钨(WC)、碳化钛(TiC)、碳化钽(TaC)等。
粘结金属主要是钴,还有镍及少量的其他金属。
硬质合金是由难熔金属硬质化合物和粘结金属组成的复合材料,难熔金属碳化物通常是指元素周期表中第Ⅳ、Ⅴ、Ⅵ族的钨、钛、钽、钒、铪等元素的碳化物,在硬质合金中用得最广的是WC、TiC、TaC等,这些碳化物中的一种或者一种以上与粘结金属钻组成的合金常叫做硬质合金,这类合金普遍具有硬度高、耐磨性能好、红硬性好、化学热稳定性高、抗压强度高和耐腐蚀等特点。
硬质合金的用途硬质合金具有一系列优良性能,用途十分广泛,随着时间推移用途还在不断扩大,主要用途分述如下:切削工具:硬质合金可用作各种各样的切削工具。
我国切削工具的硬质合金用量约占整个硬质合金产量的三分之一,其中用于焊接刀具的占78%左右,用于可转位刀具的占22%左右。
而数控刀具用硬质合金仅占可转位刀具用硬质合金的20%左右,此外还有整体硬质合金钻头,整体硬质合金小园锯片,硬质合金微钻等切削工具。
地质矿山工具:地质矿山工具同样是硬质合金的一大用途。
我国地矿用硬质合金约占硬质合金生产总量的25%,主要用于冲击凿岩用钎头,地质勘探用钻头、矿山油田用潜孔钻、牙轮钻以及截煤机截齿、建材工业冲击钻等。
模具:用作各类模具的硬质合金约占硬质合金生产总量的8%,有拉丝模、冷镦模、冷挤压模、热挤压模、热锻模、成形冲模以及拉拔管芯棒,如长芯棒、球状蕊棒、浮动蕊棒等,近十几年轧制线材用各类硬质合金轧辊用量增速很快,我国轧辊用硬质合金已占硬质合金生产总量的3%。
结构零件:硬质合金用来作结构零件的制品很多,如旋转密封环、压缩机活塞、车床夹头、磨床心轴、轴承轴颈等。
耐磨零件:用硬质合金制成的耐磨零件有喷嘴、导轨、柱塞、球、轮胎防滑钉、铲雪机板等举不胜举。
耐高压高温用腔体:最重要的用途就是生产合成金刚石用的顶锤、压缸等制品,顶锤、压缸用硬质合金已占我国硬质合金生产总量的9%。
石蜡工艺硬质合金生产工艺1 生产工艺原理1.1 原理概述硬质合金是一种由难熔金属硬质化合物与粘结金属组成,采用粉末冶金方法生产,具有很高耐磨性和一定韧性的硬质材料。
由于所具有的优异性能,硬质合金被广泛应用于切削加工、耐磨零件、矿山采掘、地质钻探、石油开采、机械附件等各个领域。
矿用合金分厂石蜡工艺硬质合金的生产过程一般为:a) 将难熔金属硬质化合物(碳化钨、碳化钽等)、粘结金属(钴粉或镍粉)及少量添加剂(硬脂酸或依索敏)经过配料,在己烷研磨介质中进行混合和研磨,添加石蜡的料浆,再经真空干燥(或喷雾干燥)、过筛、制粒,制成掺蜡混合料;b) 掺蜡混合料经鉴定合格,经过精密压制,制成高精度压坯;c) 压坯经真空脱蜡烧结或低压烧结,制成硬质合金。
1.2 各工艺过程原理1.2.1 混合料制备原理称取所需的各组份原料及少量添加剂,装入滚动球磨机或搅拌球磨机,在球磨机中合金球研磨体的冲击、研磨作用下,各组份原料在己烷研磨介质中得到细化和均匀分布,在喷雾干燥前(或湿磨后期)加入一定量液态石蜡,卸料后经喷雾干燥、振动过筛(或真空干燥、均匀化破碎过筛),制成有一定成分和粒度要求的掺蜡混合料,以满足压制成型和真空烧结的需要。
1.2.2 压制原理将混合料装入定型模腔内,在压力机冲头或其它传压介质施予的压力的作用下,压力传向模腔内的粉末,粉末发生位移和变形,随压力的增加,粉末颗粒之间的距离变小,粉末颗粒之间发生机械啮合,孔隙度大大降低,同时在成型剂的作用下,混合料被密实成具有一定形状、尺寸、密度、强度的压坯。
在保证压力机、模具及混合料满足压制要求的基础上,利用有效手段控制过程中的各种影响因素,最终得到高精度尺寸的压坯。
由于粉末颗粒与模具壁之间的摩擦作用,使压力在压坯高度方向产生衰减,引起压坯单位高度上的重量变化,即反映了压坯密度的变化。
道斯特机械自动(或C35-160、C35-500、TPA45.2、TPA50/2、TPA20/3等)双向压力机,是靠机械凸轮在动力带动下完成压制动作,一旦动作的上下死点限定,压制动作就不会改变,故能保证压坯的高度不变,这时,装料量的变化会引起压制力的变化,从而引起压坯尺寸的变化,故应控制单重的波动范围,即通过控制压制工艺参数来实现等密度压制。
硬质合金模具生产安全操作及保养规程前言硬质合金模具在机械加工、汽车工业、药品制造等领域具有重要的应用价值,因而在生产中需要遵守一些安全操作规程,保证工人健康和设备的正常运转。
本文将介绍硬质合金模具的生产安全操作及保养规程,旨在帮助工人在操纵设备时遵守规章制度,提高作业效率和安全性。
安全操作规程1. 硬质合金模具的防护在操纵硬质合金模具时,操作人员必须戴上护目镜、手套、耳罩和防护服等个人防护设备,以避免在作业过程中受到针状物或切割工具的伤害。
2. 硬质合金模具的选用在选择硬质合金模具时,要根据生产要求选择合适的模具规格和类型,严禁使用与设备不匹配的模具,以免影响生产效率和安全性。
3. 硬质合金模具的检查在使用硬质合金模具之前,应该进行检查,确保设备完好无损、无磨损和瞬间断裂等情况。
如发现异常情况,应停止使用,并进行维修或更换。
4. 硬质合金模具的装卸在装卸硬质合金模具时,应使用专用工具。
同时,不要过度使用力量,以避免影响模具的寿命和设备的安全性。
5. 硬质合金模具的加工操作在加工硬质合金模具时,应根据实际情况按照正确的工艺流程进行作业。
加工过程中应注意切削液的使用、水的加注、换刀时需要关闭电源,并避免碰撞设备造成刮伤与损坏。
6. 硬质合金模具的运输与存储硬质合金模具在运输和存储期间,应注意将其包装严密,并避免与其他金属器具或物品接触,不可放置在易受潮、受热和阳光直射的地方。
7. 硬质合金模具的维护保养为了确保硬质合金模具的正常运转,应定期进行维护保养,这需要包括对模具的部件清除和故障检修。
保养规则1. 模具表面保护在对硬质合金模具进行保养时,要注意模具的表面处理。
尽量避免使用化学成分过于强烈的清洁剂,以及不当的清洗工具,如金属丝刷或铁制工具等。
2. 模具移动加注站在对硬质合金模具进行加注时,应选择专用加注站,确保加注与存储过程的干净卫生和精度准确。
3. 模具存储环境保护为了延长硬质合金模具的使用寿命,应选取合适的存储环境,避免模具长期暴露在强烈的光线、露天环境或湿度高的环境中。
硬质合金生产技术之压制和烧结第一节压制机理一,压制过程:粉末压制成型是粉末冶金生产的基本成型方法;在压摸中填装粉末,然后在压力机下加压,脱模后得到所需形状和尺寸的压坯制品,,粗略分三阶段:1,压块密度随压力增加而迅速增大;孔隙急剧减少。
2,压块密度增加缓慢,因孔隙在1阶段中大量消除,继续加压只是让颗粒发生弹性屈服变形。
3,压力的增大可能达到粉末材料的屈服极限和强度极限,粉末颗粒在此压力下产生塑性变形或脆性断裂。
因颗粒的脆性断裂形成碎块填入孔隙,压块密度随之增大。
二,压制压力:压制压力分二部分;一是没有摩擦的条件下,使粉末压实到一定程度所需的压力为“静压力”(P1);二是克服粉末颗粒和压模之间摩擦的压力为“侧压力”(P2)。
压制压力P=P1+P2侧压系数=侧压力P2÷压制压力P=粉末的泊松系数u÷(1-u)=tg2(45o-自然坡度角Φ÷2)侧压力越大,脱模压力就越大,硬质合金粉末的泊松系数一般为0.2-0.25之间。
三,压制过程中的压力分布:引起压力分布不匀的主要原因是粉末颗粒之间以及粉末与模壁之间的摩擦力。
压块高度越高,压力分布越不均匀。
实行双向加压或增大压坯直径,能减少压力分布的不均匀性。
四,压块密度分布:越是复杂的压块,密度分布越不均匀;除压力分布的不均匀(压力降)外,装粉方式不正确,使压块不同部位压缩程度不一致,也会造成压块密度不均匀。
1,填充系数:是指压块密度Y压与料粒的松装密度Y松的比值;压缩比:是指粉末料粒填装高度h粉与压块高度h压之比;在数值上填充系数和压缩比是相等的。
K=Y压÷Y松=h粉÷h压2,为了减少压块密度分布的不均匀性:(1)提高模具的表面光洁度;(2)减少摩擦阻力;(3)提高料粒的流动性;(4)采用合理的压制方式;3,粉末粒度对压制的影响;(1)粉末分散度越大(松装越小),压力越大。
压块密度越小;有较大的强度值,成型性好。