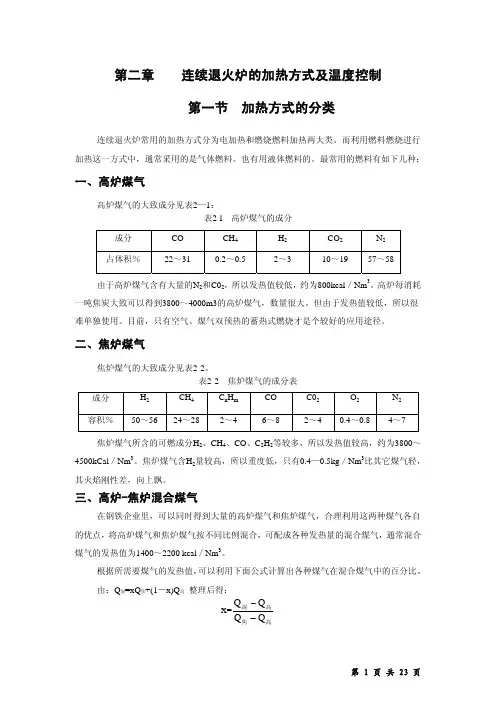
连续炉培训(AICHELIN 爱协林热处理系统公司2推盘炉-重庆大学2009
- 格式:pdf
- 大小:1.59 MB
- 文档页数:36
爱协林热处理连续炉控制王陆军【期刊名称】《金属加工:热加工》【年(卷),期】2013(000)003【总页数】3页(P16-18)【作者】王陆军【作者单位】格特拉克(江西)传动系统有限公司南昌330013【正文语种】中文热处理工艺控制已经从传统的依靠热工仪表监测工艺曲线、人工操作、中途检测试块并依据检测结果调整工艺参数进行控制,向着完全自动化、智能化、精密化的方面发展。
设备控制精度的提高和计算机控制技术的应用使得工艺稳定性、重现性得到极大的改善,从而使产品质量能够得到更好的保证。
下面以爱协林连续炉为例介绍热处理连续炉的工艺控制方法。
一、连续炉的控制原理与方法热处理工艺控制的参数很多,主要是温度、时间、碳势气氛的控制和气体流量,影响冷却速度的相关因素如电机搅拌速度、搅拌时间等,气体压力、炉压及设备动作方面的控制。
爱协林连续炉的控制系统主要由外电路控制系统、PLC可编程控制器、操作台(SIEMENSMP377)三大部分组合成一套完整的集散式的控制模式。
外电路控制系统可分为两路控制:一路是加热系统,控制主炉各区加热区、强渗区、扩散区,预氧化炉、回火炉、淬火油加热系统,以及前清洗室与后清洗室的水温加热及烘干系统的加热;另一路是动作控制系统,通过电动机、泵、阀实现控制料盘在轨道上的运动与停止、前进与后退、上升与下降,以及风扇的打开与关停,水量油量不足时补水补油。
为保证安全性,每个动作都设置了运行条件,有些动作是互锁的,通过PLC可编程控制器来实现。
操作台支持在线控制时采用西门子SIEMENS-MP377实现了人性化的操作控制,通过联机使PC上位机可以实现监控连续炉的运行情况。
二、连续炉控制系统特点爱协林连续炉控制系统由上述三大部分组合成完整的控制模式,通过MP377的扩展功能,可实现4个层级的控制。
主控制电柜安装由外电路控制和PLC可编程控制器组成的调整用控制系统,是最基础、传统的第一层级控制。
操作台(含按键开关及MP377)属第二层级,利用MP377控制模块的强大功能实现了对连续炉的在线直接控制。
热处理多用炉比较多用箱式炉目前在国内应该是比较普及的产品,目前合资品牌有四五家,民族品牌二三家,号称会做的几十家,偶就有代表性的几家品评一下,纯属个人见解,请大家参考:一、易普森VS爱协林作为欧洲百年名牌,这两家都很具有实力,只就多用炉而言,区别主要如下:1、设备结构上爱协林比易普森有优势,主要表现在传动全部采用电机机械形式不使用液压、气压,作为炉子在高温使用确有优势;内推链位于前室,相对易普森位于后室的推链,寿命常。
2、对于气氛的研究上,易普森的超级气氛(空气+丙酮)比爱协林的RX或氮甲醇使用成本低很多,虽然表面非马略差,但能满足一般用户要求。
3、安全设计两家都很完善。
4、售后服务,店大欺客,两家都较差。
5、两家近年来都风云变换,人员大规模流失,爱协林流失两批,北京无锡各出一支,目前元老所剩无几,靠唐山一批新手维持局面,虽订单很多,人才不济,事故频发,叹一声:只剩虎皮耳;易普森去年德国总部空降接受人员,一夜之间将总经理为主的高层撤换,原总经理及一些骨干和宝华威原老总一起另立山头,易普森虽销售大将继续叱诧风云,可管理层换血,也元气大伤。
结果:打个平手,继续作多用炉市场的并列老大。
二、索菲斯VS霍可洛夫美国名牌,八九十年代,作为进口名牌,纵横中国进口炉市场,所向披靡,设备风格是设计笨重结实,坚固耐用,产品质量稳定,但能耗较大,工作介质消耗也较大。
九十年代后期,因政治原因和汇率问题,欧洲炉占了上风,现在美国炉基本退出中国市场,其主要原因是:爱协林、易普森等纷纷在国内建立独资合资企业,成本降低,而美国人根本就看不起中国市场,不真正的来开发中国市场,即使搞个战略同盟,也不过拿几张旧图纸,中国人靠洋人名子蒙国人而已,这也是我不看好霍可洛夫与宝华威所谓结盟的原因。
结果:设备是好设备,技术也有特色,但都已是中国市场的昔日黄花,等你美国人真正看得起中国市场时,中国市场才会接纳你。
三、欧洲炉VS美国炉前面讲了,欧洲炉和美国炉,纯从技术讲都很好,都有特色,不愧国际名牌称号,但欧洲炉和美国炉那个更有优势呢?对这个问题我问美国索菲斯的朋友,他说:欧洲炉在民用领域有优势,美国炉在军工、航天领域有优势,“不然为什么我们的武器要远远领先于全世界呢?”他说。

连续炉【本文由兰迪机器整理,为您介绍什么是连续炉,它的功能原理与产品特点。
】兰迪机器自成立以来,秉承诚信、品质、创新、服务的理念,专注于玻璃深加工技术领域,为用户提供国际技术领先的各型玻璃钢化设备。
在长期的产品研发、生产过程中,总结出玻璃深加工行业连续炉的工作原理、产品特点和控制方式。
连续炉的生产模式:A、无间隔连续式生产模式此方式最大的特点是上片台始终是以设定速度连续运行,操作时只需把玻璃连续不间断的放置到上片段即可,通过特有机械结构实现玻璃在加热、钢化、冷却过程的变速运动;整个过程中,玻璃的运动是连续和不间断的,所以它的生产效率是最高的,适用于家电、家具用大批量、小规格玻璃的钢化生产。
B、有间隔连续生产模式此方式最大的特点是玻璃在上片台上放置时须保留一定间隔,然后被逐片运送至加热炉内;玻璃在加热炉内以设定速度单向、连续运行。
当玻璃运行至设定位置时,在电气系统控制下,玻璃分批次从进炉速度快速提高到出炉速度,然后离开加热炉进入钢化、冷却过程。
该生产方式保证了每批次玻璃在加热炉内的运动一致性,避免了辊道转速差对较大规格玻璃造成的质量缺陷,因此,这种生产模式不仅可以满足大规格玻璃较高的钢化质量要求,而且还保证了生产效率最大化,适于生产较大规格的太阳能玻璃以及建筑、家具用钢化玻璃等。
两种生产方式的结合既兼顾了大批量小规格和较大规格玻璃的钢化效率,而且很好的保证了钢化产品的光学质量。
连续炉的的组成:上片台、加热炉、通过式高压钢化段(高压淬冷段)、中压钢化段、低压缓冷段和取片台,以及高压离心风机、供风管道、集风箱、电气控制柜以及PLC控制柜等辅助单元组成。
连续炉的控制系统:1.环境温度自补偿系统:钢化段风压采用随动技术可减少对操作手经验的依赖,并可自动补偿由于季节性气温变化(甚至昼夜的温差变化)导致空气密度变化而引起的钢化参数变化,使产品质量更加稳定;同时由于风压的这种自动调节也大大降低了风机的能耗。
2.西门子专业炉温模块控制技术:采用西门子专业炉温控制模块并结合调功控制技术,不同于工控机内板卡控制模式,模块减少其他控制方式零飘的过程,并增强稳定性,使温控更加精确(提高一般炉的两倍),温度检测时差几乎为零,大大降低了能耗。
阐述连续热处理炉的炉型、结构、热工制度
连续热处理炉是一种用于连续处理金属材料的热处理设备,主要用于对钢材、铝材等金属材料进行加热、保温、冷却等工艺过程。
连续热处理炉的炉型、结构和热工制度如下:
1. 炉型:根据不同的工艺要求和处理材料的特点,连续热处理炉的炉型有多种类型,主要有网带式炉、辊道式炉和浸渍式炉等。
2. 结构:连续热处理炉的结构一般包括炉体、加热装置、传送装置和控制装置等。
炉体通常由耐热材料制成,能够承受高温和热应力。
加热装置多采用电加热、燃气加热或者气体加热等方式,能够提供稳定且均匀的加热能量。
传送装置可以是带式传送装置、辊道传送装置或者浸渍式传送装置,能够将待处理的材料连续送入炉膛和取出。
控制装置通常采用电脑或者
PLC系统,能够对加热温度、保温时间和冷却速度等参数进
行精确控制。
3. 热工制度:连续热处理炉的热工制度是指加热、保温和冷却过程中的温度变化和处理时间等参数。
根据不同的处理要求和材料特性,热工制度可以有很大的差异。
一般来说,连续热处理炉的热工制度包括预热、保温和冷却三个阶段。
预热阶段主要是将材料加热至设定温度,以提供后续处理所需的温度条件。
保温阶段是将材料在一定温度下进行保温一定的时间,以完成相应的热处理过程,如淬火、退火等。
冷却阶段是将热处理后的材料迅速冷却,以固定材料的组织和性能。
综上所述,连续热处理炉的炉型多样,结构完善,并且能够根据不同的热工制度要求提供稳定和均匀的热处理过程。
这种特点使得连续热处理炉在金属材料加工领域得到了广泛的应用。

加热炉采用爱协林专利技术的底装料装置,可最大限度的减少炉子气源损耗,使炉内碳组成:主要由滚珠丝杆副、耐热钢推头、导向装置、齿轮电机、传动及位置控制等部件组成:主要由隔热炉门、提升机构、传动机作用:是把一个物理区和另外一个物理区尽可组成:主要由齿轮电机、耐热钢推头、链节和作用:将加热区内的工件横向转移到强渗区,组成:由耐热钢限位杆、电机、传动装置、行作用:定位电动推杆的推料位置,防止料盘在组成:淬火油槽槽体、淬火升降台、油内转移推链、油循环导流门、出料升降台、检修门组成:转料机构、清洗升降台、门系统等组成作用:清洗机用于清洗淬火后留在工件表面的油、回火炉是去除工件的应力,使组织稳总的说来,推盘炉的安全性比多用炉要高很辐射管、加热元件的安装 辐射管及加热元件的安装布线1. 辐射管安装时注意管内不要有异物尤其是金属物品2. 安装完辐射管后,到炉内检查辐射管是否垂直,如果不垂直调整辐射管法兰注意:为防止加热时电阻砖胀裂,引出棒上的螺母在安装后必须旋松!短引出棒上的螺5mm,长引出棒上的螺母与,间隙不足时上部可去掉螺连接加热线前,应根据各单只加热元件冷态电阻值(标签上所记载)。
加热元件采用星型接法,中性点不接地,但加热元件外壳和护罩必须接地。
为防止造成接线铜卡子(或铝编带)与引出棒连接必须紧固。
加热元件间连接加热线要留出足够的伸缩余量、接成凹圆弧型,同时检查铜卡子(或铝编带)之间和加热线之间距离,避免发生短路!接线时注意布线接线的方向,不能使线有应力,冷态下电阻丝较硬,能阻止线的应力使引出棒转动,但加热后电阻丝变软,线接加热线时不能将加热线从辐射管正上方通过,从侧下方通过,防止以后生产加热元件安装完成后,及时将护罩盖好,严禁不盖护罩升温,或安装其它部接好加热元件连接电缆线后,检查线间电阻和加热元件对地电阻:线间电阻差正确的布线方式高温风扇电机冷却油箱及冷却油,密封油的添加;将高温风扇冷却油箱安装好后添加冷却油及密封油,并记好标记,定时查看是否泄漏,在升温前发现并解决根据工艺要求确定对哪几个碳势点进行校正,一般选低,中,高三个有代表性的点,从低点开始定。

连续退火机组培训教材到目前为止,世界上共有冷轧板连续退火机组49条(包括在建机组),其中NSC(日本新日铁)提供了17条连续退火线(含镀锡板退火线为29条),机组最大宽度为1880mm,JFE(川崎)共提供了31条连续退火机组,机组最大宽度为1900mm。
连续退火机组一般由入口段设备、清洗段、入口活套塔、退火炉段、出口活套塔、出口段设备组成。
1.入口段设备包括:钢卷运输步进梁、带回转台的梭车、钢带去除设备、钢卷测宽装置、钢卷运输小车、钢卷对中设备、钢套桶更换设备、钢套桶运输小车、开卷机、穿带导板台、夹送矫直辊、下切剪、板头废料输出设备、焊机、1#张力辊组、转向辊。
2.清洗段设备包括:喷淋水洗段、1#刷洗辊、碱洗清洗段、2#刷洗辊、过滤系统、电解清洗段、刷洗辊、热水漂洗段、干燥设备。
3.入口活套塔设备包括:2#张力辊组、入活套转向辊、纠偏辊、活套塔、出活套转向辊、纠偏辊、3#张力辊组。
4.退火炉段设备按照工艺分为:预热段设备、加热段设备、保温段设备、缓冷段设备、快冷段设备、过时效段设备、最终冷却段、淬水冷却段。
包括张力辊、纠偏辊、转向辊、辐射管、炉壳、干燥器。
5.出口活套塔设备包括:4#张力辊组、入活套转向辊、纠偏辊、活套塔、出活套转向辊、纠偏辊、5#张力辊组。
6.出口段设备包括:平整机、6#张力辊组、切边剪、去毛刺装置、宽度测量装置、厚度测量装置、检查台、涂油机、飞剪、废料输出装置、7#张力辊组、转向夹送辊、导板台、卷曲机、助卷器、边部对中系统、卸料小车、钢卷称重装置、步进梁钢卷运输系统、钢带打捆机、标签粘贴设备。
连续退火机组各段设备的功能描述如下:1.入口段设备:将不满足工艺要求的来料切除后,将满足工艺要求的原料钢卷按顺序头尾焊接在一起,为机组的连续生产准备2.清洗段设备:使用化学脱脂、机械刷洗和电解清洗的方法,去除冷轧带钢表面残存的轧制油及其他表面污迹。
3.入口活套塔:正常情况下活套中有带钢,保证当入口段停车换钢卷和焊接时,退火炉工艺段的全速生产。
爱协林热处理系统(北京)有限公司:真空锁气室辊底式炉等
温退火生产线
佚名
【期刊名称】《汽车制造业》
【年(卷),期】2009(000)024
【摘要】本生产线设有前、后真空室,确保空气不随工件进入加热炉内,防止产品的表面氧化、脱碳。
退火室内设有辐射管加热器、空气冷却管、循环风扇,三者有效的结合,可控制各区域的加热、冷却速度,确保产品按工艺要求高质量的完成退火工序。
【总页数】1页(P50)
【正文语种】中文
【中图分类】TG334.9
【相关文献】
1.钢管辊底式连续热处理炉生产线的改造 [J], 韩洪涛
2.执着追求完美的产品质量——访爱协林热处理系统(北京)有限公司殷汉奇先生[J], 孙超
3.氮基保护气氛辊底式炉热处理生产线 [J], 张华;杨继淳
4.爱协林热处理系统(北京)有限公司气体渗氮炉 [J],
5.中国热协批准北京华海中谊工业炉有限公司为真空热处理节能减排技术与装备研究服务基地 [J],
因版权原因,仅展示原文概要,查看原文内容请购买。
加热炉采用爱协林专利技术的底装料装置,可最大限度的减少炉子气源损耗,使炉内碳
组成:主要由滚珠丝杆副、耐热钢推头、导向装置、齿轮电机、传动及位置控制等部件
组成:主要由隔热炉门、提升机构、传动机作用:是把一个物理区和另外一个物理区尽可
组成:主要由齿轮电机、耐热钢推头、链节和作用:将加热区内的工件横向转移到强渗区,
组成:由耐热钢限位杆、电机、传动装置、行作用:定位电动推杆的推料位置,防止料盘在
组成:淬火油槽槽体、淬火升降台、油内转移推链、油循环导流门、出料升降台、检修门
组成:转料机构、清洗升降台、门系统等组成作用:清洗机用于清洗淬火后留在工件表面的油、回火炉是去除工件的应力,使组织稳
总的说来,推盘炉的安全性比多用炉要高很
辐射管、加热元件的安装 辐射管及加热
元件的安装布
线
1. 辐射管
安装时注意管
内不要有异物
尤其是金属物
品
2. 安装完
辐射管后,到
炉内检查辐射
管是否垂直,
如果不垂直调
整辐射管法兰
注意:为防止加热时电阻砖胀裂,引出棒上的螺母在安装后必须旋松!短引出棒上的螺
5mm,长引出棒上的螺母与
,间隙不足时上部可去掉螺
连接加热线前,应根据各单只加热元件冷态电阻值(标签上所记载
)。
加热元件采用星型接法,中性点不接地,但加热元件外壳和护罩必须接地。
为防止造成接线铜卡子(或铝编带)与引出棒连接必须紧固。
加热元件间连接加热线要留出足够的伸缩余量、接成凹圆弧型,同时检查铜卡子(或铝编带)之间和加热线之间距离,避免发生短路!
接线时注意布线接线的方向,不能使线有应力,冷态下电阻丝较硬,能阻止线的应力使引出棒转动,但加热后电阻丝变软,线
接加热线时不能将加热线从辐射管正上方通过,从侧下方通过,防止以后生产加热元件安装完成后,及时将护罩盖好,严禁不盖护罩升温,或安装其它部
接好加热元件连接电缆线后,检查线间电阻和加热元件对地电阻:线间电阻差
正确的布线方式
高温风扇电机冷却油箱及冷却油,密封油的添加;将高温风扇冷却油箱安装好后添加冷却油及密封油,并记好标记,定时查看是否泄漏,在升温前发现并解决
根据工艺要求确定对哪几个碳势点进行校正,一般选低,中,高三个有代表性的点,从低点开始定。
分钟,根
分钟对正在运行中的设备进行一次以上,每个区的流量不少于
以上,每个区的流量维持
预防性的检修是防止设备大的故障的必。