JIS焊接强度计算
- 格式:pdf
- 大小:73.35 KB
- 文档页数:1

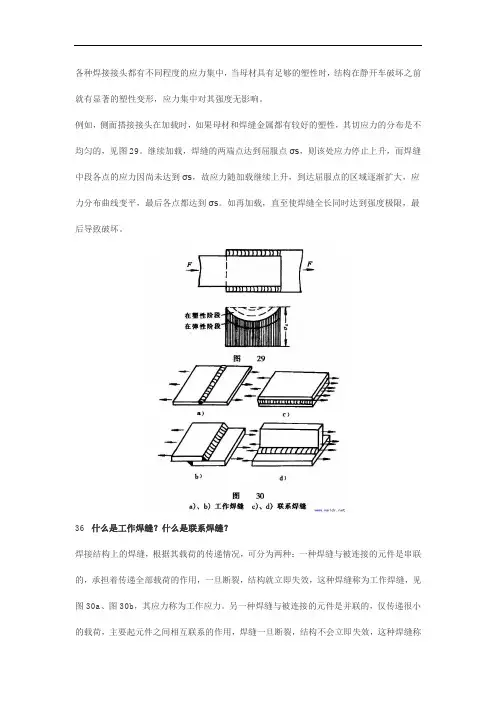
各种焊接接头都有不同程度的应力集中,当母材具有足够的塑性时,结构在静开车破坏之前就有显著的塑性变形,应力集中对其强度无影响。
例如,侧面搭接接头在加载时,如果母材和焊缝金属都有较好的塑性,其切应力的分布是不均匀的,见图29。
继续加载,焊缝的两端点达到屈服点σs,则该处应力停止上升,而焊缝中段各点的应力因尚未达到σs,故应力随加载继续上升,到达屈服点的区域逐渐扩大,应力分布曲线变平,最后各点都达到σs。
如再加载,直至使焊缝全长同时达到强度极限,最后导致破坏。
36 什么是工作焊缝?什么是联系焊缝?焊接结构上的焊缝,根据其载荷的传递情况,可分为两种:一种焊缝与被连接的元件是串联的,承担着传递全部载荷的作用,一旦断裂,结构就立即失效,这种焊缝称为工作焊缝,见图30a、图30b,其应力称为工作应力。
另一种焊缝与被连接的元件是并联的,仅传递很小的载荷,主要起元件之间相互联系的作用,焊缝一旦断裂,结构不会立即失效,这种焊缝称为联系焊缝,见图30c、图30d,其应力称为联系应力。
设计时,不需计算联系焊缝的强度,只计算工作焊缝的强度。
37 举例说明对接接头爱拉(压)时的静载强度计算。
全焊透对接接头的各种受力情况见图31。
图中F为接头所受的拉(压)力,Q为切力,M1为平面内弯矩,M2为垂平面弯矩。
受拉时的强度计算公式为Fσt=───≤〔σ′t 〕Lδ1F受压时的强度计算公式为σα=───≤〔σ′α 〕Lδ1式中F——接头所受的拉力或压力(N);L——焊缝长度(cm);δ1——接头中较薄板的厚度(cm);σ——接头受拉(σt)或受压(σα)时焊缝中所承受的应力(N/cm2)㈠〔σ′t 〕——焊缝受拉时的许用应力(N/cm2)〔σ′α〕——焊缝受压时的许用应力(N/cm2)计算例题两块板厚为5mm、宽为500mm的钢板对接焊在一起,两端受28400N的拉力,材料为Q235-A钢,试校核其焊缝强度。
解:查表得〔σ′t 〕=14200 N/cm2。
焊接强度计算公式焊接强度计算公式是用来计算焊接件的强度,也就是焊接件在一定力作用下能够承受的最大拉力值。
这个公式通常采用负荷分配原理,做出的假设是:当焊接件受到一定的拉力时,上下两端的焊缝处会产生一定的应力,并且应力随着有效焊缝长度的增加而增加,而焊缝的应力分布是等差的。
根据上述假设,焊接强度计算公式可以表示为:Fw = (π/4)K(t0/L)2σb其中:Fw——焊接件的最大拉力;K——负荷分配因子,一般取值在1.5~2之间;t0——焊缝的有效厚度;L——焊缝的有效长度;σb——焊缝的最大应力强度。
根据此公式可以得出,焊接件的强度主要取决于三个因素:负荷分配因子K、焊缝的有效厚度t0和有效长度L。
负荷分配因子K是用来衡量焊缝上下端处应力分布的等差性,例如,K=1.5表示焊缝上下端处的应力分布是等差的,K=2表示焊缝上下端处的应力分布是等比的,K=1表示焊缝上下端处的应力分布是均匀的。
焊缝的有效厚度t0是指焊缝内部的有效截面积,一般情况下,t0取决于焊缝的实际厚度和焊材的性能,例如,当焊缝的实际厚度为6mm时,t0可以计算出在该厚度下焊材的有效截面积,而对于不同的焊材,其有效截面积是不同的,因此t0的取值也不同。
焊缝的有效长度L是指焊缝内部的受力长度,一般情况下,L取决于焊接件的设计尺寸,例如,当焊接件的设计尺寸为100mm时,L可以计算出在该尺寸下焊缝的受力长度。
焊缝的最大应力强度σb是指焊缝内部的最大应力强度,一般情况下,σb取决于焊接件的材料性能及焊材的性能,例如,当焊接件为钢材时,σb可以计算出在该材料下焊材的最大应力强度,而对于不同的焊材,其最大应力强度是不同的,因此σb的取值也不同。
总之,焊接强度计算公式是用来计算焊接件的强度,它的最终结果主要取决于负荷分配因子K、焊缝的有效厚度t0和有效长度L以及焊缝的最大应力强度σb。
焊接缝强度计算方法与焊件强度计算方法一、引言焊接是一种在金属材料表面形成一个连接点的工艺,以满足机械结构的要求,焊接技术已经成为重要的工艺技术之一。
焊接缝的强度是焊接结构的重要指标,对焊接结构的安全性有着重要的影响。
焊接缝强度的计算是判断焊接结构安全性的重要手段,也是焊接质量评价的重要指标。
二、焊接缝强度计算方法1、焊接缝强度的计算方法与焊件强度计算方法一样,都是根据焊接缝的特性和焊接缝的尺寸,计算出焊接缝的强度。
2、焊接缝强度的计算方法是以焊接缝的抗拉强度为基础,根据焊接缝的特性,计算出焊接缝的抗拉强度,然后根据焊接缝的尺寸,计算出焊接缝的强度。
3、焊接缝强度的计算方法与焊件强度计算方法一样,都是以焊接缝的抗拉强度为基础,根据焊接缝的特性,计算出焊接缝的抗拉强度,然后根据焊接缝的尺寸,计算出焊接缝的强度。
4、焊接缝强度的计算方法与焊件强度计算方法一样,都是根据焊件的特性,计算出焊件的抗拉强度,然后根据焊件的尺寸,计算出焊件的强度。
三、实例1、以焊接钢管为例,其焊接缝的强度计算方法与焊件的强度计算方法一样,都是根据焊接钢管的特性,计算出焊接钢管的抗拉强度,然后根据焊接钢管的尺寸,计算出焊接钢管的强度。
2、以焊接钢板为例,其焊接缝的强度计算方法与焊件的强度计算方法一样,都是根据焊接钢板的特性,计算出焊接钢板的抗拉强度,然后根据焊接钢板的尺寸,计算出焊接钢板的强度。
四、结论焊接缝强度的计算方法与焊件强度计算方法一样,都是根据焊接缝的特性,计算出焊接缝的抗拉强度,然后根据焊接缝的尺寸,计算出焊接缝的强度。
在实际工程中,应根据焊接缝的结构形式和尺寸,结合焊接材料的特性,采用适当的计算方法,计算出焊接缝的强度,以保证焊接结构的安全性。
五、总结焊接缝强度的计算方法与焊件强度计算方法一样,都是根据焊接缝的特性,计算出焊接缝的抗拉强度,然后根据焊接缝的尺寸,计算出焊接缝的强度。
焊接缝强度的计算是判断焊接结构安全性的重要手段,也是焊接质量评价的重要指标。
各类焊缝连接的强度计算焊缝是一种将金属材料通过熔化和凝固来连接的工艺。
焊接连接的强度是判断焊缝质量的重要指标之一,也是确保焊接结构安全可靠的关键因素之一、下面将介绍不同类型焊缝连接的强度计算方法。
1.纵向接头焊缝强度计算方法纵向接头焊缝是指在连接件的纵向方向上进行焊接。
若焊缝的宽度为b,其强度计算方法如下所示:强度=焊缝截面积×焊缝的强度焊缝截面积=焊缝宽度×连接件的长度焊缝的强度可以通过实验得出,一般根据焊缝的类型和焊接材料的强度来确定。
2.横向接头焊缝强度计算方法横向接头焊缝是指在连接件的横向方向上进行焊接。
横向接头焊缝的强度计算方法与纵向接头焊缝类似,只是焊缝的宽度和连接件的长度需要根据具体情况来确定。
3.对接焊缝强度计算方法对接焊缝是将两个平行连接件通过焊接进行连接。
对接焊缝的强度计算方法一般采用连接件的孔边有效长度来进行计算。
孔边有效长度是指连接件孔边与焊缝的距离。
对于不同类型的对接焊缝,可以根据实验得到的结果或者理论计算的方法来确定焊缝的强度。
4.角接焊缝强度计算方法角接焊缝是将两个连接件按照一定的角度进行焊接。
角接焊缝的强度计算方法与对接焊缝类似,也是采用连接件的孔边有效长度来进行计算。
需要注意的是,上述计算方法是根据焊缝的形状和连接件的尺寸来确定的,对于具体的焊缝强度计算,还需要考虑材料的物理性质、焊接工艺参数等因素。
此外,还可以通过有限元分析等数值模拟方法来计算焊缝连接的强度。
这种方法可以更真实地模拟焊接过程和焊缝的行为,得到更准确的强度预测结果。
综上所述,焊缝连接的强度计算需要考虑多个因素,包括焊缝形状、连接件尺寸、焊接材料的强度、物理性质和焊接工艺参数等。
正确的强度计算方法可以确保焊接结构的安全性和可靠性。

1、碳当量国际焊接学会:CE(IIW)=C+Mn/6+(C叶Mo+V)/5+(Ni+Cu)/15 <0.4 淬硬倾向不大日本焊接学会:Ceq(JIS)=C+Mn /6+Si/24+Ni/40+Cr/5+Mo/4+V/14Ceq《0.46%,焊接性优良;0.46-0.52%淬硬倾向逐渐明显,焊接时需要采取合适的措施;Ceq>0.52%时,淬硬倾向明显,属于较难焊接材料。
淬硬倾向较大的钢,焊后在空气中冷却时,焊缝易出现淬硬的马氏体组织,低温焊接或焊接刚性较大时易出现冷裂纹,焊接时需要预热,预热是防止冷裂纹和再热裂纹的有效措施。
与人是防止冷裂纹和再热裂纹的有效措施。
温度太低,焊缝会开裂,太高又会降低韧性,恶化劳动条件,所以确定合适的预热温度成为很重要的问题。
Rb=500MPa,Ceq=0.46 不预热Rb=600MPa, Ceq=0.52 预热75o C Rb=700MPa, Ceq=0.52 预热75 o CRb=800MPa, Ceq=0.62 预热150 o C新日铁:CE= C+ A(C){Si/ 24+ Mil/ 16+ Cu/15 +Ni/ 2 0+ (Cr+ Mo+ V+ Nb)/5+ 5B} (%)A(C)= 0 75+ 0. 25tgh[20(C- 0. 12)]CE IIW公式对碳钢和碳锰钢更合适,但不适用于低碳低合金钢;Pcm适于低碳低合金钢。
CEN在图表法中被用作评价钢冷裂纹敏感性的尺度(当碳增加时,CEN接近CE IIW,而当碳降低时他又接近Pcm)。
——用图表法确定钢焊接时的预热温度上2、冷裂纹敏感指数:PcmPcm=C+Si/30+(M n+Cu+Cr)/20+Ni/60+Mo/15+V/10+5B=C +男+勢+芻十黑+富+寧+焉+ 23B-使用化学成分范围(质量分数):C=0.07-0.22%,Si=0-0.6%,M n=0.4-1.4%,Cu=0-0.5%,Ni=0-1.2%,Cr=0-1.2%,Mo=0-0.7%,V =0-0.12%,Nb=0-0.04%,Ti=0-0.05%,B=0-0.005%.3、冷裂纹敏感性PwPw=Pcm+[H]/60+h/600 或Pw=Pcm+[H]/60+R/40000[H]:熔敷金属中扩散氢含量(ml/100g)R:焊缝拉伸拘束度h:板厚(mm)当Pw>0时,即有产生裂纹的可能性。
1、碳当量国际焊接学会:CE(IIW)=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15 <0.4淬硬倾向不大日本焊接学会:Ceq(JIS)=C+Mn/6+Si/24+Ni/40+Cr/5+Mo/4+V/14Ceq《0.46%,焊接性优良;0.46-0.52%淬硬倾向逐渐明显,焊接时需要采取合适的措施;Ceq>0.52%时,淬硬倾向明显,属于较难焊接材料。
淬硬倾向较大的钢, 焊后在空气中冷却时,焊缝易出现淬硬的马氏体组织,低温焊接或焊接刚性较大时易出现冷裂纹,焊接时需要预热,预热是防止冷裂纹和再热裂纹的有效措施。
与人是防止冷裂纹和再热裂纹的有效措施。
温度太低,焊缝会开裂,太高又会降低韧性,恶化劳动条件,所以确定合适的预热温度成为很重要的问题。
Rb=500MPa,Ceq=0.46 不预热Rb=600MPa,Ceq=0.52 预热75o CRb=700MPa, Ceq=0.52 预热75 o CRb=800MPa,Ceq=0.62 预热150 o C新日铁:CE IIW公式对碳钢和碳锰钢更合适,但不适用于低碳低合金钢;Pcm适于低碳低合金钢。
CEN在图表法中被用作评价钢冷裂纹敏感性的尺度(当碳增加时,CEN接近CE IIW,而当碳降低时他又接近Pcm)。
——用图表法确定钢焊接时的预热温度上2、冷裂纹敏感指数:PcmPcm=C+Si/30+(Mn+Cu+Cr)/20+Ni/60+Mo/15+V/10+5B使用化学成分范围(质量分数):C=0.07-0.22%,Si=0-0.6%,Mn=0.4-1.4%,Cu=0-0.5%,Ni=0-1.2%,Cr=0-1.2%,Mo=0-0.7%,V =0-0.12%,Nb=0-0.04%,Ti=0-0.05%,B=0-0.005%.3、冷裂纹敏感性PwPw=Pcm+[H]/60+h/600或Pw=Pcm+[H]/60+R/40000[H]:熔敷金属中扩散氢含量(ml/100g)R:焊缝拉伸拘束度h:板厚(mm)当Pw>0时,即有产生裂纹的可能性。
第十四章_焊接接头强度及计算在焊接结构设计中,焊接接头的强度是至关重要的。
接头的强度计算是确定焊接接头是否能够满足设计要求的关键步骤之一、本章将介绍焊接接头强度的计算方法。
焊接接头强度计算需要考虑以下几个方面:材料的强度、焊缝的尺寸和形状、应力分布情况等。
首先,确定焊接接头所用材料的强度是计算的首要步骤。
焊接接头由两个相连的材料组成,通常是相同的或者相似的材料。
需要考虑的主要材料性质包括抗拉强度、屈服强度和断裂韧性等。
这些性质通常可以从材料测试报告或者相关标准中获取。
其次,需要确定焊缝的尺寸和形状。
焊接接头可以具有不同的形状,如角焊接接头、对接焊接接头等。
焊缝的尺寸与焊接接头的强度密切相关。
焊缝的尺寸可以根据设计要求和相关标准进行确定。
然后,需要分析应力分布情况。
焊接接头在使用中会受到各种力的作用,如拉伸力、压缩力、剪切力等。
而应力分布的大小与焊接接头的形状和尺寸有关。
可以通过应力分析来确定焊接接头受到的主要力和应力分布情况,以便进行强度计算。
最后,进行焊接接头的强度计算。
根据材料的强度、焊缝的尺寸和形状以及应力分布情况,可以采用不同的计算方法进行强度计算。
常用的计算方法包括应力法、塑性法、疲劳强度计算等。
选择合适的计算方法需要根据具体情况和设计要求进行。
通过以上步骤,可以计算出焊接接头的强度,并根据结果来判断焊接接头是否满足设计要求。
如果计算结果显示焊接接头强度不足,可以通过增加焊缝尺寸、改变焊缝形状、增加焊接面积等方法来提高焊接接头的强度。
同时,也需要注意焊接过程中的工艺控制和质量控制,以确保焊接接头的强度和质量。
总之,焊接接头的强度计算是焊接结构设计中重要的一部分。
通过合理的强度计算,可以确保焊接接头在使用中能够满足设计要求,并保证焊接结构的安全性和可靠性。
直角角焊缝的强度计算公式, 式中符号表示直角角焊缝的强度计算公式:
当焊缝两侧板厚度相同,且为 t 时,焊缝的强度 P 可以由以下公式计算:
P = 0.7 ×α×σ× t^2
其中,α为弯曲系数,一般取为 1.5 ~ 2.0;σ为材料抗拉强度;t 为焊缝两侧板材的厚度。
需要注意的是,以上公式仅适用于两侧板材厚度相同的情况。
对于两侧板材厚度不同的直角角焊缝,需要根据实际情况进行合理的修正。
此外,在使用以上公式进行计算时,还需要考虑焊缝的质量和施工工艺等因素,以确保焊缝的强度和可靠性。
符号含义:
P:直角角焊缝的强度,单位为牛顿(N);
α:弯曲系数,无单位;
σ:材料抗拉强度,单位为帕斯卡(Pa)或兆帕(MPa);
t:焊缝两侧板材的厚度,单位为毫米(mm)。
jis螺栓强度
JIS 螺栓强度是指日本工业标准 (JIS) 规定的螺栓强度。
JIS 螺栓是一种标准化的螺栓,其强度根据螺栓的直径、螺距和螺帽直径等因素计算得出。
根据 JIS 标准,螺栓强度通常用 Mpa(兆帕) 表示,单位扭矩下螺栓的屈服强度越大,螺栓强度越高。
通常情况下,JIS 螺栓的高强度等级需要满足以下要求:
- 直径 1.6mm 以上的螺栓需满足 M12 以上强度;
- 直径 1.2mm 以下的螺栓需满足 M8 以上强度。
此外,JIS 螺栓的其他参数如螺距、螺帽直径等也会影响螺栓的强度。
通常情况下,螺距越小,螺帽直径越大,螺栓的强度也越高。
JIS 螺栓强度是衡量螺栓坚固程度的重要指标,在选择使用 JIS 螺栓时,需要根据实际需求和使用情况来确定合适的螺栓强度。