电子束焊接技术研究及进展
- 格式:pdf
- 大小:291.17 KB
- 文档页数:4
糖者按:电子柬焊接是一种先进、成熟的高能束焊接技术,在国外航空、航天、核能、动力、机械、i气车、电子医疗器械等众多制造技术领域发挥了重要作用,产生了巨大效益。
在我国实现工业化的进程中,先进的电子束焊接技术在我置射造韭中诬蕴藏着巨大的应甩潜力和广阔的开发空同。
作者通过对大量资料的分析研究,撰写此文,旨在宣传、推动、发展我国的电子束焊接技术。
本f!I将分期连载。
以飨读者。
电子束焊接技术发展历史、现状及展望(V)首都航天机械公司刘春飞张益坤诸斗8文摘回顾了电子束焊接技术的产生、发展历史,论述了电子束焊接的特点、分类,对国内外各时期电子束焊接发展情况做了介绍,展望了电子束焊接技术的发展趋势,并对进一步发展我国电子束焊接技术提出了建议。
主题词电子束焊接电子束焊接设备现状及展望建议4我国电子束焊接技术发晨概况4.1早期研发我国是世界上最早开发电子束焊机的国家之一。
早在1958年便开始了电子束焊机的研究和试制I作.1960年上海电焊机厂在已试制成功真空系统及高压整流电源的基础上.与清华大学合作.进一步提高电子枪的发射电流和电子束的聚焦质量.研制成功我国第一台真空电子束焊机。
型号zD一30。
电压15kv,束流200mA。
焦点直径2—5mm。
采用直热式阴极的定枪结构。
阴极系用直径O.5mm钨丝绕成直径6mm的盘香状。
该焊机于当年通过国家鉴定.定型为zD一6.先后生产了十余台。
后来.该型焊机又进行改进.电压升为22kv最高可达30kv。
阴极改为钽片。
并为我国核I业生产了第一台专用型电子束焊机.型号定为zD一6—1型。
1965年又研制成功Es一30/250型(即zD一7.5型j真空电子束焊机(30kv,250mA,7.5kw)。
采用间热式阴极,移动式电子枪结构.到1975年陆续生产了20台左右。
后来还研制了Es一3—1型大真空室电子束焊机。
在此期间.我国的高等院校和研究所也纷纷开展电子束焊接设备和I艺的研究I作.取得收稿日期:2003.09—3048了许多成果。
新型焊接接头电子束焊工艺研究摘要:真空电子束焊是在真空状态下利用空间会聚的高速电子流,在撞击工件后将部分动能转化为热能,从而使被焊工件熔化实现焊接。
具有焊缝深宽比大、焊接速度高,热影响区小,焊接变形小等优点。
航天器产品焊缝一般采用电子束焊连接方式,焊缝结构通常采用锁底接头和对接接头。
本文主要分析新型焊接接头电子束焊工艺研究。
关键词:真空电子束焊;焊接接头;焊接工艺引言真空电子束焊接过程中的焊接变形过大问题,摸索出一套通过焊接参数优化、焊接胎具改进、焊接顺序和起弧位置优化控制多段型工件焊接变形的方法,显著减小了焊接变形进而提高了焊后工件的同轴度,保证了后续加工成品率。
因采用一次装卡焊接多条焊缝的方法,减少了抽真空与装卡时间,单件工件焊接时间减少一半,显著提高了生产效率。
1、焊接接头简介1.1常用焊接接头航天器产品焊接常用锁底接头,优点是便于装配对齐;锁口较小时,焊后可避免留下未焊合的缝隙;由于焊缝根部有锁底,可以起到避免焊穿和多余物的作用。
对接接头也常用于电子束焊接,具有受力好,强度大,应力集中较小和节省金属材料等优点。
由于每两个零件间都需配合紧密,致使3个零件加工比较繁琐,其次3个零件两两相互焊接产生2条焊缝,分别焊接的效率低,焊后累加变形大,并增加了焊缝探伤和检漏成本。
1.2新型焊接接头针对上述问题,我们设计了一种新型焊接接头,即在两个对接零件之间加一个有小凸台带托底结构。
此焊接接头可以实现上述两种接头优点,装配简单,应力集中小,强度大,三个零件两条焊缝通过调节凸台尺寸和焊接熔合宽度进行一次点焊,一次圆周焊接使与凸台相连的两个零件形成的焊缝熔合成型。
2、焊接技术常见的缺陷2.1在焊接后出现裂纹缺陷焊接中所出现的裂纹根据不同的条件以及不同的原因可能会产生冷裂纹、热裂纹以及再生裂纹等几种不同的裂纹。
在两百摄氏度以下所产生的裂纹叫做冷裂纹,冷裂纹的产生与氢元素有密不可分的关系。
如果对大的具有一定厚度的工件选用不适合的预热温度,或者焊接后的冷缓措施做的不够好,将可能会产生冷裂纹。

电子束焊接技术在工业中的应用和发展摘要:本文介绍了电子束焊接及主要特点,总结了近年来电子束焊接在航空航天、电子与仪表、汽车等工业领域中应用现状,并对其发展作了展望。
关键词:电子束焊接应用现状发展abstract:the electron beam welding(ebw) and its main characteristics are introduced,and the recent applications of electron beam welding on various industries including aviation and aerospace,electron and instrument,automobile are concluded. the progress trend of ebw also is prospected. key words:electron beam welding;recentapplication;development电子束焊接(ebw)是以高能密度电子束作为能量载体对材料和构件实现焊接和加工的新型特种加工工艺方法和现代焊接技术,自50年代首先应用于核工业,经过四十多年的发展,电子束焊接不仅在一些高新技术领域充分应用,而且已成为一般工业部门的一种重要加工手段。
一、电子束焊接的特征由于高能量密度的电子束流集中作用的结果,使电子束焊接熔池“小孔”形成机理与其他熔化焊有所不同。
电子束焊接过程是,高压加速装置形成的高功率电子束流,通过磁透镜会聚,得到很小的焦点(其功率密度可达104~109w/cm2),轰击置于真空或非真空的焊件时,电子的动能迅速转变为热能,熔化金属,实现金属焊接的目的。
电子束焊接的特点可概括如下:(1)电子束斑点直径小,加热功率密度大,焊接速度快,热影响区小;(2)可获得深宽比大的焊缝,焊接厚件时可以不开坡口一次成形;(3)多数构件是在真空条件下焊接,焊缝纯洁度高;(4)规范参数易于调节,工艺适应性强;(5)适于焊接多种金属材料;(6)焊接热输入低,焊接热变形小。
电子束焊接新工艺介绍电子束焊接是一种高能束焊接工艺,利用高速电子束来熔化和连接金属材料。
它具有高效、高精度和无污染等优点,因此在航空航天、能源、电子和汽车制造等领域得到了广泛的应用。
本文将介绍电子束焊接的原理、应用以及其在新工艺中的创新。
1. 电子束焊接原理电子束焊接利用高速电子束的热能将焊件加热到熔点,并通过材料的自身表面张力形成液态金属池,从而实现焊接。
电子束产生器通过热发射电子枪发射高速电子束,通过电子光学系统将电子束聚焦到焊接点上。
在焊接过程中,焊件表面与电子束相互作用,将大部分电子能量转化为热能,使焊接点迅速升温并熔化。
2. 电子束焊接的应用电子束焊接广泛应用于如下领域:2.1 航空航天领域航空航天领域对焊接接头的质量和可靠性要求非常高。
电子束焊接由于其高能量聚焦和熔池稳定性的特点,成为航空航天部件的首选焊接工艺,能够确保接头的强度和密封性。
2.2 能源领域电子束焊接广泛应用于核电站中的管道和容器的焊接,能够保证焊缝的强度和耐高温性能。
同时,在太阳能光伏领域,电子束焊接可以高效地连接光伏电池片和电池组件,提高太阳能电池的转换效率。
2.3 电子领域电子束焊接可以用于连接微电子器件和半导体材料。
其高能量聚焦和熔池稳定性使得焊缝的尺寸控制精度高,适用于微尺寸器件的焊接,如微芯片、集成电路和MEMS。
2.4 汽车制造领域电子束焊接在汽车制造中常用于焊接车身结构和发动机部件。
电子束焊接可以实现高强度焊缝和减少变形,提高汽车的结构强度和安全性能。
3. 电子束焊接新工艺创新近年来,电子束焊接工艺在不断创新发展中引入了一些新的技术和方法。
以下是一些典型的创新应用:3.1 多束电子束焊接多束电子束焊接利用多个电子束同时对焊件进行加热,可以提高焊接速度和效率,同时减少焊接变形。
这种方法广泛应用于大批量零件的快速焊接,如汽车车身焊接和飞行器结构焊接。
3.2 电子束熔覆电子束熔覆是一种利用电子束加热将金属粉末加热到熔点,并喷射到基体表面形成涂层的工艺。
国内外电子束焊接技术研究现状摘要综述了电子束焊接技术的国内外研究发展动态。
简述了电子束焊接基本原理及国内外研究者已取得的部分研究成果,并展望了异种材料电子束焊接技术的研究方向。
关键词电子束焊接0引言随着全球工业化步伐的加快及现代科学技术的突飞猛进,焊接这门古老而现代的技术也在不断地完善和发展,可以说焊接已在现代的生产生活中占有极为重要的地位。
近代焊接技术,自1882 年出现碳弧焊开始,迄今已经历了100 多年的发展历程,为了适应工业发展及技术进步的需要,先后产生了埋弧焊、电阻焊、电渣焊及各种气体保护焊等一系列新的焊接方法。
进入20 世纪60 年代后,随着焊接新能源的开发和焊接新工艺的研究,等离子弧切割与焊接、真空电子束焊接及激光焊接等高能束技术也陆续应用到各工业部门,使焊接技术达到了一个新的水平。
特别是近年来,航空、航天、原子能等尖端工业的发展需求,不断提出了具有特殊性能材料的焊接问题,如高强钢、超高强钢、特种耐热耐腐蚀钢、高强不锈钢、特种合金及金属间化合物、复合材料、难熔金属及异种材料焊接问题。
而电子束焊接技术以其与其它熔化焊相比独具的功率密度大、深宽比大、焊接区变形小、能耗低、易于控制实现自动化等优点,在航空、航天及原子能工业和其它军用、民用制造业中得到了高度重视及应用发展。
为此,较系统、全面地了解当今电子束焊接技术的国内外的研究发展现状,以及电子束焊接技术及相关工艺应用的成果,对于电子束焊接技术领域研究发展方向的准确把握及其开展进一步研究工作有着极大的指导意义。
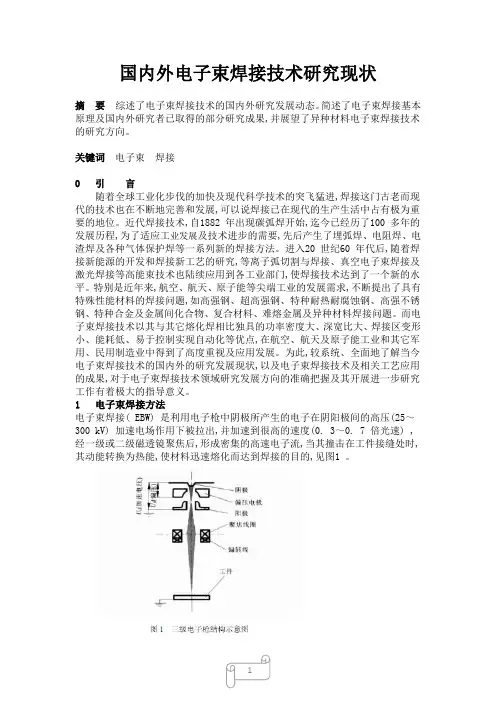
1 电子束焊接方法电子束焊接( EBW) 是利用电子枪中阴极所产生的电子在阴阳极间的高压(25~300 kV) 加速电场作用下被拉出,并加速到很高的速度(0. 3~0. 7 倍光速) ,经一级或二级磁透镜聚焦后,形成密集的高速电子流,当其撞击在工件接缝处时,其动能转换为热能,使材料迅速熔化而达到焊接的目的,见图1 。
其实,高速电子在金属中的穿透能力非常弱,如在100 kV 加速电压下仅能穿透0. 025 mm。
焊接新技术-电⼦束焊电⼦束焊⼀、电⼦束焊的基本原理电⼦束焊是⼀种⾼能束流焊接⽅法。
⼀定功率的电⼦束经电⼦透镜聚焦后,其功率密度可以提⾼到106 W/cm2以上,是⽬前已实际应⽤的各种焊接热源之⾸。
电⼦束传送到焊接接头的热量和其熔化⾦属的效果与束流强度、加速电压、焊接速度、电⼦束斑点质量以及被焊材料的热物理性能等因素有密切的关系。
⼆、电⼦束焊的特点1.电⼦束焊的优点(1)电⼦束穿透能⼒强,焊缝深宽⽐⼤。
通常电弧焊的深宽⽐很难超过2:1,⽽电⼦束焊的深宽⽐可达到60:1以上,可⼀次焊透0.1~300mm厚度的不锈钢板。
(2)焊接速度快,热影响区⼩,焊接变形⼩。
电⼦束焊速度⼀般在1m/mm 以上。
电⼦束焊缝热影响区很⼩。
由于热输⼈低,控制了焊接区晶粒长⼤和变形,使焊接接头性能得到改善。
由于焊接变形⼩,对精加⼯的⼯件可⽤作最后连接⼯序,焊后⼯件仍保持⾜够⾼的尺⼨精度。
(3)焊缝纯度⾼,接头质量好。
真空电⼦束焊接不仅可以防⽌熔化⾦属受氢、氧、氮等有害⽓体的污染,⽽且有利于焊缝⾦属的除⽓和净化,因⽽特别适于活泼⾦属的焊接,也常⽤于焊接真空密封元件,焊后元件内部保持在真空状态。
可以通过电⼦束扫描熔池来消除缺陷,提⾼接头质量。
(4)再现性好,⼯艺适应性强。
电⼦束焊的焊接参数可独⽴地在很宽的范围内调节,易于实现机械化、⾃动化控制,重复性、再现性好,提⾼了产品质量的稳定性。
通过控制电⼦束的偏移,可以实现复杂接缝的⾃动焊接;电⼦束在真空中可以传到较远(约500mm)的位置上进⾏焊接,因⽽也可以焊接难以接近部位的接缝。
对焊接结构具有⼴泛的适应性。
(5)可焊材料多。
电⼦束焊不仅能焊接⾦属和异种⾦属材料的接头,也可焊⾮⾦属材料,如陶瓷、⽯英玻璃等。
真空电⼦束焊的真空度⼀般为5×10-4Pa,尤其适合焊接钛及钛合⾦等活性材料。
2.电⼦束焊的缺点:(1)设备⽐较复杂,投资⼤,费⽤较昂贵。
(2)电⼦束焊要求接头位置准确,间隙⼩⽽且均匀,因⽽,焊接前对接头加⼯、装配要求严格。
航空发动机制造的电子束焊接技术分析航空发动机制造是航空工业中的重要一环,而电子束焊接技术则是航空发动机制造中不可或缺的关键工艺之一。
本文将对航空发动机制造中电子束焊接技术的应用进行深入分析,对该技术的原理、优势和发展趋势进行探讨。
一、电子束焊接技术的原理电子束焊接是一种利用电子束的高速能量来熔化焊缝,并实现焊接的工艺。
其原理是在真空或几乎真空的环境中,利用电子枪产生高速电子束,通过控制电子束的运动轨迹和能量大小,将其瞄准焊接部位,使焊接部位受到电子束的瞬间高温熔化,从而实现焊接。
电子束焊接技术的主要特点包括焊接温度高、焊缝较窄、热影响区小、焊接速度快、热变形小等。
这些特点使得电子束焊接技术在航空发动机制造中具有得天独厚的优势,成为航空发动机关键零部件焊接的首选技术之一。
1. 高温合金零部件的焊接航空发动机中使用的大部分零部件都是由高温合金材料制成的,而这些高温合金材料往往难以进行常规的焊接。
而电子束焊接技术的高能量密度和局部加热能力,使其能够轻松应对这些高难度的焊接任务。
航空发动机中的涡轮叶片、轴承支座等关键零部件的焊接往往采用电子束焊接技术,确保了零部件的高质量和可靠性。
2. 不锈钢和钛合金的焊接航空发动机中有些零部件的结构非常复杂,包括内部空腔、壁厚不均匀、边缘形状复杂等特点。
这些零部件的焊接需要一定的工艺技术和装备保证。
而电子束焊接技术由于其焊接过程不受重力和惯性的影响,能够在复杂结构零部件的焊接工艺中发挥其独特优势,确保焊接质量。
1. 自动化程度提高随着航空发动机制造的数字化和智能化程度不断提高,电子束焊接技术也向着自动化方向不断发展。
自动化的焊接设备和控制系统能够实现焊接过程的智能化控制和监测,提高焊接效率和质量。
2. 材料范围扩大随着航空发动机制造中新材料的不断涌现,电子束焊接技术也在不断扩大其适用材料的范围。
除了传统的高温合金、不锈钢和钛合金,电子束焊接技术也逐渐应用于复合材料、高强度钢等新型材料的焊接工艺中。
电子束焊接技术的最新进展电子束焊接技术是一种新兴的焊接技术,其特点是焊接速度快、焊接质量高、对焊接物表面的准备要求低等特点,目前已经广泛应用于航空航天、电子、汽车等领域。
本文将会探讨电子束焊接技术的最新进展。
一、电子束焊接技术概述电子束焊接技术,是利用电子束的高速度和高能量进行焊接的一种方法。
该技术可以在高真空环境下进行,温度和气压几乎没有影响,因此可以保证焊接的质量和稳定性。
不仅如此,电子束焊接技术还可以对大型、复杂的结构进行精密焊接,如航空发动机燃烧室、火箭发动机臼板等。
电子束焊接技术的原理比较简单,就是利用电子束在焊接区域产生高热,使得焊接区域的金属融化,进而形成焊缝。
因为电子束可以比其他热源更容易地聚焦到极小的面积内,所以焊缝的宽度非常细,一般在0.1-0.2mm之间。
二、电子束焊接技术的最新进展1.高功率电子束焊接技术电子束焊接技术在航空航天、汽车、电子、船舶等领域得到了广泛应用,但是传统的电子束焊接技术存在焊接速度受限、焊接深度不够等一些局限性。
近年来,随着高功率电子束源的出现,电子束焊接技术的局限性得到了改进。
高功率电子束焊接技术可以提高焊接速度和焊缝深度,从而大大提高了电子束焊接的效率和质量。
2.复合材料电子束焊接技术复合材料在飞机、汽车、车辆、运动器材等领域应用广泛,传统的焊接方法会导致材料的损伤和热变形。
而电子束焊接技术可以减少这些负面影响,并进行更加精细的焊接。
利用电子束焊接技术,可以实现不同种类、不同厚度的复合材料之间的焊接,而且焊接效果非常好,焊缝强度高,且没有损伤。
3.自适应控制技术电子束焊接技术的焊接质量非常依赖于焊接过程的精密度和稳定性,如果焊接过程中出现一些变化,很可能会导致焊接效果的下降。
自适应控制技术可以通过对焊接过程中各个参数的实时监测和调整来确保焊接质量始终保持在最佳状态。
这种技术可以提高焊接的成功率和通过率,并且减少因焊接过程中出现问题而导致的损失。
4.数字焊接技术数字焊接技术基于数学模型和物理模型,采用数值计算方法对焊接过程进行模拟分析。
电子束焊接技术在电力行业中的应用现状及发展趋势近年来,随着电力行业的迅猛发展,电子束焊接技术逐渐引起了广泛的关注。
作为一种高效、高精度的焊接方法,电子束焊接技术在电力行业中发挥着重要的作用。
本文将重点探讨电子束焊接技术在电力行业中的应用现状及发展趋势。
首先,我们来了解一下电子束焊接技术的基本原理。
电子束焊接技术是利用电子束在高真空环境下对焊接材料进行熔化和固化的一种焊接技术。
电子束焊接设备通常由电子枪、聚束系统、真空系统和控制系统等部分组成。
通过控制电子束的聚焦和定位,可以实现对焊接材料的高精度焊接。
相比传统的焊接方法,电子束焊接技术具有焊接速度快、成型质量高、变形小等优点,尤其适用于对材料进行高强度、高密度的焊接。
在电力行业中,电子束焊接技术的应用涵盖了多个领域。
首先是电力设备的制造。
在高压电缆、变压器、发电设备等电力设备的制造过程中,常常需要对金属材料进行焊接。
电子束焊接技术可以在保证焊接质量的同时提高生产效率,减少能量损耗,为电力设备的制造带来了显著的改进。
其次是电力传输线路的维护和修复。
电力传输线路经常面临着各种问题,例如线路的断裂、连接点的松动等。
传统的修复方法往往需要停电操作,并且存在加热面积大、损耗多的问题。
而电子束焊接技术可以在不停电的情况下快速修复线路,避免了因停电而给用户带来的不便,同时减少了能量的消耗,提高了修复的效率。
此外,电子束焊接技术在核电行业中也有广泛的应用。
在核电设备的制造和维护过程中,焊接是一个关键的环节。
电子束焊接技术可以实现对核电设备材料的高精度焊接,确保设备的工作安全和可靠性。
尽管电子束焊接技术在电力行业中的应用已经取得了一些成果,但与先进国家相比,我国在电子束焊接技术方面还存在一些差距。
首先,电子束焊接设备的生产和研发能力相对薄弱。
目前,我国电子束焊接设备主要依赖进口,自主研发和生产能力有待提升。
其次,电子束焊接技术的应用范围还相对狭窄。
尽管在电力设备制造和线路维护方面取得了一些成功案例,但在其他领域的应用仍然较少。
电子束焊接技术的发展历程与趋势电子束焊接技术是一种高能电子束与工件相互作用,将工件焊接接头部分局部加热熔化的先进焊接技术。
其发展历程可以追溯到20世纪40年代,经过几十年的发展,如今已经成为重要的焊接技术之一,并展现出了许多前景广阔的发展趋势。
电子束焊接技术最早是由美国的战争部门在第二次世界大战期间开发出来的。
当时,由于战争的需要,需要高效、快速且稳定的焊接技术来生产大量军用设备和武器。
电子束焊接技术就应运而生,它能够提供高能量的电子束,能够在极短的时间内将焊接接头加热至熔化温度,实现快速焊接,这一特点使得电子束焊接技术在军事行业得到了广泛应用。
随着科技的进步和工业的发展,电子束焊接技术逐渐转向了民用领域。
上世纪60年代,电子束焊接技术开始应用于航空航天行业,用于焊接飞机、火箭等航空器件。
这一时期,电子束焊接技术迅速发展,技术水平得到了大幅提升,并在航空航天领域的应用中发挥了重要作用。
进入21世纪,随着科技的不断进步和人们对高质量焊接产品的需求增大,电子束焊接技术又迎来了新的发展机遇。
首先,电子束焊接技术在航空航天、船舶、交通工具以及核能等领域的应用得到了进一步扩展。
这些行业对焊接接头的质量和可靠性要求极高,而电子束焊接技术能够提供出色的焊接品质和良好的焊缝成型。
其次,电子束焊接技术的应用领域逐渐扩大,包括汽车制造、电子器件、管道管线等行业,其高质量、高效率的焊接特点受到了广泛关注。
未来,电子束焊接技术还有许多发展趋势可以期待。
首先,随着科学技术的不断进步,电子束发射器件的性能将进一步提高。
目前,常用的电子束发射器件为线性加速器,但是这种设备较大、能耗高。
未来,可能会出现更小型、高效、低耗能的发射器件,从而降低设备成本,提高生产效率。
其次,电子束焊接技术与其他先进技术的融合将进一步推动其发展。
例如,激光技术与电子束焊接技术相结合,可以提供更高的能量密度和更精细的控制,进一步优化焊接接头的质量。
此外,3D打印技术与电子束焊接技术的结合也有广阔的前景。
电子束焊接技术电子束焊接技术(Electron Beam Welding,EBW)是一种高能束焊接技术,采用电子束作为能量源进行焊接。
它具有高能量密度、深焊能力和小热影响区等优势,广泛应用于航空航天、汽车制造和核工程等领域。
本文将介绍电子束焊接技术的原理、应用及未来发展趋势。
一、电子束焊接技术的原理电子束焊接技术利用带电粒子束(即电子束)的动能进行焊接。
它通过加速器将电子加速到非常高的速度,然后通过电场或磁场控制电子束的方向进行聚焦。
当电子束聚焦到极小的直径时,电子与被焊接材料碰撞并转化为热能。
这种高能量密度的热能可瞬间将工件局部区域加热至熔化状态,形成焊缝。
二、电子束焊接技术的应用1. 航空航天领域:电子束焊接技术在航空航天领域具有广泛的应用。
它能够焊接高强度、高温合金材料,满足飞机发动机、燃气轮机和航天器的要求。
电子束焊接技术还能实现长轴件的自动化焊接,提高生产效率。
2. 汽车制造:汽车制造行业对焊接质量和效率有着严格的要求。
电子束焊接技术能够焊接汽车车身、发动机和底盘等关键部件,确保焊缝的强度和密封性。
此外,电子束焊接技术还可以减少零件的变形,提高整体车身结构的稳定性。
3. 核工程:核工程领域要求焊接材料具有高强度和较低的辐射损伤。
电子束焊接技术能够实现高纯度材料的焊接,避免杂质引入。
电子束焊接技术还可以焊接厚度较大的核材料,保证核反应堆等设备的可靠性和安全性。
三、电子束焊接技术的未来发展趋势随着科学技术的不断进步,电子束焊接技术也将迎来更广阔的应用前景。
以下是未来电子束焊接技术的发展趋势:1. 自动化与智能化:随着自动化技术的不断发展,电子束焊接技术将越来越多地应用于自动化生产线。
通过与机器人和控制系统的集成,实现焊接过程的自动控制和监测。
2. 优化设计与模拟:利用计算机辅助设计和数值模拟软件,对电子束焊接过程进行优化设计和模拟预测。
通过模拟分析,优化焊接参数和工艺,提高焊接质量和效率。
电子束焊接机的自动检测与质量控制研究随着工业制造技术的不断进步,电子束焊接作为一种高效、精密的焊接方法,受到了越来越广泛的应用。
电子束焊接机作为电子束焊接的核心设备,承担着焊接质量的重要保证和控制工作。
然而,由于焊接过程中受到多种因素的影响,焊接质量的稳定性和一致性仍然是一个挑战。
因此,开展电子束焊接机的自动检测与质量控制研究,对于提高焊接质量和生产效率具有重要意义。
在电子束焊接机的自动检测研究中,首先需要对焊接过程进行实时监控和数据采集。
通过使用高速摄像机和传感器等设备,可以将焊接过程的关键参数,如电子束功率、速度、焦距等进行准确记录和分析。
同时,还可以利用数字图像处理技术,实时观察焊接过程中的形态变化和缺陷情况。
通过实时监控和数据采集,可以获取大量的焊接数据,为后续的质量控制提供必要的依据。
在电子束焊接机的自动检测研究中,其次需要建立合理的质量控制模型。
通过对焊接过程数据的统计和分析,可以确定焊接质量的关键因素和评价指标。
基于这些数据和指标,可以建立相应的质量控制模型,通过算法和模型进行自动检测和控制。
例如,可以采用人工智能算法来分析焊接过程中的规律和特点,快速判断焊接质量是否达到标准要求,并自动调整焊接参数以实现最佳焊接效果。
在电子束焊接机的自动检测研究中,最后需要开发相应的检测设备和算法。
通过结合硬件和软件技术,可以研制出用于电子束焊接机自动检测和控制的设备和系统。
例如,可以开发出基于机器视觉和图像处理的检测设备,用于实时监控焊接过程中的形态和缺陷。
同时,还可以开发出自动控制算法和软件,根据监测到的焊接数据和参数,实时调整焊接参数,以保证焊接质量的稳定和一致性。
电子束焊接机的自动检测与质量控制研究对于提高焊接质量和生产效率具有重要的意义。
通过实时监控和数据采集,可以实现对焊接过程的全面监控和分析,及时掌握焊接质量的情况。
通过建立合理的质量控制模型,可以实现对焊接质量的自动判断和调整,避免人为因素的干扰。
电子束焊接机的工艺优化方法研究电子束焊接是一种高能、高密度的焊接方式,具有焊接速度快、热影响区小、变形小等优势,广泛应用于航空、航天、汽车、电子等领域。
然而,在实际应用中,电子束焊接机的工艺参数设置和优化存在一定的挑战,如何提高焊接质量和效率成为了研究的焦点。
本文将围绕电子束焊接机的工艺优化方法展开讨论,并提出一些可行的改进措施。
首先,优化电子束焊接机的工艺参数是提高焊接质量的关键。
工艺参数包括束流密度、焦点位置、加速电压、聚焦电流等。
合理的工艺参数设置可以降低焊接热输入、减小热影响区并提高焊缝的成形性。
但是,确定最佳的工艺参数需要考虑多个因素的综合影响,如焊接材料的性质、焊接板的厚度、焊接速度等。
因此,可以通过实验设计和优化算法,寻找最佳的工艺参数组合,如响应面法、遗传算法、粒子群算法等。
其次,焊接过程监控和控制对于优化工艺至关重要。
监控焊接过程可以实时获取焊接相关的变量,如电子束功率、焊接速度、温度等。
通过对这些变量进行实时监测和分析,可以实现焊接质量的预测和控制。
例如,可以利用红外热像仪、高速相机等设备对焊接过程进行图像采集和分析,以检测焊缝的缺陷和变形情况。
同时,利用传感器和数据采集系统可以实时记录焊接过程的数据,为后续的数据分析和工艺优化提供基础。
此外,工艺优化的过程中还可以引入仿真模拟技术。
利用计算机辅助工程软件,可以建立电子束焊接过程的数值模型,并进行仿真计算。
通过仿真分析,可以评估不同工艺参数对焊接质量的影响,并提供优化的指导意见。
同时,仿真模拟还可以优化电子束焊接机的设备设计,提高工作效率和焊接质量。
例如,可以通过改变焊接机的几何结构、优化加热方式等方式来改善焊接结果。
此外,焊接材料的选择和预处理也对焊接质量和效率有重要影响。
选择合适的焊接材料是保障焊接质量的前提。
对于焊接机而言,材料的热传导性、热膨胀系数、熔点等是关键指标。
此外,预处理也是优化工艺的重要环节。
例如,通过预热、焊前清洁等方式可以改善焊接材料的焊接性能和表面质量,提高焊接效率。
电子束焊接过程中熔池稳定行为的研究随着人们对材料加工技术的不断追求,电子束焊接作为一种高效、高质量的焊接工艺得到了广泛应用。
但是在电子束焊接的过程中,熔池的稳定性是制约焊接质量和产率的主要因素之一。
因此,研究电子束焊接中熔池的稳定性,对于提高焊接质量和效率具有重要的意义。
熔池稳定性问题电子束焊接中,熔池的稳定行为受多种因素影响,如电子束的束流密度、加热速度、熔池表面张力、焊接速度和焊接角度等。
其中,束流密度和焊接速度是特别重要的影响因素。
束流密度是指单位面积内电子束流的能量密度。
在电子束焊接中,束流密度的大小直接影响到电子束的穿透深度、热输入和熔池大小。
因此,需要控制束流密度的大小来控制熔池的稳定性。
焊接速度也是影响熔池稳定性的重要因素。
焊接速度过快会导致熔池的体积变小,从而使熔池不稳定。
而焊接速度过慢则会造成熔池过度膨胀,也不利于熔池的稳定。
熔池稳定行为的控制为了控制熔池的稳定行为,在电子束焊接中需要采取多种手段。
其中,参数调节和电子束控制是两种主要的控制方法。
参数调节是通过调整焊接参数来控制熔池的稳定性。
例如,可以通过改变束流密度来调节熔池的大小,从而控制熔池的稳定性。
此外,还可以通过调节焊接速度和焊接角度等参数来控制熔池。
电子束控制是一种先进的电子束焊接技术。
这种技术可以通过控制电子束的方向、能量和聚焦等参数来控制熔池的稳定性。
电子束控制技术可以使得焊接过程更加精确和稳定,从而提高焊接的质量和效率。
结论熔池稳定行为的研究对于提高电子束焊接质量和生产效率具有重要的意义。
熔池的稳定行为受多种因素的影响,如束流密度和焊接速度等。
为了控制熔池的稳定性,需要采取多种手段,如参数调节和电子束控制等技术。
随着电子束焊接技术的不断发展,熔池稳定行为的研究也将不断完善,为电子束焊接的实际应用提供更好的支持和指导。