电子束焊接知识
- 格式:ppt
- 大小:9.94 MB
- 文档页数:27
电子束焊接机原理及应用电子束焊接机是一种高效、高精度的焊接设备,广泛应用于航空、航天、电子、医疗和汽车等多个领域。
本文将详细介绍电子束焊接机的原理和应用,以帮助读者更好理解该技术。
一、原理电子束焊接是利用高能电子束对工件进行熔化和连接的一种焊接方法。
其原理基于电子束产生、聚焦及作用于工件上的过程。
1. 电子束产生:电子束源通常采用热阴极发射电子束的方式。
热阴极经过加热后,发射出大量的自由电子,形成电子束。
2. 电子束聚焦:为了使电子束能够准确地作用于工件上,通常需要使用电磁场将电子束进行聚焦。
聚焦系统通常由电子枪和磁场组成,电子枪用于发射电子束,并通过磁场控制电子束的方向和聚焦程度。
3. 电子束作用:一旦电子束聚焦后,它将以高速冲击到工件上,产生巨大的能量。
电子束的高能量可以瞬间加热工件,使其熔化并与其他工件相融合。
二、应用电子束焊接机在各个领域都有广泛的应用,下面将分别就航空、航天、电子、医疗和汽车五个领域进行介绍。
1. 航空领域:航空工业对焊接质量和工艺的要求非常严格,因为焊接连接处需要承受极高的载荷和温度变化。
电子束焊接机由于能够提供高质量的焊接接头,被广泛应用于飞机结构的连接。
其优势在于焊缝小、熔深浅、热效应小、气体保护不需要。
2. 航天领域:航天器的结构必须具有很高的可靠性和强度,同时对结构的重量也有严格限制。
电子束焊接机可实现高质量、低热影响做工的焊接效果,广泛应用于航天器的结构连接,如推进器、燃气发生器等。
3. 电子领域:电子设备的焊接通常要求高度精确和可靠性。
电子束焊接机在电子领域可以实现高精度焊接,适用于焊接电子元件、连接电子线路板和封装器件等。
4. 医疗领域:医疗器械焊接需要保证焊接接头的无菌性和牢固性。
电子束焊接机可实现非接触式焊接,避免了杂质和气体污染,适用于不锈钢、钛合金、镍钴合金等医疗器械材料的焊接。
5. 汽车领域:汽车工业对焊接质量和强度要求较高。
电子束焊接机的高能量密度和精确性可以实现高质量、高强度的焊接,适用于汽车车身结构的焊接,如车架、车门、天窗等。
电子束焊接原理
电子束焊接是一种高能束流焊接技术,其原理是利用电子束对工件进行熔化和焊接。
电子束是通过对金属丝进行高电压电子轰击产生的,产生的电子束具有高速度和高能量,可在纳秒时间内将焊接部位加热到高温。
其焊接原理主要包括以下几个步骤:
1.电子发射与准直:将阴极表面加热,使其发射出电子,然后
通过电场和磁场的作用,使电子束准直成为直线束。
2.聚焦:利用磁场将电子束聚焦成细束,以增加束流密度和功
率密度。
3.定向和控制:通过磁场控制电子束的方向和位置,使其对准
焊接部位。
4.熔化和焊接:电子束轰击工件表面时,其动能会转化为热能,使焊接部位瞬间升温到熔化温度,形成熔池。
焊接材料进入熔池后,通过冷却凝固形成焊缝。
5.控温和控速:在焊接过程中,通过控制电子束的功率和移动
速度,来控制焊接温度和焊接速度,以实现理想的焊接效果。
电子束焊接具有焊接速度快、精度高、热影响区小等优点,适用于对高强度和高精度焊接要求的工件,如航空航天零部件、汽车零部件等。
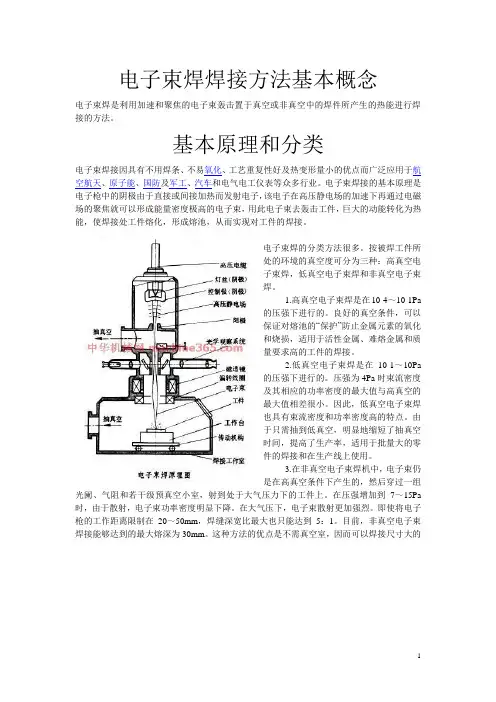
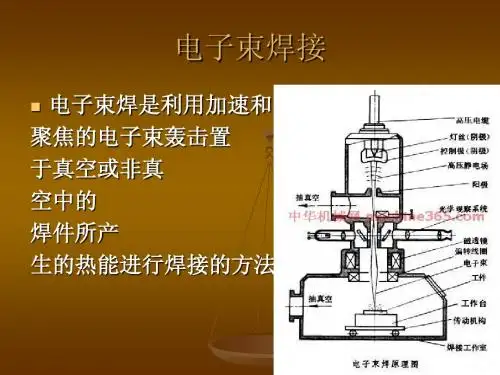
电子束焊焊接方法基本概念电子束焊是利用加速和聚焦的电子束轰击置于真空或非真空中的焊件所产生的热能进行焊接的方法。
基本原理和分类电子束焊接因具有不用焊条、不易氧化、工艺重复性好及热变形量小的优点而广泛应用于航空航天、原子能、国防及军工、汽车和电气电工仪表等众多行业。
电子束焊接的基本原理是电子枪中的阴极由于直接或间接加热而发射电子,该电子在高压静电场的加速下再通过电磁场的聚焦就可以形成能量密度极高的电子束,用此电子束去轰击工件,巨大的动能转化为热能,使焊接处工件熔化,形成熔池,从而实现对工件的焊接。
电子束焊的分类方法很多。
按被焊工件所处的环境的真空度可分为三种:高真空电子束焊,低真空电子束焊和非真空电子束焊。
1.高真空电子束焊是在10-4~10-1Pa的压强下进行的。
良好的真空条件,可以保证对熔池的“保护”防止金属元素的氧化和烧损,适用于活性金属、难熔金属和质量要求高的工件的焊接。
2.低真空电子束焊是在10-1~10Pa的压强下进行的。
压强为4Pa时束流密度及其相应的功率密度的最大值与高真空的最大值相差很小。
因此,低真空电子束焊也具有束流密度和功率密度高的特点。
由于只需抽到低真空,明显地缩短了抽真空时间,提高了生产率,适用于批量大的零件的焊接和在生产线上使用。
3.在非真空电子束焊机中,电子束仍是在高真空条件下产生的,然后穿过一组光阑、气阻和若干级预真空小室,射到处于大气压力下的工件上。
在压强增加到7~15Pa 时,由于散射,电子束功率密度明显下降。
在大气压下,电子束散射更加强烈。
即使将电子枪的工作距离限制在20~50mm,焊缝深宽比最大也只能达到5:1。
目前,非真空电子束焊接能够达到的最大熔深为30mm。
这种方法的优点是不需真空室,因而可以焊接尺寸大的工件,生产率较高。
工艺特点和应用范围1.工艺特点①电子束穿透能力强(功率密度可达106W/cm2),焊缝深宽比大(可达50:1),易于实现厚度差极大的焊件之间的接。
电子行业电子束焊接简介电子束焊接是一种常用于电子行业的高精度焊接技术。
它利用电子束的高能量特性,将焊接材料加热至高温,快速融化并连接在一起。
电子束焊接具有精度高、焊接速度快和热影响区小等优点,广泛应用于半导体、电子元件和电路板的制造过程中。
工艺流程电子束焊接的工艺流程包括以下几个步骤:1.准备工作:对焊接材料进行清洁处理,确保表面不含杂质和氧化物。
同时,需要根据焊接要求确定焊接参数,包括电子束功率、聚焦电压和聚焦电流等。
2.对焊接材料进行定位和夹持:将待焊接的材料放置在焊接台上,并使用夹具进行固定,以确保焊接过程中的稳定性和准确性。
3.开始焊接:启动电子束装置,将电子束聚焦并瞄准焊接位置。
电子束穿过电子枪并聚焦在工件上,加热焊接材料达到融化温度并实现焊接。
4.焊接结束:完成焊接后,关闭电子束装置,等待焊接区域冷却。
同时,对焊接区域进行检查,确保焊接质量符合要求。
特点和优势电子束焊接在电子行业中得到广泛应用,主要受益于以下几个特点和优势:•高精度:电子束焊接能够提供非常精确的焊接结果,焊接位置和焊缝的尺寸控制非常准确,有助于保证电子产品的稳定性和可靠性。
•焊接速度快:电子束焊接的加热速度非常快,因为电子束本身具有高能量,能够迅速将焊接材料加热至融化温度。
相比传统焊接方法,电子束焊接能够大大缩短焊接时间,提高生产效率。
•热影响区小:电子束焊接时,焊接区域受热的时间非常短,因此在焊接过程中产生的热量对材料周围的影响非常小。
这意味着电子束焊接可以避免或减少由于热应力引起的变形和损坏,提高焊接质量。
•适用范围广:电子束焊接可以应用于各种材料的焊接,包括金属、陶瓷和非金属材料。
它在不同类型的电子元件、半导体和电路板的制造过程中都有重要的应用价值。
•自动化程度高:电子束焊接可以与自动化设备相结合,实现工艺的自动化和智能化。
通过编程和机器控制,可以实现焊接参数的精确控制和焊接过程的自动化控制。
应用案例LED封装在LED封装过程中,电子束焊接被广泛应用于焊接LED芯片和良好导热性能的基座之间的连接。

焊接工艺的电子束焊接技术要点电子束焊接是一种常用的高能焊接方法,它利用电子束瞬间加热和熔化焊缝两侧的金属材料,实现焊接连接。
电子束焊接技术具有独特的优势,例如焊接速度快、熔化区热影响小、焊缝质量高等。
下面将介绍电子束焊接技术的要点。
一、电子束焊接工艺电子束焊接工艺主要包括焊接设备、焊接参数选择、焊接前的准备工作以及焊接后的处理等方面。
1. 焊接设备电子束焊接设备由电子枪、真空室及真空系统、电控系统和辅助设备组成。
其中,电子枪是电子束焊接的核心部件,它由电子发射器、聚焦装置和偏转装置等组成。
2. 焊接参数选择焊接参数的选择对焊接质量至关重要。
常见的焊接参数包括加速电压、聚焦电流、聚焦电压和扫描速度等。
这些参数的选择要根据具体焊接材料和工艺要求来确定,以实现最佳的焊接效果。
3. 焊接前的准备工作焊接前的准备工作包括清洁焊接表面、安装和对齐工件以及确定焊接位置等。
为了保证焊接质量,工件表面必须彻底清洁去除杂质。
此外,工件的安装和对齐对焊接结果也有重要影响,需要严格按照工艺要求进行操作。
4. 焊接后的处理焊接完成后,需要对焊接接头进行检查和处理。
可以采用非破坏性检测方法,例如X射线检测和超声波检测等,来评估焊接接头的质量。
同时,还可以对焊接接头进行后续处理,例如涂敷防腐剂、热处理和机械加工等,以提高焊缝的性能和外观。
二、电子束焊接技术的要点1. 选择合适的焊接参数电子束焊接的焊接参数选择十分重要。
加速电压和聚焦电流的组合将决定电子束的能量密度,从而影响着焊缝的形态和质量。
同时,聚焦电压和扫描速度的设置也会影响焊接接头的宽度和深度。
因此,在实际操作中,需要根据具体要求进行合理的参数选择。
2. 确保较好的真空环境在电子束焊接过程中,要保持较好的真空环境,以确保电子束的稳定和焊接质量的提高。
真空度的要求根据具体工艺和焊接材料而变化,但通常要求真空度在10^-4至10^-5 Pa之间。
3. 控制焊接速度和扫描模式焊接速度的选择需要综合考虑焊接材料的熔化温度、热导率以及焊缝的质量要求等因素。

电子束焊接新工艺介绍电子束焊接是一种高能束焊接工艺,利用高速电子束来熔化和连接金属材料。
它具有高效、高精度和无污染等优点,因此在航空航天、能源、电子和汽车制造等领域得到了广泛的应用。
本文将介绍电子束焊接的原理、应用以及其在新工艺中的创新。
1. 电子束焊接原理电子束焊接利用高速电子束的热能将焊件加热到熔点,并通过材料的自身表面张力形成液态金属池,从而实现焊接。
电子束产生器通过热发射电子枪发射高速电子束,通过电子光学系统将电子束聚焦到焊接点上。
在焊接过程中,焊件表面与电子束相互作用,将大部分电子能量转化为热能,使焊接点迅速升温并熔化。
2. 电子束焊接的应用电子束焊接广泛应用于如下领域:2.1 航空航天领域航空航天领域对焊接接头的质量和可靠性要求非常高。
电子束焊接由于其高能量聚焦和熔池稳定性的特点,成为航空航天部件的首选焊接工艺,能够确保接头的强度和密封性。
2.2 能源领域电子束焊接广泛应用于核电站中的管道和容器的焊接,能够保证焊缝的强度和耐高温性能。
同时,在太阳能光伏领域,电子束焊接可以高效地连接光伏电池片和电池组件,提高太阳能电池的转换效率。
2.3 电子领域电子束焊接可以用于连接微电子器件和半导体材料。
其高能量聚焦和熔池稳定性使得焊缝的尺寸控制精度高,适用于微尺寸器件的焊接,如微芯片、集成电路和MEMS。
2.4 汽车制造领域电子束焊接在汽车制造中常用于焊接车身结构和发动机部件。
电子束焊接可以实现高强度焊缝和减少变形,提高汽车的结构强度和安全性能。
3. 电子束焊接新工艺创新近年来,电子束焊接工艺在不断创新发展中引入了一些新的技术和方法。
以下是一些典型的创新应用:3.1 多束电子束焊接多束电子束焊接利用多个电子束同时对焊件进行加热,可以提高焊接速度和效率,同时减少焊接变形。
这种方法广泛应用于大批量零件的快速焊接,如汽车车身焊接和飞行器结构焊接。
3.2 电子束熔覆电子束熔覆是一种利用电子束加热将金属粉末加热到熔点,并喷射到基体表面形成涂层的工艺。
电子束焊是什么焊接方法
电子束焊是一种高能量密度的焊接方法,它利用电子束在工件上产生热量,从而实现焊接的目的。
电子束焊具有焊缝深度大、热影响区小、焊接速度快等优点,因此在航空航天、核工业、汽车制造等领域得到了广泛的应用。
首先,让我们来了解一下电子束焊的原理。
电子束焊是利用电子枪发射出的高速电子束对工件表面进行加热,使工件材料局部熔化,然后通过焊接材料的熔化填充焊缝,最终形成坚固的焊接接头。
电子束焊的高能量密度使得焊接过程中热量集中,能够快速加热工件表面并实现高效的焊接。
其次,电子束焊的特点和优势是什么呢?首先,电子束焊焊缝深度大,能够实现较深的焊接,使得焊接接头更加牢固。
其次,电子束焊热影响区小,减少了对工件周围材料的热影响,有利于减少变形和残余应力。
此外,电子束焊焊接速度快,能够提高生产效率,降低生产成本。
因此,电子束焊在一些对焊接质量和效率要求较高的领域得到了广泛的应用。
除此之外,电子束焊还存在一些局限性。
首先,电子束焊设备成本较高,需要专门的设备和技术人员进行操作和维护。
其次,电子束焊对工件的表面质量要求较高,对杂质和气体的敏感度较大,需要在真空或惰性气体环境下进行焊接。
因此,在一些对焊接成本要求较低的领域,电子束焊可能并不适用。
总的来说,电子束焊是一种高能量密度的焊接方法,具有焊缝深度大、热影响区小、焊接速度快等优点,适用于一些对焊接质量和效率要求较高的领域。
然而,电子束焊设备成本较高,对工件表面质量要求较高,因此在实际应用中需要综合考虑其优势和局限性,并选择合适的焊接方法来满足实际生产的需求。
电子束焊是什么焊接方法
电子束焊是一种高能焊接方法,利用电子束作为热源进行焊接。
电子束焊具有
焊接速度快、热输入集中、热影响区小等优点,被广泛应用于航空航天、汽车制造、电子设备等领域。
本文将介绍电子束焊的原理、特点以及应用领域。
电子束焊的原理是利用电子枪产生高速电子流,通过电子束聚焦器将电子束聚
焦成细束,然后照射到焊接部位,电子束在焊接部位产生高能量的热量,使焊接材料瞬间熔化,完成焊接过程。
电子束焊具有以下特点,首先,焊接速度快。
由于电子束的高能量和热输入集中,焊接速度可以达到每分钟数米,远远快于传统焊接方法。
其次,热影响区小。
电子束焊的热输入非常集中,热影响区小,可以减少焊接变形和残余应力。
最后,焊接质量高。
电子束焊的焊缝形貌好,焊接质量高,适用于对焊接质量要求较高的领域。
电子束焊被广泛应用于航空航天、汽车制造、电子设备等领域。
在航空航天领域,电子束焊被用于焊接航空发动机、航天器结构件等高强度、高温材料。
在汽车制造领域,电子束焊被用于焊接汽车发动机、变速箱、底盘等部件。
在电子设备领域,电子束焊被用于焊接电子元器件、电子线路板等精密零部件。
总之,电子束焊是一种高能焊接方法,具有焊接速度快、热输入集中、热影响
区小等优点,被广泛应用于航空航天、汽车制造、电子设备等领域。
随着科技的不断进步,电子束焊技术将会得到更广泛的应用和发展。
电子束焊是什么焊接方法电子束焊是一种高能量密度焊接方法,它利用电子束的高速运动和高能量来实现材料的熔化和连接。
电子束焊接是一种非常精密的焊接工艺,通常用于对焊接质量要求非常高的工件,如航空航天领域的零部件、精密仪器仪表等。
电子束焊接的原理是利用电子枪产生的高速电子束,通过对工件表面进行扫描,将电子束的能量转化为热能,使工件表面迅速升温并熔化,然后通过控制电子束的位置和功率来实现对工件的精确焊接。
电子束焊接的特点是焊接速度快、热影响区小、焊接变形小、焊缝质量高等优点,因此在一些对焊接质量要求极高的领域得到广泛应用。
电子束焊接的工艺过程中,首先需要将工件的表面清洁干净,以保证焊接质量。
然后通过控制电子束的聚焦和偏转,使其精确地照射到焊接位置,产生高温熔化工件表面,形成熔池。
在熔池形成的同时,还需要通过控制电子束的功率和速度,使熔池得到合适的温度和流动性,以保证焊接质量。
最后,通过控制电子束的扫描路径,完成整个焊接过程,形成均匀、牢固的焊缝。
电子束焊接的优点之一是焊接速度快,这使得它在大批量生产中具有明显的优势。
另外,由于电子束焊接过程中几乎没有热输入到工件周围,因此可以减少或避免焊接变形和残余应力,从而提高了焊接质量。
此外,电子束焊接还可以实现对材料的深度焊接,适用于对焊接深度要求较高的工件。
然而,电子束焊接也存在一些局限性,首先是设备成本较高,需要专门的电子束焊接设备和配套的真空系统,这增加了焊接成本。
另外,电子束焊接对工件的形状和尺寸有一定的限制,不适用于过大或过厚的工件。
此外,电子束焊接需要在真空环境下进行,这增加了工艺复杂性和操作难度。
总的来说,电子束焊接作为一种高能量密度焊接方法,具有焊接速度快、热影响区小、焊接变形小、焊缝质量高等优点,适用于对焊接质量要求非常高的工件。
然而,由于设备成本较高、对工件形状和尺寸有限制、需要在真空环境下进行等局限性,因此在实际应用中需要根据具体情况进行选择。
电子束焊接技术电子束焊接技术(Electron Beam Welding,EBW)是一种高能束焊接技术,采用电子束作为能量源进行焊接。
它具有高能量密度、深焊能力和小热影响区等优势,广泛应用于航空航天、汽车制造和核工程等领域。
本文将介绍电子束焊接技术的原理、应用及未来发展趋势。
一、电子束焊接技术的原理电子束焊接技术利用带电粒子束(即电子束)的动能进行焊接。
它通过加速器将电子加速到非常高的速度,然后通过电场或磁场控制电子束的方向进行聚焦。
当电子束聚焦到极小的直径时,电子与被焊接材料碰撞并转化为热能。
这种高能量密度的热能可瞬间将工件局部区域加热至熔化状态,形成焊缝。
二、电子束焊接技术的应用1. 航空航天领域:电子束焊接技术在航空航天领域具有广泛的应用。
它能够焊接高强度、高温合金材料,满足飞机发动机、燃气轮机和航天器的要求。
电子束焊接技术还能实现长轴件的自动化焊接,提高生产效率。
2. 汽车制造:汽车制造行业对焊接质量和效率有着严格的要求。
电子束焊接技术能够焊接汽车车身、发动机和底盘等关键部件,确保焊缝的强度和密封性。
此外,电子束焊接技术还可以减少零件的变形,提高整体车身结构的稳定性。
3. 核工程:核工程领域要求焊接材料具有高强度和较低的辐射损伤。
电子束焊接技术能够实现高纯度材料的焊接,避免杂质引入。
电子束焊接技术还可以焊接厚度较大的核材料,保证核反应堆等设备的可靠性和安全性。
三、电子束焊接技术的未来发展趋势随着科学技术的不断进步,电子束焊接技术也将迎来更广阔的应用前景。
以下是未来电子束焊接技术的发展趋势:1. 自动化与智能化:随着自动化技术的不断发展,电子束焊接技术将越来越多地应用于自动化生产线。
通过与机器人和控制系统的集成,实现焊接过程的自动控制和监测。
2. 优化设计与模拟:利用计算机辅助设计和数值模拟软件,对电子束焊接过程进行优化设计和模拟预测。
通过模拟分析,优化焊接参数和工艺,提高焊接质量和效率。
电子束焊接电子束焊接是一种利用电子束作为热源的焊接工艺。
电子束发生器中的阴极加热到一定的温度时逸出电子,电子在高压电场中被加速,通过电磁透镜聚焦后,形成能量密集度极高的电子束,当电子束轰击焊接表面时,电子的动能大部分转变为热能,使焊接件的结合处的金属熔融,当焊件移动时,在焊件结合处形成一条连续的焊缝。
对于真空电子束焊机,要焊接的工件置于真空室中,一般装夹在可直线移动或旋转的工作台上。
焊接过程可通过观察系统观察。
电子束焊接技术因其高能量密度和优良的焊缝质量,率先在国内航空工业得到应用。
先进发动机和飞机工业中已广泛应用了电子束焊接技术,取得了很大的经济效益和社会效益,该项技术从上世纪八十年代开始逐步在向民用工业转化。
汽车工业、机械工业等已广泛应用该技术。
我国自行研制电子束焊机始于60年代,至今已研制生产出不同类型和功能的电子束焊机上百台,并形成了一支研制生产的技术队伍,能为国内市场提供小功率的电子束焊机。
近年来,出现了关键部件(电子枪,高压电源等)引进、其它部件国内配套的引进方式,这种方式的优点是:设备既保持了较高的技术水平,又能大大降低成本,同时还能对用户提供较完善的售后服务。
北京航空工艺研究所以此方式为某航空厂实施设备的总体设计和总成,实现了某重要构件的真空电子束焊接;桂林电器科学研究所也通过这种方式开发了HDG(Z)-6型双金属带材高压电子束连续自动焊接生产线,该机加速电压120kV、束流0~50mA、电子束功率6kW,带材运行速度0~15m/min,从而使我国挤身于世界上能生产这种生产线的几个国家之一。
北京中科电气高技术公司近期为上海通用汽车公司研制成功自动变速车液力扭变器涡轮组件电子束焊机,70 s内可完成两条端面圆焊缝的焊接,并已投入商业化生产。
目前,以科学院电工所的EBW系列为代表的汽车齿轮专用电子束焊机占据了国内汽车齿轮电子束焊接的主要市场份额;我国的中小功率电子束焊机已接近或赶上国外同类产品的先进水平,而价格仅为国外同类产品的1/4左右,有明显的性能价格比优势。
电子束焊的原理及应用范围1. 电子束焊的原理电子束焊(Electron Beam Welding)是一种高能电子束加热下的焊接技术,采用电子束直接加热工件,并通过热传导进行焊接。
其原理主要涉及以下几个方面:•电子束的生成与加速:电子束由电子枪产生,其中包括热阴极、孔型、阳极和聚束器等。
热阴极在高温下,通过热发射发射出电子,电子经过孔型形成束流,然后通过阳极和聚束器聚焦形成直径较小的电子束。
•电子束的聚焦:聚束器由磁场或电场组成,可将电子束聚焦成较小的束斑,从而提高焊接质量。
聚束过程中,还需要考虑电子束的碰撞损耗、散射等参数,以确保焊接质量。
•电子束的控制与定位:通过调整电子枪和聚束器的参数,可以控制电子束的能量、速度和聚焦程度,实现焊接位置的精确定位。
•电子束的加热与焊接:电子束高速击中工件表面,将能量转化为热能,工件表面瞬时升温,进而引起工件的熔化和焊接。
由于电子束的高能量密度和焦点小,焊接的热影响区域非常小,从而减少了热变形和应力的产生。
2. 电子束焊的应用范围电子束焊具有以下几个特点,使其在各个领域都有广泛的应用:•高能量密度:电子束焊的电子束速度非常高,能量密度大,因此能够在短时间内将焊接区域加热至高温,从而实现快速焊接。
这种高能量密度的特点使得电子束焊特别适用于对焊接速度有要求的应用场景,如汽车、航空航天、电子器件等领域。
•小热影响区域:电子束焊的焦点非常小,热影响区域非常小,因此可以在不破坏工件的情况下进行焊接。
这使得电子束焊适用于对工件材料有特殊要求的场合,如钛合金、高温合金等难焊材料的焊接。
•高度自动化:电子束焊可以与计算机控制系统相结合,实现高度自动化的焊接过程。
通过预先编程,可以精确控制焊接参数,实现复杂焊接任务的精确执行。
•良好的焊接质量:电子束焊可以实现高质量的焊接,焊接接头强度高,焊缝外观美观,无气孔、夹渣等缺陷。
这种高质量的焊接特性使得电子束焊在航空、航天等关键领域得到广泛应用。