QC抽样检验标准
- 格式:xls
- 大小:17.50 KB
- 文档页数:1
qc检验管理制度一、制度目的与范围1. 制度目的(1)确保产品和服务质量达标,满足客户需求。
(2)减少缺陷率,提高企业竞争力。
(3)保障生产安全与员工健康。
(4)实现持续性改进,提高企业绩效。
2. 制度范围本制度适用于企业所有产品和服务的质量检验工作。
二、组织架构1. QC检验管理委员会(1)由企业高层领导组成,负责制定QC检验管理政策和目标。
(2)负责监督和评估QC检验工作的实施情况,并提出改进建议。
2. QC检验部门(1)负责具体的产品和服务的质量检验工作。
(2)根据企业产品和服务的特点,制定相应的检验标准和程序。
3. 生产部门和销售部门(1)配合QC检验部门进行产品和服务的质量检验。
(2)接受QC检验部门的监督和评估。
三、制度的具体内容1. QC检验标准(1)明确产品和服务的质量标准,包括外观、尺寸、性能等方面。
(2)依据国家标准和行业标准,制定企业内部的QC检验标准。
2. QC检验程序(1)由QC检验部门制定并严格执行。
(2)包括抽样检验、全检验、巡回检验等不同的检验方式。
(3)明确不同工序的检验点,确保产品和服务在每个关键环节都能得到有效的检验和控制。
3. QC检验记录(1)对每一次检验结果进行记录,建立检验档案。
(2)记录包括检验人员、检验时间、检验结果等信息,确保检验结果可追溯。
4. QC检验设备(1)有针对性地选购检验设备,确保设备的准确性和可靠性。
(2)对检验设备进行定期检测和维护,确保设备的正常运行。
5. 不合格品处理(1)对不合格品严格执行报废或返工处理,确保不合格品不会流入市场和影响客户满意度。
(2)对不合格品的原因进行分析,并采取有效的纠正措施,防止不合格品再次出现。
6. QC检验员培训(1)对QC检验员进行培训,提高其检验技能和质量意识。
(2)定期组织QC检验员进行技术交流和培训,分享经验,提高整体的检验水平。
四、制度执行与监督1. 制度执行(1)对QC检验部门和生产、销售部门进行责任分工和任务分解,明确各项工作的责任和权限。
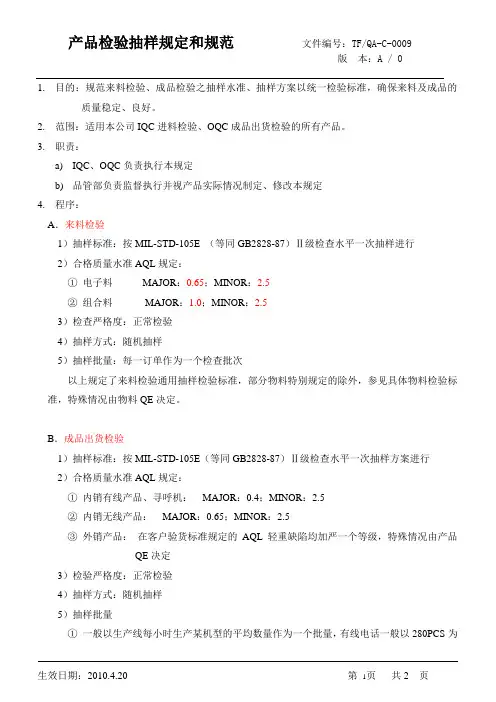
产品检验抽样规定1.目的:规范来料检验、成品检验之抽样水准、抽样方案以统一检验标准,确保来料及成品的质量稳定、良好。
2.范围:适用本公司IQC进料检验、OQC成品出货检验的所有产品。
3.职责:a)IQC、OQC负责执行本规定b)品管部负责监督执行并视产品实际情况制定、修改本规定4.程序:A.来料检验1)抽样标准:按MIL-STD-105E (等同GB2828-87)Ⅱ级检查水平一次抽样进行2)合格质量水准AQL规定:①电子料MAJOR:0.65;MINOR:2.5②组合料MAJOR:1.0;MINOR:2.53)检查严格度:正常检验4)抽样方式:随机抽样5)抽样批量:每一订单作为一个检查批次以上规定了来料检验通用抽样检验标准,部分物料特别规定的除外,参见具体物料检验标准,特殊情况由物料QE决定。
B.成品出货检验1)抽样标准:按MIL-STD-105E(等同GB2828-87)Ⅱ级检查水平一次抽样方案进行2)合格质量水准AQL规定:①内销有线产品、寻呼机:MAJOR:0.4;MINOR:2.5②内销无线产品:MAJOR:0.65;MINOR:2.5③外销产品:在客户验货标准规定的AQL轻重缺陷均加严一个等级,特殊情况由产品QE决定3)检验严格度:正常检验4)抽样方式:随机抽样5)抽样批量①一般以生产线每小时生产某机型的平均数量作为一个批量,有线电话一般以280PCS为一个批量②根据相应机型的质量控制计划来确定每批批量③生产清机尾数少于50PCS应全检6)抽样标准转移规则正常检验时,若连续五批中有两批检验不合格,则从下一批检验转到加严检验加严检验时,若连续五批检验合格,则从下一批检验转到正常检验正常检验时,若连续十批经检验合格,则从下一批检验转到放宽检验放宽检验时,若有一批不合格,则从下批检验转到正常检验MIL-STD-105E抽样检验标准MIL-STD-105E正常检验单次抽样计划附件:进料检验规范进料检验又称验收检验,是管制不让不良原物料进入物料仓库的控制点,也是评鉴供料厂商主要的资讯来源。
QC、IQC、IPQC、FQC、OQC、QA分别的定义QC:即英文(Quality Control)的简称,中文意义是品质控制,其在ISO8402:1994 的定义是“为达到品质要求所采取的作业技术的活动”。
有些推行ISO9000的组织会设置这样一个部门或岗位,负责ISO9000标准所要求的有关品质控制的职能,担任这类工作的人员叫做QC人员,相当于一般企业中的产品检验员,进货检验员(IQC)、制程检验员(IPQC)和最终检验员(FQC)。
IQC:即英文(Incoming Quality Control)意思是来料的质量控制,简称来料控制。
IPQC:即英文(Input Process Quality Control)中文意思为制程控制,是指产品从物料投入到产品最终包装过程的品质控制。
OQC:即英文(Outgoing Quality Control)中文意思为成品出厂检验。
成品出厂前必须进行出厂检验,才能达到产品出厂零缺陷、客户满意零投诉的目标、检验项目包括:成品包装检验:包装是否牢固、是否符合运输要求等;成品标识检验:商标批号是否正确。
成品外观检验:外观是否破顺、开裂、划伤等。
成品功能性能检验。
批量合格则放行,不合格应及时返工或返修,直至检验合格。
QA:即英文(Quality Assurance)中文意思为品质保证,其在ISO8402:1994中的定义是:为了提供足够的信任表明实体能够满足品质要求,而在品质管理体系中实施并根据需要进行证实的全部有计划和体系的活动。
有些推行ISO9000的组织会设置这样的部门或岗位,负责ISO9000标准所要求的有关品质保证的职能,担任这类工作的人员叫做QA人员。
进料标准书,这样定义:采用GB2828正常一次抽样(Ⅱ),AQL取值(除特殊规定外):A类致命缺陷CR= 0 ,B类主要缺陷MA=0.65 ,C类次要缺陷MI=1.5。
编制:日期:审核:日期:批准:日期:总页数:共4页生效日期:2015年7月18日1、目的1.1 为确保产品出货的品质水准﹐以达到客户满意或允收范围内。
1.2 规定了摄像机产品的有关性能/外观方面的不良点定义及判定。
2、检验依据与方法2.1 QC 抽样与判定2.1.1 批量定义依生产订单的数量为检验批量。
2.1.2 抽样标准依AQL -MIL-STD-105E II级检验标准实施随机抽样。
2.1.3 AQL值致命缺陷CR: 0严重缺陷MA:0.4轻微缺陷MI: 1.52.1.4不良等级CR:产品存在导致人身安全的隐患,对人体生命安全构成威胁;MA:产品性能与安全方面的不稳定或可能导致客户退货的外观类不良;MI:不影响客户使用、不影响商誉或不导致客户退货的不良。
3 检验规范3.1 测试条件3.1.1 光照强度在40W的日光灯照度下。
3.1.2检视角度45~90度内可转动。
3.1.3 检视距离产品与眼睛的距离为30cm 。
3.1.4 温湿度条件温度23±3度;湿度30%~85% 。
3.1.5 目检时间单一面不超过10~20秒。
3.2外观允收标准:检验环境:在普通照明下(800LUX左右),视距0.3米,观察时间为10秒以内。
检测工具:点规检验项目:1、色点、色斑:A面色点、色斑在50mm范围内不能超过1个点,斑点的最大直径不能超过0.2mm。
B/C面在30mm范围内不能超过2个点,斑点的最大直径不能超过0.5mm.(A面指的是产品正面,B面指的是产品侧面,C面指的是产品背面,D面指底面)2、色差:任何一台机器的任何部件之间不得存在明细色差,组装的时候可通过对部件进行配对解决色差问题。
3、擦伤、划痕:A面不能有擦伤,B/C面擦伤条痕不能超过2条,擦痕最宽部位不能超0.2mm,长度不能超过3mm。
4、标签粘贴:所有标签必须粘贴在正确的位置,不能有错位、脱胶、折痕等现象。
5、其它外观项:*装配缝隙不可接受;天线接线的螺丝必须拧紧,不能松动。
1.目的:规范来料检验、成品检验之抽样水准、抽样方案以统一检验标准,确保来料及成品的质量稳定、良好。
2.范围:适用本公司IQC进料检验、OQC成品出货检验的所有产品。
3.职责:a)IQC、OQC负责执行本规定b)品管部负责监督执行并视产品实际情况制定、修改本规定4.程序:A.来料检验1)抽样标准:按MIL-STD-105E (等同GB2828-87)Ⅱ级检查水平一次抽样进行2)合格质量水准AQL规定:①电子料MAJOR:0.65;MINOR:2.5②组合料MAJOR:1.0;MINOR:2.53)检查严格度:正常检验4)抽样方式:随机抽样5)抽样批量:每一订单作为一个检查批次以上规定了来料检验通用抽样检验标准,部分物料特别规定的除外,参见具体物料检验标准,特殊情况由物料QE决定。
B.成品出货检验1)抽样标准:按MIL-STD-105E(等同GB2828-87)Ⅱ级检查水平一次抽样方案进行2)合格质量水准AQL规定:①内销有线产品、寻呼机:MAJOR:0.4;MINOR:2.5②内销无线产品:MAJOR:0.65;MINOR:2.5③外销产品:在客户验货标准规定的AQL轻重缺陷均加严一个等级,特殊情况由产品QE决定3)检验严格度:正常检验4)抽样方式:随机抽样5)抽样批量①一般以生产线每小时生产某机型的平均数量作为一个批量,有线电话一般以280PCS为一个批量②根据相应机型的质量控制计划来确定每批批量③生产清机尾数少于50PCS应全检6)抽样标准转移规则正常检验时,若连续五批中有两批检验不合格,则从下一批检验转到加严检验加严检验时,若连续五批检验合格,则从下一批检验转到正常检验正常检验时,若连续十批经检验合格,则从下一批检验转到放宽检验放宽检验时,若有一批不合格,则从下批检验转到正常检验抽样方案见附录1-4进料检验规范进料检验又称验收检验,是管制不让不良原物料进入物料仓库的控制点,也是评鉴供料厂商主要的资讯来源。

QC是Quality Control(质量控制)的缩写,是指通过一系列的管理活动和技术手段,确保产品或服务在生产过程中达到预期的质量要求的过程。
以下是QC最基本的概念:
1. 检查与测试:通过对产品进行检查和测试,验证其是否符合质量标准。
这包括对原材料、半成品和最终产品的外观、尺寸、性能等方面进行评估。
2. 抽样检验:根据统计学原理,从生产批次中随机选取一部分样品进行检验。
通过对样品的检验结果进行统计分析,可以推断整个批次的质量水平。
3. 测量和测控:使用各种测量工具和设备,对产品进行尺寸、重量、温度等方面的测量。
通过测控过程,及时纠正偏差,保证产品符合规定的标准。
4. 过程控制:对生产过程中的关键环节进行控制,确保每一步都按照规定的程序和标准进行操作。
这包括设立操作规程、记录过程数据、设定工艺参数等。
5. 数据分析:通过收集和分析生产过程中的数据,了解产品质量的趋势和变化。
根据数据分析结果,及时采取纠正措施,预防质量问题的发生。
6. 质量改进:基于QC过程中的数据和分析结果,进行持续的质量改进活动。
通过识别问题、分析原因、制定改进方案等,提高产品的质量水平和生产效率。
QC是确保产品质量的重要环节,它涵盖了从原材料采购到最终产品交付的整个生产过程。
通过QC的实施,企业可以提高产品的质量稳定性,满足客户的需求,提升市场竞争力。
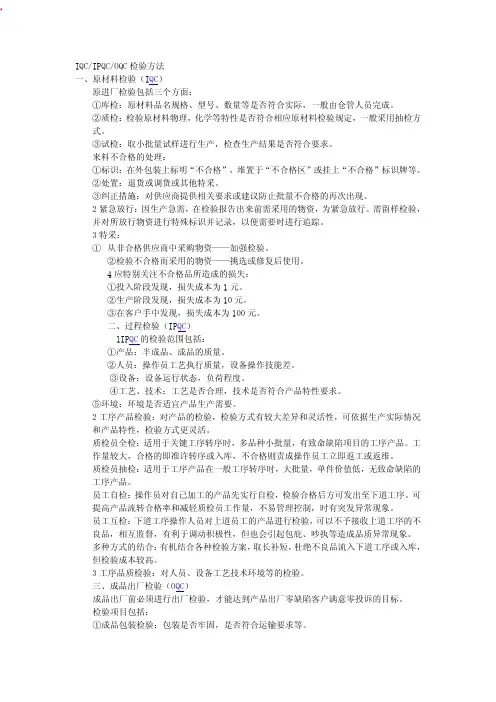
IQC/IPQC/OQC检验方法一、原材料检验(I QC)原进厂检验包括三个方面:①库检:原材料品名规格、型号、数量等是否符合实际,一般由仓管人员完成。
②质检:检验原材料物理,化学等特性是否符合相应原材料检验规定,一般采用抽检方式。
③试检:取小批量试样进行生产,检查生产结果是否符合要求。
来料不合格的处理:①标识:在外包装上标明“不合格”,堆置于“不合格区”或挂上“不合格”标识牌等。
②处置:退货或调货或其他特采。
③纠正措施:对供应商提供相关要求或建议防止批量不合格的再次出现。
2紧急放行:因生产急需,在检验报告出来前需采用的物资,为紧急放行。
需留样检验,并对所放行物资进行特殊标识并记录,以便需要时进行追踪。
3特采:① 从非合格供应商中采购物资——加强检验。
②检验不合格而采用的物资——挑选或修复后使用。
4应特别关注不合格品所造成的损失:①投入阶段发现,损失成本为1元。
②生产阶段发现,损失成本为10元。
③在客户手中发现,损失成本为100元。
二、过程检验(IP QC)lIP QC的检验范围包括:①产品:半成品、成品的质量。
②人员:操作员工艺执行质量,设备操作技能差。
③设备:设备运行状态,负荷程度。
④工艺、技术:工艺是否合理,技术是否符合产品特性要求。
⑤环境:环境是否适宜产品生产需要。
2工序产品检验:对产品的检验,检验方式有较大差异和灵活性,可依据生产实际情况和产品特性,检验方式更灵活。
质检员全检:适用于关键工序转序时,多品种小批量,有致命缺陷项目的工序产品。
工作量较大,合格的即准许转序或入库,不合格则责成操作员工立即返工或返维。
质检员抽检:适用于工序产品在一般工序转序时,大批量,单件价值低,无致命缺陷的工序产品。
员工自检:操作员对自己加工的产品先实行自检,检验合格后方可发出至下道工序。
可提高产品流转合格率和减轻质检员工作量,不易管理控制,时有突发异常现象。
员工互检:下道工序操作人员对上道员工的产品进行检验,可以不予接收上道工序的不良品,相互监督,有利于调动积极性,但也会引起包庇、吵执等造成品质异常现象。
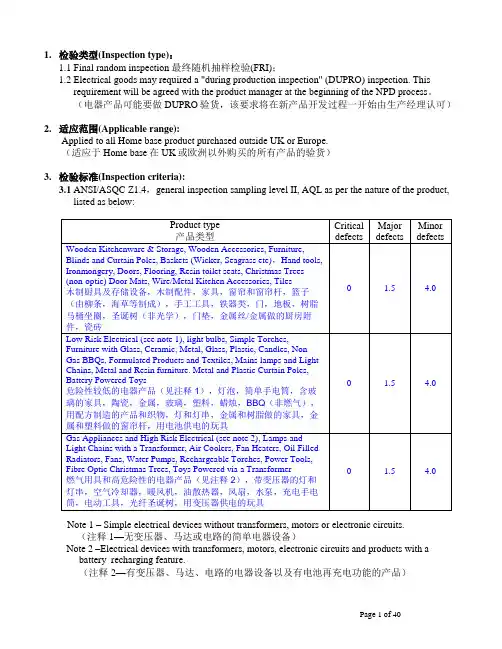
1.检验类型(Inspection type):1.1Final random inspection 最终随机抽样检验(FRI);1.2Electrical goods may required a "during production inspection" (DUPRO) inspection. Thisrequirement will be agreed with the product manager at the beginning of the NPD process。
(电器产品可能要做DUPRO验货,该要求将在新产品开发过程一开始由生产经理认可)2.适应范围(Applicable range):Applied to all Home base product purchased outside UK or Europe.(适应于Home base在UK或欧洲以外购买的所有产品的验货)3.检验标准(Inspection criteria):3.1ANSI/ASQC Z1.4,general inspection sampling level II, AQL as per the nature of the product,listed as below:Note 1 – Simple electrical devices without transformers, motors or electronic circuits.(注释1—无变压器、马达或电路的简单电器设备)Note 2 –Electrical devices with transformers, motors, electronic circuits and products with a battery recharging feature.(注释2—有变压器、马达、电路的电器设备以及有电池再充电功能的产品)3.2It should be noted that in certain circumstances other AQL levels may be applied. (有些情况下也可能采用其它的AQL等级)4.定义4.1Homebase Retail packaging or Primary packaging: The packaging the customer takes home.(零售包装或基本包装,即用户带回家的包装)4.2Homebase Inner carton: An inner carton means containing a number of primary packs, then innercartons are packed into master/shipping carton. (中箱:指含有多个基本包装、然后再装入运输卡通箱的内箱)4.3Homebase Transit packaging or Secondary Packaging: The packaging is used in transporting theproduct from factory to store (运输包装,即将产品从工厂运到商场的包装)4.4Homebase Multi-part items: Large product is packed into 2 or more cartons and each carton hasarticle number. ( Multi-part产品是指产品分成2个以上的卡通箱包装,每个卡通箱上都有article number)5.Quantity check(数量检查)Should be 100% Completed and at least 80% packed when the FRI is conducted..( FRI验货时,要求100% 完成而且至少 80% 已包装)6.Inspection Item(检验项目)6.1Visual check(外观检查)6.1.1Workmanship: poor workmanship including: sharp edges on metal parts, poor colourmatching, paint runs, misaligned labels, soiled product or packaging, etc. (Some of thesemay be shown as minor defects). 无不良工艺,如金属部分有利边,色差,喷漆不良,标签未对准,产品或包装有污渍(其中一些缺陷可判为MINOR)6.1.2Product description, style and colour (against Homebase specification and signed colouror sealing samples).(产品描述,款式和颜色与 Homebase 的SPEC.、颜色号或客板相符)6.2Labels and instructions as per Homebase’s examples(标签和说明书与 HB SPEC中的样本一致)6.3Shipping marks as per Homebase’s specification(箱唛与HB的SPEC要求的一致)6.4Packing including packaging type and description as per Homebase’s specification(包装类型和描述与HB的SPEC要求的一致)6.5Assembly check(5% of sample size, according to enclosed instructions) (根据说明书做组装测试,数量为抽样的5%)6.6Bar code scannable test(100%,条码扫描测试)6.7Product measurement check(5% of sample size, as per the tolerances in the Homebase’sspecification) (产品尺寸测量,数量为抽样的5%,结果在HB的SPEC.给定的公差范围内)6.8Carton dimension a nd weight check(5% of sample size, as per the Homebase’s specification)(卡通箱尺寸及重量检查,数量为抽样的5%,结果与SPEC的要求比较,如有误差,只需要REMARK在报告中,不需要ON HOLD 报告)6.9Batch code check(As per the Homebase’s specification)(批代码检查,与SPEC.描述的方法是否一致)6.10 Drop test(落地测试)1 carton for all product shipped in a carton except that product is inherently fragile (for example;being made from or containing glass or ceramic materials) or large items of furniture (forexample; tables, chairs and beds). It should be noted that for most products, failure to meet the requirements of the drop test would not necessarily constitute a rejection of the shipment. It will however provide Homebase with an indication of the levels of stock loss likely to be experienced during handling and transit. If a live part is exposed, on electrical items (mains provided with a plug) after the drop test, this will be considered as a critical failure. 所有装在卡通箱内运输的产品做1箱,但易碎产品(如产品由玻璃、陶瓷制成或含玻璃、陶瓷材料)或者大型家具(如桌子、椅子和床)除外。
QC手法IQC IPQC OQC检验方法QC手法-IQC/IPQC/OQC检验方法一、原材料检验(IQC)l原进厂检验包括三个方面:①库检:原材料品名规格、型号、数量等是否符合实际,一般由仓管人员完成。
②质检:检验原材料物理,化学等特性是否符合相应原材料检验规定,一般采用抽检方式。
③试检:取小批量试样进行生产,检查生产结果是否符合要求。
l来料不合格的处理:①标识:在外包装上标明"不合格",堆置于"不合格区"或挂上"不合格"标识牌等。
②处置:退货或调货或其他特采。
③纠正措施:对供应商提供相关要求或建议防止批量不合格的再次出现。
2紧急放行:因生产急需,在检验报告出来前需采用的物资,为紧急放行。
需留样检验,并对所放行物资进行特殊标识并记录,以便需要时进行追踪。
3特采:①从非合格供应商中采购物资--加强检验。
②检验不合格而采用的物资--挑选或修复后使用。
4应特别关注不合格品所造成的损失:①投入阶段发现,损失成本为1元。
②生产阶段发现,损失成本为10元。
③在客户手中发现,损失成本为100元。
二、过程检验(IPQC)lIPQC的检验范围包括:①产品:半成品、成品的质量。
②人员:操作员工艺执行质量,设备操作技能差。
③设备:设备运行状态,负荷程度。
④工艺、技术:工艺是否合理,技术是否符合产品特性要求。
⑤环境:环境是否适宜产品生产需要。
2工序产品检验:对产品的检验,检验方式有较大差异和灵活性,可依据生产实际情况和产品特性,检验方式更灵活。
质检员全检:适用于关键工序转序时,多品种小批量,有致命缺陷项目的工序产品。
工作量较大,合格的即准许转序或入库,不合格则责成操作员工立即返工或返维。
质检员抽检:适用于工序产品在一般工序转序时,大批量,单件价值低,无致命缺陷的工序产品。
员工自检:操作员对自己加工的产品先实行自检,检验合格后方可发出至下道工序。
可提高产品流转合格率和减轻质检员工作量,不易管理控制,时有突发异常现象。
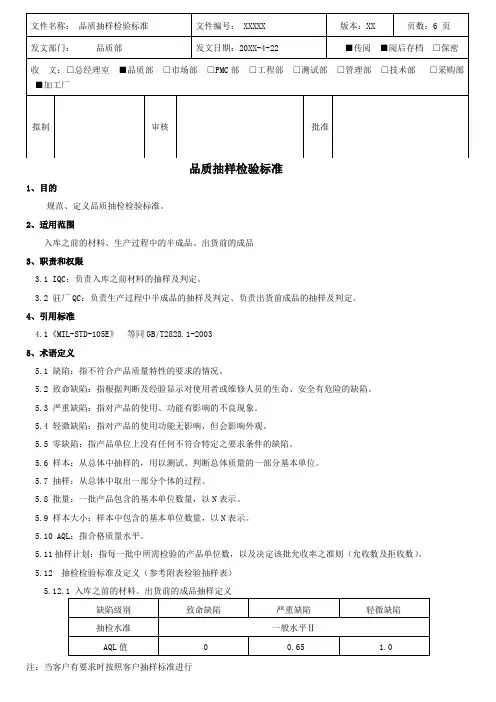
品质抽样检验标准1、目的规范、定义品质抽检检验标准。
2、适用范围入库之前的材料、生产过程中的半成品、出货前的成品3、职责和权限3.1 IQC:负责入库之前材料的抽样及判定。
3.2 驻厂QC:负责生产过程中半成品的抽样及判定、负责出货前成品的抽样及判定。
4、引用标准4.1《MIL-STD-105E》等同GB/T2828.1-20035、术语定义5.1 缺陷:指不符合产品质量特性的要求的情况。
5.2 致命缺陷:指根据判断及经验显示对使用者或维修人员的生命、安全有危险的缺陷。
5.3 严重缺陷:指对产品的使用、功能有影响的不良现象。
5.4 轻微缺陷:指对产品的使用功能无影响,但会影响外观。
5.5 零缺陷:指产品单位上没有任何不符合特定之要求条件的缺陷。
5.6 样本:从总体中抽样的,用以测试、判断总体质量的一部分基本单位。
5.7 抽样:从总体中取出一部分个体的过程。
5.8 批量:一批产品包含的基本单位数量,以N表示。
5.9 样本大小:样本中包含的基本单位数量,以N表示。
5.10 AQL:指合格质量水平。
5.11抽样计划:指每一批中所需检验的产品单位数,以及决定该批允收率之准则(允收数及拒收数)。
5.12 抽检检验标准及定义(参考附表检验抽样表)5.12.1 入库之前的材料、出货前的成品抽样定义注:当客户有要求时按照客户抽样标准进行5.12.2 生产过程中的半成品抽样定义首先进行首件检查,当稳定生产时,进行 5PCS/两小时 的外观、功能抽样检查。
5.12.3 库存超期品抽样定义对OQC 抽检入库存放6个月及以上出库的产品,必须由QC 再次抽检(方法同第一次)合格,经品质经理承认后才能出货。
6、正常检验与放宽、加严检验的转换定义 6.1 正常到加严当正采用正常检验时,只要初次检验中连续5批中有2批是不可接收的,则转移到加严检验。
6.2 加严到正常当正采用加严检验时,如果初次检验的连续5批已被认为是可接收的,应恢复到正常检验。
适用范围:本标准适用于制袋工序生产过程中生产人员对所生产产品的自检、质量控制及品管人员对制袋产品的制程检验和制袋成品包装缴库时的完工检验和出货前的出厂检验。
标准内容:1.抽取样本1.1依制袋机生产顺序,确定检验对象,在已确定的品种被制袋成型为成品状态的产品中随机抽样。
生产人员每一百只自检一次,制程检验人员每两小时抽查一次。
1.3成品包装缴库前进行完工检验。
产品出货前作出厂检验。
完工检验和出厂检验的抽样规格及数量执行以下标准:以产品个数抽样的抽样标准以产品包装件数抽样的抽样标准3.1上述指标全部合格则判定为合格;上述指标有一项不合格,则判定为不合格。
3.2首检合格才允许正式生产,制程检验发现不合格及时通知生产人员调整,必要时停机处理。
生产过程中意外停机或生产人员调整后须重复首件检验直至合格。
3.3制程检验发现的不合格品和出厂检验发现的不合格品,如果可以筛选或修复的由当班生产人员负责筛选或修复,无法筛选或修复的不合格品要开出《不合格产成品报告处理单》进行相应处理。
3.4 生产成品缴库前须由品管人员按计划缴库数量抽样作完工检验,完工检验不合格的产品不可缴库;库存产品出厂前须由仓库人员通知品管按照出货量进行抽检,作出厂检验。
4.记录与区分4.1分切和制袋制程检验及判定结果,分别填入《分切/制袋制程检验记录》,生产人员自检不做记录。
4.2产品缴库前的完工检验由品管记录检验数据和判定结果于《完工检验报告》上作为缴库依据;产品出厂前由品管人员作出厂检验,将出厂检验的数据和判定结果记录于《出厂检验报告》上,作为出厂放行的依据。
4.3对所有已检、未检产品作出明确、固定的标识,区分摆放。
已检合格的成品放入待包装区域。
4.4已检不合格产品可返工,重修的退还生产部门返工,若不合格又不能返工利用的,放入待处理品区域,同时填写《不合格产成品报告处理单》呈报公司批示后处理。
5.成品的卫生指标由品管部每季度送样到有资质检验机构检验并保存检验记录。
QC验货工作手册1. 简介QC(Quality Control,质量控制)验货是指在生产环节中对成品的质量进行检验以确保其符合规定的标准和要求。
QC验货工作手册旨在指导QC人员进行验货工作,以确保产品的质量符合预期。
2. 验货前的准备工作在进行验货之前,QC人员需要进行以下准备工作:2.1 准备检验设备根据产品的特点和要求,QC人员需要准备好相应的检验设备,如测量工具、测试仪器等。
2.2 准备验货标准QC人员需要事先了解产品的验货标准,包括产品的规格、外观要求、功能要求等。
可以通过和生产部门、技术人员沟通来获取详细的验货标准。
2.3 制定验货计划根据产品的特点和生产进度,QC人员需要制定验货计划,确定验货的时间和地点。
同时,还需要确定验货的样本数量和抽样方法。
3. 验货流程QC验货的流程主要包括以下几个步骤:3.1 准备验货样本根据抽样方法,从生产批次中抽取样本,并进行标识和记录。
3.2 外观检查QC人员首先进行外观检查,检查产品的外观是否完好无损,是否符合规定的外观要求。
3.3 尺寸测量对于需要测量尺寸的产品,QC人员使用相应的测量工具进行尺寸测量,并将测量结果与规定的尺寸要求进行比对。
3.4 功能测试对于功能要求较高的产品,QC人员需要进行相应的功能测试,确保产品的功能正常。
3.5 记录检查结果对于每个样本,QC人员需要记录检查结果,包括外观检查、尺寸测量和功能测试的结果。
3.6 统计分析根据样本的检查结果,QC人员可以进行统计分析,如计算不合格率、不良项分布等,以评估产品的质量水平。
4. 验货注意事项在进行QC验货工作时,需要注意以下几点:4.1 注意安全在进行外观检查和功能测试时,要注意安全问题,如佩戴防护手套、眼镜等。
4.2 注意数据的准确性对于测量结果和测试结果,要仔细记录,并确保数据的准确性。
4.3 注意标识样本在抽取样本时,要进行标识,并保证样本的唯一性和可追溯性。
4.4 注意交流沟通与生产部门、技术人员的沟通是非常重要的,在进行QC工作时,要及时与相关人员沟通,并解决问题和提出改进意见。
qc方法的主要内容
QC方法(Quality Control)是一套用于保证产品或服务质量的系统方法,主要包括以下几个方面的内容:
1. 质量计划:确定产品的质量目标、质量标准、质量控制点以及相应的质量控制方法和措施。
2. 质量检验:对产品进行抽样或全检,检查产品是否符合质量要求,并记录检查结果。
3. 不合格品控制:对不合格品进行标识、隔离、评审和处置,防止不合格品的非预期使用或交付。
4. 纠正措施:对质量检验中发现的问题进行分析,找出原因并采取纠正措施,以消除问题的根源,防止类似问题的再次发生。
5. 持续改进:通过对质量数据的收集和分析,发现产品或服务中的潜在问题,采取改进措施,不断提高产品质量。
6. 质量保证:通过建立质量管理体系,确保产品或服务质量的持续稳定和提高。
7. 培训和意识:对员工进行质量管理培训和教育,提高员工的质量意识和技能水平。
通过实施有效的QC方法,可以保证产品或服务的质量,提高客户满意度,增强企业的竞争力和市场地位。
1.目的:规范来料检验、成品检验之抽样水准、抽样方案以统一检验标准,确保来料及成品的质量稳定、良好。
2.范围:适用本公司IQC进料检验、OQC成品出货检验的所有产品。
3.职责:a)IQC、OQC负责执行本规定b)品管部负责监督执行并视产品实际情况制定、修改本规定4.程序:A.来料检验1)抽样标准:按MIL-STD-105E (等同GB2828-87)Ⅱ级检查水平一次抽样进行2)合格质量水准AQL规定:①电子料MAJOR:0.65;MINOR:2.5②组合料MAJOR:1.0;MINOR:2.53)检查严格度:正常检验4)抽样方式:随机抽样5)抽样批量:每一订单作为一个检查批次以上规定了来料检验通用抽样检验标准,部分物料特别规定的除外,参见具体物料检验标准,特殊情况由物料QE决定。
B.成品出货检验1)抽样标准:按MIL-STD-105E(等同GB2828-87)Ⅱ级检查水平一次抽样方案进行2)合格质量水准AQL规定:①内销有线产品、寻呼机:MAJOR:0.4;MINOR:2.5②内销无线产品:MAJOR:0.65;MINOR:2.5③外销产品:在客户验货标准规定的AQL轻重缺陷均加严一个等级,特殊情况由产品QE决定3)检验严格度:正常检验4)抽样方式:随机抽样5)抽样批量①一般以生产线每小时生产某机型的平均数量作为一个批量,有线电话一般以280PCS为一个批量②根据相应机型的质量控制计划来确定每批批量③生产清机尾数少于50PCS应全检6)抽样标准转移规则正常检验时,若连续五批中有两批检验不合格,则从下一批检验转到加严检验加严检验时,若连续五批检验合格,则从下一批检验转到正常检验正常检验时,若连续十批经检验合格,则从下一批检验转到放宽检验放宽检验时,若有一批不合格,则从下批检验转到正常检验抽样方案见附录1-4进料检验规范进料检验又称验收检验,是管制不让不良原物料进入物料仓库的控制点,也是评鉴供料厂商主要的资讯来源。