丰田喷气织机-绞边装置
- 格式:pdf
- 大小:710.42 KB
- 文档页数:12
丰田喷气织机电气原理丰田喷气织机电气我公司的丰田喷气织机有JAT600、JAT610、JAT710三种机型,丰田JAT600只有两个储纬器、单臂、全凸轮,所以丰田600系列织布的工艺有很大的局限性,有色布品种极有限。
丰田610在很大程度上弥补了以上的几点不足,改为四储纬器和六储纬器,综框牵引不再是单一的机械传动(凸轮)方式,采用了电子驱动和凸轮传动两种方式。
丰田710织机在610的基础上,速度有了更大的提高。
丰田喷气织机主要有以下几个大的部分构成:送经装置、开口装置、布边形成、卷取装置、引纬装置、打纬装置、探测装置和电气控制装置(电气装置、电气控制系统和电子多臂),本篇还谈谈电子多臂机和双经轴送经的一些相关内容。
⒈送经装置(单经轴织机)电动送经装置是根据张力传感器检测出张力罗拉上的经纱张力计算与经纱张力的差值,控制交流伺服马达的送经速度(张和传感器安装在织机右侧)。
以确保经纱的运送和经纱张力维持在一定的范围之内。
交流伺服马达通过减速器驱动固定在经轴齿轮上的经轴,送出经纱。
但根据所送纱质特点又分为积极平稳(短纤维)和消极平稳(长丝),以缓和经纱开闭口所产生的经纱张力变动。
支承两端张力罗拉的驱支站稳杆,随着平稳传动杆朝织机的前送经装置、后梁运动的摆动来调整张力后梁的姿态。
⒉开口装置(消极凸轮开口装置)主马达的旋转,传动织机右侧的驱动轮,由其外侧的定时皮带传动齿轮系列,驱动踏盘凸轮旋转,凸轮的旋转踏动踏综杆,索动钢丝绳,带动与钢丝绳边接的综框上下运动,综框带动综丝和经纱上下运动为投纬做好准备。
上部弹簧的张力由吊综杆钢丝绳传导,通过踏杆使踏综杆上的踏综轮与踏盘凸轮的表面接压。
曲柄梭口装置是专门用于平纺编织而设计的。
主电机的转动是通过RH和RL传动的,各个带有外盒的偏心盘带动边杆、主踏盘板次踏板杆。
因此,综框联接通丝杆(松紧螺旋扣)的上下运动。
曲柄梭口装置有下列二种型号。
单项调谐的曲柄梭口装--置种装置在上下梭口都没有固定的曲柄转动角,因而适合高速织机,然而短纤纱织物的表面质地较差。
无梭织机多数织物为毛边织物。
在织毛边织物时,绞边机构是不可缺少的。
因为织物的两侧为毛边时,边上的经纱容易脱落。
绞边机构的作用就是在每一次引纬后使纬纱被绞边纱缠绕,绞边纱夹持着纬纱,以防止边上的经纱脱落。
喷气织机采用的绞边方式主要有:行星绞边,纱罗绞边。
折入边装置是用于织光边的装置。
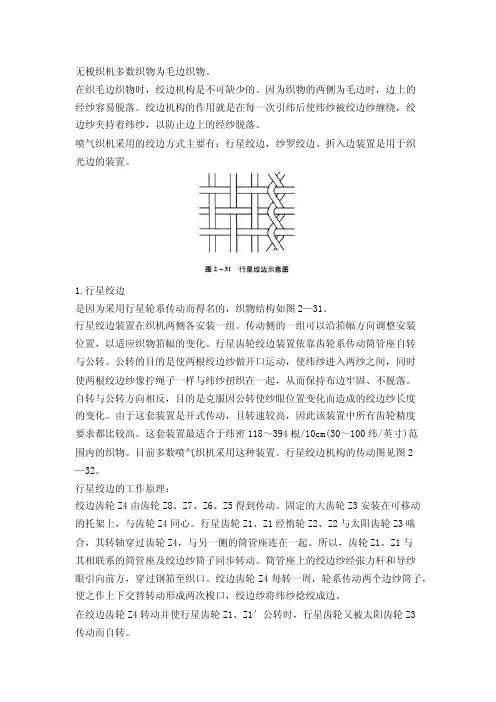
1.行星绞边是因为采用行星轮系传动而得名的,织物结构如图2—31。
行星绞边装置在织机两侧各安装一组。
传动侧的一组可以沿筘幅方向调整安装位置,以适应织物筘幅的变化。
行星齿轮绞边装置依靠齿轮系传动筒管座自转与公转。
公转的目的是使两根绞边纱做开口运动,使纬纱进入两纱之间,同时使两根绞边纱像拧绳子一样与纬纱扭织在一起,从而保持布边牢固、不脱落。
自转与公转方向相反,目的是克服因公转使纱眼位置变化而造成的绞边纱长度的变化。
由于这套装置是开式传动,且转速较高,因此该装置中所有齿轮精度要求都比较高。
这套装置最适合于纬密118~394根/10cm(30~100纬/英寸)范围内的织物。
目前多数喷气织机采用这种装置。
行星绞边机构的传动图见图2—32。
行星绞边的工作原理:绞边齿轮Z4由齿轮Z8、Z7、Z6、Z5得到传动。
固定的大齿轮Z3安装在可移动的托架上,与齿轮Z4同心。
行星齿轮Z1、Z1经惰轮Z2、Z2与太阳齿轮Z3啮合,其转轴穿过齿轮Z4,与另一侧的筒管座连在一起。
所以,齿轮Z1、Z1与其相联系的筒管座及绞边纱筒子同步转动。
筒管座上的绞边纱经张力杆和导纱眼引向前方,穿过钢筘至织口。
绞边齿轮Z4每转一周,轮系传动两个边纱筒子,使之作上下交替转动形成两次梭口,绞边纱将纬纱捻绞成边。
在绞边齿轮Z4转动并使行星齿轮Z1、Z1′公转时,行星齿轮又被太阳齿轮Z3传动而自转。
上式表明,织边齿轮Z4一转间,两行星齿轮Z1、Z1′各自反方向转一转。
这样在公转的同时反方向自转就可控制因纱眼位置的变化,产生的绞边纱长度的变化。
另外为了进行顺利绞边,每根边纱设有张力装置,靠张力弹簧的作用,一边给绞边纱最合适的张力,一边补偿张力的变化。
8.4 废边装置8.4废边装置............................................................................8.4-28.4.1无废边架型.........................................................................8.4-3[ 1 ]废边纱的穿法...........................................................8.4-3[ 2 ]弹力张力片倾斜的调整............................................8.4-3[ 3 ]废边纱用导纱器高度的调整.....................................8.4-4[ 4 ]其他.........................................................................8.4-48.4.2废边架型............................................................................8.4-5[ 1 ]废边纱的穿法...........................................................8.4-5[ 2 ]弹力张力片倾斜的调整............................................8.4-5[ 3 ]废边纱用导纱器高度的调整.....................................8.4-5[ 4 ]废边纱断头检测部位................................................8.4-6[ 5 ]废边纱用踏盘凸轮时间的设定..................................8.4-6[ 6 ]废边筒子的规格.......................................................8.4-6[ 7 ]废边纱的穿综标准....................................................8.4-78.4.3废边纱加压轮的压力调节...................................................8.4-8 2003年1月作成Ver. 1.008.4 - 18. 布边形成装置8.4 - 28.4废边装置(1)废边装置将飞行到织物右端外侧的纬纱1与数根经纱2(或废边筒子纱)绞住,给予纬纱一定的张力,使布边的织物组织形成合乎要求。