X-bar-R控制图1314
- 格式:xls
- 大小:61.00 KB
- 文档页数:3


品质管理中的控制图分析方法控制图是品质管理中的一种重要工具,用于监控和改进过程的稳定性和可预测性。
控制图帮助企业追踪和分析过程数据,以便及时发现并纠正潜在问题,避免质量偏差和产品不合格。
下面将介绍几种常用的控制图分析方法。
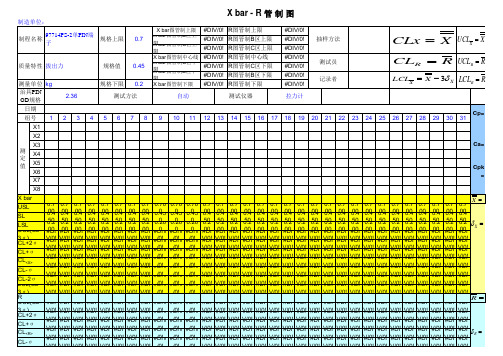
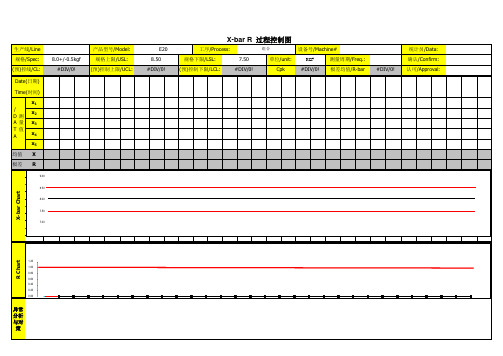
1. 均值-范围控制图(X-bar R图)均值-范围控制图是用于监测过程平均值和变异性的控制图方法。
它由两个部分组成:均值控制图(X-bar图)和范围控制图(R图)。
均值控制图用来监控过程的平均值是否稳定,范围控制图用于监控过程的变异性。
通过同时使用这两个图,可以追踪过程的整体性能和特殊因素的影响。
2. 均值-极差控制图(X-bar S图)均值-极差控制图也是一种监测过程平均值和变异性的方法。
它由两个部分组成:均值控制图(X-bar图)和极差控制图(S图)。
均值控制图用于监测过程的平均值是否稳定,极差控制图用于监测过程的变异性。
与X-bar R图相比,X-bar S图更适用于样本容量较小或样本规模不一致的情况。
3. P控制图P控制图用于监测过程中的百分比或比例。
它是一种二项分布的控制图方法,适用于二分类的数据(如合格/不合格、良品/次品)。
P值是指在一次观察中发生某一事件的概率。
P控制图通过监测P值的变化来判断过程的稳定性。
4. C控制图C控制图是对计数型数据(如缺陷数量、不良品数量)进行控制的一种方法。
C值是指在一次观察中发生某一事件的次数,如一个产品中的缺陷数量。
C控制图通过监测C值的变化来判断过程的稳定性。
与P控制图相比,C控制图更适用于缺陷发生率较低的情况。
5. 过程能力指数(Cp、Cpk)过程能力指数是评估过程能力的一种方法。
Cp是用于评估过程在规范限制范围内的能力,它考虑到了过程的稳定性和分布的偏移程度。
Cpk是用于评估过程在规范限制范围内的中心情况和离散情况,它考虑到了过程的稳定性、分布的偏移程度和偏移的影响程度。
这两个指数可以帮助企业判断过程是否满足客户要求,并确定是否需要改进过程。


控制图在质量控制中的应用技巧质量控制是生产过程中至关重要的一环,而控制图则是常用的质量管理工具之一。
控制图能够帮助企业监控生产过程,及时发现问题并采取措施进行调整和改进。
下面将探讨控制图在质量控制中的应用技巧。
1. 控制图的种类在质量控制中,最常用的控制图包括X-Bar控制图、R控制图和S控制图。
X-Bar控制图用来监控过程的平均值;R控制图用来监控过程的变异性;S控制图也用来监控过程的变异性,适合于小样本的情况。
2. 数据的采集在应用控制图时,首先要收集相关的数据。
这些数据可以来自生产过程、质量检测等环节。
数据的准确性对于控制图的应用至关重要,所以要确保数据的采集方法和过程是规范和可靠的。
3. 确定控制限在绘制控制图时,需要确定上限和下限的控制限。
这些控制限可以通过统计算法或经验方法确定。
控制限的设定要考虑到过程的稳定性和容忍度,确保可以及时识别出异常情况。
4. 解读控制图控制图的核心是监控过程的稳定性和偏差。
当数据点超出控制限时,表示过程存在异常。
此时需要及时分析原因,采取措施进行调整,以确保产品质量符合标准。
5. 常见问题的处理在实际应用中,控制图可能会出现一些常见问题,如数据的集中或分散、连续性问题等。
针对这些问题,需要结合实际情况进行分析,找出问题的根源并采取相应的改进措施。
6. 控制图的周期性更新控制图不是一劳永逸的工具,而是需要定期更新和维护的。
通过不断地收集数据,更新控制图,可以及时发现生产过程中的变化,并及时调整控制限以适应新的情况。
7. 培训员工在实际应用控制图时,需要培训相关员工,使其了解控制图的原理和应用方法。
只有员工具备了解相关知识,才能更好地应用控制图来监控和改进生产过程。
8. 持续改进持续改进是质量控制的核心理念之一。
通过应用控制图,可以发现生产过程中的问题,及时进行调整和改进,从而不断提升产品质量和生产效率。
9. 与供应商合作在质量控制中,供应商是一个重要的环节。
控制图的原理及其分类引言控制图是一种常用的质量管理工具,在工业生产和过程控制中广泛应用。
控制图可以用于监测和分析过程的稳定性、变异性和质量水平,从而帮助企业进行控制和改进。
本文将介绍控制图的原理及其分类。
首先,我们将解释控制图的基本原理,然后详细讨论三种常用的控制图分类:X-Bar 控制图、R 控制图和P 控制图。
控制图的原理控制图的原理基于统计过程控制(SPC)理论。
SPC 理论认为,任何可测量的过程或系统都存在一定的变异性。
控制图通过对过程数据的统计分析,判断这种变异性是否超出可接受的范围,从而帮助工程师获取关于过程的可靠信息。
控制图的构建基于以下几个关键原则:1.任何过程可测量的特性都可以用统计数据来描述:控制图的基础是使用统计数据描述过程的变异性。
2.过程的变异性存在常态分布:根据中心极限定理,大部分过程的变异性都可以近似地呈现正态分布。
3.随机变异与特殊原因变异:过程变异性可以分为两种类型,随机变异(常态变异)和特殊原因变异(非常态变异)。
控制图的目标是从这两种变异中区分出来。
4.过程的稳定性:稳定的过程是指在统计范围内,没有特殊原因导致的变异性。
控制图的作用是监控过程的稳定性,及时发现过程中的异常情况。
5.控制上下限:控制图上下限的选择是基于统计数据,目标是覆盖大部分的随机变异,并确定过程不受特殊原因的影响。
X-Bar 控制图X-Bar 控制图是最常用的控制图之一,用于监控过程的平均值。
X-Bar 控制图的构建步骤如下:1.收集样本数据:从过程中选择一组样本,并记录样本的平均值。
2.计算平均值和范围:计算所有样本的平均值,并计算样本平均值的平均值和范围。
3.衡量中心线和控制限:根据样本平均值的平均值和范围来确定中心线和控制限。
4.绘制控制图:根据计算结果,将中心线和控制限绘制在控制图上。
通过观察样本平均值是否在控制限范围内,可以判断过程的稳定性。
如果样本平均值超出控制限,表示过程存在特殊原因变异,需要进行调查和纠正。