汽车涂装工艺用水的处理设计
- 格式:doc
- 大小:20.00 KB
- 文档页数:6
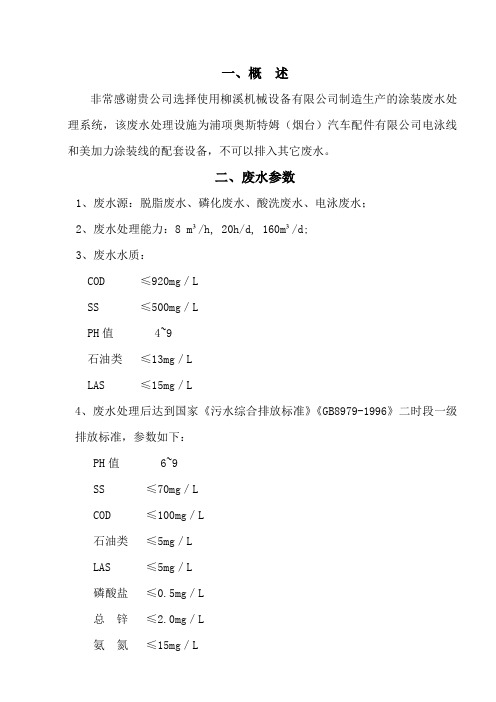
一、概述非常感谢贵公司选择使用柳溪机械设备有限公司制造生产的涂装废水处理系统,该废水处理设施为浦项奥斯特姆(烟台)汽车配件有限公司电泳线和美加力涂装线的配套设备,不可以排入其它废水。
二、废水参数1、废水源:脱脂废水、磷化废水、酸洗废水、电泳废水;2、废水处理能力:8 m³/h, 20h/d, 160m³/d;3、废水水质:COD ≤920mg/LSS ≤500mg/LPH值 4~9石油类≤13mg/LLAS ≤15mg/L4、废水处理后达到国家《污水综合排放标准》《GB8979-1996》二时段一级排放标准,参数如下:PH值 6~9SS ≤70mg/LCOD ≤100mg/L石油类≤5mg/LLAS ≤5mg/L磷酸盐≤0.5mg/L总锌≤2.0mg/L氨氮≤15mg/L三、污水处理工艺1、工艺流程前处理废水电泳废水达标排放2、工艺流程说明本废水处理系统将废水分为两类,一类是含有机物较高的电泳废水流入综合废水池,另一类是含磷的前处理废水流入前处理废水池。
前处理废水在前处理废水池内调节水质缓冲水量,使其水质水量减少波动。
前处理废水通过前处理废水泵定量的泵入前处理反应池,在反应池内调节废水的PH值并投加氯化钙,使废水中的磷酸盐生成磷酸钙,然后前处理废水自流进入前处理沉淀池,磷酸钙通过沉淀去除,前处理沉淀池底部的污泥定期排入污泥浓缩池,前处理沉淀池内上清液自流入综合废水池和电泳废水混合一并处理。
二种废水在综合废水池内混合,使水质水量稳定。
综合废水通过综合废水泵泵入综合废水反应1、2,在综合反应池1、2内投加混凝剂使废水中的树脂和悬浮物生成絮凝物,然后综合废水自流进入综合沉淀池,絮凝物在沉淀池内通过沉淀去除,综合沉淀池底部的污泥定期排入污泥浓缩池,上清液自流入水解酸化池。
废水在水解酸化池中控制好温度使厌氧生物对该废水进行厌氧发酵,在厌氧细菌的作用下,使溶于水的大分子基团转化成小分子或小分子基团。

XXXXX驾驶室制造公司污水处理站工艺技术方案目录第一章概述 (3)第二章设备与配置 (10)第三章主要设备的组成、功能、原理、技术参数及材质的详细描述 (15)第四章系统的调试、菌种的培养、驯化详细描述 (24)第五章污水处理系统的运行维护描述 (27)第六章常规污水处理运行中的分析控制指标 (30)第七章分析操作规程和规则 (46)第八章电气自控仪表操作规程 (46)第九章安全运行规则 (46)第十章设备维修保养制度 (49)第十一章岗位责任制 (50)第十二章污水处理站的运行记录和统计报表 (51)附:工艺流程图 (52)第一章概述一、被处理废水参数(一)种类生产废水(包含脱脂清洗废水、磷化清洗废水、电泳清洗废水、喷漆废水)生活废水(卫生间生活污水等)(二)水量生产废水:涂装污水:12立方米/小时生活污水:28立方米/小时综合污水:40立方米/小时二、废水处理设计参数(一)处理水量40m3/h(二)进水平均浓度(加权平均计算值,同时结合我公司类似工程业绩情况)CODcr ≤500-700mg/LBOD5 ≤125-175mg/L石油类≤15mg/L氨氮≤5-25mg/L;PH值≤6.5-8(三)处理班次三班24小时运行(四)处理效果(排放标准)处理后废水排放达到GB8978-1996综合污水排放标准表1及4中一级标准,即:CO D≤100mg/L;BOD5≤20mg/L;PH值=6-9,即:三、中水回用(一)回用水量24m3/h(二)回用标准(参考指标,设计无要求):按照我国现行的中水水质标准要求《生活杂用水水质标准》(CJ25.1-89)执行,中水检验按照《生活杂用水标准检验法》(CJ25.2-89)。
(三)用途适用于厕所便器冲洗、绿化、洗车、扫除等生活杂用水,也适用于有同样水质要求的其他用途的水。
四、处理工艺4.1脱脂废液处理系统主要处理脱脂废液池废液,废液经泵提升至间歇反应槽II(W07),调节pH值为10-11,然后,顺序加入PFS和PAM,混合,反应,再静置1小时后;污泥污泥池,每天处理一槽,排泥后经泵提升至油水分离器(W09)进行处理,透过液排入生产废水池进行进一步处理,废油送至固废堆放间外运处理。

汽车工艺与材料Automobile Technology&Material2021No.1 2021年第1期汽车行业涂装车间排放废水中的鎳离子去除方法概论张蕾李娜娜周宪民张洋孙明远田润生(沈阳帕卡濑精有限总公司,沈阳110042)摘要:针对汽车主机厂涂装车间产生的磷化废水,采用化学沉降法去除废水中的镍离子。
分别进行了pH值、凝聚剂、絮凝剂投加量以及沉降时间(系统停留时间)对镍离子去除效果影响的试验。
结果表明,最佳工艺条件为pH>10.5,沉降时间〉4min,在足够的凝聚剂和适宜的絮凝剂投加量的条件下,废水中镍离子去除率在99.0%以上。
将最佳工艺条件应用于工程实际中,废水处理后,出水的镍离子浓度可控制在0.05mg/L 以下,远低于1mg/L,满足了GB8978—1996(污水综合排放标准》中镍的排放标准。
关键词:化学沉降镍离子涂装废水中图分类号:U468.6文献标识码:B DOI:10.19710/ki.1003-8817.20200256An Introduction to the Method of Nickel Ion Removal fromWastewater of Painting Shop in Automobile IndustryZhang Lei,Li Nana,Zhou Xianmin,Zhang Yang,Sun Mingyuan,Tian Runsheng(SHENYANG PARKERZING CO.,LTD.,Shenyang110042)Abstract:For the phosphating wastewater produced in the painting shop of automobile OEMs,the nickel ion in the wastewater is removed by chemical sedimentation method.Effects of pH value,coagulant,flocculant dosage and settling time(system residence time)on nickel ion removal are investigated.The results show that the optimum process conditions are pH>10.5and the settling time>4min.Under the condition of sufficient coagulant and suitable flocculant dosage,the nickel ion removal rate in wastewater is above99.0%.The optimum process conditions are applied to engineering practice.After wastewater treatment,the nickel ion concentration in the effluent can be controlled below0.05mg/L,which is far less than1mg/L,which meets the nickel discharge standard in GB8978—1996Integrated wastewater discharge standard.Key words:Chemical settlement,Nickel ion,Wastewater from automobile painting1前言汽车涂装废水由脱脂废水、磷化废水、电泳废水和喷漆废水等组成。
涂装废水处理处理技术方案HEN system office room 【HEN16H-HENS2AHENS8Q8-HENH1688】涂装废水处理处理技术方案作为工业废水之一的涂装废水,主要来自于预脱脂、脱脂、表调、磷化、钝化等车身前处理工序,特别是其中的电泳废水、喷漆废水成份复杂,浓度高,可生化性差。
涂装废水处理主要采用分质处理、混凝沉淀、混凝气浮、砂滤等工艺对涂装废水进行处理。
1. 涂装废水处理的特征磷化-喷漆是钢铁表面防护处理行之有效的常用方法。
近年来,随着我国汽车、摩托车、家用电器等工业的迅速发展,磷化-喷漆工艺也相应得到了飞速发展,应用愈来愈广。
而这些工艺的大量应用,势必会产生大量有害废水污染环境。
从环境保护方面考虑,研究开发并大量推广应用合理的、可靠的涂装废水处理技术是当务之急。
2. 涂装废水的来源及其危害性铁件涂装工艺流程:预脱脂-脱脂-水洗-水洗-水洗-表面调整-磷化-水洗-水洗-水洗-干燥-喷漆-烘干。
塑料件涂装工艺流程:脱脂-水洗-水洗-水洗-界面活化-干燥-喷漆-烘千-喷导电剂-静电喷漆-烘干。
脱脂后的水洗水含有不少表面活性剂及已乳化的油污,水中的COD,:约达700mg/L,BOD约达200mg/L,这种水如果不经处理,直接排到江河中,废水中的有机物在水中分解时要消耗大量的溶解氧,从而破坏水体中氧的平衡,使水质产生恶臭。
磷化后的水洗水含有超过排放标准的镍离子(Ni十),锌离子(Zn十)等重金属。
众所周知,镍离子是致癌物质;超量的锌对水生物有明显的毒害作用。
在喷漆过程中会产生漆雾,要正常生产就要将废弃的漆雾从喷漆房除去,常用而有效的方法就是在喷漆线的侧面(也即抽风道的人口)设置水帘,让水帘剂吸收大部份的漆雾,未被水帘剂吸收的废气再用处理废气的方法进行处理。
漆的种类繁多,涂装车间所漆的配方都是保密的,但不管任何漆,漆及其中的有机溶剂都是有毒性的,甚至毒性很大。
有机溶剂通常有如下几种类型:香族型:如甲苯、二甲苯、苯乙烷等醋类:如乙酸乙醋、乙酸丁醋等酮类:如丙酮、环己酮等醇类:如乙醇、丁醇、异丙醇等水帘剂-般是由烧碱及耐碱的又能吸收漆雾的复合有机物组成的。

汽车涂装废水的处理措施随着人们生活水平的提高,汽车成为了日常出行的主要工具之一,而与此同时,汽车涂装废水的排放也成为了一个非常严重的环境问题。
汽车涂装废水中含有大量的重金属、有机物和悬浮物等,对环境和生态系统造成了严重的危害。
因此,对汽车涂装废水的处理问题,不仅是环保的需要,也具有极其重要的经济价值。
一、汽车涂装废水的处理方法汽车涂装废水的处理主要有以下几种方法:1、化学沉淀法。
化学沉淀法是利用化学反应沉淀出有害物质,这种方法施用范围广,能够适应不同的水质。
但是,这种方法处理后的污泥量较大,处理成本相对较高。
2、活性炭吸附法。
活性炭吸附法是使用活性炭吸附污染物,将其与废水分离。
这种方法处理成本低,但对废水中的物质有一定的选择性,不能去除所有有害物质。
3、生物处理法。
生物处理法是利用生物制剂对废水中的有机物进行生物降解,将其转化为无害物质。
这种方法处理成本低,但处理效果受到温度、pH值和有机质浓度等因素的影响。
4、纳滤技术。
纳滤技术是利用膜对废水进行过滤。
这种方法不仅能够去除有机物、微生物和重金属离子等,而且处理后的水质比较稳定。
但这种方法处理成本较高,不太适合规模较小的废水处理设备。
二、汽车涂装废水处理的应用现状目前,我国汽车涂装废水处理的应用现状仍然不太理想。
一些小型企业为了降低成本,往往采用简单的化学沉淀法或生物处理法等方法进行废水处理。
虽然这种方法可以达到国家的废水排放标准,但对水质的提升效果并不明显。
另外,一些大型汽车涂装企业采用了更为先进的纳滤技术,使废水的处理效果大大提高。
但是,这种技术设备成本较高,对于规模较小的企业来说,难以承受。
三、汽车涂装废水处理设备的发展趋势目前,国内外汽车涂装废水处理设备的发展趋势主要有以下几个方向:1、智能化。
随着科技的不断进步,智能化处理设备将成为趋势,可实现废水处理的自动化。
2、节能减排。
对能源和环保意识的提高,将促使废水处理设备的节能减排技术不断完善。
涂装前处理、电泳设计要求涂装前处理、电泳设计要求浅谈涂装前处理、电泳设计要求王宗⽥【摘要】介绍涂装前处理和电泳的组成以及在设计时的⼀些要求。
【关键词】前处理、溢流、反渗透膜2000c before painting processing, electrophoresis design requirements wangzongtian Abstract: Introduced before painting processing and electrophoresis of composition and in the design of some requirements Key words: The pretreatment, overflow, reverse osmosis membran⼀、引⾔涂装设备是整个汽车⼯⼚最复杂,也是机械化程度要求最⾼的⼀个车间,整个车间设备最复杂主要集中在前处理和电泳等⽅⾯。
⼆、前处理组成主要由预脱脂喷洗、脱脂浸洗、出槽喷洗、⼀次⽔喷洗、⼆次⽔浸洗、槽上喷洗、纯净⽔洗、表调浸洗、磷化、磷化后⽔喷洗、⼆次⽔浸洗、钝化浸处理、去离⼦⽔浸洗、洁净去离⼦⽔喷洗、沥⽔防尘室及门、摆杆链、接送滚床、备⽤槽、脱脂剂配制及⾃动补加系统;磷化剂、促进剂、调整剂⾃动补加系统;钝化剂⾃动补加系统;预脱脂、脱脂、磷化⾃动调温系统;表调制冷调温系统;磷化⾃动除渣系统,脱脂槽⾃动除污物(油⽔分离系统)和铁屑系统;磷化板式换热器酸洗系统;泵密封液系统;供、排风系统;照明系统;磷化、脱脂废液⾃动排放系统;脱脂除油系统;摆杆链接油盘及挡⽔板;管路喷射及循环系统;室体、⼯作槽;供排⽔、纯⽔制备装置等组成。
预清理、前处理线所有⼈孔门、物料门,除采⽤锁紧机构⼿柄压严的门外,其余门均采⽤闭门器⾃动关严门。
预清理、前处理、防尘通道等设备壁板、顶板、底板要求不渗、不漏液体,⽓体不外溢。
所有槽体底要采⽤斜底或锥形槽底,要求槽内⽔液排净,并要求不渗、不漏。
喷漆废水治理方案1. 前言随着工业的快速发展,喷漆行业也在蓬勃发展,但同时也产生了大量的喷漆废水。
喷漆废水中含有大量的有机溶剂、重金属离子、油漆渣等有害物质,如果直接排放,将会对环境造成严重污染。
因此,制定有效的喷漆废水治理方案,加强喷漆废水的处理,减少对环境的影响,是当前喷漆行业亟待解决的重要问题。
2. 喷漆废水的来源及主要污染物喷漆废水主要来自于喷漆作业过程中的清洗和冲洗。
喷漆废水中主要含有以下几种污染物:(1) 有机溶剂:如甲苯、二甲苯、乙酸乙酯等,具有毒性和易燃性。
(2) 重金属离子:如铬、铜、锌等,对人体和环境具有一定毒性。
(3) 油漆渣:包括颜料、树脂等固体废弃物。
(4) 悬浮物:如漆雾、粉尘等。
3. 喷漆废水治理方案(1) 源头控制- 采用水性漆或高固体分漆等环保型涂料,减少有机溶剂的使用。
- 优化喷漆工艺,减少清洗和冲洗次数。
- 对喷漆废水进行分类收集,避免不同种类废水混合。
(2) 物理化学处理- 采用气浮或沉淀等方法去除油漆渣和悬浮物。
- 使用化学氧化或电化学氧化等方法处理有机污染物。
- 采用离子交换或膜分离技术去除重金属离子。
(3) 生物处理- 利用好氧或厌氧微生物降解有机污染物。
- 构建人工湿地或生物膜反应器等生物处理系统。
(4) 资源化利用- 回收利用处理后的清水,用于喷漆设备的冲洗等。
- 将处理后的油漆渣等固体废弃物作为原料,制成建筑材料或其他产品。
4. 结语制定合理的喷漆废水治理方案,对于保护环境、实现可持续发展具有重要意义。
需要采取源头控制、物理化学处理、生物处理和资源化利用等多种手段,从而实现喷漆废水的综合治理,最大限度地减少对环境的影响。
汽车涂装工艺用水的处理设计
作者:赵媛媛张建功
来源:《绿色科技》2010年第07期
摘要:以某汽车生产涂装车间工艺用水的处理为例,根据工艺用水的用途和水质要求,确定工艺方案,详细介绍设计方案和技术参数,并结合现场实际运行情况对处理效果进行了评价和分析。
关键词:反渗透;过滤;纯水;清洗;加药
中图分类号:X703
文献标识码:B
文章编号:1674-9944(2010)07-0134-03
1 工程概况
此工程位于长江中下游某新兴工业园区的汽车生产基地,工艺生产用纯水主要供给以下使用点 :前处理、电泳工序、中涂、面漆喷漆室、空调增湿等。
考虑到水资源的紧缺及取水的便利,厂房原水取自长江水,经过滤池澄清和机械过滤预处理后,做为此纯水系统的进水,经处理中的浓废水收集后可回收利用,以节省水资源。
2 方案分析
2.1 工程分析
此工程进水为预处理后的江水,水质状况为pH值为7.9,电导率为382μs/cm。
考虑到汽车喷涂车间各工艺用水点的用水水质指标,pH值为5.5~7.5,SiO2 含量
故设计此新工厂净能力为15+17m3/小时的纯水制备装置,一级反渗透产品水15m3/hr(不含二级的进水量),主要供空调增湿器等用。
二级反渗透产品水17m3/hr,主要供前处理、电泳工序等使用。
2.2 工艺方案
原水→原水箱→原水泵→热交换器→絮凝剂加药装置→石英砂过滤器→活性碳过滤器→还原剂加药装置&阻垢剂加药装置→10μ保安过滤器→5μ保安过滤器→一级高压泵→一级RO装置→一级RO纯水箱→二级高压泵→二级RO装置→二级RO纯水箱→二级纯水输送泵→紫外杀菌器→0.1μ终端过滤器→用户点
3 工艺设计
3.1 原水箱和增压泵
原水进入30m3不锈钢原水箱中,保证供水的持续和稳定性。
水箱带可防尘的人孔、密封盖板、溢流口、排净口等。
进水管路设有自动和手动补水管路。
水箱内设有液位计,与原水泵和一级高压泵联动,并输出高、低液位报警信号。
水箱处于低液位时原水泵自动停止,原水箱进水阀自动打开补水,水箱达到高液位时进水阀门自动关闭。
根据水量平衡,设置两台47m3/h 、
0.4Mpa原水泵,一用一备。
原水泵将原水输送至预处理系统,水泵运行受原水箱液位控制,原水泵采用立式不锈钢离心泵,占地面积少,噪音低。
3.2 过滤器
3.2.1 多介质过滤器
多介质过滤器通过桶内多层不同粒径过滤介质,石英砂和无烟煤,去除水中大于等于10um 的悬浮物、泥沙等杂质,使原水的浊度2.s),反洗时间为5min,滤层高度1.2m,反冲洗膨胀率为50%,滤罐耐水压≥0.9Mpa。
多介质过滤器采用立式碳钢焊接圆筒构造,并衬胶防腐处理。
装设进出水、集配水、排气装置,并开有窥视孔、人孔和配置其它所有必要附件。
过滤器配置自动和手动阀组,可方便地进行自动控制和手动操作。
多介质过滤器的进出口设置压力表,出口设置流量计,以便控制和监测进出水压力及水量,并根据设定的压差和累计流量值进行反冲洗,节省水资源。
多介质过滤器前置絮凝剂加药装置,絮凝剂可使水中较小胶体絮凝沉降而被过滤去除。
3.2.2 活性碳过滤器
活性碳过滤器滤料为精选的优质果壳活性碳,可有效吸附水中有机物,去除水中残留的游离氯和氧化物,处理后的水基本达到反渗透膜要求的进水水质。
本系统设置二台46m3/h活性碳过滤器,一用一备。
运行时水的过滤流速是10m/h,水反洗时流速为15L/(m2•s),反洗时间为5min,滤层高度1.2m,反冲洗膨胀率为50%,滤罐耐水压≥0.9Mpa。
活性碳过滤器结构及运行控制同多介质过滤器,过滤器正反洗阀门安装应该集中布置便于操作。
3.2.3 保安过滤器
经过还原剂和阻垢剂加药装置处理的水通过10?和5?的两道串联保安过滤器进一步去除水中的细小胶体、活性碳颗粒等,确保水质达到反渗透膜的进水指标。
本系统分别串联设置46m3/h的10μ和5μ过滤器各一台,过滤器桶体为立式不锈钢结构,内装聚丙烯熔喷滤芯。
每台过滤器包括进出水阀,排水阀,排气阀,进出口压力表等。
当进出口压降≥0.07MPa时或SDI≥4时,需更换滤芯。
3.3 还原剂和阻垢剂加药装置
在反渗透装置进水管路前分别配置了还原剂和阻垢剂加药装置各一套。
还原剂进一步去除水中余氯和氧化物,避免对膜的损伤,阻垢剂的投加可提高水中的难溶物质的饱和度,防止垢类在反渗透膜表面沉积,而影响反渗透的正常运行。
加药泵采用电磁驱动计量泵,能力为0~30L/h,压力0.6Mpa,根据系统状况调节加药量。
药桶采用PE桶,考虑到日常运行的需要,药箱的容积满足至少1天的药剂使用量,并配置液位开关。
3.4 反渗透系统
3.4.1 高压泵
高压泵采用进口品牌不锈钢多级立式离心泵,为膜组提供持续的进水压力,保证反渗透膜的正常运行。
高压泵的进出口设有低/高压保护,在泵的出口设置慢开阀,防止原水进入膜系统对膜的冲击。
3.4.2 反渗透膜组
反渗透装置是利用反渗透膜的选择透过性来除去水中绝大部分可溶性盐分、胶体、有机物及微生物的过程,从而达到水脱盐的目的,反渗透膜的脱盐率一般不低于98%。
为了提高膜组的产水回收率,反渗透膜串联在膜压力容器内,并可进行分段设置处理水。
在一些应用中,单级反渗透的产水无法满足用水水质的要求,为了尽可能地降低产水含盐量,前一级的反渗透产水可作为下一级反渗透的进水,原水进行多级反渗透处理,产水水质较高。
考虑到本项目的用水使用点水质和水量的要求不同,此系统反渗透设计了双级反渗透,一级反渗透产水部分使用,部分作为二级反渗透的进水。
一级反渗透系统产水量为35m3/h,产品水电导率≤10μs/cm。
一级反渗透的高压泵流量46m3/h,压力1.45Mpa,回收率≥75%。
反渗透膜采用8寸BW30-400型反渗透元件42支,压力容器采用6芯300si玻璃钢压力容器7根,4∶3两段排列,膜通量22.5lmh。
设置一台流量17m3/h,压力0.4Mpa的不锈钢增压泵,从一级纯水箱输送至二级反渗透装置前作为进水,保证二级反渗透供水的持续性。
二级反渗透系统产水量为17m3/h,产品水电导率过≤5μs/cm。
二级反渗透的高压泵流量
20m3/h,压力1.35Mpa,回收率≥85%,反渗透膜采用8寸BW30-365型反渗透元件18支,压力容器采用6芯300si玻璃钢压力容器3根,2:1两段排列,膜通量24.5lmh。
为了避免运行时浓盐水对膜的污染,同时减少反渗透膜的清洗次数,反渗透系统设有冲洗系统,系统开/关机时能对膜组件进行短时间低压大流量冲洗。
考虑到反渗透系统运行的正常运行和维护,反渗透装置设有压力、电导率、pH值、流量等监测仪表。
各种检测参数能在现场或控制中心有所体现。
3.4.3 反渗透清洗系统
反渗透膜运行一段时间以后,膜表面沉积一些污垢和有机物,化学加强清洗以除去污堵膜表面的污垢,恢复膜的性能。
清洗过程为低压、大流量循环清洗。
清洗设备包括清洗箱、清洗
泵、清洗过滤器及相关的压力表、阀门、管道等。
清洗液为pH值为1和12的酸碱液,清洗系统防腐处理,水泵采用耐酸碱材料。
3.5 纯水罐和输送泵
系统设置一级和二级纯水箱,容积分别为30m3,60m3。
水箱设置超高、高、低、超低液位控制点,纯水罐采用不锈钢材质,水箱带可防尘的人孔、密封盖板、溢流口、排净口等。
在一级、二级纯水箱出口分别设置两台不锈钢输送泵,一用一备。
一级纯水输送泵流量为17m3/h,压力0.6Mpa,二级纯水输送泵流量为15m3/h,压力0.6Mpa 。
3.6 紫外线杀菌装置和终端过滤器
在一级和二级水箱出水管路上,各串联设置1套紫外杀菌装置和终端过滤器,流量分别分
17m3/h和15m3/h。
紫外杀菌装置用以杀灭水箱内的水质受污染或长期不使用而滋生的细菌,终端过滤器再次以0.1μ的精度过滤水中残留的微小颗粒,以保证用水点纯水的无菌状态和水质要求。
4 控制与管理
此纯水制备系统运行采用自动化操作和控制,无需专人看护,同时各设备电控柜面板上的控制开关及指示灯实现多路控制,以实现自动和手动操作。
所有控制箱及反馈信号均传至工厂中
控室,以方便集中操作管理。
系统有全套完善的电器闭合回路、自动检测、自动运行,并具备可靠的保护性能故障诊断
及显示功能。
发生故障时会发出报警,在控制面板上的流程图中以指示灯或颜色变化的方式显
示故障设备或故障点,让设备操作人员一目了然。
整个水处理系统完全实现自动运行,只需要简单的巡视和维护。
运行人员需每天严格记录
系统各设备的运行参数,如电导率、压力、流量、温度、pH值、液位等,以便及时了解系统异常,更换滤料、滤芯、清洗更换膜组等。
使系统运行顺畅、水质达标,同时设备保养得当、节约成本。
5 结语
纯水处理工艺流程技术成熟,处理水质完全符合用户需求,处理效果好。
同时考虑到系统节水节能的需要,一级反渗透浓水每天大约回收总量为280m3/d,可用浓水箱收集起来,作为厂区绿化、冲洗用水,节约水资源。
二级反渗透浓水大约每天回收总量为72m3/d,水质较好,可回收至原水箱,可用于一级反渗透进水。
参考文献:
[1] 华东建筑设计研究院有限公司.给水排水设计手册-工业给水处理[M].北京:中国建筑工业出版社,2002.
[2] GBJ109-87,工业用水软化除盐设计规范[S].。