(完整word版)CA6140车床主轴加工工艺(20200807161137)
- 格式:docx
- 大小:292.38 KB
- 文档页数:7
摘要在机械领域中,车床是应用最为广泛、使用最为频繁的一种机床,特别是CA6140车床,它的应用非常的普遍。
所以它的加工精度就极其的重要,工件能否达到加工要求就取决于车床本身的精度,而决定CA6140车床加工质量的就是它的主轴。
CA6140车床主轴是把旋转运动及扭矩通过主轴端部的夹具传递给工件和刀具,要求有很高的强度及回转精度。
我在本设计中将主轴设计为空心阶梯轴,外圆表面设有花键、垫键等功能槽及螺纹。
本文设计详细计算了加工余量、切削用量、尺寸公差并阐述了CA6140主轴的加工工艺过程以及生产中所涉及的重要夹具设计方法。
经设计的CA6140主轴较其传统的车床主轴有更高的强度和回转精度。
关键词:车床;主轴;旋转运动;公差;夹具ABSTRACTIn machinery field, the lather is the most extensively and frequently used machine. Easpecially the CA6140 lather, its application is very widespread. So its processing accuracy is very important. Whether the work piece can reach the accuracy required is decided by the lather. While, the part deciding the processing quality of CA6140 lather is its mainshaft. The mainshaft of the CA6140 lather is to transmit the rovolve motion and the torque to the workpiece and cutting-tool through the fixture on the end of mainshaft, in which high strengh and rotating accuracy are required .In this design, my job contains the things as below. Mainshaft is a hollow stepped shaft. There are functional slots and thread, such as spline, pad key and so on. In the paper, allowance, cutting consumption and tolerance are calculated. Also elaborates the craft processes of the mainshaft of CA6140 lather, and the design of important fixture. After being designed, compared with traditional lather, the strength and rotating accuracy are enhanced.Key words: Lather; Mainshaft; Rotating Movement; Tolerance; Fixture目录摘要 (I)Abstract (II)第1章绪论 (1)1.1 概述 (1)1.2车床的发展史 (1)1.3本课题研究的内容和设计思想 (1)第2章零件的分析 (4)2.1零件的作用 (4)2.1.1支承轴颈 (4)2.1.2头部锥孔 (4)2.1.3头部短锥 (4)2.1.4装配轴颈 (4)2.1.5轴向锁紧 (5)2.2零件的工艺分析 (5)2.2.1加工阶段的划分 (5)2.1.3工序顺序安排 (5)2.1.4主轴锥孔的磨削 (6)2.3 本章小结 (5)第3章工艺规程的设计 (7)3.1主轴的材料、毛坯与热处理 (7)3.1.1主轴的毛坯 (7)3.1.2主轴的材料和热处理 (7)3.2主轴加工工艺过程 (8)3.2.1主轴加工的主要问题和工艺过程设计所应采取的相应措施 (8)3.2.2主轴加工定位基准的选择 (9)3.2.3主轴主要加工表面加工工序的安排 (9)3.2.4各工序工步的排序 (11)3.3 本章小结 (11)第4章机械加工余量、工序尺寸及毛坯尺寸的确定 (12)4.1各工序工步的加工余量的计算 (12)4.2各工序工步的切削用量的计算 (19)4.3本章小结 (49)第5章专用夹具的设计 (50)5.1 钻床夹具的设计 (50)5.2 磨床夹具的设计 (50)5.3 本章小结 (51)结论 (52)参考文献 (53)致谢 (54)第 1 章绪论1.1 概述精密机床的关键部件是进给系统和主轴系统,不同类型的机床主轴,对所选用轴承的精度要求既有相同点,也有不同之处。
CA6140车床主轴加工工艺数控化改造作者姓名:指导教师:学科专业:班级:摘要随着社会不断进步的今天,老式车床已经达不到目前生产生活的目的,普通机床考齿轮和普通螺丝传动,由于运动附件存在间隙,加上手工操作的不准确,因此重复精度较低,普通机床测量时需停车后手动测量,误差较大,效率低下,比较适合批量较小,精度要求不高,零活类零件,虽然老式机床投资较低,但对工人的操作技能要求高。
同时数控机床具有高度柔性,加工精度高,加工质量稳定、可靠,生产率高,改善劳动条件,利于生产管理的现代化,而且数控机床上加工零件,主要取决于加工程序,它与普通机床不同,不必制造、更换许多工具、夹具、不需要经常雕成机床,所以数控机床适用于零件必反更换的场合。
因此一些老式的机床将会被淘汰,而购买一些新的数控设备价格过于昂贵,所以数控化的推进势在必行。
同时经过大量实践证明普通机床的数控化改造有一定经济性,实用性和稳定性。
所以很多企业纷纷将现有机床改造成经济型数控机床,这种做法具有投资少,见效快的特点,事实证明:机床的数控化改造可以为企业带来可观的经济效益。
目前机床数控化在我国的普及率不带3%,用普通机床加工出来的产品普遍存在质量差、品种少、档次低、成本高、供货期长。
从而在国际、国内市场上缺乏竞争力,直接影响一个企业的产品、市场、效益、影响企业的生存和发展,所以必须加大力量提高机床的数控化率,这里主要介绍数控机床主轴改造,包括结构的改造,性能的选择以备将来更深化的探索和研究。
关键字:机床、数控化、改造、意义CA6140 lathe spindle numerical control processing technology transformationAlong with the social progress today, old lathe have not reach the current production the purpose of life, common and ordinary screw machine test gear transmission, due to a sports accessories, and existing gap manual inaccurate repeat, so low precision machine tools, ordinary when measuring the need to manually measurement error after parking, bigger, the efficiency is low, the more suitable for small batch, precision demand is not high, a job parts, although the old machine tool investment, but for low labor practices demand is high. At the same time numerical control machine with high flexibility, high machining accuracy, processing quality is stable, reliable and high productivity, improve working conditions, beneficial to the production management modernization, and CNC machine processing parts, depending on the processing procedure, it and common machine, don't manufacture, change different many tools, jigs, and don't need often carved into machine, numerical control machine tool used in part so will the change of the occasion. So some old-fashioned machine will be eliminated, and buy some new numerical control equipment price too expensive, so the advancement of numerical control is imperative. Meanwhile, after a lot of practice common numerical control machine tool that transformation has certain practical economy, and stability. So many businesses will existing machine tools into economical nc machine tools, this kind of practice of less investment, the characteristics of quick results, the fact proved: the numerical control machine tool for enterprise to bring the transformation can be considerable economic benefit.At present numerical control machine tool in our country the prevalence rate of 3%, with ordinary don't take out of the machine tool product exists generally poor quality, variety, less, the high cost and low class long delivery. Thus in the international and domestic market competitiveness, the lack of a direct influence on the product of the enterprise, market, benefits, affect the enterprise survival and development, so must increase the strength of the machine tool improve numerical control rate, here basically introduces the numerical control machine tool spindle transformation, including the transformation of the structure, performance choice for future more deepening of exploration and research.Key word: machine, numerical control, the transformation, the meaning目录一、数控化改造的必要性当代人类社会快速发展,正在进行第三次工业革命,由于社会生产力的快速发展,工业发达国家的军、民机械工业,在上世纪70年代末、80年代初已经开始大规模应用数控机床,其本质是,采用信息技术对传统产业(包括军、民机械工业)进行技术改造。
车床主轴零件的加工工艺过程〔一〕CA6140型卧式车床主轴的加工主运动为回转运动的各种金属切削机床的主轴,是轴类零件中最有代表性的零件。
主轴上通常有内、外圆柱面和圆锥面,以及螺纹、键槽、花键、横向孔、沟槽、凸缘等不同形式的几何外表。
主轴的精度要求高,加工难度大,假设对主轴加工中一些重要问题〔如基准的选择、工艺道路的拟定等〕能做出正确的分析和解决,那么其他轴类零件的加工就能迎刃而解。
以CA6140型卧式车床主轴为例,分析轴类零件的加工。
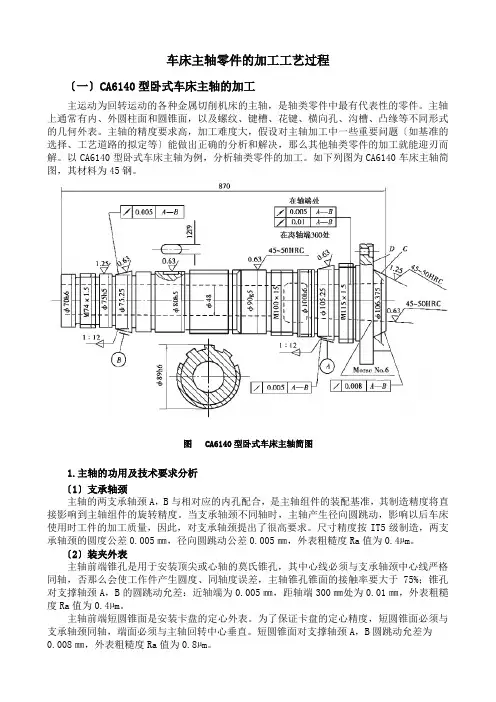
如下列图为CA6140车床主轴简图,其材料为45钢。
图 CA6140型卧式车床主轴简图1.主轴的功用及技术要求分析〔1〕支承轴颈主轴的两支承轴颈A,B与相对应的内孔配合,是主轴组件的装配基准,其制造精度将直接影响到主轴组件的旋转精度。
当支承轴颈不同轴时,主轴产生径向圆跳动,影响以后车床使用时工件的加工质量,因此,对支承轴颈提出了很高要求。
尺寸精度按IT5级制造,两支承轴颈的圆度公差0.005㎜,径向圆跳动公差0.005㎜,外表粗糙度Ra值为0.4µm。
〔2〕装夹外表主轴前端锥孔是用于安装顶尖或心轴的莫氏锥孔,其中心线必须与支承轴颈中心线严格同轴,否那么会使工作件产生圆度、同轴度误差,主轴锥孔锥面的接触率要大于75%;锥孔对支撑轴颈A,B的圆跳动允差:近轴端为0.005㎜,距轴端300㎜处为0.01㎜,外表粗糙度Ra值为0.4µm。
主轴前端短圆锥面是安装卡盘的定心外表。
为了保证卡盘的定心精度,短圆锥面必须与支承轴颈同轴,端面必须与主轴回转中心垂直。
短圆锥面对支撑轴颈A,B圆跳动允差为0.008㎜,外表粗糙度Ra值为0.8µm。
〔3〕螺纹外表主轴的螺纹外表用于锁紧螺母的配合。
当螺纹外表中心线与支承轴颈中心线歪斜时,会引起主轴组件上锁紧螺母的端面跳动,导致滚动轴承内圈中心线倾斜,引起主轴径向跳动,因此,加工主轴上的螺纹外表时,必须控制其中心线与支承轴颈中心线的同轴度。
CA6140车床主轴主要加工表面加工工序安排CA6140车床主轴主要加工表面是Ø75h5、Ø80h5、Ø90g5、Ø105h5轴颈,两支承轴颈及大头锥孔。
它们加工的尺寸精度在IT5~IT6之间,表面粗糙度Ra为0.4~0.8mm。
主轴加工工艺过程可划分为三个加工阶段,即粗加工阶段(包括铣端面、加工顶尖孔、粗车外圆等);半精加工阶段(半精车外圆,钻通孔,车锥面、锥孔,钻大头端面各孔,精车外圆等);精加工阶段精加工阶段(包括精铣键槽,粗、精磨外圆、锥面、锥孔等)。
在机械加工工序中间尚需插入必要的热处理工序,这就决定了主轴加工各主要表面总是循着以下顺序的进行,即粗车→调质(预备热处理)→半精车→精车→淬火-回火(最终热处理)→粗磨→精磨。
综上所述,主轴主要表面的加工顺序安排如下:外圆表面粗加工(以顶尖孔定位)→外圆表面半精加工(以顶尖孔定位)→钻通孔(以半精加工过的外圆表面定位)→锥孔粗加工(以半精加工过的外圆表面定位,加工后配锥堵)→外圆表面精加工(以锥堵顶尖孔定位)→锥孔精加工(以精加工外圆面定位)。
当主要表面加工顺序确定后,就要合理地插入非主要表面加工工序。
对主轴来说非主要表面指的是螺孔、键槽、螺纹等。
这些表面加工一般不易出现废品,所以尽量安排在后面工序进行,主要表面加工一旦出了废品,非主要表面就不需加工了,这样可以避免浪费工时。
但这些表面也不能放在主要表面精加工后,以防在加工非主要表面过程中损伤已精加工过的主要表面。
对凡是需要在淬硬表面上加工的螺孔、键槽等,都应安排在淬火前加工。
非淬硬表面上螺孔、键槽等一般在外圆精车之后,精磨之前进行加工。
主轴螺纹,因它与主轴支承轴颈之间有一定的同轴度要求,所以螺纹安排在以非淬火-回火为最终热处理工序之后的精加工阶段进行,这样半精加工后残余应力所引起的变形和热处理后的变形,就不会影响螺纹的加工精度。
题目:CA6140车床主轴加工工艺以及夹具设计学晓班级:09级机械设计制造及其自动化学号:姓指导老师目录摘要........................................................................................ (1)目录 (2)前言……………………………………………………………………………….. ..5第一章概论 (6)1.1车床的历史及发展…………………………………………… (6)1.1.1车床的历史…………………………………… (6)1.1.2车床的诞生及发展…………………………………… (6)1.2普通车床及CA6140卧式车床的简介 (7)1.2.1普通车床的基本知识 (7)1.2.2 CA6140车床简介 (9)1.3 CA6140卧式车床主轴的作用 (11)1.3.1 主轴的结构特点 (11)1.3.2 主轴的作用……………………………………………………11第二章CA6140卧式车床主轴的选材 (12)2.1 车床主轴的工作条件与技术要求 (12)2.1.1 主轴的基本要求 (12)2.2 主轴的选材与原因 (13)2.3 材料的热处理…………………………………………………… (13)第三章CA6140卧式车床主轴的加工工艺3.1 机床主轴的机械加工工艺分析……………………………………..3.1.1 机床主轴的基本加工路线………………………………….3.2 主轴加工工艺过程……………………………………………………..3.2.1 主轴的基本要求………………………………………………….3.2.2 主轴的加工工艺…………………………………………………第四章CA6140卧式车床主轴的加工精度及误差分析 (14)4.1 加工精度及误差 (14)4.1.1 加工精度与加工误差 (14)4.1.2 原始误差…………………………………………………… (14)4.1.3 研究机械加工精度的方法……………………………………. .144.2 工艺系统集合误差………………………………………………… (14)4.2.1 机床的几何误差 (14)4.2.2 主轴回转误差 (15)4.2.3导轨误差…………………………………………………… (15)4.2.4 传动链误差………………………………………………… (16)4.2.5刀具的几何误差 (16)4.3 定位误差………………………………………………… (16)4.3.1 基准不重合误差…………………………………………………..164.3.2 定位副制造不准确误差 (16)4.4 工艺系统受力变形引起的误差 (17)4.4.1工件刚度………………………………………………… (17)4.4.2 刀具刚度………………………………………………… (17)4.4.3 机床部件刚度……………………………………………………..174.4.5 工艺系统受热变形引起的误差 (17)4.5 结论:提高加工精度的途径……………………………………………CA6140卧式车床主轴的加工工艺………………………………………第五章主轴的精度检验及调整………………………………………………5.1 主轴精度检验及还原…………………………………………………..5.1.1主轴及主要精度的检验………………………………………….5.1.2 检验后的精度还原…………………………………………….5.2 主轴的主要精度检验……………………………………………..5.3 主轴与其部件的装配精度………………………………………….5.3.1 主轴上传动件合理布置……………………………………….5.3.2 主轴与滚动轴承的装配……………………………………………5.3.3 主轴与齿轮的装配……………………………………………第六章车床主轴的维修与保养及废旧主轴的再利用…………………………….6.1 主轴的维护………………………………………………………………6.1.1 维修护理方式…………………………………………………..6.1.2 维修保养内容……………………………………………………6.2主轴的拆卸与清洗……………………………………………………….6.2.1与其部件的拆卸……………………………………………………..6.2.2主轴与其部件的清洗内容…………………………………………..6.3 废旧主轴精度回升方案………………………………………………6.3.1 废旧主轴的类型……………………………………………………….6.3.2 主轴精度回升的方法………………………………………….6.4 主轴的再制造工程………………………………………………………6.4.1 再制造工程及其影响…………………………………………………6.4.2 主轴的再制造工程……………………………………………….前言伴随着世界的不断进步,科技的不断发展,数字化机械设备风靡全球,不断占领市场,尤其是金属切削中的数控机床已经成为时代的先驱,引领潮流。
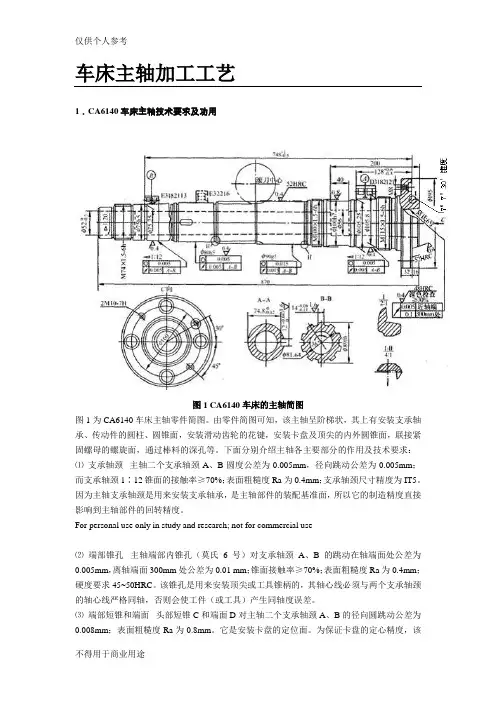
车床主轴加工工艺1.CA6140车床主轴技术要求及功用图1 CA6140车床的主轴简图图1为CA6140车床主轴零件简图。
由零件简图可知,该主轴呈阶梯状,其上有安装支承轴承、传动件的圆柱、圆锥面,安装滑动齿轮的花键,安装卡盘及顶尖的内外圆锥面,联接紧固螺母的螺旋面,通过棒料的深孔等。
下面分别介绍主轴各主要部分的作用及技术要求:⑴支承轴颈主轴二个支承轴颈A、B圆度公差为0.005mm,径向跳动公差为0.005mm;而支承轴颈1∶12锥面的接触率≥70%;表面粗糙度Ra为0.4mm;支承轴颈尺寸精度为IT5。
因为主轴支承轴颈是用来安装支承轴承,是主轴部件的装配基准面,所以它的制造精度直接影响到主轴部件的回转精度。
For personal use only in study and research; not for commercial use⑵端部锥孔主轴端部内锥孔(莫氏6号)对支承轴颈A、B的跳动在轴端面处公差为0.005mm,离轴端面300mm处公差为0.01 mm;锥面接触率≥70%;表面粗糙度Ra为0.4mm;硬度要求45~50HRC。
该锥孔是用来安装顶尖或工具锥柄的,其轴心线必须与两个支承轴颈的轴心线严格同轴,否则会使工件(或工具)产生同轴度误差。
⑶端部短锥和端面头部短锥C和端面D对主轴二个支承轴颈A、B的径向圆跳动公差为0.008mm;表面粗糙度Ra为0.8mm。
它是安装卡盘的定位面。
为保证卡盘的定心精度,该圆锥面必须与支承轴颈同轴,而端面必须与主轴的回转中心垂直。
⑷空套齿轮轴颈空套齿轮轴颈对支承轴颈A、B的径向圆跳动公差为0.015 mm。
由于该轴颈是与齿轮孔相配合的表面,对支承轴颈应有一定的同轴度要求,否则引起主轴传动啮合不良,当主轴转速很高时,还会影响齿轮传动平稳性并产生噪声。
For personal use only in study and research; not for commercial use⑸螺纹主轴上螺旋面的误差是造成压紧螺母端面跳动的原因之一,所以应控制螺纹的加工精度。
以下文档格式全部为word格式,下载后您可以任意修改编辑。
题目:CA6140车床主轴加工工艺以及夹具设计学晓班级:09级机械设计制造及其自动化学号:姓指导老师目录摘要........................................................................................ (1)目录 (2)前言……………………………………………………………………………….. ..5第一章概论 (6)1.1车床的历史及发展…………………………………………… (6)1.1.1车床的历史…………………………………… (6)1.1.2车床的诞生及发展…………………………………… (6)1.2普通车床及CA6140卧式车床的简介 (7)1.2.1普通车床的基本知识 (7)1.2.2 CA6140车床简介 (9)1.3 CA6140卧式车床主轴的作用 (11)1.3.1 主轴的结构特点 (11)1.3.2 主轴的作用……………………………………………………11第二章CA6140卧式车床主轴的选材 (12)2.1 车床主轴的工作条件与技术要求 (12)2.1.1 主轴的基本要求 (12)2.2 主轴的选材与原因 (13)2.3 材料的热处理…………………………………………………… (13)第三章CA6140卧式车床主轴的加工工艺3.1 机床主轴的机械加工工艺分析……………………………………..3.1.1 机床主轴的基本加工路线………………………………….3.2 主轴加工工艺过程……………………………………………………..3.2.1 主轴的基本要求………………………………………………….3.2.2 主轴的加工工艺…………………………………………………第四章CA6140卧式车床主轴的加工精度及误差分析 (14)4.1 加工精度及误差 (14)4.1.1 加工精度与加工误差 (14)4.1.2 原始误差…………………………………………………… (14)4.1.3 研究机械加工精度的方法……………………………………. .144.2 工艺系统集合误差………………………………………………… (14)4.2.1 机床的几何误差 (14)4.2.2 主轴回转误差 (15)4.2.3导轨误差…………………………………………………… (15)4.2.4 传动链误差………………………………………………… (16)4.2.5刀具的几何误差 (16)4.3 定位误差………………………………………………… (16)4.3.1 基准不重合误差…………………………………………………..164.3.2 定位副制造不准确误差 (16)4.4 工艺系统受力变形引起的误差 (17)4.4.1工件刚度………………………………………………… (17)4.4.2 刀具刚度………………………………………………… (17)4.4.3 机床部件刚度……………………………………………………..174.4.5 工艺系统受热变形引起的误差 (17)4.5 结论:提高加工精度的途径……………………………………………CA6140卧式车床主轴的加工工艺………………………………………第五章主轴的精度检验及调整………………………………………………5.1 主轴精度检验及还原…………………………………………………..5.1.1主轴及主要精度的检验………………………………………….5.1.2 检验后的精度还原…………………………………………….5.2 主轴的主要精度检验……………………………………………..5.3 主轴与其部件的装配精度………………………………………….5.3.1 主轴上传动件合理布置……………………………………….5.3.2 主轴与滚动轴承的装配……………………………………………5.3.3 主轴与齿轮的装配……………………………………………第六章车床主轴的维修与保养及废旧主轴的再利用…………………………….6.1 主轴的维护………………………………………………………………6.1.1 维修护理方式…………………………………………………..6.1.2 维修保养内容……………………………………………………6.2主轴的拆卸与清洗……………………………………………………….6.2.1与其部件的拆卸……………………………………………………. .6.2.2主轴与其部件的清洗内容…………………………………………..6.3 废旧主轴精度回升方案………………………………………………6.3.1 废旧主轴的类型……………………………………………………….6.3.2 主轴精度回升的方法………………………………………….6.4 主轴的再制造工程………………………………………………………6.4.1 再制造工程及其影响…………………………………………………6.4.2 主轴的再制造工程……………………………………………….前言伴随着世界的不断进步,科技的不断发展,数字化机械设备风靡全球,不断占领市场,尤其是金属切削中的数控机床已经成为时代的先驱,引领潮流。
CA6140车床主轴加工工艺设计目录一、设计的目的 ..................................................................... (2)二、计算生产纲领 ..................................................................... .. (3)三、零件的结构特点及设计要求 (4)四、CA6140车床主轴技术要求及功用 (5)五、零件毛坯的选择及热处理 ......................................................................6六、基准的选择 ..................................................................... (8)七、工序加工中的主要问题 ..................................................................... . (9)八、加工阶段的划分 ..................................................................... .. (11)九、加工工序的安排和工序的确定 (12)十、工序具体内容的确定 ..................................................................... (15)十一、指定工序数控加工编程 ....................................................................16十二、零件的检验 ..................................................................... (19)十三、参考文献 ..................................................................... . (20)十四、后记 ..................................................................... .. (21)1一、设计的目的毕业设计是大学中的一项重要内容,是完成教学计划达到教学目标,是培养我创新能力的重要环节;也是自己知识和能力深化和升华的重要过程。
课程设计说明书设计题目:设计“CA6140车床”拨叉零件的机械加工工艺规程及工艺装备(中批量生产)设计者指导教师目录前言................................ 错误!未定义书签。
一.设计的目的:.. (3)二.零件的分析 (3)(一)、零件的作用: (3)(二)、零件的工艺分析: (3)二、工艺规程设计 (4)(一) 确定毛坯的制造形成。
(4)(二)基准的选择。
(4)(三)制定工艺路线。
(4)(二) 机械加工余量。
(6)(四)确定切削用量及基本工时。
(7)夹具设计 (18)(一)问题的提出 (18)(二)夹具设计 (18)参考文献 (20)小结 (20)械加工工序卡片 (22)一.设计的目的:机械制造工艺学课程设计,是在学完机械制造工艺学及夹具设计原理课程,经过生产实习取得感性知识后进行的一项教学环节;在老师的指导下,要求在设计中能初步学会综合运用以前所学过的全部课程,并且独立完成的一项工程基本训练。
同时,也为以后搞好毕业设计打下良好基础。
通过课程设计达到以下目的:1、能熟练的运用机械制造工艺学的基本理论和夹具设计原理的知识,正确地解决一个零件在加工中的定位,夹紧以及合理制订工艺规程等问题的方法,培养学生分析问题和解决问题的能力。
2、通过对零件某道工序的夹具设计,学会工艺装备设计的一般方法。
通过学生亲手设计夹具(或量具)的训练,提高结构设计的能力。
3、课程设计过程也是理论联系实际的过程,并学会使用手册、查询相关资料等,增强学生解决工程实际问题的独立工作能力。
二.零件的分析(一)、零件的作用:题目给定的零件是CA6140拨叉(见附图1)它位于车床变速机构中,主要起换档,使主轴回转运动按照工作者的要求进行工作。
宽度为18+0.0120mm的槽尺寸精度要求很高,因为在拨叉拔动使滑移齿轮时果槽的尺寸精度不高或间隙很大时,滑移齿轮得不到很高的位置精度。
所以,宽度为18+0.0120mm的槽和滑移齿轮的配合精度要求很高。
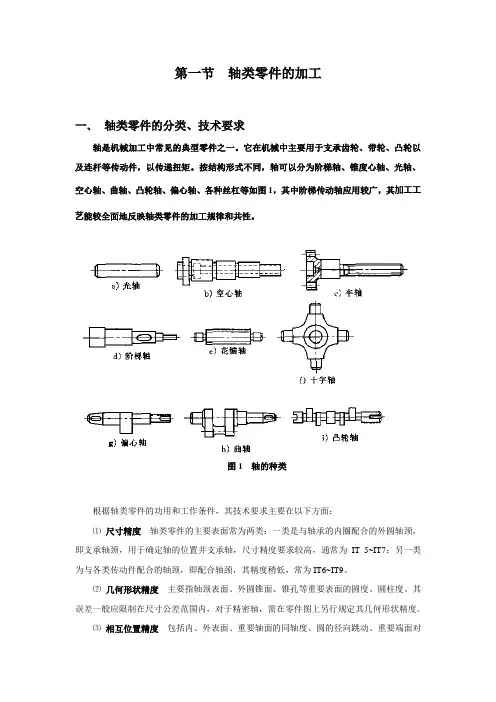
第一节轴类零件的加工一、轴类零件的分类、技术要求轴是机械加工中常见的典型零件之一。
它在机械中主要用于支承齿轮、带轮、凸轮以及连杆等传动件,以传递扭矩。
按结构形式不同,轴可以分为阶梯轴、锥度心轴、光轴、空心轴、曲轴、凸轮轴、偏心轴、各种丝杠等如图1,其中阶梯传动轴应用较广,其加工工艺能较全面地反映轴类零件的加工规律和共性。
图1 轴的种类根据轴类零件的功用和工作条件,其技术要求主要在以下方面:⑴尺寸精度轴类零件的主要表面常为两类:一类是与轴承的内圈配合的外圆轴颈,即支承轴颈,用于确定轴的位置并支承轴,尺寸精度要求较高,通常为IT 5~IT7;另一类为与各类传动件配合的轴颈,即配合轴颈,其精度稍低,常为IT6~IT9。
⑵几何形状精度主要指轴颈表面、外圆锥面、锥孔等重要表面的圆度、圆柱度。
其误差一般应限制在尺寸公差范围内,对于精密轴,需在零件图上另行规定其几何形状精度。
⑶相互位置精度包括内、外表面、重要轴面的同轴度、圆的径向跳动、重要端面对轴心线的垂直度、端面间的平行度等。
⑷表面粗糙度轴的加工表面都有粗糙度的要求,一般根据加工的可能性和经济性来确定。
支承轴颈常为0.2~1.6μm,传动件配合轴颈为0.4~3.2μm。
⑸其他热处理、倒角、倒棱及外观修饰等要求。
二、轴类零件的材料、毛坯及热处理1.轴类零件的材料⑴轴类零件材料常用45钢,精度较高的轴可选用40Cr、轴承钢GCr15、弹簧钢65 Mn,也可选用球墨铸铁;对高速、重载的轴,选用20CrMnTi、20Mn2B、20Cr等低碳合金钢或38CrMoAl氮化钢。
⑵轴类毛坯常用圆棒料和锻件;大型轴或结构复杂的轴采用铸件。
毛坯经过加热锻造后,可使金属内部纤维组织沿表面均匀分布,获得较高的抗拉、抗弯及抗扭强度。
2.轴类零件的热处理锻造毛坯在加工前,均需安排正火或退火处理,使钢材内部晶粒细化,消除锻造应力,降低材料硬度,改善切削加工性能。
调质一般安排在粗车之后、半精车之前,以获得良好的物理力学性能。
序机械制造工艺学课程设计是在我们学完了大学的全部基础课、技术基础课以及大部分专业之后进行的。
这是我们进行毕业设计之前对所学各课程的一次深入的综合性的链接,也是一次理论联系实际训练。
因此,它在我们的大学学习生活中占有十分重要的地位。
就我个人而言,我希望能通过这次课程设计对自己未来将从事的工作进行一次适应性训练,从锻炼自己分析问题、解决问题的能力,为今后参加祖国的现代化建设打下一个良好的基础。
我也相信通过课程设计能将零碎的知识点都联系起来,系统而全面的做好设计。
由于能力所限,设计尚有许多不足之处,恳请彭老师给予指教。
一、零件图分析(一)零件的作用题目所给定的零件为CA6140车床输出轴,其主要作用,一是传递转矩,使车床主轴获得旋转的动力;二是工作过程中经常承受载荷;三是支撑传动零部件。
(二)零件的材料及其力学性能零件的材料为45钢,是最常用中碳调质钢,综合力学性能良好,淬透性低,水淬时易生裂纹。
小型件宜采用调质处理,大型件宜采用正火处理。
其价格较便宜,经过调质或正火后可得到较好的切削性能,而且能获得较高的强度和韧性等综合机械性能,局部淬火后再回火,表面硬度可达52HRC-45HRC.(三)零件的结构工艺分析从零件图上看,该零件是典型的轴类零件,结构比较简单,其主要加工的面有φ55、φ60、φ65、φ75、φ176的外圆柱面,φ50、φ80、φ104的内圆柱表面,10个φ20的通孔,图中所给的尺寸精度高,大部分是IT6级;粗糙度方面表现在键槽两侧面、φ80内圆柱表面为Ra3.2um, φ55外圆柱面、大端端面为Ra1.6um, φ60、φ75外圆柱面为Ra0.8um,其余为Ra6.3um,要求不高;位置要求较严格,表现在φ55的左端面、φ80内孔圆柱面对φ75、φ60外圆轴线的跳动量为0.04mm, φ25孔的轴线对φ80内孔轴线的位置度为φ0.05mm,键槽对φ55外圆轴线的对称度为.0.08mm;热处理方面需要调质处理,到200HBW,保持均匀。
关于CA6140车床主轴加工工艺过程分析1.CA6140车床主轴的工作条件及性能要求性能要求:因为该轴承受交变弯曲和扭转的复合应力,载荷和转速不高,冲击载荷也不大,属于中等载荷的轴;大端的轴颈、锥孔和卡盘、顶尖之间有摩擦。
所以这些因素对主轴的要求是:(1)良好的综合力学性能,即强度和塑性、韧性有良好的配合,以防止过载或冲击断裂。
(2)高的疲劳强度,防止疲劳断裂。
(3)有相对运动的摩擦部位(如轴颈、花键等处),应具有较高的硬度和耐磨性。
(4)良好的工艺性能,如足够的淬透性、良好的切削加工性等。
(5)特殊条件下工作应有的一些特殊性能要求。
如高温性能、耐蚀性等。
工作条件:与滚动轴承配合,承受轻载荷或中等载荷,并且转速低[PV<=150N*m/(cm2*m)],精度要求不是很高,所受的冲击和交变载荷不大2.毛坯材料的确定及制造方法材料:综合考虑主轴的工作条件及性能要求还有经济因素,选择45号钢作为制造主轴的毛坯材料。
制造方法:主轴加工过程中的各加工工序和热处理工序均会不同程度地产生加工误差和应力。
为了保证加工质量,稳定加工精度,CA6140车床主轴加工基本上划分为下列三个阶段。
①粗加工阶段Ⅰ毛坯处理:毛坯备料、锻造和正火。
Ⅱ粗加工:锯去多余部分,铣端面、钻中心孔和荒车外圆等这一阶段的主要目的是:用大的切削用量切除大部分余量,把毛坯加工到接近工件的最终形状和尺寸,只留下少量的加工余量。
通过这阶段还可以及时发现锻件裂纹等缺陷,采取相应措施。
②半精加工阶段Ⅰ半精加工前热处理:对于45钢一般采用调质处理,达到220~240HBS。
Ⅱ半精加工:车工艺锥面(定位锥孔)、半精车外圆端面和钻深孔等。
这个阶段的主要目的是:为精加工作好准备,尤其为精加工作好基面准备。
对于一些要求不高的表面,如大端端面各孔,在这个阶段加工到图样规定的要求。
③精加工阶段Ⅰ精加工前热处理:局部高频淬火。
Ⅱ精加工前各种加工:粗磨定位锥面、粗磨外圆、铣键槽和花键槽,以及车螺纹等。
河南工业职业技术学院毕业论文题目:CA6140车床主轴机械加工工艺的设计班级:05111姓名:赵岩专业:机械设计与制造指导教师:刘晋豫答辩日期:2008年6月15日前言本次毕业设计是在在完成三年大专血液的基础上,以所学理论知识为础,以在各个单位实习为实践依据,在学完所学的基础课、专业课和理论课及屡次深入车间,熟悉相关设备和工艺后的前提下惊醒的。
是毕业前对所学个科知识的综合性复习,系统性应用,惊醒的依次理论与实践想结合的探索性训练,也是对我们踏上工作岗位前的依次工作实践。
关键词:高速切削加工数据库基于实例推理 UG目录摘要 (I)1 绪论1.1 本课题的来源、目的及意义 (1)1.2 课题背景及国内外研究现状 (1)1.3 本课题研究的主要内容 (1)2 典型轴类零件加工工艺2.1 轴类零件的功用、分类和结构特点 (2)2.2 轴类零件典型工艺路线 (3)3 CA6410主轴加工工艺过程的制订3.1概述 (4)3.2 主轴加工工艺过程制订的依据 (4)3.3 CA6140主轴加工工艺过程 (5)4 CA6140主轴技术条件的分析4.1 概述 (5)4.2 支承轴颈的技术要求 (6)4.3 锥孔的技术要求 (6)4.4 短锥的技术要求 (6)4.5空套齿轮轴颈的技术要求 (6)4.6 螺纹的技术要求 (7)5 CA6140主轴加工工艺过程分析5.1概述 (7)5.2主组后毛坯的制造方法 (8)5.3 毛坯的材料和热处理 (8)5.4 定位基准的选择 (9)5.5 加工阶段的划分 (10)5.6 加工顺序的安排和工序的确定 (11)6 CA6140主轴加工中的关键工艺6.1 锥堵和锥堵心轴的使用 (12)6.2 顶尖空的研磨 (13)6.3 组合魔削 (14)6.4 身空加工 (15)6.5 主轴锥孔加工 (17)7 轴的精度检验7.1 概述 (18)7.2 几个形状精度检验 (18)7.3 尺寸精度检验 (18)7.4 相互位置精度检验 (19)8 轴加工中常出现的自量问题及其解决办法8.1概述 (20)8.2机床轴锥空加工的质量分析 (21)8.3 磨削表面缺陷的产生及防止 (23)9 结论与展望机械9.1本文总结 (25)9.2制造工业的现状及展望 ................................................................ .(26)致谢 (27)参考文献 (28)毕业设计任务书 (29)绪论1.1 本课题的来源、目的及意义车床主轴是具有代表性零件之一,加工难度大,工艺路线较长,涉及轴类零件加工的许多基本工艺问题。
*******大学********学院毕业设计(论文)课题 CA6140车床主轴数控加工工艺及编程单位****************专业机械制造及其自动化年级 **级姓名 *******20**年**月**日1、绪论 (2)2、摘要 (3)3、零件的结构特点及设计要求 (4)4、CA6140车床主轴技术要求及功用 (4)5、零件毛坯的选择及热处理 (5)6、基准的选择 (7)7、工序加工中的主要问题 (8)8、加工阶段的划分 (9)9、加工工序的安排和工序的确定 (10)10、工序具体内容的确定 (13)11、指定工序数控加工编程 (14)12、零件的检验 (16)13、致谢 (18)毕业设计是大学中的一项重要内容,是完成教学计划达到教学目标,是培养我创新能力的重要环节;也是自己知识和能力深化和升华的重要过程。
本毕业设计应达到以下教学目的:1、进一步加深我对机械制造工艺学理论知识的理解;2、培养我的综合应用机械制造工艺学和其他多门课程的理论知识解决实际问题的能力;培养学生的实践和实际动手能力、提高我的全面素质。
3、通过查阅相关手册,掌握获取工程数据的方法,提高我收集信息、对信息进行价值判断、信息整理、信息加工的能力;4、培养我制订机械加工工艺规程的原则、步骤和方法;5、培养我掌握机床夹具设计的基本原理、方法和步骤,进一步提高我的工程设计能力;6、培养我的编写技术文件的能力。
7、为即将走上工作岗位的我打下一个良好的基础摘要1、主轴零件的结构特点1)主轴零件是CA6140车床中的关键零件之一,主要用以传递旋转运动和扭矩,支撑传动零件并承受载荷。
2)主轴零件是回转体零件,既是阶梯轴又是空心轴,3)主轴长径比小于12,所以为刚性轴4)主轴零件的主要加工表面是内、外旋转表面,次要表面有键槽、花键、螺纹和横向孔等。
2、主轴结构的设计要求1)合理的结构设计。
2)足够的刚度。
3)具有一定的尺寸、形状、位置精度和表面质量。
徐州师范大学机电工程学院骗子不含图纸设计题目:CA6140车床主轴箱体的设计与工艺分析及镗模系别:专业:班级:姓名:学号:设计小组:指导教师:完成时间:C6140主轴箱体加工工艺及夹具设计摘要:本设计要求“以质量求发展,以效益求生存”,在保证零件加工质量的前提下,提高了生产率,降低了生产成本,是国内外现代机械加工工艺的主要发展方面方向之一。
通过对60140主轴箱体零件图的分析及结构形式的了解,从而对主轴箱体进行工艺分析、工艺说明及加工过程的技术要求和精度分析。
然后再对主轴箱体的底孔、轴承孔的加工进行夹具设计与精度和误差分析,该工艺与夹具设计结果能应用于生产要求。
Abstract This Paper requires that" with quality beg development,with benefits seek to live on to store ", under the prerequisite of guaranteeing the quality of element processing , have raised productivity and reduced production cost, is one of mainly direction of domestic and international modern machining technology developing. Through knowing and analysis the configuration of the casing part drawing for WH212 gear reducer, so as to analysis the process, make process explanation and analysis the technical requirement and the precision of gear reducer. Then, carry out the design of clamping apparatus and analysis the precision and error for the processing of bearing hole and the base hole of the casing of gear reducer, this technology and the design result of clamping apparatus can apply in production requirement.关键词:主轴箱加工工艺定位夹具设计Key phrase: principal axis , processing technology , Fixed position ,Tongs design前言加工工艺及夹具毕业设计是对所学专业知识的一次巩固,是在进行社会实践之前对所学各课程的一次深入的综合性的总复习,也是理论联系实际的训练。
CA6140车床主轴加工工艺的制订任务五:主轴加工工艺过程设计教师手册教师姓名授课班级授课形式一体化授课日期授课时数课时项目二任务五:主轴加工工艺过程设计1) 咨询:组织学生搜集资料内容 2) 决策:督促学生选择表面加工方法、制定加工工艺目的使学生掌握主轴零件的机械加工工艺设计学生掌握车表面加工方法的选择要求 ? 学生掌握机械加工工艺设计分析方法教师准备毛坯、相关机床学生准备复习零件的表面机械加工的方法和机械加工工艺的基础知识。
让同学列举零件表面机械加工的方法和机床,对CA6140主轴零件加工情境导入方法进行分析。
让学生分组讨论,根据各表面加工要求和各种加工方法能达到的经济精步骤度,查《机械制造工艺及设备设计指导手册》根据零件主要表面的加工方法与方案步骤对各个工艺过程方案进行讨论。
步骤方案论证,选取合理方案正确的进行工艺设计,然后相互交流自己对工艺过程设计的理解。
工艺设计是本节课的难点,根据技术要求对实物就加工的演示可以加深步骤学生对内容的理解。
通过学生自主的观察和思考,不同层次的学生又可以有选择地进行学习。
学生分组相互交流设计工艺过程的心得,并派代表发言,最后,教师总结。
设计意图通过交流让学生辨证的认识理论知识对实际应用能力的指导步骤作用,同时也使学生充分表达自己对机械加工工艺方案的体会,展示成果,共同进步。
【相关理论知识】一、机械加工工艺基础1(生产过程和工艺过程, 生产过程:将原材料转变为成品的全过程。
, 工艺过程:改变生产对象的形状、尺寸、相对位置和性质,使其成为成品或半成品的过程。
工艺过程是生产过程的主要部分,其余为辅助过程。
2(工艺过程的组成走刀1 走刀1工步1 工步1工位1 工位1 走刀2 走刀2安装1 安装1 工步2 工步2 走刀1 走刀1工位2 工位2 工序走刀2 工序走刀2安装2 安装22(工艺过程的组成工序:一个或一组工人、同一地点对同一或几个工件连续完成的那一部分工艺过程。
仅供个人参考
车床主轴加工工艺
1. CA6140
车床主轴技术要求及功用
图
1 CA6140
车床的王轴简图
图1为CA6140车床主轴零件简图。
由零件简图可知,该主轴呈阶梯状,其上有安装支承轴
承、传动件的圆柱、圆锥面,安装滑动齿轮的花键,安装卡盘及顶尖的内外圆锥面,联接紧固螺母的螺旋面,通过棒料的深孔等。
下面分别介绍主轴各主要部分的作用及技术要求:
⑴ 支承轴颈主轴二个支承轴颈A、B圆度公差为0.005mm ,径向跳动公差为0.005mm ; 而支承轴颈1 : 12锥面的接触率》70% ;表面粗糙度Ra为0.4mm;支承轴颈尺寸精度为IT5。
因为主轴支承轴颈是用来安装支承轴承,是主轴部件的装配基准面,所以它的制造精度直接
影响到主轴部件的回转精度。
For pers onal use only in study and research; not for commercial use
⑵端部锥孔主轴端部内锥孔(莫氏6号)对支承轴颈A、B的跳动在轴端面处公差为
0.005mm,离轴端面300mm处公差为0.01 mm ;锥面接触率》70%;表面粗糙度Ra为0.4mm ; 硬度要求45~50HRC。
该锥孔是用来安装顶尖或工具锥柄的,其轴心线必须与两个支承轴颈
的轴心线严格同轴,否则会使工件(或工具)产生同轴度误差。
⑶端部短锥和端面头部短锥C和端面D对主轴二个支承轴颈A、B的径向圆跳动公差为
0.008mm ;表面粗糙度Ra为0.8mm。
它是安装卡盘的定位面。
为保证卡盘的定心精度,该
1 *
i'向
Vi it・-ii
圆锥面必须与支承轴颈同轴,而端面必须与主轴的回转中心垂直。
⑷空套齿轮轴颈空套齿轮轴颈对支承轴颈A、B的径向圆跳动公差为0.015 mm。
由于该
轴颈是与齿轮孔相配合的表面,对支承轴颈应有一定的同轴度要求,否则引起主轴传动啮合
不良,当主轴转速很高时,还会影响齿轮传动平稳性并产生噪声。
For pers onal use only in study and research; not for commercial use
⑸螺纹主轴上螺旋面的误差是造成压紧螺母端面跳动的原因之一,所以应控制螺纹的加工
精度。
当主轴上压紧螺母的端面跳动过大时,会使被压紧的滚动轴承内环的轴心线产生倾斜,
从而引起主轴的径向圆跳动。
2. 主轴加工的要点与措施
主轴加工的主要问题是如何保证主轴支承轴颈的尺寸、形状、位置精度和表面粗糙度,主轴
前端内、外锥面的形状精度、表面粗糙度以及它们对支承轴颈的位置精度。
For pers onal use only in study and research; not for commercial use
主轴支承轴颈的尺寸精度、形状精度以及表面粗糙度要求,可以采用精密磨削方法保证。
磨
削前应提高精基准的精度。
保证主轴前端内、外锥面的形状精度、表面粗糙度同样应采用精密磨削的方法。
为了保证外锥面相对支承轴颈的位置精度,以及支承轴颈之间的位置精度,通常采用组合磨削法,在一次装夹中加工这些表面,如图2所示。
机床上有两个独立的砂轮架,精磨在两个工位上进行,工位I精磨前、后轴颈锥面,工位n用角度成形砂轮,磨削主轴前端支承面和短锥面。
图2组合磨削
主轴锥孔相对于支承轴颈的位置精度是靠采用支承轴颈A、B作为定位基准,而让被加工主
轴装夹在磨床工作台上加工来保证。
以支承轴颈作为定位基准加工内锥面,符合基准重合原则。
在精磨前端锥孔之前,应使作为定位基准的支承轴颈A、B达到一定的精度。
主轴锥孔
的磨削一般采用专用夹具,如图3所示。
夹具由底座1、支架2及浮动夹头3三部分组成,两个支架固定在底座上,作为工件定位基准面的两段轴颈放在支架的两个V形块上,V形块镶有硬质合金,以提高耐磨性,并减少
对工件轴颈的划痕,工件的中心高应正好等于磨头砂轮轴的中心高,否则将会使锥孔母线呈
双曲线,影响内锥孔的接触精度。
后端的浮动卡头用锥柄装在磨床主轴的锥孔内,工件尾端插于弹性套内,用弹簧将浮动卡头外壳连同工件向左拉,通过钢球压向镶有硬质合金的锥柄
端面,限制工件的轴向窜动。
采用这种联接方式,可以保证工件支承轴颈的定位精度不受内圆磨床主轴回转误差的影响,也可减少机床本身振动对加工质量的影响。
a)锥堵b)锥套心轴
图3锥堵与锥套心轴
主轴外圆表面的加工,应该以顶尖孔作为统一的定位基准。
但在主轴的加工过程中,随着通
孔的加工,作为定位基准面的中心孔消失,工艺上常采用带有中心孔的锥堵塞到主轴两端孔
中,如图3所示,让锥堵的顶尖孔起附加定位基准的作用。
3. CA6140车床主轴加工定位基准的选择
主轴加工中,为了保证各主要表面的相互位置精度,选择定位基准时,应遵循基准重合、基
准统一和互为基准等重要原则,并能在一次装夹中尽可能加工出较多的表面。
由于主轴外圆表面的设计基准是主轴轴心线,根据基准重合的原则考虑应选择主轴两端的顶
尖孔作为精基准面。
用顶尖孔定位,还能在一次装夹中将许多外圆表面及其端面加工出来,
有利于保证加工面间的位置精度。
所以主轴在粗车之前应先加工顶尖孔。
为了保证支承轴颈与主轴内锥面的同轴度要求,宜按互为基准的原则选择基准面。
如车小端1 : 20锥孔和大端莫氏6号内锥孔时,以与前支承轴颈相邻而它们又是用同一基准加工出
来的外圆柱面为定位基准面(因支承轴颈系外锥面不便装夹);在精车各外圆(包括两个支
承轴颈)时,以前、后锥孔内所配锥堵的顶尖孔为定位基面;在粗磨莫氏6号内锥孔时,又以两圆柱面为定位基准面;粗、精磨两个支承轴颈的 1 : 12锥面时,再次用锥堵顶尖孔定位;
最后精磨莫氏6号锥孔时,直接以精磨后的前支承轴颈和另一圆柱面定位。
定位基准每转换
一次,都使主轴的加工精度提高一步。
4. CA6140车床主轴主要加工表面加工工序安排
CA6140车床主轴主要加工表面是?75h5、?80h5、?90g5、?105h5轴颈,两支承轴颈及大头锥孔。
它们加工的尺寸精度在IT5~IT6之间,表面粗糙度Ra为0.4~0.8mm。
主轴加工工艺过程可划分为三个加工阶段,即粗加工阶段(包括铳端面、加工顶尖孔、粗车外圆等);半精加工阶段(半精车外圆,钻通孔,车锥面、锥孔,钻大头端面各孔,精车外圆等);精加工阶段(包括精铳键槽,粗、精磨外圆、锥面、锥孔等)。
在机械加工工序中间尚需插入必要的热处理工序,这就决定了主轴加工各主要表面总是循着
以下顺序的进行,即粗车T调质(预备热处理)7半精车T精车T淬火-回火(最终热处理)T粗磨T精磨。
综上所述,主轴主要表面的加工顺序安排如下:
外圆表面粗加工(以顶尖孔定位)7外圆表面半精加工(以顶尖孔定位)7钻通孔(以半精加工过的外圆表面定位)7锥孔粗加工(以半精加工过的外圆表面定位,加工后配锥堵)7 外圆表面精加工(以锥堵顶尖孔定位)7锥孔精加工(以精加工外圆面定位)。
当主要表面加工顺序确定后,就要合理地插入非主要表面加工工序。
对主轴来说非主要表面
指的是螺孔、键槽、螺纹等。
这些表面加工一般不易出现废品,所以尽量安排在后面工序进行,主要表面加工一旦出了废品,非主要表面就不需加工了,这样可以避免浪费工时。
但这
些表面也不能放在主要表面精加工后,以防在加工非主要表面过程中损伤已精加工过的主要
表面。
1—弹簧2—钢球3—浮动夹头4 —弹性套内5—支架6—底座
图4磨主轴锥孔夹具
对凡是需要在淬硬表面上加工的螺孔、键槽等,都应安排在淬火前加工。
非淬硬表面上螺孔、
键槽等一般在外圆精车之后,精磨之前进行加工。
主轴螺纹,因它与主轴支承轴颈之间有一定的同轴度要求,所以螺纹安排在以非淬火-回火为最终热处理工序之后的精加工阶段进行,这样半精加工后残余应力所引起的变形和热处理后的变形,就不会影响螺纹的加工精度。
5. CA6140车床主轴加工工艺过程
F表A列出了CA6140车床主轴的加工工艺过程。
生产类型:大批生产;材料牌号:45号钢;毛坯种类:模锻件
表A大批生产CA6140车床主轴工艺过程
仅供个人用于学习、研究;不得用于商业用途。
For personal use only in study and research; not for commercial use.
Nur f u r den pers?nlichen f u r Studien, Forschung, zu kommerziellen Zwecken verwendet werden.
Pour l ' e tude et la recherche uniquement a des fins personnelles; pas a des fins commerciales. TO^bgjD a Jirogefi , KOTOpbie ucno^E3yroTCH g贝刃o6yqeHUE , ucc 贝egoBaH KOMMepqeckux qe 贝ax.
____________ 以下无正文___________。