程序编制1
- 格式:ppt
- 大小:2.75 MB
- 文档页数:32


简述汇编语言程序编制的基本流程和方法下载提示:该文档是本店铺精心编制而成的,希望大家下载后,能够帮助大家解决实际问题。
文档下载后可定制修改,请根据实际需要进行调整和使用,谢谢!本店铺为大家提供各种类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by this editor. I hope that after you download it, it can help you solve practical problems. The document can be customized and modified after downloading, please adjust and use it according to actual needs, thank you! In addition, this shop provides you with various types of practical materials, such as educational essays, diary appreciation, sentence excerpts, ancient poems, classic articles, topic composition, work summary, word parsing, copy excerpts, other materials and so on, want to know different data formats and writing methods, please pay attention!汇编语言程序编制的基本流程和方法引言在计算机科学领域,汇编语言是一种底层编程语言,用于直接操作计算机硬件。
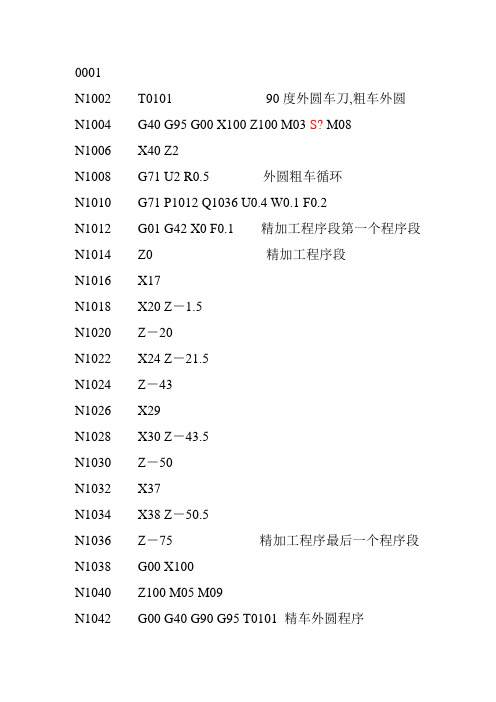
0001N1002 T0101 90度外圆车刀,粗车外圆N1004 G40 G95 G00 X100 Z100 M03 S? M08N1006 X40 Z2N1008 G71 U2 R0.5 外圆粗车循环N1010 G71 P1012 Q1036 U0.4 W0.1 F0.2N1012 G01 G42 X0 F0.1 精加工程序段第一个程序段N1014 Z0 精加工程序段N1016 X17N1018 X20 Z-1.5N1020 Z-20N1022 X24 Z-21.5N1024 Z-43N1026 X29N1028 X30 Z-43.5N1030 Z-50N1032 X37N1034 X38 Z-50.5N1036 Z-75 精加工程序最后一个程序段N1038 G00 X100N1040 Z100 M05 M09N1042 G00 G40 G90 G95 T0101 精车外圆程序N1044 M03 S? M08N1046 X40 Z2N1048 G70 P1012 Q1036 精加工循环N1050 G00 X100 Z100 M05 M09N1052 T0202 切槽刀N1054 G40 G00 G90 G95 X100 Z100 M03 S? M08N1056 X38 Z—50N1058 G01 X22 F0.05N1060 X38 F0.3N1062 Z—49 分两刀切N1064 X22 F0.05N1066 X38 F0.3N1068 G00 X100 Z100 M05 M09N1070 T0303 螺纹刀,车螺纹程序N1072 G40 G90 G95 G00 M03 S? M08N1074 X26 Z—16N1076 G76 P021060 Q100 R0.1 复合螺纹切削循环指令N1078 G76 X22.05 Z—41 R0 P975 Q400 F1.5N1080 G00 X100 Z100 M05 M09N1082 M0200002N1002 T0404 副偏角60度的车刀,粗车外轮廓循环指令N1004 G40 G90 G95 G00 X100 Z100 M03 S? M08N1006 X50 Z2N1008 G73 U2.1 W0 R3 封闭切削循环G73N1010 G76 P1012 Q1026 U0.4 W0 F0.2N1012 G01 X0 F0.1 精加工程序第一程序段N1014 Z0N1016 X45N1018 G03 X47 Z—1 R1N1020 G01 Z—10N1022 G02 X47 Z—30 R15N1024 G01 Z—39N1026 G02 X45 Z—40 R1 精加工程序最后一个程序段N1028 G00 X100N1030 Z100N1032 M05 M09N1034 G40 G90 G95 G00 T0404 精车外轮廓程序N1036 M03 S? M08N1038 X50 Z2N1040 G70 P1012 Q1026 精加工循环N1042 G00 X100 Z100 M05 M09N1044 M00N1046 T0505 内镗孔刀,粗镗内孔轮廓循环指令N1048 G40 G00 G90 G95 X100 Z100 M03 S? M08N1050 Z0N1052 G71 U2 R0.5N1054 G71 P1056 Q1066 U0.4 W0.1 F0.2 内孔粗镗循环N1056 G01 X35.5 Z2 F0.1 精加工程序第一程序段N1058 X30 Z—20N1060 X22N1062 X20 Z—21N1064 Z—35N1066 X0 精加工程序最后一个程序段N1068 G00 Z100N1070 X100 M05 M09N1072 G00 G40 G90 G95 X100 Z100 M03 S? M09 T0505精镗内孔循环程序N1074 X0 Z0N1076 G70 P1056 Q1066 精镗内孔循环N1078 G00 Z100N1080 X100 M05 M09N1082 M0200003N1002 T0101 粗车外轮廓程序N1004 G40 G90 G95 G00 X100 Z100 M03 S? M08N1006 X30 Z2N1008 G71 U2 R0.5 外轮廓粗车循环N1010 G71 P1012 Q1018 U0.4 W0.1 F0.2N1012 G01 X35.25 Z—19 F0.1精加工程序第一程序段N1014 Z—20N1016 X47N1018 Z—50 精加工程序最后一个程序段N1020 G00 X100N1022 Z100 M05 M09N1024 G40 G90 G95 G00 T0404N1026 M03 S? M08N1028 X30 Z2N1030 G70 P1012 Q1018 精车外轮廓循环N1032 G00 X100N1034 Z100 M05 M09N1036 M00N1038 T0505 粗镗内孔程序N1040 G40 G90 G95 G00 X100 Z100 M03 S? M08N1042 X50 Z2N1044 G71 U2 R0.5 粗镗内孔循环N1046 G71 P1048 Q1054 U0.4 W0.1 F0.2N1048 G01 X22 Z0 F0.1 精加工程序第一程序段N1050 X20 Z—1N1052 Z—20N1054 X0 精加工程序最后一个程序段N1056 Z100N1058 X100 M05 M09N1060 G40 G90 G95 G00 T0505N1062 M03 S? M08N1064 X50 Z2N1066 G70 P1048 Q1054 精加工循环N1068 Z100N1070 X100 M05 M09N1072 T0707 内切槽刀,内切槽刀程序N1074 G90 G95 G00 X100 Z100 M03 S? M08N1076 X0 Z0N1078 Z—20N1080 G01 X25 F0.05N1082 X0 F0.2N1084 G00 Z100N1086 X100 M05 M09N1088 M0200004N1002 T0505N1004 G40 G90 G95 G00 X100 M03 S? M08N1006 X0 Z0N1008 G71 U2 R0.5N1010 G71 P1012 Q1022 U0.4 W0.1 F0.2N1012 G01 X32 F0.1N1014 X30 Z—1N1016 Z—7N1018 X24N1020 X21 Z—8.5N1022 Z—26N1024 G00 X0N1026 Z100N1028 X100 M05 M09N1030 G40 G90 G95 G00 T0505N1032 X0 Z0N1034 G70 P1012 Q1022N1036 G00 X0N1038 Z100N1040 X100 M05 M09N1042 T0606N1044 G40 G90 G95 G00 X100 Z100 M03 S? M08N1046 X22 Z0N1048 G76 P021060 Q100 R0.1 复合螺纹切削循环指令N1050 G76 X22.05 Z—28 P975 Q400 F1.5N1052 G00 X0N1054 Z100N1056 X100 M05 M09N1058 M02。
数控车床的程序编制习题一判断题1.圆弧插补中,对于整圆,其起点和终点相重合,用R编程无法定义,所以只能用圆心坐标编程。
()2.圆弧插补用半径编程时,当圆弧所对应的圆心角大于180º时半径取负值。
()3.车削中心必须配备动力刀架。
()4.X坐标的圆心坐标符号一般用K表示。
()5.数控车床的特点是Z轴进给1mm,零件的直径减小2mm。
()6.数控车床刀架的定位精度和垂直精度中影响加工精度的主要是前者。
()7.数控车床加工球面工件是按照数控系统编程的格式要求,写出相应的圆弧插补程序段。
()8.子程序的编写方式必须是增量方式。
( )9.数控车床的刀具功能字T既指定了刀具数,又指定了刀具号。
()10.数控机床的编程方式是绝对编程或增量编程。
()11.数控机床用恒线速度控制加工端面、锥度和圆弧时,必须限制主轴的最高转速。
()12.螺纹指令G32 X41.0 W-43.0 F1.5是以每分钟1.5mm的速度加工螺纹。
()13.车床的进给方式分每分钟进给和每转进给两种,一般可用G94和G95区分。
()14.数控车床可以车削直线、斜线、圆弧、公制和英制螺纹、圆柱管螺纹、圆锥螺纹,但是不能车削多头螺纹。
()15.数控车床的刀具补偿功能有刀尖半径补偿与刀具位置补偿。
()16.外圆粗车循环方式适合于加工棒料毛坯除去较大余量的切削。
()17.固定形状粗车循环方式适合于加工已基本铸造或锻造成型的工件。
()18.绝对值方式是指控制位置的坐标值均以机床某一固定点为原点来计算计数长度。
()19.增量值方式是指控制位置的坐标是以上一个控制点为原点的坐标值。
()20.无论是尖头车刀还是圆弧车刀都需要进行刀具半径补偿。
()21.车刀刀尖圆弧增大,切削时径向切削力也增大。
()22.数控机床编程有绝对值和增量值编程,使用时不能将它们放在同一程序段中。
()23.子程序的编写方式必须是增量方式。
()24.数控车床加工球面工件是按照数控系统编程的格式要求,写出相应的圆弧插补程序段。
编制程序(一)在此阶段内需要完成的工作比较多,这些工作包括:(1)按照产品创意制定出程序的总体结构或流程图,以便使产品能够全面表达创意所要求达到的目的。
(2)在此基础上将整个程序结构分解为各个模块(文字模块,图形、图像、动画、电影音乐等的模块,以及程序模块,等等)。
(3)根据各模块所要表达的内容分别制作每个模块。
如:文字模块要录入编写好的文字;图形、图像、动画、电影、音乐模块要利用制作好的相应素材文件进行制作;程序模块要先在纸上编写好程序语句,然后输入到相应的模块内。
(4)进行程序调试:完成了上述3步工作以后,一个多媒体产品的原型已经基本构成,这时可对它进行演示运行,对不满意的地方进行修改。
要反复地运行演示和修改,直到满意为止。
下面,我们将按照上述的四个步骤对“河内塔问题”进行编程工作。
具体实施如下:一、编制产品的流程图由于我们预定选择了Authorware作为编程软件,因此我们首先必须参照Authorwre的编程特点和产品创意的构想,来编制产品的总体流程图。
现在,将我们所编制的产品总体流程图表示在下面。
其中有些模块具有比较复杂的结构,在制作Authorware流程图时需要予以特殊的考虑。
二、设计产品的主流线图(第一层)有了产品流程图以后,接着我们就可以制作Authorware的流线图了。
打开编程软件Authorware,参照产品流程图在Authorware的主流线图(第一层或Level1)上设置如下图所示的工具图标,并给图中的每个工具图标都起一个名字。
图中:(1)显示标题和游戏规则的图标:为了使显示标题和游戏规则的页面生动活泼,我们将“河内塔问题”标题字样用运动文字表示,并且让这个显示页面在用鼠标单击它时自动擦除。
为完成这任务,我们使用了映射图标,并命名为MovingWords。
其中所包含了若干个工具图标,这些图标我们将留在第二层流线图部分详述。
(2)初始化工具图标:这是一个包含程序语句的计算工具图标,并将其命名为V alubilities。