石墨舟使用寿命与形貌
- 格式:pptx
- 大小:600.25 KB
- 文档页数:5
PECVD石墨舟维护规程石墨舟使用达到一定次数,石墨舟表面及氮化硅层严重影响整舟均匀性和使用寿命,为保证PECVD产品表面颜色均匀,特制定本规程。
本规程适用于石墨舟清洗、烘干、镀舟及表面处理。
一、石墨舟清洗、烘舟1.清洗槽配酸比例:纯水加到25CM高(约168L),加入HF4瓶(16L),开鼓泡5分钟。
2.补酸:每洗完一次石墨舟后向酸槽中加入2LHF保证槽中HF酸浓度,开鼓泡5分钟。
注:加酸、补酸操作时必须穿戴好防服用品,保证安全操作。
3.洗舟:泡酸:将待洗石墨舟拆下电极叉,并将舟石墨螺母拧松放入空槽中,将另一侧酸液抽到放好舟的槽中,检查液位必须完全淹住石墨舟。
根据舟的使用次数必须在酸槽中放置6~10小时,待石墨舟表面黄色氮化硅完全被酸分解,可以将槽中的酸液抽到另外一侧。
为提高洗舟效率可在准备抽酸前,将其他待洗石墨舟放入另一侧,当酸抽入时补酸后继续循环洗舟。
如与漂洗时间冲突时可延长泡酸时间。
漂洗:待洗舟槽中酸液抽完后,打开排液阀并打开喷淋阀,冲洗1小时后关闭排酸阀,当纯水液位到槽溢流位时关闭喷淋阀并打开鼓泡阀。
当舟在纯水中漂2小时后,关闭鼓泡阀并打开排水阀,将槽中纯水全部排完后关闭排水阀并打开进水阀,当液位到达淹没到石墨舟后将进水阀关闭,继续漂洗6小时以上。
当完成以上时间后将槽中纯水排干净,将石墨舟提出用气枪将石墨舟表面水份吹干。
注:吹时注意气流方向必须与石墨舟极板保持平衡,吹气角度不得大于45度,防止因气压过大造成极板损坏。
4.烘舟:烘箱温度设定为120度,将待烘石墨舟放入烘箱,关好箱门打开加温开关,保持烘舟12小时以上。
注:在烘舟中途不允许关闭加温和打开箱门。
烘箱每半月用吸尘器将内部吸干净,内部腐蚀严重时必须使用酒精擦拭干净才能使用。
二、表面处理当石墨舟使用和清洗到一定次数后表面开始出现凹坑,严重影响到产品表面均匀性和石墨舟使用寿命,为保证使用效果特规定石墨舟在清洗后必须进行表面磨光处理。
将烘干降温的石墨舟送到指定维护地点拆散,在磨光处理前用专用工具将工艺卡点拆下,待磨完后装上工艺卡点(注意调整卡点磨损方向,卡点磨损严重时必须更换),完成以上步骤后按方向装好石墨舟送回车间。

1. 目 的:规范石墨舟的使用全过程。
2. 适用范围:石墨舟的申购、使用、维护和报废。
3. 职 责:由设备部门负责管理。
4. 内 容:Centrotherm 管式PECVD 石墨舟。
4.1石墨舟的申购4.1.1为了保证正常的生产,生产线必须保有一定数量的石墨舟,(4管/台的配8只石墨舟,3管/台配6只石墨舟)。
一条新的生产中心配全石墨舟后由设备中心移交给生产中心,有各生产中心自己负责保管。
新设备进厂配备一定数量的石墨舟以供设备调试之用,通常每个炉管配备一只石墨舟,剩余的石墨舟由设备部门负责申购。
4.1.2石墨舟在使用过程中会有部分的石墨片会损坏,由设备部门负责记录并负责及时申购;对于人为损坏的石墨舟或舟片在申请增补时,由各中心提出申请有部门最高领导签字才能领取新的石墨舟或舟片,石墨舟维护人员负责安装;对于设备损坏的石墨舟或舟片在申购增补时必须有部门最高领导签字才能申请购买。
4.1.3石墨舟使用寿命快到期的前2个月由设备部门负责统计报废舟的数量,申购报废数量的石墨舟,并全程跟踪采购进度。
4.2 石墨舟的使用4.2.1新的石墨舟入库后由设备人员负责开箱,并检验石墨舟的完好情况,发现损坏立即照相并通知物料部相关人员联系厂家。
检验合格后给石墨舟编号,并建立使用档案 ,随后通知生产中心领取。
具体使用方法见《管式PECVD 设备操作规程》。
4.2.2 石墨舟编号定义: 4.2.2.1 编号方法说明J 1 –4.2.2.2石墨舟编号统一编写在石墨电极侧,石墨舟片由里到外依次编刻1-13。
4.2.2.3 石墨舟损坏后有新配片投入使用,必须在舟片刻上投入生产的日期,以便跟踪。
4.2.3 生产中心拥有舟的数量为4管/台的配8只石墨舟,3管/台配6只石墨。
设备部门拥有舟的数量为设备台数X2,用于清洗维护周转和备用。
4.2.4 设备部门每天下班前1.5小时把每天超时要清洗的石墨舟编号交给各中心工序长,工序长下班前必须把超时的石墨舟送至石墨舟清洗处,同时领取相同数量的石墨舟做预处理。
Pecvd石墨舟工艺维护方法最佳答案1,批次与批次之间不满舟如何?不满舟会有什么结果?上一批不满一舟用下一批次填满,并分别记录区分开来。
不满舟进行工艺,没有硅片的舟片上会沉积SIN膜,石墨舟物理性质下降,会产生红片,色差片等。
2,一区二区流程卡如何对接,数量如何确认?刻蚀通过传送箱流入的合格品,当场清点数量即可。
3,石墨舟工艺要求的清洗周期、刻蚀周期?预处理的方式有几种不同?预处理不合格返工片多如何处理?石墨舟运行120-150次需刻蚀,刻蚀满6次需清洗预处理方式预处理方式:NEW BOAT PRZ 新舟插上硅片预处理AFTETCH PRZ 舟刻蚀后没插硅片预处理AFTETCH PRZ 舟刻蚀后插硅片预处理预处理后返工片多,加工艺时间,若还不行,需进行拆洗。
4,刻蚀、清洗、预处理的整个流程?当石墨舟运行120-150次:满6次刻蚀-拆洗-烘干-预处理不满6次刻蚀-刻蚀-预处理5,色差片产生的几种原因?清洗、刻蚀工序减薄量不稳定石墨舟物理性质下降(SIN沉积过多)镀膜时间不同微波峰值不稳定(设备原因)6,色斑批片产生的原因?硅片表面清洗不干净扩散间偏磷酸滴漏清洗、刻蚀、风刀没吹干或堵塞7,检验标准?(色差、色斑片的判定标准)以QC为准8,每台机的石墨舟配置标准?小车的配置是怎样的?每台机石墨舟标准配置7个,为正常轮转生产,小车配置4个。
9,为什么会出现舟浆分离?石墨舟电极放反,SLS浆在炉管中较长时间未出,导致变形,检查要到位,及时观察。
10,镀膜的整个过程。
工艺开始-充氮-进舟-浆降至低位-浆在低位退出-管内抽真空并进行管内压力测试-通过高频电源用NH3预清理和检查-清洗管路-测漏-恒温-高频电源用NH3预清理-镀膜-结束镀膜-抽真空及测试压力-清洗管路-将管内剩余NH3、SH4抽走、防止与空气接触爆炸-充氮-浆在低位进入炉内-SLS移至高位-退舟-结束工艺12,备用舟的管理。
一条线总共20个舟,14个生产,6个备用,备用舟不使用时应保存在相应的石墨舟柜内。
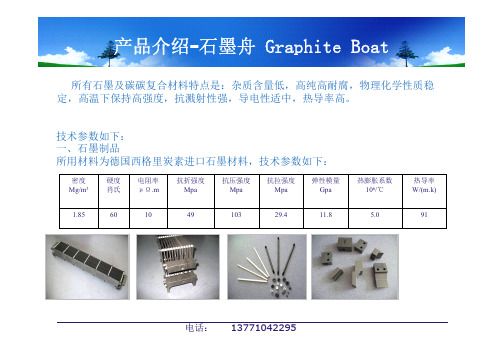
产品介绍-石墨舟 Graphite Boat 所有石墨及碳碳复合材料特点是:杂质含量低,高纯高耐腐,物理化学性质稳定,高温下保持高强度,抗溅射性强,导电性适中,热导率高。
技术参数如下:一、石墨制品所用材料为德国西格里炭素进口石墨材料,技术参数如下:密度Mg/m3硬度肖氏电阻率μΩ.m抗折强度Mpa抗压强度Mpa抗拉强度Mpa弹性模量Gpa热膨胀系数106/℃热导率W/(m.k)1.8560104910329.411.8 5.091产品介绍-石墨舟 Graphite Boat江松科技同时也为客户提供各类石墨、C/C框设备的保养和维护,配件调整与更新。
我们的产品质量和服务品质为业界所认可。
江松科技石墨舟产品优势1.高精度的机械加工设备和良好的工艺流程,有力的保证了石墨舟的基本尺寸和良好的外观。
2.用进口高纯石墨材料制作,杂质含量低,长期在高温下使用不变形。
3.陶瓷组装件采用99.7陶瓷,进口材质,防腐蚀性能强,不易爆裂。
产品介绍-石墨舟 Graphite Boat 石墨舟根据设备和工艺的要求, 规格如下(125mm&156mm):类别规格备注125mm*125mm 156mm*156mm单晶/多晶13 片进口高纯石墨,可用于进口和国产PECVD设备15 片17片19 片13片(125mm&156mm)19片(125mm&156mm)产品介绍-石墨舟 Graphite Boat石墨舟Layout产品介绍-石墨舟 Graphite Boat石墨舟相关配件本公司在供应石墨舟的同时,提供石墨舟消耗用的零配件,以及提供修改工艺点的服务.类别名称规格备注照片125型(125mm*125mm)125石墨舟边片125石墨舟中间片156型(156mm*156mm)156石墨舟边片156石墨舟中间片石墨螺杆陶瓷螺杆M6*215采用高纯石墨,高纯陶瓷材料M6*190M6*275M8*215M8*190M8*160M8*245石墨螺帽石墨螺母M6 M8陶瓷管工艺点可修复工艺点。
石墨舟镀舟的作用石墨舟镀舟是一种常见的表面处理技术,通过在船体表面镀上一层石墨膜,可以起到防腐、防污、增强船体强度等多种作用。
下面将详细介绍石墨舟镀舟的作用。
石墨舟镀舟能够有效防止船体腐蚀。
船舶常常在海水中航行,长时间的浸泡和暴晒容易导致船体腐蚀。
而石墨舟镀舟可以形成一层坚硬的保护层,有效阻隔海水的侵蚀,延长船体使用寿命。
石墨舟镀舟还能够防止船体污染。
在航行过程中,船舶表面容易附着各种污物,如海藻、藤壶、贝壳等。
这些污物不仅影响船体的外观,还会增加船舶的阻力,降低航行速度。
而石墨舟镀舟可以形成一层光滑的表面,减少污物的附着,保持船体的清洁,提高航行效率。
石墨舟镀舟还能够增强船体的强度。
船舶在航行过程中会受到各种力的作用,如波浪冲击、舵机力、重物冲击等。
而石墨舟镀舟可以形成一层坚硬的保护层,增加船体的抗冲击能力,提高船舶的安全性和稳定性。
石墨舟镀舟还具有降低摩擦阻力的作用。
在船舶航行过程中,摩擦阻力是影响船舶速度的重要因素之一。
而石墨舟镀舟可以减少表面的粗糙度,降低船体与水的摩擦力,提高船舶的速度和燃油利用率。
石墨舟镀舟还可以提高船体的耐候性。
船舶在航行过程中会受到太阳辐射、风雨侵蚀等自然因素的影响,容易引起船体表面的老化和褪色。
而石墨舟镀舟可以形成一层耐候性强的保护层,减缓船体老化的速度,延长船体的使用寿命。
石墨舟镀舟还能够提高船舶的外观质量。
船舶作为一种交通工具,其外观质量直接影响到船舶的形象和价值。
而石墨舟镀舟可以形成一层光滑、亮丽的表面,提升船舶的外观质量,增加其价值和吸引力。
总结起来,石墨舟镀舟具有防腐、防污、增强船体强度、降低摩擦阻力、提高耐候性和美观等多种作用。
通过采用石墨舟镀舟技术,可以有效保护船体,延长船舶使用寿命,提高船舶的性能和价值。
因此,在船舶制造和维护过程中,石墨舟镀舟是一种非常重要的技术和工艺。
石墨舟镀舟的作用
石墨舟镀舟是一种常见的表面处理技术,它通过在舟体表面形成一层石墨薄膜,起到保护舟体、增强舟体硬度和减少摩擦的作用。
下面将从三个方面详细介绍石墨舟镀舟的作用。
第一,保护舟体。
舟体经过一段时间的使用,会因为摩擦、氧化等原因出现表面磨损和腐蚀。
石墨舟镀舟能够在舟体表面形成一层坚硬的石墨薄膜,有效防止舟体与外界环境的直接接触,减少磨损和腐蚀的发生。
同时,石墨薄膜还能够抵御一些化学物质的侵蚀,延长舟体的使用寿命。
第二,增强舟体硬度。
石墨舟镀舟后,舟体表面的硬度会有所提高。
石墨薄膜具有良好的硬度和耐磨性,能够有效增加舟体的抗压能力和耐磨性。
在舟体遭受外部冲击或摩擦时,石墨舟镀舟能够起到保护的作用,有效避免舟体的变形或损坏。
第三,减少摩擦。
舟体在水中行驶时,会受到水流的阻力和摩擦力的影响,影响舟体的速度和稳定性。
石墨舟镀舟能够减少舟体与水流之间的摩擦,提高舟体的流线型,降低阻力,使舟体更加顺畅地行驶。
同时,石墨薄膜还具有良好的自润滑性,能够减少舟体与水流之间的黏附,进一步降低摩擦。
石墨舟镀舟在舟体的保护、硬度增强和摩擦减少等方面发挥着重要
的作用。
通过形成一层坚硬的石墨薄膜,石墨舟镀舟能够有效防止舟体的磨损和腐蚀,延长舟体的使用寿命;同时,石墨薄膜还能够增加舟体的硬度和耐磨性,提高舟体的抗压能力和耐用性;此外,石墨舟镀舟还能够减少舟体与水流之间的摩擦,提高舟体的流线型,降低阻力,使舟体更加顺畅地行驶。
因此,在舟体制造和维护中,石墨舟镀舟是一种重要的表面处理技术,具有广泛的应用前景。
exact深圳市捷佳伟创微电子设备有限公司Shenzhen S.C Exact Equipment Co., Ltd石墨舟清洗、饱和工艺说明书一、清洗工艺:1、配液:HF浓度大约为15%~20%。
2、酸洗:酸浸泡6~8 小时,每1小时设定鼓泡5~6分钟。
3、水洗:用清水透,3~4小时,常时间不停地鼓泡,每1小时换水一次。
(用PH试纸测试,无酸中和后将清水排掉。
)4、吹扫:用N2或CAD将石墨舟表面水分吹扫。
5、烘干:烘箱设定温度100℃~150℃,烘干时间一般为8~10小时。
二、烘舟工艺:(附图为右手机烘舟工艺,为外控温)三、饱和后异常现象:1、陶瓷杆灼伤痕迹2、局部外层灼伤痕迹以上两种异常灼伤现象都是由饱和工艺温度过高引起,建议将其局部温度减少30~40度,由于饱和工艺时间周期较长,如果温度设定太高的话,石墨舟就会被灼伤。
串级控温的设备做饱和工艺时温度设定为:炉口440、430、420、420、420炉尾。
一般情况下,外控温的设备做饱和时温度设定为:炉口460、450、440、440、440炉尾。
(外控温要根据实际拉恒温区温度来设定,建议温度不宜过高。
)四、色差片分析1、石墨舟卡点损坏:石墨舟卡点使用寿命一般为3~5个月,当大量产生色差片,更改清洗、饱和工艺后,都无明显改善,请及时更换石墨舟卡点。
2、石墨舟与电极杆接触不好:应定期检查石墨舟与电极杆接触的位置,检查电极头是否灼伤、变形,石墨舟电极孔也应定期用干燥的无尘布擦抹。
3、石墨舟损坏:检查石墨舟陶瓷杆、石墨杆螺母是否松动,检查石墨舟舟片是否损坏。
4、管内碎片:管内有大量的碎片也会产生许多色差片,它会导致管内气体流通障碍,影响其均匀性,有时还会导致石墨舟瞬间短路,建议一个星期清理一次炉管碎片。