夹紧装置及夹紧力
- 格式:pdf
- 大小:2.78 MB
- 文档页数:24

夹紧力三要素
1、夹紧力的方向
( 1 )夹紧力的方向应有助于定位,不应破坏定位。
( 2 )夹紧力的方向应方便装夹和有利于减小夹紧力,最好与切削力、重力方向一致。
2、夹紧力的大小
夹紧力的大小必须适当。
过小,工件在加工过程中发生移动,破坏定位;过大,使工件和夹具产生夹紧变形,影响加工质量。
3 、夹紧力作用点
夹紧力的作用点应落在支承元件上,工件刚性好的部位上、靠近加工面。
夹紧装置的设计与选用是否正确、合理,直接影响工件的加工精度、表面粗糙度和加工时间,影响生产率、劳动强度等。
因此,夹紧装置必须满足下列基本要求:
1、夹紧必须保证定位准确可靠,而不能破坏定位。
2、夹紧力大小要可靠和适当。
工件和夹具的夹紧变形必须在允许的范围内。
3、操作安全、方便、省力,具有良好的结构工艺性,便于制造,方便使用和维修。
4、夹紧机械必须可靠。
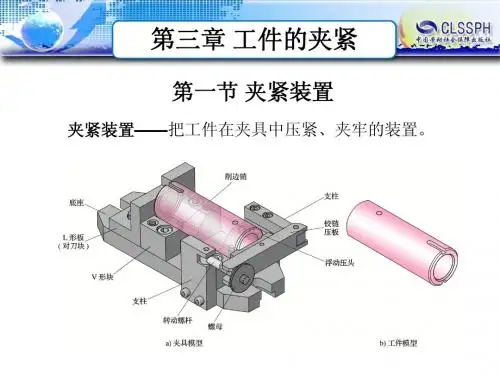

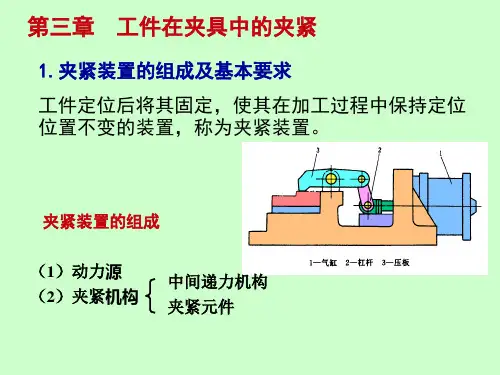
第七节夹紧装置的组成和基本要求
一、夹紧装置的组成
夹紧装置的种类很多,但其结构均由两部分组成。
1.动力装置——产生夹紧力
机械加工过程中,要保证工件不离开定位时占据的正确位置,就必须有足够
的夹紧力来平衡切削力、惯性力、离心力及重力对工件的影响。
夹紧力的来源,一是人力;二是某种动力装置。
常用的动力装置有:液压装置、气压装置、电磁装置、电动装置、气—液联动装置和真空装置等。
2.夹紧装置——传递夹紧力
要使动力装置所产生的力或人力正确地作用到工件上,需有适当的传递机构。
在工件夹紧过程中起力的传递作用的机构,称为夹紧机构。
夹紧机构在传递力的过程中,能根据需要改变力的大小、方向和作用点。
手动夹具的夹紧机构还应具有良好的自锁性能,以保证人力的作用停止后,仍能可靠地夹紧工作。
图1-51是液压夹紧的铣床夹具。
其中,液压缸4、活塞5、活塞杆3等组成了液压动力装置,铰链臂2和压板1等组成了铰链压板夹紧机构。
二、对夹紧装置的基本要求
1)夹紧过程中,不改变工件定位后占据的正确位置。

工件夹紧的三要素工件夹紧是加工过程中常用的一种固定工件的方法,它是指通过夹具等装置将工件牢固地固定在加工设备上,以确保加工过程中工件的位置和姿态保持稳定。
工件夹紧的三要素,即夹紧力、夹紧方式和夹紧位置,在工件夹紧中起着至关重要的作用。
一、夹紧力夹紧力是指夹具对工件施加的压力或力矩,它对保持工件的位置和姿态起着至关重要的作用。
夹紧力的大小直接影响到工件在加工过程中的稳定性和精度。
夹紧力过小会导致工件在加工过程中发生位移或变形,从而影响加工精度;夹紧力过大则容易引起工件变形或损坏。
因此,在确定夹紧力时,需要根据工件的材料、尺寸和加工要求等因素进行合理的选择和控制。
二、夹紧方式夹紧方式是指夹具对工件施加夹紧力的方式。
常见的夹紧方式包括机械夹紧、液压夹紧和气动夹紧等。
机械夹紧是通过机械装置,如螺纹、卡盘等实现对工件的夹紧;液压夹紧是利用液压系统的高压液体对夹具施加压力,从而实现对工件的夹紧;气动夹紧则是利用气动系统的气体对夹具施加压力,实现对工件的夹紧。
不同的夹紧方式适用于不同的工件和加工要求,选择合适的夹紧方式可以提高夹紧效果和加工精度。
三、夹紧位置夹紧位置是指夹具对工件施加夹紧力的作用点和作用面。
夹紧位置的选择与工件的形状、尺寸和加工方式等因素有关。
通常情况下,夹紧力应该施加在工件的刚性部位,以避免工件变形或损坏。
同时,夹紧位置的选择还应考虑到工件的加工要求,以确保加工过程中工件的稳定性和精度。
在实际应用中,常用的夹紧位置有中心夹紧、端面夹紧、侧面夹紧等。
工件夹紧的三要素是夹紧力、夹紧方式和夹紧位置。
合理选择和控制这三个要素,可以确保工件在加工过程中的稳定性和精度,提高加工效率和加工质量。
在实际应用中,需要根据工件的特点和加工要求,结合夹具的类型和性能,进行合理的夹紧设计和操作,以达到最佳的夹紧效果。
同时,还需要定期检查和维护夹具,确保其正常工作和长期稳定性。
只有这样,才能有效地保证工件的加工质量和生产效率。
夹紧力作用力点应夹紧力是指夹紧装置或夹具用于紧固工件所施加的力。
夹紧力的作用力点应当位于被夹工件的设计强点上,以确保夹紧的安全可靠。
夹紧力的作用力点应当满足以下要求:1.位于被夹工件的设计强点上。
在设计工件时,通常会确定工件的强点和弱点。
夹紧力的作用力点应当位于工件的强点上,以确保夹紧的安全可靠。
如果夹紧力作用于工件的弱点,可能会导致工件变形、断裂或夹紧失效。
2.位于工件的稳定部位上。
夹紧力作用力点应该位于工件的稳定部位上,以防止工件因夹紧力的作用而发生移动或变形。
如果夹紧力作用点位于工件的不稳定部位上,可能会导致工件在夹紧过程中发生移动、变形或滑动,从而影响夹紧的稳定性。
3.与夹紧力方向垂直。
夹紧力的作用力点应当与夹紧力的作用方向垂直。
这是因为夹紧力是直线力,其作用方向垂直于作用面。
如果夹紧力的作用力点与作用方向不垂直,可能会导致夹紧力不均匀分布,从而影响夹紧的稳定性和安全性。
4.与夹紧力大小相适应。
夹紧力的作用力点应当能够承受夹紧力的大小。
如果夹紧力的作用力点不能承受夹紧力的大小,可能会导致工件变形、断裂或夹紧失效。
5.考虑工件的材质和形状。
夹紧力的作用力点应当考虑工件的材质和形状。
不同材质和形状的工件对夹紧力的要求不同。
例如,对于脆性材料,夹紧力的作用力点应当位于工件的强点,以避免工件的断裂。
对于不规则形状的工件,夹紧力的作用力点应当位于工件的平衡点,以确保夹紧的稳定性和安全性。
综上所述,夹紧力的作用力点应当位于被夹工件的设计强点上,并满足工件的稳定性和安全性要求。
夹紧力的作用力点的选择应当综合考虑工件的材质、形状和夹紧力的大小。
绳子夹紧机构绳子夹紧机构是一种常见的机械装置,用于夹紧绳子或线缆,以便固定或控制物体的位置。
它通常由绳索、滑轮和夹紧装置组成,可以实现对绳子的拉力调节和固定。
绳子夹紧机构的设计原理是通过滑轮和夹紧装置的协同作用,实现对绳子的夹紧和释放。
滑轮是夹紧机构中关键的组成部分,它可以改变绳子的方向,并增加夹紧力的作用。
滑轮通常由一个或多个轮辋组成,轮辋上有凹槽用于固定绳子。
绳子通过滑轮的凹槽,形成绕轮的圈数,从而增加摩擦力,使绳子夹紧。
当绳子被夹紧后,夹紧装置会固定滑轮,防止绳子松动。
夹紧装置的设计根据具体需求可以有多种形式,常见的有手动夹紧装置和自动夹紧装置。
手动夹紧装置通常由一个手柄和一个夹紧器组成,通过手柄的旋转来实现对绳子的夹紧和释放。
自动夹紧装置则可以根据外部的力或信号自动调节绳子的夹紧力。
绳子夹紧机构的应用非常广泛。
在建筑工地上,它可以用于固定脚手架和吊篮,确保工人的安全。
在运动器械中,它可以用于调节绳子的张力,提高训练效果。
在舞台灯光系统中,它可以用于固定灯具和电缆,保证舞台秩序和安全。
然而,绳子夹紧机构也存在一些问题和注意事项。
首先,夹紧力的大小需要根据实际需求进行调节,过小会导致绳子松动,过大则可能损坏绳子或夹紧装置。
其次,夹紧机构在使用过程中需要定期检查和维护,确保其正常运行。
另外,由于绳子夹紧机构通常采用摩擦力来实现夹紧,因此在长时间使用或高频率使用时,可能会出现磨损和热量积累的问题,需要注意防止过热和损坏。
总的来说,绳子夹紧机构是一种常见且实用的机械装置,可以在各种场合中发挥重要作用。
通过合理设计和使用,可以实现对绳子的夹紧和固定,提高工作效率和安全性。
在未来的发展中,可以进一步改进夹紧机构的性能和可靠性,以满足不同领域的需求。