牧野火花机编程手册
- 格式:docx
- 大小:201.69 KB
- 文档页数:46
LO目的
做模具必要的机械设备,用于模具打铜工。
2.0范围
此指导书做模具生产一线的所有人员。
3.0定义
无
4.0职责
部门主管:负责督导和检查工作。
生产人员:自觉遵守本操作指导书。
5.0工作程序
1先开户全机的总电源开关旋转至开的位置。
2按下速键,开户数控电脑。
3等显示器荧幕上出现主目录页后。
4再将电控箱面板上紧急停止开关和加工槽上紧急停止开关同时旋开(右旋)
5电压表有24V电压后,再按下叵灯键,启动Z轴伺服马达。
6选择主目录中“1”,进入“电子尺”页。
7最后按下键盘上RST键(左下角),清除显示器荧幕上“紧急停止”警告。
8显示荧幕上“紧急停止”警告消失,则本机已开机完成。
9装上工件校表。
然后碰数、分中、移数、检验数据确认无误后开始加工。
加工完成,关电源,清洁机床离开。
6.0相关表单
7.0参考文件
8.0附录。
牧野机床参数说明书一、前言牧野机床是一家专注于研发、生产和销售高精度数控机床的企业。
参数说明书是为了让用户更加了解牧野机床产品的性能特点,从而更好地选择和使用机床。
本文将详细介绍牧野机床的参数,包括主要技术指标、结构特点和适用范围等。
二、主要技术指标1. 精度要求:牧野机床以高精度著称,其加工精度可达到微米级别。
在加工过程中,牧野机床保证了高度稳定的加工质量,确保了产品的精度要求。
2. 主轴转速:牧野机床具备高速主轴,转速范围广泛,能满足不同材料和工艺的加工需求。
3. 加工尺寸范围:牧野机床的加工尺寸范围宽广,能满足不同尺寸产品的加工需求。
同时,机床具备高刚性结构,能够保证在大尺寸加工时的稳定性和精度。
4. 进给速度:牧野机床的进给速度快,可实现高效率的加工,提高生产效益。
5. 控制系统:牧野机床采用先进的数控系统,具备高速、高精度的运动控制能力,能够实现复杂零件的加工和多种工艺的自动化控制。
6. 功率要求:牧野机床的功率适中,既能满足加工需求,又能节约能源,提高生产效率。
三、结构特点1. 基床:牧野机床的基床采用高刚性材料制造,具备良好的抗震性和稳定性。
同时,基床的设计经过优化,能够有效吸收加工过程中的振动,提供稳定的工作环境。
2. 主轴系统:牧野机床的主轴系统采用精密轴承和先进的冷却系统,确保主轴的高速运转和稳定性。
同时,主轴系统具备自动换刀功能,能够实现多种工艺的快速切换。
3. 进给系统:牧野机床的进给系统采用精密的滚珠丝杠和高精度的伺服电机,能够实现高速、高精度的进给运动。
同时,进给系统具备快速移动功能,提高了工作效率。
4. 控制系统:牧野机床的控制系统采用先进的数控技术,具备强大的功能和稳定的性能。
用户可以通过触摸屏操作界面,实现各种加工参数的调整和监控。
5. 保护系统:牧野机床具备完善的安全保护系统,包括紧急停机按钮、过载保护、断电保护等功能,保障了操作人员和机床的安全。
四、适用范围牧野机床广泛适用于各种行业的加工需求,包括航空航天、汽车制造、模具制造、电子设备等。

牧野加工中心说明书内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.牧野加工中心安全操作规程一、机床通电开启后,注意事项如下:1、机床通电后,检查各开关、按钮是否正常、灵活,机床有无异常现象;2、检查电压、油压、气压是否正常,有手动润滑的部位先要进行手动润滑;3、机床开启后,各坐标轴手动回参考点(机床原点)。
若某轴在回参考点位置前已处在零点位置,必须先将该轴移动到距离原点100mm以外的位置,再进行手动回参考点或在此位置控制机床往行程负向移动,使其回参考点;4、在进行工作台回转交换时,台面上、护罩上、导轨上不得有异物;5、NC程序输入完毕后,应认真校对、确保无误。
其中包括代码、指令、地址、数值、正负号、小数点及语法的查对;6、按工艺规程安装找正好夹具;7、正确测量和计算工件坐标系,并对所得结果进行验证和验算;8、将工件坐标系输入到偏置页面,并对坐标、坐标值、正负号及小数点进行认真核对;9、刀具补偿值(长度、半径)输入偏置页面后,要对刀具补偿号、补偿值、正负号、小数点进行认真核对;二、工件加工过程中,注意事项如下:1、在进行高精密工件成型加工时,应用千分表对主轴上之刀具进行检测,使其静态跳动控制在3µm以内,必要时需重新装夹或更换刀夹系统;2、无论是首次加工的零件,还是周期性重复加工的零件,加工前都必须按照图样工艺、程序和刀具调整卡,进行逐把刀、逐段程序的检查核对.3、单段试切时,快速倍率开关必须置于较低档;4、每把刀首次使用时,必须先验证它的实际长度与所给补偿值是否相符;5、在程序运行中,要重点观察数控系统上的几种显示坐标显示:可了解目前刀具运动点在机床坐标系及工件坐标系中的位置了解这一程序段的运动量,还有多少剩余运动量等寄存器和缓冲寄存器显示:可看出正在执行程序段各状态指令和下一程序段的内容主程序和子程序显示:可了解正在执行程序段的具体内容;对话显示屏(Custom):可了解机床当前主轴转速、当前切削进给速度、主轴每转切削进给、主轴当前切削载荷及各行程轴载荷, 并可由主轴每转切削进给计算出相应刀具每刃切削量。
火花机使用手册介绍本使用手册旨在为用户提供关于火花机的操作指导和安全说明。
火花机是一种常见的机械设备,具有许多应用领域,如汽车制造、金属加工和焊接等。
请在使用火花机前仔细阅读本手册,并遵循所有操作指导和安全要求。
务必遵守所有适用的安全标准和法规,以确保您的安全和他人的安全。
操作指导1. 准备工作在开始使用火花机之前,请按照以下步骤进行准备:1. 确保您已经接受相关的培训,了解火花机的基本操作和安全要求。
2. 检查火花机是否处于良好的工作状态,包括电源接通、机器部件完好无损等。
3. 确保您佩戴适当的个人防护装备,如安全眼镜、手套和防护服等。
2. 操作步骤按照以下步骤操作火花机:1. 打开火花机的电源开关,并等待机器预热。
2. 根据需要调整火花机的参数和设置,如电流、电压和频率等。
3. 将待加工的物体放置在火花机工作台上,并根据需要使用夹具固定。
4. 按下火花机的启动按钮,开始加工过程。
5. 在加工过程中,务必保持警惕,注意火花机的运行状态和加工结果。
6. 完成加工后,立即关闭火花机的电源开关,并等待机器冷却。
3. 安全注意事项在使用火花机时,请注意以下安全事项:- 禁止操作火花机时饮食或穿着松散的衣物。
- 避免将手或其他物体靠近火花机的工作区域。
- 在使用火花机时,保持工作区域干燥、整洁,并远离易燃和易爆物品。
- 若发现火花机工作异常或有任何安全问题,请立即停止使用,并通知相关负责人或维修人员。
总结本使用手册提供了关于火花机的基本操作指导和安全注意事项。
在使用火花机时,务必遵循所有操作指导和安全要求,以确保您的安全和他人的安全。
如有任何疑问或需要进一步的帮助,请咨询相关专业人员。
>注意:本文档提供的信息仅供参考,请在实际操作中遵循相关法规和安全标准,并根据实际情况进行调整。

牧野NC ELECTRICAL DISCHARGE MACHINE数控放电加工机SIMPLE OPERATION MANUA L简明操作手册(M G H系统)牧野机床(中国)有限公司应用部编制二零零四年二月二日前言MAKINO放电加工机MGH新系统已在二零零二年七月份向世界推出,为了配合客户更好的使用该机型,我公司技术部专门编制了这本手册,希望对您的使用有所帮助.如果您在使用中有任何疑问,欢迎致电牧野(中国)公司。
本手册主要内容有﹕一、机床简介二、操作按钮键的使用三、加工前的准备事宜四、程序的编写五、如何激活加工六、机床各功能的使用七、MODEL PLAN(数据模型)八、摇动方式九、加工方式十、放电组合的选用十一、扩孔加工十二、精密加工定位技朮十三、拋光加工(面积小于30×30mm,非镜面加工机)十四、螺纹孔加工(I用G103扩镗,II用C轴头)十五、C轴头的使用十六、镜面机的加工(HQSF)十七、ATC的使用十八、连续加工的步骤十九、IES程序自成二十、G码和M码表二十一警报以及消除二十二日常保养二十三附表由于时间仓促,错误在所难免,在内容和技朮上不足、不当之处,恳请广大用户提出宝贵意见,为以后的版本修订,提供更好的第一手的手册资料,精益求精。
牧野机床(中国)有限公司应用部二○○四年二月二日一、机床简介2)机床性能指针最小步进单位:0.001mm(C轴0.001度),最小驱动单位:0.0025mm(C轴0.001度/0.0001turn),工件坐标系:80个,程序内存量:470KB,电池使用年限10年,三轴滑枕控制移动,行程限位保护电极位置补偿32个,电极直径补偿99个,放电组合M100(其中10为用户自设),加工电压选择:8种,加工电流选择:90种,加工条件号码E2,000(其中1,000为用户自设)。
冷却系统:强压气冷,积碳跳逸保护,显示器:15"彩色夜光晶液显,可触幕。
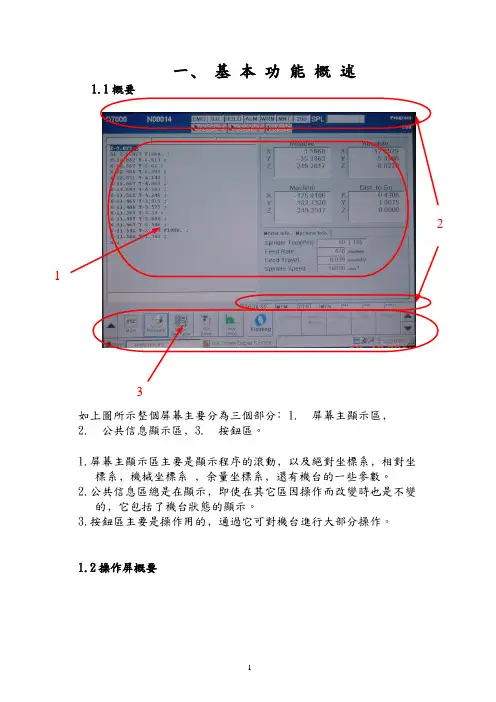
一﹑基本功能概述1.1概要2 13如上圖所示整個屏幕主要分為三個部分﹕1. 屏幕主顯示區﹐2. 公共信息顯示區﹐3. 按鈕區。
1.屏幕主顯示區主要是顯示程序的滾動﹐以及絕對坐標系﹐相對坐標系﹐機械坐標系﹐余量坐標系﹐還有機台的一些參數。
2.公共信息區總是在顯示﹐即使在其它區因操作而改變時也是不變的﹐它包括了機台狀態的顯示。
3.按鈕區主要是操作用的﹐通過它可對機台進行大部分操作。
1.2操作屏概要屏幕按鈕功能概述主屏幕﹕廣泛顯示機台信息﹐包括坐標系﹐模式信息﹐主軸轉速和進給率。
程序屏幕﹕程序的產生﹐編輯﹐和執行。
MAKINO數據中心﹕NC程序和各種機器數據﹐DNC進程和M198子程序的調用以及與WINDOWS PC 的連接。
刀具補正﹕設定用與NC程序的刀具長度H和刀具直徑D的補正值坐標補正﹕設定每個工件坐標系的補正值及外部工件的補正值刀具數據﹕顯示操作刀具的PTNS,ITNS,刀具壽命和其它刀具數據﹐以及主軸的換刀信息刀具監測﹕顯示主軸刀具狀況﹐打開自動刀具監測功能顯示數據及監測報警功能﹕打開NC功能﹐冷卻液﹐氣閥和其它功能并顯示狀況產品計數﹕產品計數和檢查以及和操作狀態相關的其它信息設置﹕顯示和設定能被用戶改變的NC參數和機器參數報警﹕報警產生時檢查警報的來歷﹐詳情和其它狀況。
機台狀況﹕檢查緊急停止﹐程序執行停止和其它反常的機器狀況﹐檢查主軸和其它機器信息以及自動潤滑和自動測量裝置輸入/輸出﹕顯示輸入和輸出信號維護﹕機器由于故障停止時恢復操作﹐執行調整工作變量﹕顯示變量(#1-#33),顯示和設定公共變量(#100-#500)加工結果﹕顯示加工開始和結束日期﹐程序數量﹐主軸運轉的總時間和其它結果數據正規維護﹕機器維護項目及記錄維護的完成參數﹕顯示和設定機器參數﹐檢查與儲存原始參數的區別幫助﹕顯示M的指令清單和信息1.3 信息標題觀察﹕信息標題框位于整個屏幕的頂部﹐它顯示所選程序﹐機台狀況和其它數據。
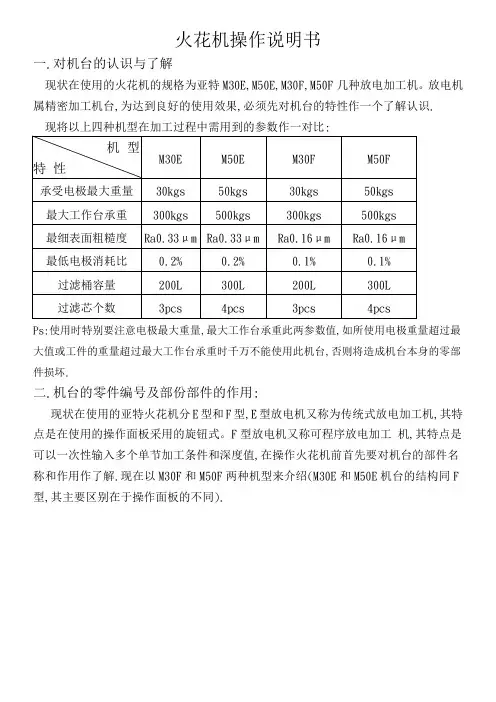
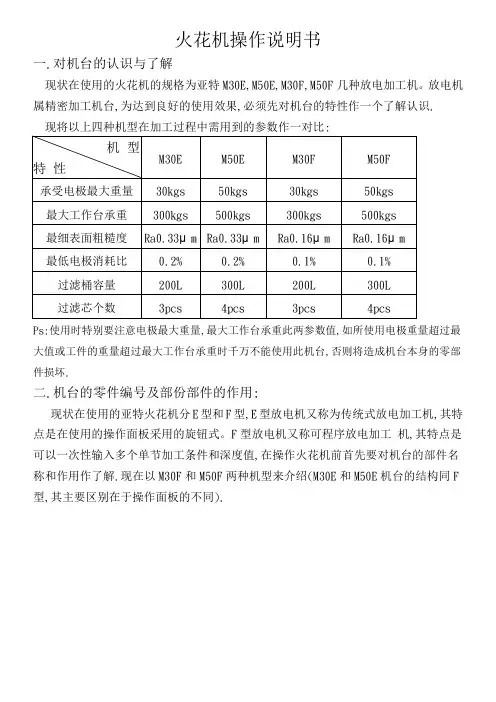
火花机操作说明书一.对机台的认识与了解现状在使用的火花机的规格为亚特M30E,M50E,M30F,M50F几种放电加工机。
放电机属精密加工机台,为达到良好的使用效果,必须先对机台的特性作一个了解认识.Ps:使用时特别要注意电极最大重量,最大工作台承重此两参数值,如所使用电极重量超过最大值或工件的重量超过最大工作台承重时千万不能使用此机台,否则将造成机台本身的零部件损坏.二.机台的零件编号及部份部件的作用:现状在使用的亚特火花机分E型和F型,E型放电机又称为传统式放电加工机,其特点是在使用的操作面板采用的旋钮式。
F型放电机又称可程序放电加工机,其特点是可以一次性输入多个单节加工条件和深度值,在操作火花机前首先要对机台的部件名称和作用作了解.现在以M30F和M50F两种机型来介绍(M30E和M50E机台的结构同F 型,其主要区别在于操作面板的不同).现将各部件名称和作用列入表中参考三.机台的维护与保养3.1机台工作平台必须保证平整,需每月校正一次,.如磁台平面度不在0.005以内,则需研磨平台修整,重新校正;3.2机台无生锈现象,保持机身干凈,无油污;3.3观察压力表的读数是否正常(0.7~1.0kg/cm2),马达帮浦的转向是否同箭头方向保持一致(若相反也是压力表读数偏小的原因);3.4如图一中(A)的指示的部位—手动注油器,为导轨和方螺纹注入润滑油.保证机台良好的润滑性.随时注意注油器油标的高低,及时加油,如机台使用频繁应保证每天注油次数最少2次;3.5每周观察火花油槽内之油量,有无低于标准值,若低于标准值应及时加油;3.6如图二中绝缘液的清洁与更换:先将机台油桶内的油抽至一干凈桶内,抽至不能再抽时将图中(1)螺钉旋开,将油放入盒子中,待放完后再将(2)大螺钉松开,将(3)退开后将过滤蕊(4)拉出,将蕊桶擦拭干凈后换上新过滤蕊,密封好后换上新油(或待原油完全澄清后再倒回机台内);3.7机台三级保养:一级保养: (1)每天保证机台无油污、积尘等现象;(每天) (2)机台不用时保证各部件无生锈现象;(3)导轨每天按时上油,保证正常作业.二级保养: (1)定期检查油路是否畅通;(每月) (2)定期检查机台工作平面水平度;(3)定期添加机台导轨油;(4)定期检查各部件有无损坏.三级保养: (1)更换新的火花油;(每年) (2)更换机台工作平台.四.机台X、Y、Z三轴精度校正及磁台平面度校正4.1 X、Y、Z三轴精度校正(读数)将机台X(或Y)辆方向校正一平面度较好的挡块,固定于平台上,利用50mm、100mm、150mm、200mm的标准块规,将块规的一端紧贴挡块的校正面,然后用校表(千分表)使表针指向一固定读数(如40处),重复多次,看显示器读数是否相同,若几次都相同,再将显示器该轴的读数归零,然后校表保持绝对不动,将校表移至块规的另一端,用同一个点碰块规另一端,重复几次,看显示器的读数是否相同.读数若大于或小于该块规的寸法则表示该轴的读数精度不准确(视差值大小而论,若差值较大则应整修机台).Z轴是将块规置于平台上(平台要求平面度较好),用上述同样的方法观察其读数,视读数差值的大小而论是否应调整机台.4.2 X、Y、Z三轴垂直度校正保证磁台平面度的前提下,将一标准的垂直度校正器置于平台上,将校正器的一边校正平行,再检查与之垂直的另一边,若读数不相同,则表示该机台X、Y 轴之间存在一定的夹角(不垂直),视差值大小考虑调整机台.Z轴同上,若已保证磁台平面度,而校正Z轴时出现差值,则应视差值大小考虑修整机台.五.操作面板说明5.1 E型火花机操作面板认识六.操作步骤6.1 E型操作步骤说明:6.1.1打开电源总开关,使用“REF”键使机台回复至工作坐标状态;6.1.2将平台整理平整、干凈;6.1.3将工件放于平台上校正并吸磁固定;6.1.4将电极按图纸相应的形状、方向装夹于机床夹头上,并校正电极;6.1.5寻电极X、Y方向之中心点:调整条件为OA(20~45)us;6.1.6选择极性:电极为正、工件为负;6.1.7寻边(分中方式)a.首先用电极M边寻工件CDEF面按“O”、“ENT”归零,同时连续按“L”、“ENT”使分中键作用;b.然后用电极N边寻工件CDEF面,得电极直径Φ(方法:用垫块紧贴工件CDEF面,电极N边碰垫块与CDEF面紧贴的面),(PS:此时垫块一定要贴紧工件的面,否则寻边出来的结果是错误的).按“ENT”使电极分中,找出电极此方中心,与CDEF面重合;c.用同样的方法寻出与ABDC边相重合的电极中心,此时当坐标移至(0.0)时,电极中心与工件基准点重合;d.用电极最高点寻工件ACEG面设放电深度Z(按实际尺寸设置).(PS:设值时当电流小于或等于3A时应用所需的定位电流“放电最后所要求的条件”设置深度,并且至细放预留量时应将工件和电极擦拭干凈重设一次深度,否则由于电极表面附碳的原因会使深度加工过深);e.将坐标移至(a、b)位置,选择适当的放电条件、冲油、放电.6.2 F型操作步骤说明6.2.1打开电源总开关,并按下旁边的红色按钮,待荧幕上出现画面(参数表);6.2.2将平台整理平整干凈;6.2.3将工件置于平台上校正并吸磁固定;6.2.4参照图纸和放电指示单将电极按正确的形状及方向装夹于机头夹头上,并校正电极;6.2.5设定好寻边条件OA(20~45)us,按要求的寻边方式寻边;6.2.7寻边(分中)a.首先用电极M边寻工件CDEF面按“←”将游标移至X处再依次按“X”、“O”、“ENT”;将此边零点找出;b.然后用电极N边寻工件CDEF面,得电极直径Φ(方法:用垫块紧贴工件CDEF面,电极N边碰垫块与CDEF面紧贴的面)按“1/2”、“ENT”使电极分中,找出电极此方中心与CDEF面重合;c.用同样的方法寻出与ABDC边相重合的电极中心,此时当坐标移至(0.0)时,电极中心与工件基准点重合;d.深度的设置(分两种方法:手动和自动)(1)手动:先将电极移至距要求设深度的工件表面2mm左右,再按放电开关,使工件和电极完全接触时(停止放电蜂呜器发出响声时),利用7.1的方式将游标移至Z处再依次按“Z”、“所需设置的深度值”、“ENT”设置完成深度,此时提升为“-”,下降为“+”(2)自动:先将电极移至距工件设深度表面2mm处.再将游标移至“”处,按“INC”(或DEC),使之设置为ON,再按“ENT”.开始设置深度.当听到电极和工件之间产生4次短路响后,机头自动提升5mm,将此面定为O面,然后在加工深度设定“Z DEPTH”.将游标移至对应的加工单节序号按“Z”、“所需加工深度值”“ENT”设置所需深度.此时若完工面高于0点;则应输入正值,若完工面低于0点,则应输入负值.且必须是上单节设置的深度数值大于下一单节,工作才会继续.(即提升为“+”;下降为“—”).e.将坐标移至(a.b)位置,选择适当的放电条件、冲油、放电.。
火花机操作说明书一.对机台的认识与了解现状在使用的火花机的规格为亚特M30E,M50E,M30F,M50F几种放电加工机。
放电机属精密加工机台,为达到良好的使用效果,必须先对机台的特性作一个了解认识.Ps:使用时特别要注意电极最大重量,最大工作台承重此两参数值,如所使用电极重量超过最大值或工件的重量超过最大工作台承重时千万不能使用此机台,否则将造成机台本身的零部件损坏.二.机台的零件编号及部份部件的作用:现状在使用的亚特火花机分E型和F型,E型放电机又称为传统式放电加工机,其特点是在使用的操作面板采用的旋钮式。
F型放电机又称可程序放电加工机,其特点是可以一次性输入多个单节加工条件和深度值,在操作火花机前首先要对机台的部件名称和作用作了解.现在以M30F和M50F两种机型来介绍(M30E和M50E机台的结构同F 型,其主要区别在于操作面板的不同).现将各部件名称和作用列入表中参考三.机台的维护与保养3.1机台工作平台必须保证平整,需每月校正一次,.如磁台平面度不在0.005以内,则需研磨平台修整,重新校正;3.2机台无生锈现象,保持机身干凈,无油污;3.3观察压力表的读数是否正常(0.7~1.0kg/cm2),马达帮浦的转向是否同箭头方向保持一致(若相反也是压力表读数偏小的原因);3.4如图一中(A)的指示的部位—手动注油器,为导轨和方螺纹注入润滑油.保证机台良好的润滑性.随时注意注油器油标的高低,及时加油,如机台使用频繁应保证每天注油次数最少2次;3.5每周观察火花油槽内之油量,有无低于标准值,若低于标准值应及时加油;3.6如图二中绝缘液的清洁与更换:先将机台油桶内的油抽至一干凈桶内,抽至不能再抽时将图中(1)螺钉旋开,将油放入盒子中,待放完后再将(2)大螺钉松开,将(3)退开后将过滤蕊(4)拉出,将蕊桶擦拭干凈后换上新过滤蕊,密封好后换上新油(或待原油完全澄清后再倒回机台内);3.7机台三级保养:一级保养: (1)每天保证机台无油污、积尘等现象;(每天) (2)机台不用时保证各部件无生锈现象;(3)导轨每天按时上油,保证正常作业.二级保养: (1)定期检查油路是否畅通;(每月) (2)定期检查机台工作平面水平度;(3)定期添加机台导轨油;(4)定期检查各部件有无损坏.三级保养: (1)更换新的火花油;(每年) (2)更换机台工作平台.四.机台X、Y、Z三轴精度校正及磁台平面度校正4.1 X、Y、Z三轴精度校正(读数)将机台X(或Y)辆方向校正一平面度较好的挡块,固定于平台上,利用50mm、100mm、150mm、200mm的标准块规,将块规的一端紧贴挡块的校正面,然后用校表(千分表)使表针指向一固定读数(如40处),重复多次,看显示器读数是否相同,若几次都相同,再将显示器该轴的读数归零,然后校表保持绝对不动,将校表移至块规的另一端,用同一个点碰块规另一端,重复几次,看显示器的读数是否相同.读数若大于或小于该块规的寸法则表示该轴的读数精度不准确(视差值大小而论,若差值较大则应整修机台).Z轴是将块规置于平台上(平台要求平面度较好),用上述同样的方法观察其读数,视读数差值的大小而论是否应调整机台.4.2 X、Y、Z三轴垂直度校正保证磁台平面度的前提下,将一标准的垂直度校正器置于平台上,将校正器的一边校正平行,再检查与之垂直的另一边,若读数不相同,则表示该机台X、Y 轴之间存在一定的夹角(不垂直),视差值大小考虑调整机台.Z轴同上,若已保证磁台平面度,而校正Z轴时出现差值,则应视差值大小考虑修整机台.五.操作面板说明5.1 E型火花机操作面板认识六.操作步骤6.1 E型操作步骤说明:6.1.1打开电源总开关,使用“REF”键使机台回复至工作坐标状态;6.1.2将平台整理平整、干凈;6.1.3将工件放于平台上校正并吸磁固定;6.1.4将电极按图纸相应的形状、方向装夹于机床夹头上,并校正电极;6.1.5寻电极X、Y方向之中心点:调整条件为OA(20~45)us;6.1.6选择极性:电极为正、工件为负;6.1.7寻边(分中方式)a.首先用电极M边寻工件CDEF面按“O”、“ENT”归零,同时连续按“L”、“ENT”使分中键作用;b.然后用电极N边寻工件CDEF面,得电极直径Φ(方法:用垫块紧贴工件CDEF面,电极N边碰垫块与CDEF面紧贴的面),(PS:此时垫块一定要贴紧工件的面,否则寻边出来的结果是错误的).按“ENT”使电极分中,找出电极此方中心,与CDEF面重合;c.用同样的方法寻出与ABDC边相重合的电极中心,此时当坐标移至(0.0)时,电极中心与工件基准点重合;d.用电极最高点寻工件ACEG面设放电深度Z(按实际尺寸设置).(PS:设值时当电流小于或等于3A时应用所需的定位电流“放电最后所要求的条件”设置深度,并且至细放预留量时应将工件和电极擦拭干凈重设一次深度,否则由于电极表面附碳的原因会使深度加工过深);e.将坐标移至(a、b)位置,选择适当的放电条件、冲油、放电.6.2 F型操作步骤说明6.2.1打开电源总开关,并按下旁边的红色按钮,待荧幕上出现画面(参数表);6.2.2将平台整理平整干凈;6.2.3将工件置于平台上校正并吸磁固定;6.2.4参照图纸和放电指示单将电极按正确的形状及方向装夹于机头夹头上,并校正电极;6.2.5设定好寻边条件OA(20~45)us,按要求的寻边方式寻边;6.2.7寻边(分中)a.首先用电极M边寻工件CDEF面按“←”将游标移至X处再依次按“X”、“O”、“ENT”;将此边零点找出;b.然后用电极N边寻工件CDEF面,得电极直径Φ(方法:用垫块紧贴工件CDEF面,电极N边碰垫块与CDEF面紧贴的面)按“1/2”、“ENT”使电极分中,找出电极此方中心与CDEF面重合;c.用同样的方法寻出与ABDC边相重合的电极中心,此时当坐标移至(0.0)时,电极中心与工件基准点重合;d.深度的设置(分两种方法:手动和自动)(1)手动:先将电极移至距要求设深度的工件表面2mm左右,再按放电开关,使工件和电极完全接触时(停止放电蜂呜器发出响声时),利用7.1的方式将游标移至Z处再依次按“Z”、“所需设置的深度值”、“ENT”设置完成深度,此时提升为“-”,下降为“+”(2)自动:先将电极移至距工件设深度表面2mm处.再将游标移至“”处,按“INC”(或DEC),使之设置为ON,再按“ENT”.开始设置深度.当听到电极和工件之间产生4次短路响后,机头自动提升5mm,将此面定为O面,然后在加工深度设定“Z DEPTH”.将游标移至对应的加工单节序号按“Z”、“所需加工深度值”“ENT”设置所需深度.此时若完工面高于0点;则应输入正值,若完工面低于0点,则应输入负值.且必须是上单节设置的深度数值大于下一单节,工作才会继续.(即提升为“+”;下降为“—”).e.将坐标移至(a.b)位置,选择适当的放电条件、冲油、放电.。
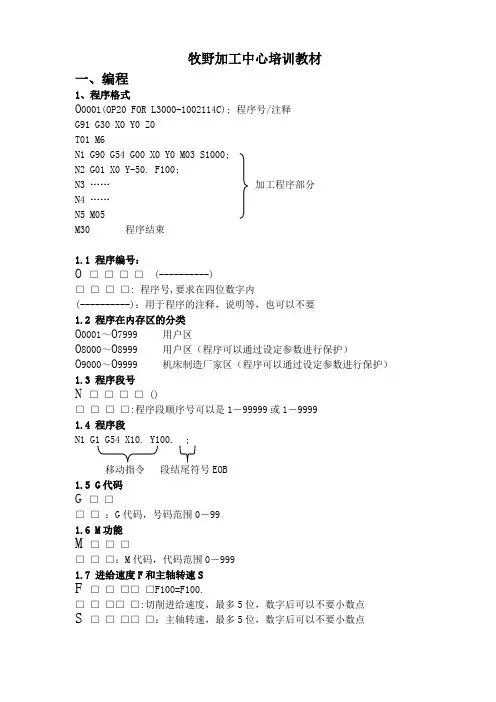
牧野加工中心培训教材一、编程1、程序格式O0001(OP20 FOR L3000-1002114C); 程序号/注释G91 G30 X0 Y0 Z0T01 M6N1 G90 G54 G00 X0 Y0 M03 S1000;N2 G01 X0 Y-50. F100;N3 ……加工程序部分N4 ……N5 M05M30 程序结束1.1 程序编号:O□□□□ (----------)□□□□: 程序号,要求在四位数字内(----------):用于程序的注释,说明等,也可以不要1.2 程序在内存区的分类O0001~O7999 用户区O8000~O8999 用户区(程序可以通过设定参数进行保护)O9000~O9999 机床制造厂家区(程序可以通过设定参数进行保护)1.3 程序段号N□□□□ ()□□□□:程序段顺序号可以是1-99999或1-99991.4 程序段N1 G1 G54 X10. Y100. ;移动指令段结尾符号EOB1.5 G代码G□□□□:G代码,号码范围0-991.6 M功能M □□□□□□:M代码,代码范围0-9991.7 进给速度F和主轴转速SF □□□□□F100=F100.□□□□□:切削进给速度,最多5位,数字后可以不要小数点S □□□□□:主轴转速,最多5位,数字后可以不要小数点2、字母在程序中的作用字母功能解释O 程序号设定程序号N 程序段号设定程序顺序号G 准备功能选择移动方式(直线,圆弧,等)X,Y,Z 尺寸字符轴移动指令A,B,C,U,V,W 附加轴移动指令R 圆弧半径I,J,K 圆弧中心坐标(矢量)F 进给设定进给量S 主轴转速设定主轴转速T 刀具功能设定刀具号M 辅助功能开/关控制功能(如:M00,M01,M02,M03,M04,M05,M06…) H,D 刀具偏置号设定刀具偏置号P,X 延时设定延时时间(如:G04 P1000或G04X1.0 G04 X1000)P 程序号指令设定子程序号(如子程序调用:M98P1000)L 重复设定子程序或固定循环重复次数(如: M98 P1000 L2,省略L代表L1)P,W,R Q 参数固定循环使用的参数(如:攻牙G98/(G99) G84 X_ Y_ R_ Z_ P_ F_)3、常用G代码解释G代码组功能G0001 定位或快速移动G01 直线插补G02 圆弧插补/螺旋线插补CWG03 圆弧插补/螺旋线插补CCWG04 00 停留时间或延时时间,如:G04 X1000(或G04 X1.0)G04 P1000表示停留1秒钟G09 准确停止或精确停止检查(检查是否在目标范围内)G10 可编程数据输入G17 02 选择XPYP 平面XP:X 轴或其平行轴G18 选择ZPXP 平面YP:Y 轴或其平行轴G19 选择YPZP 平面ZP:Z 轴或其平行轴G20 06 英寸输入G21 毫米输入G28 00 返回参考点检测格式:G91/(G90) G28 X__ Y__ Z__经过中间点X__ Y__ Z__返回参考点(绝对值/增量值指令)G29 从参考点返回G91/(G90) G29 X__ Y__ Z__从起始点经过参考点返回到目标点X__ Y__ Z__的指令(绝对值/增量值指令)G30 返回第2,3,4 参考点G91/(G90) G30 P2 X__ Y__ Z__;返回第2 参考点(P2 可以省略。
牧野系统操作方法牧野系统是一种用于植物生长环境控制的智能系统,可以自动监测和调节光照、温度、湿度、二氧化碳浓度等因素,以提供最佳的生长环境。
下面将详细介绍牧野系统的操作方法。
1. 准备工作在使用牧野系统之前,首先需要对系统进行准备工作。
包括选择适合的种植介质,如土壤、水培等。
植物种类也应根据自身需求选择合适的种类。
另外,还需要将传感器安装在种植区域,以便进行环境参数的监测。
2. 系统设置安装完成后,首先需要进行系统的设置。
进入系统管理界面,设置种植区域的大小和形状,以及植物的种类和数量。
同时,还需要设置光照、温度、湿度和二氧化碳浓度的理想范围。
3. 成立生长方案系统设置完成后,需要根据植物的生长需求创建生长方案。
可以从系统中选择已有的生长方案,也可以根据自己的需求自定义生长方案。
生长方案包括提供光照、温度、湿度和二氧化碳浓度的设定值和变化曲线。
4. 监测环境参数牧野系统会自动监测环境参数,包括光照强度、温度、湿度和二氧化碳浓度。
用户可以通过系统的监控界面实时查看这些参数,并了解当前的生长环境。
5. 调节环境参数根据植物的需要,用户可以对环境参数进行调节。
例如,如果光照强度低于预设值,可以增加光照时间或增加光照强度。
如果温度过高,可以降低温度等。
系统会自动调节相应设备,以维持环境参数在理想范围内。
6. 数据分析与记录牧野系统还可以对环境参数进行数据分析,帮助用户了解植物的生长情况。
系统会记录历史数据,并根据数据分析结果提供建议,帮助用户做出更科学的种植决策。
用户可以通过系统的数据分析功能,了解植物的生长趋势,预测和预防可能出现的问题。
7. 问题处理与维护用户在使用过程中遇到问题时,可以参考系统提供的故障排除指南进行处理。
如果问题无法解决,则需要联系售后服务人员进行维修和保养。
总结:牧野系统的操作方法包括准备工作、系统设置、成立生长方案、监测环境参数、调节环境参数、数据分析与记录以及问题处理与维护。
牧野火花机加工钨钢参数牧野火花机是一种用于加工钨钢材料的专用设备,采用电火花放电技术,能够实现高精度、高效率的钨钢加工。
在进行钨钢加工时,需要合理设置各项参数,以确保加工质量和效率。
下面将按照列表的方式详细介绍牧野火花机加工钨钢的参数:1. 放电电流:放电电流是指电极和工件之间的放电电流。
在加工钨钢时,适当选择放电电流可以有效控制放电能量,防止过度加热或放电不足。
通常,放电电流的选择范围为0.5-3安培。
2. 脉冲宽度:脉冲宽度是指每个电火花放电的持续时间。
合理选择脉冲宽度可以控制放电能量的传递和材料的熔化情况。
一般情况下,脉冲宽度的选择范围为10-100微秒。
3. 脉冲间隔:脉冲间隔是指两个相邻放电脉冲之间的时间间隔。
适当设置脉冲间隔可以避免过度加热,同时提高加工效率。
脉冲间隔的选择范围一般为100-1000微秒。
4. 放电时间:放电时间是指每次放电的持续时间。
合理设置放电时间可以控制加工深度和表面质量。
放电时间的选择范围通常为1-10毫秒。
5. 放电能量:放电能量是指单位面积上放电所产生的能量。
合理选择放电能量可以控制加工效果和加工速度。
一般情况下,放电能量的选择范围为0.1-2焦耳/毫米。
6. 工作液介质:工作液介质是指在放电过程中所使用的介质,能够降低电火花放电时的温度和冷却工件表面。
常用的工作液介质包括水、油和石油类液体。
合理选择工作液介质可以提高加工质量和效率。
7. 电极材料:电极材料是指电火花放电时所使用的电极材料。
常用的电极材料有铜、铜合金和钨合金等。
选择合适的电极材料可以提高放电效果和延长电极使用寿命。
8. 加工模式:加工模式是指加工时采取的具体方式,如顺序加工、交叉加工和螺旋加工等。
合理选择加工模式可以提高加工效率和加工质量。
9. 加工参数记忆:牧野火花机通常具有记忆功能,可以保存多组加工参数。
在加工钨钢时,可以将不同材料和形状的工件对应的加工参数保存在不同的记忆组中,方便下次使用。
牧野加工中心培训教材一、编程1、程序格式O0001(OP20 FOR L3000-1002114C); 程序号/注释G91 G30 X0 Y0 Z0T01 M6N1 G90 G54 G00 X0 Y0 M03 S1000;N2 G01 X0 Y-50. F100;N3 ……加工程序部分N4 ……N5 M05M30 程序结束1.1 程序编号:O□□□□ (----------)□□□□: 程序号,要求在四位数字内(----------):用于程序的注释,说明等,也可以不要1.2 程序在内存区的分类O0001~O7999 用户区O8000~O8999 用户区(程序可以通过设定参数进行保护)O9000~O9999 机床制造厂家区(程序可以通过设定参数进行保护)1.3 程序段号N□□□□ ()□□□□:程序段顺序号可以是1-99999或1-99991.4 程序段N1 G1 G54 X10. Y100. ;移动指令段结尾符号EOB1.5 G代码G□□□□:G代码,号码范围0-991.6 M功能M □□□□□□:M代码,代码范围0-9991.7 进给速度F和主轴转速SF □□□□□F100=F100.□□□□□:切削进给速度,最多5位,数字后可以不要小数点S □□□□□:主轴转速,最多5位,数字后可以不要小数点2、字母在程序中的作用字母功能解释O 程序号设定程序号N 程序段号设定程序顺序号G 准备功能选择移动方式(直线,圆弧,等)X,Y,Z 尺寸字符轴移动指令A,B,C,U,V,W 附加轴移动指令R 圆弧半径I,J,K 圆弧中心坐标(矢量)F 进给设定进给量S 主轴转速设定主轴转速T 刀具功能设定刀具号M 辅助功能开/关控制功能(如:M00,M01,M02,M03,M04,M05,M06…) H,D 刀具偏置号设定刀具偏置号P,X 延时设定延时时间(如:G04 P1000或G04X1.0 G04 X1000)P 程序号指令设定子程序号(如子程序调用:M98P1000)L 重复设定子程序或固定循环重复次数(如: M98 P1000 L2,省略L代表L1)P,W,R Q 参数固定循环使用的参数(如:攻牙G98/(G99) G84 X_ Y_ R_ Z_ P_ F_)3、常用G代码解释G代码组功能G0001 定位或快速移动G01 直线插补G02 圆弧插补/螺旋线插补CWG03 圆弧插补/螺旋线插补CCWG04 00 停留时间或延时时间,如:G04 X1000(或G04 X1.0)G04 P1000表示停留1秒钟G09 准确停止或精确停止检查(检查是否在目标范围内)G10 可编程数据输入G17 02 选择XPYP 平面XP:X 轴或其平行轴G18 选择ZPXP 平面YP:Y 轴或其平行轴G19 选择YPZP 平面ZP:Z 轴或其平行轴G20 06 英寸输入G21 毫米输入G28 00 返回参考点检测格式:G91/(G90) G28 X__ Y__ Z__经过中间点X__ Y__ Z__返回参考点(绝对值/增量值指令)G29 从参考点返回G91/(G90) G29 X__ Y__ Z__从起始点经过参考点返回到目标点X__ Y__ Z__的指令(绝对值/增量值指令)G30 返回第2,3,4 参考点G91/(G90) G30 P2 X__ Y__ Z__;返回第2 参考点(P2 可以省略。
火花机说明书火花机操作说明书一.对机台的认识与了解现状在使用的火花机的规格为亚特M30E,M50E,M30F,M50F几种放电加工机。
放电机属精密加工机台,为达到良好的使用效果,必须先对机台的特性作一个了解认识.Ps:使用时特别要注意电极最大重量,最大工作台承重此两参数值,如所使用电极重量超过最大值或工件的重量超过最大工作台承重时千万不能使用此机台,否则将造成机台本身的零部件损坏.二.机台的零件编号及部份部件的作用:现状在使用的亚特火花机分E型和F型,E型放电机又称为传统式放电加工机,其特点是在使用的操作面板采用的旋钮式。
F型放电机又称可程序放电加工机,其特点是可以一次性输入多个单节加工条件和深度值,在操作火花机前首先要对机台的部件名称和作用作了解.现在以M30F和M50F两种机型来介绍(M30E和M50E机台的结构同F型,其主要区别在于操作面板的不同).现将各部件名称和作用列入表中参考三.机台的维护与保养3.1机台工作平台必须保证平整,需每月校正一次,.如磁台平面度不在0.005以内,则需研磨平台修整,重新校正;3.2机台无生锈现象,保持机身干凈,无油污;3.3观察压力表的读数是否正常(0.7~1.0kg/cm2),马达帮浦的转向是否同箭头方向保持一致(若相反也是压力表读数偏小的原因);3.4如图一中(A)的指示的部位—手动注油器,为导轨和方螺纹注入润滑油.保证机台良好的润滑性.随时注意注油器油标的高低,及时加油,如机台使用频繁应保证每天注油次数最少2次;3.5每周观察火花油槽内之油量,有无低于标准值,若低于标准值应及时加油;3.6如图二中绝缘液的清洁与更换:先将机台油桶内的油抽至一干凈桶内,抽至不能再抽时将图中(1)螺钉旋开,将油放入盒子中,待放完后再将(2)大螺钉松开,将(3)退开后将过滤蕊(4)拉出,将蕊桶擦拭干凈后换上新过滤蕊,密封好后换上新油(或待原油完全澄清后再倒回机台内);3.7机台三级保养:一级保养: (1)每天保证机台无油污、积尘等现象;(每天)(2)机台不用时保证各部件无生锈现象;(3)导轨每天按时上油,保证正常作业.二级保养: (1)定期检查油路是否畅通;(每月)(2)定期检查机台工作平面水平度;(3)定期添加机台导轨油;(4)定期检查各部件有无损坏.三级保养: (1)更换新的火花油;(每年) (2)更换机台工作平台.四.机台X、Y、Z三轴精度校正及磁台平面度校正4.1 X、Y、Z三轴精度校正(读数)将机台X(或Y)辆方向校正一平面度较好的挡块,固定于平台上,利用50mm、100mm、150mm、200mm的标准块规,将块规的一端紧贴挡块的校正面,然后用校表(千分表)使表针指向一固定读数(如40处),重复多次,看显示器读数是否相同,若几次都相同,再将显示器该轴的读数归零,然后校表保持绝对不动,将校表移至块规的另一端,用同一个点碰块规另一端,重复几次,看显示器的读数是否相同.读数若大于或小于该块规的寸法则表示该轴的读数精度不准确(视差值大小而论,若差值较大则应整修机台).Z轴是将块规置于平台上(平台要求平面度较好),用上述同样的方法观察其读数,视读数差值的大小而论是否应调整机台.4.2 X、Y、Z三轴垂直度校正保证磁台平面度的前提下,将一标准的垂直度校正器置于平台上,将校正器的一边校正平行,再检查与之垂直的另一边,若读数不相同,则表示该机台X、Y轴之间存在一定的夹角(不垂直),视差值大小考虑调整机台.Z轴同上,若已保证磁台平面度,而校正Z轴时出现差值,则应视差值大小考虑修整机台.五.操作面板说明5.1 E型火花机操作面板认识六.操作步骤6.1 E 型操作步骤说明:6.1.1打开电源总开关,使用“REF”键使机台回复至工作坐标状态;6.1.2将平台整理平整、干凈;6.1.3将工件放于平台上校正并吸磁固定;6.1.4将电极按图纸相应的形状、方向装夹于机床夹头上,并校正电极;6.1.5寻电极X、Y方向之中心点:调整条件为OA(20~45)us;6.1.6选择极性:电极为正、工件为负;6.1.7寻边(分中方式)a.首先用电极M边寻工件CDEF面按“O”、“ENT”归零,同时连续按“L”、“ENT”使分中键作用;b.然后用电极N边寻工件CDEF面,得电极直径Φ(方法:用垫块紧贴工件CDEF面,电极N边碰垫块与CDEF面紧贴的面),(PS:此时垫块一定要贴紧工件的面,否则寻边出来的结果是错误的).按“ENT”使电极分中,找出电极此方中心,与CDEF面重合;c.用同样的方法寻出与ABDC边相重合的电极中心,此时当坐标移至(0.0)时,电极中心与工件基准点重合;d.用电极最高点寻工件ACEG面设放电深度Z(按实际尺寸设置).(PS:设值时当电流小于或等于3A时应用所需的定位电流“放电最后所要求的条件”设置深度,并且至细放预留量时应将工件和电极擦拭干凈重设一次深度,否则由于电极表面附碳的原因会使深度加工过深);e.将坐标移至(a、b)位置,选择适当的放电条件、冲油、放电.6.2 F型操作步骤说明6.2.1打开电源总开关,并按下旁边的红色按钮,待荧幕上出现画面(参数表); 6.2.2将平台整理平整干凈;6.2.3将工件置于平台上校正并吸磁固定;6.2.4参照图纸和放电指示单将电极按正确的形状及方向装夹于机头夹头上,并校正电极;6.2.5设定好寻边条件OA(20~45)us,按要求的寻边方式寻边;6.2.6选择极性:电极(正)、工件(负);6.2.7寻边(分中)a.首先用电极M边寻工件CDEF面按“←”将游标移至X处再依次按“X”、“O”、“ENT”;将此边零点找出;b.然后用电极N边寻工件CDEF面,得电极直径Φ(方法:用垫块紧贴工件CDEF面,电极N边碰垫块与CDEF面紧贴的面)按“1/2”、“ENT”使电极分中,找出电极此方中心与CDEF面重合;c.用同样的方法寻出与ABDC边相重合的电极中心,此时当坐标移至(0.0)时,电极中心与工件基准点重合;d.深度的设置(分两种方法:手动和自动)(1)手动:先将电极移至距要求设深度的工件表面2mm左右,再按放电开关,使工件和电极完全接触时(停止放电蜂呜器发出响声时),利用7.1的方式将游标移至Z处再依次按“Z”、“所需设置的深度值”、“ENT”设置完成深度,此时提升为“-”,下降为“+”(2)自动:先将电极移至距工件设深度表面2mm处.再将游标移至“”处,按“INC”(或DEC),使之设置为ON,再按“ENT”.开始设置深度.当听到电极和工件之间产生4次短路响后,机头自动提升5mm, 将此面定为O面,然后在加工深度设定“Z DEPTH”.将游标移至对应的加工单节序号按“Z”、“所需加工深度值”“ENT”设置所需深度.此时若完工面高于0点;则应输入正值,若完工面低于0点,则应输入负值.且必须是上单节设置的深度数值大于下一单节,工作才会继续.(即提升为“+”;下降为“—”).e.将坐标移至(a.b)位置,选择适当的放电条件、冲油、放电.。
火花機操作說明書一.對機臺的認識與了解現狀在使用的火花機的規格為亞特M30E,M50E,M30F,M50F幾種放電加工機。
放電機屬精密加工機臺,為達到良好的使用效果,必須先對機臺的特性作一個了解認識.Ps:使用時特別要注意電极最大重量,最大工作臺承重此兩參數值,如所使用電极重量超過最大值或工件的重量超過最大工作臺承重時千萬不能使用此機臺,否則將造成機臺本身的零部件損壞.二.機臺的零件編號及部份部件的作用:現狀在使用的亞特火花機分E型和F型,E型放電機又稱為傳統式放電加工機,其特點是在使用的操作面板采用的旋鈕式。
F型放電機又稱可程式放電加工機,其特點是可以一次性輸入多個單節加工條件和深度值,在操作火花機前首先要對機臺的部件名稱和作用作了解.現在以M30F和M50F兩種機型來介紹(M30E和M50E機臺的結構同F 型,其主要區別在於操作面板的不同).三.機臺的維護與保養3.1機臺工作平臺必須保證平整,需每月校正一次,.如磁臺平面度不在0.005以內,則需研磨平臺修整,重新校正;3.2機臺無生銹現象,保持機身乾凈,無油污;3.3觀察壓力表的讀數是否正常(0.7~1.0kg/cm2),馬達幫浦的轉向是否同箭頭方向保持一致(若相反也是壓力表讀數偏小的原因);3.4如圖一中(A)的指示的部位—手動注油器,為導軌和方螺紋注入潤滑油.保證機臺良好的潤滑性.隨時注意注油器油標的高低,及時加油,如機臺使用頻繁應保證每天注油次數最少2次;3.5每週觀察火花油槽內之油量,有無低於標準值,若低於標準值應及時加油;3.6如圖二中絕緣液的清潔與更換:先將機臺油桶內的油抽至一乾凈桶內,抽至不能再抽時將圖中(1)螺釘旋開,將油放入盒子中,待放完后再將(2)大螺釘鬆開,將(3)退開后將過濾蕊(4)拉出,將蕊桶擦拭乾凈后換上新過濾蕊,密封好后換上新油(或待原油完全澄清后再倒回機臺內);3.7機臺三級保養:一級保養: (1)每天保證機臺無油污、積塵等現象;(每天) (2)機臺不用時保證各部件無生銹現象;(3)導軌每天按時上油,保證正常作業.二級保養: (1)定期檢查油路是否暢通;(每月) (2)定期檢查機臺工作平面水平度;(3)定期添加機臺導軌油;(4)定期檢查各部件有無損壞.三級保養: (1)更換新的火花油;(每年) (2)更換機臺工作平臺.四.機臺X、Y、Z三軸精度校正及磁臺平面度校正4.1 X、Y、Z三軸精度校正(讀數)將機臺X(或Y)輛方向校正一平面度較好的擋塊,固定於平臺上,利用50mm、100mm、150mm、200mm的標準塊規,將塊規的一端緊貼擋塊的校正面,然後用校表(千分表)使表針指向一固定讀數(如40處),重復多次,看顯示器讀數是否相同,若幾次都相同,再將顯示器該軸的讀數歸零,然後校表保持絕對不動,將校表移至塊規的另一端,用同一個點碰塊規另一端,重復幾次,看顯示器的讀數是否相同.讀數若大於或小於該塊規的寸法則表示該軸的讀數精度不準確(視差值大小而論,若差值較大則應整修機臺).Z軸是將塊規置於平臺上(平臺要求平面度較好),用上述同樣的方法觀察其讀數,視讀數差值的大小而論是否應調整機臺.4.2 X、Y、Z三軸垂直度校正保證磁臺平面度的前提下,將一標準的垂直度校正器置於平臺上,將校正器的一邊校正平行,再檢查與之垂直的另一邊,若讀數不相同,則表示該機臺X、Y 軸之間存在一定的夾角(不垂直),視差值大小考慮調整機臺.Z軸同上,若已保證磁臺平面度,而校正Z軸時出現差值,則應視差值大小考慮修整機臺.五.操作面板說明5.1 E型火花機操作面板認識六.操作步驟6.1 E型操作步驟說明:6.1.1打開電源總開關,使用“REF”鍵使機臺回復至工作座標狀態;6.1.2將平臺整理平整、乾凈;6.1.3將工件放於平臺上校正並吸磁固定;6.1.4將電極按圖紙相應的形狀、方向裝夾於機床夾頭上,並校正電极;6.1.5尋電极X、Y方向之中心點:調整條件為OA(20~45)us;6.1.6選擇极性:電極為正、工件為負;6.1.7尋邊(分中方式)a.首先用電极M邊尋工件CDEF面按“O”、“ENT”歸零,同時連續按“L”、“ENT”使分中鍵作用;b.然后用電極N邊尋工件CDEF面,得電極直徑Φ(方法:用墊塊緊貼工件CDEF面,電極N邊碰墊塊與CDEF面緊貼的面),(PS:此時墊塊一定要貼緊工件的面,否則尋邊出來的結果是錯誤的).按“ENT”使電極分中,找出電極此方中心,與CDEF面重合;c.用同樣的方法尋出與ABDC邊相重合的電極中心,此時當座標移至(0.0)時,電极中心與工件基準點重合;d.用電極最高點尋工件ACEG面設放電深度Z(按實際尺寸設置).(PS:設值時當電流小於或等於3A時應用所需的定位電流“放電最后所要求的條件”設置深度,並且至細放預留量時應將工件和電極擦拭乾凈重設一次深度,否則由於電極表面附碳的原因會使深度加工過深);e.將座標移至(a、b)位置,選擇適當的放電條件、衝油、放電.6.2 F型操作步驟說明6.2.1打開電源總開關,並按下旁邊的紅色按鈕,待熒幕上出現畫面(參數表); 6.2.2將平臺整理平整乾凈;6.2.3將工件置於平臺上校正並吸磁固定;6.2.4參照圖紙和放電指示單將電極按正確的形狀及方向裝夾於機頭夾頭上,並校正電極;6.2.5設定好尋邊條件OA(20~45)us,按要求的尋邊方式尋邊;6.2.6選擇极性:電極(正)、工件(負);6.2.7尋邊(分中)a.首先用電極M邊尋工件CDEF面按“←”將游標移至X處再依次按“X”、“O”、“ENT”;將此邊零點找出;b.然後用電極N邊尋工件CDEF面,得電極直徑Φ(方法:用墊塊緊貼工件CDEF面,電極N邊碰墊塊與CDEF面緊貼的面)按“1/2”、“ENT”使電極分中,找出電極此方中心與CDEF面重合;c.用同樣的方法尋出與ABDC邊相重合的電極中心,此時當座標移至(0.0)時,電极中心與工件基準點重合;d.深度的設置(分兩種方法:手動和自動)(1)手動:先將電極移至距要求設深度的工件表面2mm左右,再按放電開關,使工件和電極完全接觸時(停止放電蜂嗚器發出響聲時),利用7.1的方式將游標移至Z處再依次按“Z”、“所需設置的深度值”、“ENT”設置完成深度,此時提升為“-”,下降為“+”(2)自動:先將電极移至距工件設深度表面2mm處.再將游標移至“”處,按“INC”(或DEC),使之設置為ON,再按“ENT”.開始設置深度.當聽到電极和工件之間產生4次短路響后,機頭自動提升5mm,將此面定為O面,然后在加工深度設定“Z DEPTH”.將游標移至對應的加工單節序號按“Z”、“所需加工深度值”“ENT”設置所需深度.此時若完工面高於0點;則應輸入正值,若完工面低於0點,則應輸入負值.且必須是上單節設置的深度數值大於下一單節,工作才會繼續.(即提升為“+”;下降為“—”).e.將座標移至(a.b)位置,選擇適當的放電條件、衝油、放電.。
牧野a120nx说明书
1.当机床电源打开或按重置键时,标有"* "符号的G代码被激活,即缺省状态。
2 . 不同组的G代码可以在同一程序段中指定;如果在同一程序段中指定同组G代码,.最后指定的G代码有效。
3.由于电源打开或重置,使系统被初始化时,已指定的G20或G21代码保持有效.
4.由于电源打开被初始化时,G22代码被激活;由于重置使机床被初始化时, 已指定的G22或G23代码保持有效.
对刀方法:部品放入夹具--主轴正转--刀类轻触部品--试车一小段外圆--取出部品量测--输入刀具形状补正[例如测得Φ50.0,在相应的地址栏输入X50.0(西安数控车床是输入X-50.0)],Z轴相似,不用再说了吧。
编程方法:法兰克系统车床切记不可漏写小数点,否则会以μm计算。
执行这一命令,通过对“A”进行角度的参数设置,后进程序的相关指定坐标将被旋转。 A1到A9的相应旋转角度分别设置为参数编号.0091至0099。 此外,一旦设定A0的话,就表示取消坐标系统的旋转。 注意1:坐标系统旋转不能通过RESET(复位)键被取消。 注意2:不要在使用模式计划的同时,使用本命令。 举例说明: 在往一台机器上安装某个工件时,有可能出现无法与运转轴相平行的现象,或者无法进行较细致调整的情况,出现以上问题后,都可通过G92命令来解决。 程序开始前 在程序工件坐标系统参数和机器轴向参数之间提前留出一个角度的差额。把电极位置调整到一个工件的基准位置。
3–19 程序 G92 X0 Y0; 通过电极位置来设置工件坐标系统 G92 X0 Y0 A1; 坐标系统旋转 G92 X20.0 Y20.0; 符合程序的坐标系统设置 G90 G00 X0 Y0; ??P0
图X20.0 Y20.0; P0?P1? X80.0; P1?P2 Y50.0; P2?P3 X20.0; P3?P4 Y20.0; P4?P1 X0 Y0; P1?P0 G92 X20.Y20.A0; 取消坐标系统旋转 M30;
3–20 3.3 输入部件系统命令相关值的选项 这部分说明了一些命令,这些命令使用程序中的数值设置各部件系统,以及它们的输入方法。
图 表3.2命令值输入模式 功能字 状态 功能 小节 G90 G91 (P) 绝对模式 增量模式 3.3.1
3–21 3.3.1绝对坐标/增量坐标(G90/91) 功能: 命令模式选项 G90–绝对命令 G91–增量命令 格式: G90/91|X-Y-Z-(C-B-W-)|; 举例说明: G90X25.0Y20.0; G91X-25.0Y-20.0; 说明: 通过自工件坐标零点开始的坐标值,绝对命令(G90)指定了所有点的移动。 通过自当前点开始的一个增加值,增量命令(G91)指定了点的移动。 (1)绝对模式(G90X25.0 Y20.0;) (2)增量模式(G91X-25.0 Y-20.0;)
注意:当NC部件处于通电状态中,G90和G91之间的选项被设定为一个参数。 [G90/G91选项:参数编号.0060] 3–22 举例: 程序 G92 X0 Y0; [X’Y’工件坐标系统设置] G90 G01 X10.0 Y20.0 F1; (P0P1) X30.0 Y30.0; (P1P2) G91 X30.0 Y-10.0; (P2P3) G92 X20.0 Y10.0; [X"Y"工件坐标系统设置] X10.0 Y20.0; (P3P4) G90 X40.0 Y10.0; (P4P5) M30; 3–23 3.4行进命令 这一部分说明了有关运转的命令。 行进命令就是那些控制电极运转的命令,例如:位置控制、直线插补、进给速度以及暂停等等。以下部分是这些功能字(命令)的说明。 表3.3行进命令表 功能字 状态 功能 项目 G00 G01 G02 G03 (A) 直线插补(快速移动) 直线插补(F用于加工的进给速度) 3.4.1
圆弧插补(CW:顺时针) 圆弧插补(CCW:逆时针) 3.4.2
G04 暂停 3.4.3 G14 单项定位 3.4.4 G28 G29 从中间点返回基准点 从中间点返回基准点/从中间点返回3.4.5
图 开始点 G30 从中间点返回第二至第四基准点 3.4.6 G31 外部跳跃功能 3.4.7 F 进给功能 3.4.8 3–24 3.4.1直线插补(G00/01) 功能: G00–直线插补(快速移动) G01–直线插补(F用于加工的进给速度) 格式:G00|X-Y-Z-(C-B-W)|; 举例说明: G00 X200.0Y100.0; 说明: 通过这个命令,轴线被移动,使得所指定的位置处于最大的进给速度(快速移动)。 如果某一个轴不发生移动,那么允许忽略。 在快速移动状态下,轴线从开始点直线移动到终点。(见图3.16)
进给速度依赖于状态。 对于快速移动命令,不必将平面指示考虑在内。 举例: 3–25
格式:
图3.16 G01|X-Y-Z-(C-B-W-)F-|;F:进给功能字 举例说明: G01 X50.0 Y30.0 F100; 说明: 这一命令通过进给功能,在特定的进给速度范围内,将电极从当前位置的开始点直线移动到指定点(终点)。 这里的速度不同于加工ON(M26)或者加工OFF(M27)。 对于加工OFF模式中的命令G01来说,在这部分的程序块中或其之前,需要F-进给命令。 如果这一命令不具备进给速度指示,那么选择当前模式F。进给速度是一个电极前进方向的直线速度。(有关进给速度指示,见F命令。) 对于命令G01,不需要平面指示。 3–26 3–27 图 3.4.2圆弧插补(G02/03) 功能: 圆弧插补 G02–顺时针方向(CW) G03–逆时针方向(CCW) 格式: R:半径值 I,J,K, 从一个圆弧的开始点到它中心的增量值 举例说明: G02 X20.0 Y-10.0 I5.0 J-15.0; G03 Y50.0 Z20.0 R60.0 F300.0; 说明: 通过这个命令,该轴线可以沿着一个圆弧从当前点移动到终点,这个圆弧是以特定的半径或者指定点的中心绘制的。 通过观察右手边的直交坐标系统中,Z轴(Y轴,X轴)到XY平面(ZX平面,YZ平面)的反方向来确定顺时针方向(G02)和逆时针方向(G03)。 如果X,Y,Z轴中有两条轴线被指定,通过它们的结合可以确定一个带圆弧的平面。 如果以半径制定指示的话,通过选择命令的平面确定该平面。(G17-G19)。 通过平面指示命令指定的平面和通过两轴指定的平面,后者拥有优先权。 3–28 通过以下两个方法可以确定一个圆弧,也就是圆心坐标值(I,J,K)和圆弧半径(R)。说明如下。
(1)以I,J,K(圆心坐标值) 根据I,J,K相对应X,Y,Z轴的地址来确定圆心。 在从一个圆弧开始点观察该圆心,I,J,K的数值是每个轴线方向内的一个组成部分,通常是以一个与G90/G91无关的增量值来确定的。 举例: G02 X20.0 Y-10.0 I5.0 J-
15.0;
运转如下所示。(见图3.21)
以中心坐标值说明: 万一一个圆弧的开始点和终点重复的话,就不需要指定终点的坐标了。
(2)以R(圆弧半径)代替中心坐标以及利用I,J,K,来指定圆弧插补,两个圆弧类型都是可取的,也就是一个是以开始点到圆心再到终点的中心角小于或等于180度,另一个超过180度。后一种类型通过一个负值指定R(半径)。 举例: 如图3.22所示的圆弧。 3–29 注意1:当中心角大于355度时,可能会出现错误,因此要在两个程序块中指定。 注意2:当一个圆弧的中心角为180度或者开始点和终点不在R(半径)中心轴上时,可能会出现错误,因此要在两个程序块中指定。 圆弧插补的进给速度是通过F功能指定的切削进给速度。 如果提供了控制,那么沿着圆弧(圆弧切线方向内)的速度可能就是指定的进给速度。
以圆弧半径指定: 图 警告: 在本装置中,当在终点坐标值存在程序错误时,如果某一个轴与该命令值相匹配的话,该轴将被强制性地移动到该终点,即使其他轴虽与该命令值不同但是误差在允许的范围之内(该允许范围在参数中设置)。因此将导致工件的形状与程序所设计的形状不一致。所以,应该尽量通过提高计算精度来最大程度地减少程序的错误。 当程序错误多于参数中的公差设置,会出现一个警报。 3–30 3-31 举例: 图3.24中所示的路径通过绝对命令和增量命令被编入程序。
图 3-32 3.4.3暂停(G04) 功能: 当该轴线在某一程序实行过程中需要暂停一定时间时,指定为G04。 暂停时间以地址字X来设置。最小的输入增量和命令值范围列于下表。 暂停X 最小输入增量 命令值范围 公制 0.001秒 0-99999.999 秒 英制 0.0001秒 0-99999.999 秒 格式: G04X(P)--; 举例说明:
说明: 需要增加一个放电间隙,因为一旦机器的加工处在持续程序块(周线)加工ON的模式(G959)中,轴线的移动就会处于加工运行的状态下。. 不要把G04连同行进命令一起编入相同的程序块中。 [举例] G04X5000G01Y5000;被当作G01X5000Y5000; 在无运动的程序块中使用G04时,将不会影响到诸如直径校正等功能,对于无运动的程序块有限制作用。 G04是一个一次性的G代码。 时钟控制的单位是0.05秒,因此如果低于这个时间值就不能被设置了。
在移动X5mm前,轴线暂停2.5秒