焊接基础 ——【焊接工艺】
- 格式:pptx
- 大小:6.13 MB
- 文档页数:152

金属焊接工艺引言金属焊接工艺是一种常用的金属连接方法,通过在金属表面施加热源,使金属材料熔化并结合在一起。
本文将介绍金属焊接的基本工艺、常见的焊接方法以及焊接质量控制的要点。
金属焊接的基本工艺金属焊接的基本工艺包括以下几个步骤:1. 准备工作:包括清洁金属表面、调整焊接设备和准备焊接所需的材料。
2. 焊缝准备:根据焊接要求,在金属表面上进行沟槽切割、坡口加工等处理。
3. 焊接操作:根据焊接方法,施加热源使金属材料熔化,并将焊条或焊丝添加到焊缝中。
4. 冷却处理:焊接完成后,对焊接部位进行冷却处理,使焊接接头结构稳定、强度满足要求。
常见的金属焊接方法常见的金属焊接方法包括以下几种:1. 电弧焊接:利用电流通过电弧产生高温,使金属熔化并焊接在一起。
常用的电弧焊接方法有手工电弧焊、气体保护电弧焊等。
2. 氩弧焊接:利用氩气作为保护气体,防止焊缝受到氧气和氮气的污染,从而提高焊接质量。
3. 点焊:通过在金属表面施加高压电流,使金属接触面瞬间熔化,实现焊接连接。
4. 激光焊接:利用激光束对金属进行加热和熔化,实现焊接连接。
具有高精度和高速度的特点。
5. 焊接激光焊接:利用高能量激光束在焊接材料上形成焊接池,实现焊接连接。
焊接质量控制要点焊接质量的控制非常重要,以下是焊接质量控制的要点:1. 焊接前的准备:确保焊接设备和材料的质量符合要求,对焊接材料进行检测和准备。
2. 焊接参数的选择:根据焊接材料和焊接方法的要求,选择适当的焊接参数,如焊接电流、电压、焊接速度等。
3. 焊接过程监测:对焊接过程进行实时监测,如焊接温度、焊缝形态、焊接速度等。
4. 焊接后的质量检测:对焊接接头进行质量检测,如焊缝的尺寸、焊缝的缺陷等。
结论金属焊接是一种常用的金属连接方法,具有广泛的应用领域。
掌握金属焊接的基本工艺和常见的焊接方法,以及焊接质量控制的要点,对于保证焊接接头的质量和可靠性具有重要意义。
焊接⼯艺基础知识1、焊接的特点与分类 焊接与铆接等其他加⼯⽅法相⽐,具有减轻结构重量,节省材料;⽣产效率⾼,易实现机械化和⾃动化;接头密封性好,⼒学性能⾼;⼯作过程中⽆噪⾳等优点。
其不⾜之处是会引起焊接接头组织、性能的变化,同时焊件还会产⽣较⼤的应⼒和变形。
焊接主要⽤于制造各种⾦属构件,如建筑结构、船体、车辆、锅炉及各种压⼒容器。
此外,焊接也常⽤于制造机械零件,如重型机械的机架、底座、箱体、轴、齿轮等。
焊接⽅法的种类很多,按焊接过程的特点,可归纳为三⼤类,即熔焊、压焊和钎焊。
熔焊是将两个焊件局部加热到熔化状态,并加⼊填充⾦属,冷却凝固后形成牢固的接头,常⽤的熔焊有电弧焊、⽓焊、电渣焊、电⼦束焊、激光焊和等离⼦弧焊等。
压焊是在焊接时,不论焊件是否加热,必须对焊件施加⼀定的压⼒,使两者结合⾯紧密接触并产⽣⼀定的塑性变形,从⽽将两焊件焊接在⼀起。
常⽤的压焊有电阻焊、摩擦焊、扩散焊、爆炸焊、冷压焊和超声波焊等。
钎焊是指采⽤⽐焊件熔点低的钎料和焊件⼀起加热,使钎料熔化,焊件不熔化,钎料熔化后填充到与焊件连接处的间隙,待钎料凝固后,两焊件就被连接成整体的⽅法。
常⽤的钎焊有锡焊、铜焊等。
主要焊接⽅法分类见下图所⽰。
2、焊接接头的组织与性能 (1)焊缝的组织与性能 ⽤焊接⽅法连接的接头称焊接接头,简称接头。
焊接接头由焊缝区、熔合区、热影响区三部分组成的。
焊缝两侧因焊接热作⽤⽽导致母材的组织和性能发⽣变化的区域称为焊接热影响区。
焊缝和母材的交界线称为熔合线,熔合线两侧有⼀个⽐较窄⼩的焊缝与热影响区的过渡区,称为熔合区。
焊缝组织是由熔池⾦属结晶得到的柱状铸态组织,由铁素体和少量珠光体组成。
铸态组织晶粒粗⼤,组织不致密。
但由于焊接熔池体积⼩,冷却速度快,焊条药⽪、焊剂或焊丝在焊接过程中的渗合⾦作⽤,使得焊缝⾦属中锰、硅等合⾦元素含量可能⾼于母材,所以焊缝⾦属的⼒学性能不低于母材,特别是强度容易达到。
(2)热影响区及熔合区的组织与性能 上图为低碳钢焊接接头的组织变化情况。

焊接工艺简介焊接工艺是一种将金属材料连接在一起的加工方法,在工业生产中得到广泛应用。
焊接工艺的发展可以追溯到古代的冶金时代,随着技术的不断进步,现代焊接工艺已经成为一门独立的学科。
焊接工艺的基本原理是通过加热和冷却的过程,将金属材料融化并连接在一起。
焊接工艺的核心是焊接电弧,通过电弧的高温作用,将金属材料融化并形成焊缝。
焊接电弧有直流电弧和交流电弧之分,不同的焊接工艺会使用不同的电弧类型。
焊接工艺可以分为手工焊、半自动焊和自动焊三种类型。
手工焊是最常见的焊接方式,操作简单,适用于小批量生产和维修作业。
半自动焊则是在手工焊的基础上引入了焊接机器,提高了焊接的效率和质量。
自动焊则是完全由机器完成焊接过程,适用于大批量的工业生产。
不同的焊接工艺有不同的应用场景。
例如,电弧焊是最常见的焊接方式,适用于连接各种金属材料,如钢铁、铝、铜等。
激光焊则是一种高能量密度焊接工艺,适用于对焊接质量要求较高的场合。
电阻焊则是通过电流通过材料产生热量,将金属材料连接在一起,适用于连接导电材料。
除了常见的焊接工艺,还有一些特殊的焊接工艺。
例如,爆炸焊是一种通过爆炸将金属材料融化并连接在一起的焊接方式,适用于连接大型工件。
搅拌摩擦焊则是一种通过机械摩擦产生摩擦热,将金属材料连接在一起的焊接方式,适用于连接高强度材料。
焊接工艺的发展离不开焊接材料的研究。
焊接材料一般由焊条、焊丝和焊剂组成。
焊条和焊丝是将金属材料融化并填充到焊缝中的材料,焊剂则是用于清洁焊接表面和保护焊接过程的材料。
不同的焊接工艺和材料对焊接质量和成本有着重要影响。
焊接工艺在工业生产中起着重要的作用。
它不仅可以用于制造各种产品,如汽车、航空器、建筑结构等,还可以用于修理和维护工作。
焊接工艺的发展不仅提高了生产效率和质量,还为现代工业的发展提供了重要支持。
焊接工艺是一门重要的技术学科,通过加热和冷却的过程,将金属材料连接在一起。
不同的焊接工艺适用于不同的应用场景,需要根据具体情况选择合适的焊接方式和材料。

《焊接图》讲义
第1页共28页1 焊接工艺基础知识
1.1 焊接接头的种类及接头型式
用焊接方法连接的接头称为焊接接头(简称为接头)。
它由焊缝、熔合区、热影响区
及其邻近的母材组成。
在焊接结构中焊接接头起两方面的作用,第一是连接作用,即把两焊件连接成一个整体;第二是传力作用,即传递焊件所承受的载荷。
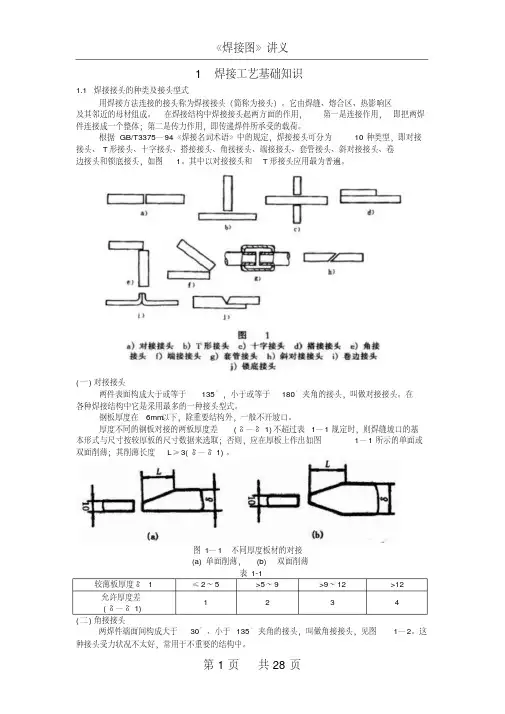
根据GB/T3375—94《焊接名词术语》中的规定,焊接接头可分为10种类型,即对接接头、T 形接头、十字接头、搭接接头、角接接头、端接接头、套管接头、斜对接接头、卷边接头和锁底接头,如图1。
其中以对接接头和T 形接头应用最为普遍。
(一)对接接头
两件表面构成大于或等于135°,小于或等于180°夹角的接头,叫做对接接头。
在各种焊接结构中它是采用最多的一种接头型式。
钢板厚度在6mm 以下,除重要结构外,一般不开坡口。
厚度不同的钢板对接的两板厚度差(δ—δ1)不超过表1—1规定时,则焊缝坡口的基本形式与尺寸按较厚板的尺寸数据来选取;否则,应在厚板上作出如图1—1所示的单面或双面削薄;其削薄长度L ≥3(δ—δ1)。
图1—1 不同厚度板材的对接
(a)单面削薄, (b)双面削薄
表1-1 较薄板厚度δ 1
≤2~5 >5~9 >9~12 >12 允许厚度差
(δ—δ1)
1 2 3 4 (二)角接接头
两焊件端面间构成大于30°、小于135°夹角的接头,叫做角接接头,见图1—2。
这种接头受力状况不太好,常用于不重要的结构中。
焊接工艺知识点总结一、焊接工艺的基本原理1.焊接是一种将金属或非金属材料通过加热或加压的方法进行连接的工艺。
焊接的基本原理就是通过在焊接面施加热量或压力,使得焊接部位的材料发生塑性变形,从而实现材料的连接。
焊接工艺可以分为熔化焊接和压力焊接两大类。
2.熔化焊接是利用焊接电弧、火焰或激光等热源,将焊接材料熔化并填充在被焊接材料之间,然后在固化后形成焊缝的连接工艺。
常见的熔化焊接方法有电弧焊、气体保护焊、压力气体保护焊、激光焊等。
3.压力焊接是通过施加压力使焊接材料形成塑性变形,进而实现焊接连接的工艺。
常见的压力焊接方法有电阻焊、摩擦焊、超声波焊等。
二、焊接工艺的常见方法1.电弧焊接电弧焊接是一种利用电弧加热使焊接材料熔化并填充在被焊接材料之间的焊接方法。
其中,电弧通常由焊接电源产生并维持。
电弧焊接技术广泛应用于钢结构、汽车制造、船舶制造、航天航空等领域。
2.气体保护焊气体保护焊是在焊接过程中使用惰性气体或活性气体形成保护气层,以防止焊接接头被氧化、氮化或其他气体污染的焊接方法。
常见的气体保护焊有TIG气体保护焊和MIG气体保护焊。
3.压力焊接压力焊接是通过施加压力使钢材产生塑性变形进而形成焊接接头的工艺。
常见的压力焊接有电阻焊、摩擦焊、超声波焊等。
4.激光焊接激光焊接是利用激光束对焊接材料进行加热和熔化的焊接方法,激光焊接具有高能量密度、热输入小等特点,适用于对焊接部件要求精度高、热影响小的工件。
5.等离子焊接等离子焊接是一种利用高温等离子体将焊接材料熔化并填充在被焊接材料之间的焊接方法,等离子焊接技术应用于航空航天、汽车制造、光伏工业等领域。
三、焊接工艺的工艺参数及其影响因素1.焊接电流焊接电流是指通过焊接电极产生的电流,它影响焊接热量、熔池形成和尺寸等。
焊接电流的大小会直接影响焊接接头的质量和焊接速度。
2.焊接电压焊接电压是指通过零件与电焊机之间的电压差,它也是控制焊接热量、熔池形成和尺寸的重要参数。
焊接工艺基本介绍焊接工艺是制造业中一项非常重要的工艺,它可以将两个或多个金属件连接在一起,形成一个整体。
焊接工艺可以应用于各种不同的行业,如航空、造船、汽车等,也可以应用于家庭维修和DIY项目中。
本文将介绍焊接工艺的基本知识和技术。
一、焊接工艺的基础知识焊接工艺是一种将两个或多个金属件连接在一起的工艺。
通常使用的焊接方法包括气焊、电弧焊、激光焊、电子束焊、摩擦焊等。
这些方法的选择取决于所需的焊接强度、材料类型和厚度、成本和其他因素。
焊接工艺的主要原理是通过加热和融化金属,在融化的金属中添加填充材料,并在冷却后将两个或多个金属件连接在一起。
焊接过程可以在空气中或在惰性气体下进行,以防止氧化。
二、焊接工艺的类型1.气焊气焊是一种使用气体燃烧产生的火焰来加热和融化金属的焊接方法。
气焊通常用于焊接较薄的金属件,如汽车零部件、管道、金属家具等。
气焊可以在室外和室内进行,但需要注意安全问题,如火源和气体泄漏等。
2.电弧焊电弧焊是一种使用电弧产生的高温来加热和融化金属的焊接方法。
电弧焊常用于焊接较厚的金属件,如建筑钢结构、船舶、铁路车辆等。
电弧焊可以分为手工电弧焊、气体保护电弧焊、熔覆焊等。
电弧焊需要注意电源和安全措施,如防护眼镜和手套等。
3.激光焊激光焊是一种使用激光束来加热和融化金属的焊接方法。
激光焊通常用于精密加工和高速焊接,如电子元件、航空部件、汽车零部件等。
激光焊可以实现高精度、高效率的焊接,但设备成本较高。
4.电子束焊电子束焊是一种使用电子束来加热和融化金属的焊接方法。
电子束焊通常用于高精度加工和高速焊接,如航空部件、半导体器件、核电站设备等。
电子束焊可以实现高精度、高效率的焊接,但设备成本较高。
5.摩擦焊摩擦焊是一种使用旋转摩擦来加热和融化金属的焊接方法。
摩擦焊通常用于焊接铝合金、镁合金等难焊材料,如航空部件、汽车零部件、铁路车辆等。
摩擦焊可以实现高强度、无变形的焊接,但需要注意摩擦热产生的温度和压力。
焊接工艺技术焊接是一种将金属或非金属材料连接在一起的重要工艺。
它常常用于制造和修理各种产品,如建筑结构、汽车和航空器。
焊接工艺技术是确保焊接质量和可靠性的关键要素。
本文将介绍焊接的一些基本概念、常用方法和技术要点。
1. 焊接基本概念焊接是通过加热两个或多个材料的接触面,使其熔化并形成永久连接的过程。
焊接材料可以是金属或非金属,常见的金属焊接材料包括钢、铝和铜等。
焊接的连接通常由焊条、焊丝、焊剂和保护气体组成。
2. 常用焊接方法2.1 电弧焊电弧焊是最常用的焊接方法之一。
它通过电弧形成的高温来熔化焊接材料,并使用填充材料填补焊缝。
电弧焊可以分为手工电弧焊和自动电弧焊两种。
手工电弧焊适用于小型焊接作业,而自动电弧焊则常用于大型结构的制造。
2.2 气体焊气体焊是一种使用气体燃料和氧化剂制造熔化状态的焊接方法。
常见的气体焊方法包括气焊、氩焊和氢焊。
氩焊通常用于不锈钢和铝合金的焊接,因为它可以提供高质量的焊缝。
2.3 点焊点焊是一种将金属表面加热至熔化状态并迅速冷却的焊接方法。
它通常用于连接薄板材料,如汽车制造中的车身件。
点焊可以快速高效地完成焊接作业,但需要较高的焊接电流和压力。
3. 焊接技术要点3.1 温度控制焊接过程中,正确的温度控制至关重要。
温度过高可能导致焊接材料熔化过多,产生焊接残留物或烧焦现象;温度过低则无法达到足够的焊接强度。
因此,选择适当的电流、电压和焊接速度对于控制焊接温度至关重要。
3.2 保护措施焊接过程中,氧气和其他气体的存在会对焊接质量产生负面影响。
因此,在某些焊接方法中,需要使用保护气体来隔绝焊接区域,防止氧化反应的发生。
常用的保护气体包括氩气、氮气和二氧化碳等。
3.3 焊接缺陷处理焊接过程中可能出现焊接缺陷,如焊缝变形、气孔和裂纹等。
及时发现并处理这些焊接缺陷是确保焊接质量的关键。
常见的焊接缺陷处理方法包括后处理、修复和重做等。
总结焊接工艺技术在现代制造中扮演着重要的角色。
了解焊接的基本概念、常用方法和技术要点对于掌握焊接技术至关重要。