英文翻译(原文)
- 格式:doc
- 大小:180.01 KB
- 文档页数:10
英译汉:佳译赏析巧选主语成妙译(1)原文】饱经沧桑的20世纪仅剩下几个春秋,人类即将跨入充满希望的21世纪。
【译文】I n a few years’ time, mankind will bid farewell to the 20th c entury, a century full of vic issitudes, and enter into the 21s t c entury, a c entury full of hopes.【赏析】1995年,联合国举办纪念成立50周年庆祝活动,江主席出席并发表演说。
原文是该篇演说的第一句,是地道的汉语。
翻译此句时,一般译者往往会亦步亦趋地将原文译为两个分句,分别以“饱经沧桑的20世纪”和“人类”作主语。
但高明的译者吃透了原文的精神,选择mankind为主语统领全句,以准确而地道的英语译出,确实是一则难得的佳译,值得翻译爱好者认真体会。
英译汉:佳译赏析之“肚里的墨水”(2)【原文】T heir family had more money, more hors es, more slaves than any one els e in the Country, b ut the boys had less grammar than mos t of their poor C racker neighbors.【译文】他们家里的钱比人家多,马比人家多,奴隶比人家多,都要算全区第一,所缺少的只是他哥儿俩肚里的墨水,少得也是首屈一指的。
【赏析】原文选自Gone With the Wind。
译文忠实且流畅,算得上好译文,特别值得一提的是译者对grammar的处理,如果照搬字典自然难于翻译,但译者吃透了原句精神,译为“肚里的墨水”,真是再妥帖不过了。
英译汉:佳译赏析之“思前想后”(3)【原文】A nd in these meditations he fell asleep.【译文】他这么思前想后,就睡着了。
Vera Wang Honors Her Chinese Roots王薇薇以中国根为傲With nuptials(婚礼) season in full swing, Vera Wang’s wedding dress remains at the top of many a bride’s(婚礼) wish list. The designer, who recently took home the lifetime achievement award from the Council of Fashion Designers of America, has been innovating in bridal design for years—using color, knits and even throwing fabric into a washing machine.随着婚礼季的全面展开,王薇薇(Vera Wang)婚纱依然是许多新娘愿望清单上的首选。
王薇薇最近刚拿到美国时装设计师协会(Council of Fashion Designers of America)颁发的终生成就奖。
多年来她一直在婚纱设计领域进行创新──运用色彩和编织手法,甚至将面料扔进洗衣机里。
Ms. Wang said that her latest collection is about construction. “I had felt that I had really messed that vocabulary of perfection for brides for a while, where there’s six fabrics to a skirt, ” she said. “I wanted to go back to something that maybe was what I started with, but in a whole new way, and that would be architecture—not simplicity—but maybe minimalism.”王薇薇说,她的最新婚纱系列重点在于构建。
名篇名译0011.原文:It is an ill wind that blows nobodygood.译文:世事皆利弊并存。
赏析:原句结构比较特殊("Itis…that…"),理解起来有点困难。
“对谁都没有好处的风才是坏风”,也就是说大多数情况下风对人都是有好处、有坏处,在引申一步就是成了上面的译句。
林佩耵在《中英对译技巧》一书中(第68页)还给了几个相同结构的英文句子。
翻译的前提是理解。
有人指出。
市面上见到的翻译作品,有好多都带有因理解不正确而产生的低级错误,“信”都谈不上还妄谈什么“达”和“雅”!初学翻译的朋友,在理解原文上当不遗余力。
2.原文:Their languag e was almostunrestr ainedby any motiveof prudenc e.译文:他们几乎爱讲什么就讲什么,全然不考虑什么谨慎不谨慎。
赏析:如果硬译,译文势必成了“他们的言论几乎不受任何深思熟虑的动机的约束”。
译者本其译,化其滞,将原句一拆为二,充分运用相关翻译技巧,译文忠实、通顺。
3.原文:Get a livelih ood,and then practis e virtue.译文:先谋生而后修身。
(钱钟书译)赏析:原句是祈使句,译句也传达出了训导的意味。
用“谋生”来译“Getalivelih ood",用“修身”来译“practis e virtue",可谓精当。
巧的是,原句七个词,译句也是七个汉字。
4.原文:I enjoy the clean voluptu ousnes s of the warm breezeon my skin and the cool support of water.译文:我喜爱那洁净的暖风吹拂在我的皮肤上使我陶然欲醉,也喜爱那清亮的流水把我的身体托浮在水面。
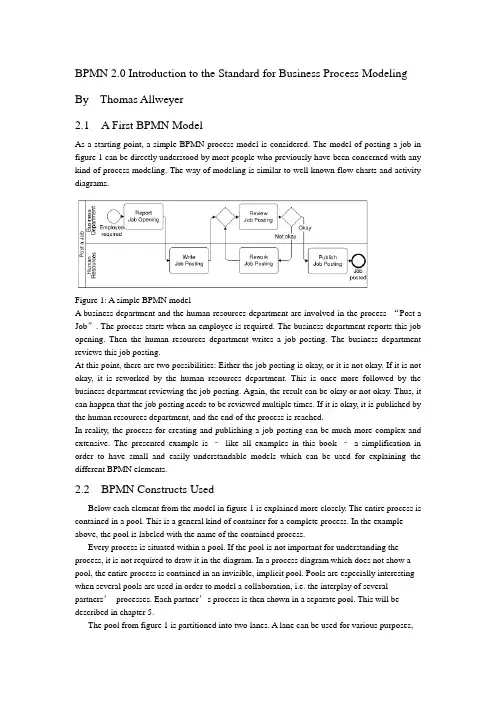
BPMN 2.0 Introduction to the Standard for Business Process Modeling By Thomas Allweyer2.1 A First BPMN ModelAs a starting point, a simple BPMN process model is considered. The model of posting a job in figure 1 can be directly understood by most people who previously have been concerned with any kind of process modeling. The way of modeling is similar to well known flow charts and activity diagrams.Figure 1: A simple BPMN modelA business department and the human resources department are involved in the process “Post a Job”. The process starts when an employee is required. The business department reports this job opening. Then the human resources department writes a job posting. The business department reviews this job posting.At this point, there are two possibilities: Either the job posting is okay, or it is not okay. If it is not okay, it is reworked by the human resources department. This is once more followed by the business department reviewing the job posting. Again, the result can be okay or not okay. Thus, it can happen that the job posting needs to be reviewed multiple times. If it is okay, it is published by the human resources department, and the end of the process is reached.In reality, the process for creating and publishing a job posting can be much more complex and extensive. The presented example is –like all examples in this book –a simplification in order to have small and easily understandable models which can be used for explaining the different BPMN elements.2.2 BPMN Constructs UsedBelow each element from the model in figure 1 is explained more closely. The entire process is contained in a pool. This is a general kind of container for a complete process. In the example above, the pool is labeled with the name of the contained process.Every process is situated within a pool. If the pool is not important for understanding the process, it is not required to draw it in the diagram. In a process diagram which does not show a pool, the entire process is contained in an invisible, implicit pool. Pools are especially interesting when several pools are used in order to model a collaboration, i.e. the interplay of several partners’processes. Each partner’s process is then shown in a separate pool. This will be described in chapter 5.The pool from figure 1 is partitioned into two lanes. A lane can be used for various purposes,e.g. for assigning organizational units, as in the example, or for representing different components within a technical system. In the example, the lanes show witch of the process’s activities are performed by the business department and which by the human resource department.Pools and lanes are also called “swimlanes”. They resemble the partitioning of swimming pools into lanes. Every participant of a competition swims only in his own lane.The process itself begins with the start event “Employee required”. Processes usually have such a start event. Its symbol is a simple circle. In most cases it makes sense to use only one start event, not several ones.A rounded rectangle represents an activity. In an activity something gets done. This is expressed by the activities’names, such as “Report Job Opening”or “Review Job Posting”.The connecting arrows are used for modeling the sequence flow. They represent the sequence in which the different events, activities, and further elements are traversed. Often this is called control flow, but in BPMN there is a second type of flow, the message flow, which influences the control of a process as well, and is therefore some kind of control flow, too. For that reason, the term “sequence flow”is used. For distinguishing it from other kinds of flow, it is important to draw sequence flows with solid lines and filled arrowheads.The process “Post a Job”contains a split: The activity “Review job posting”is followed by a gateway. A blank diamond shape stands for an exclusive gateway. This means that out of several outgoing sequence flows, exactly one must be selected. Every time the right gateway in the job posting-process is reached, a decision must be taken. Either the sequence flow to the right is followed, leading to the activity “Publish Job Posting”, or the one to the left is selected, triggering the activity “Rework Job Posting”. It is not possible to follow both paths simultaneously.The logic of such a decision is also called “exclusive OR”, abbreviated “XOR”. The conditions on the outgoing paths determine which path is selected. If a modeling tool is used and the process has to be executed or simulated by a software program, then it is usually possible to formally define exact conditions. Such formal descriptions, which may be expressed in a programming language, can be stored in special attributes of the sequence flows.If, on the other hand, the purpose of a model is to explain a process to other people,then it is advisable to write informal, but understandable, statements directly into the diagram, next to the sequence flows. The meaning of “okay”and “not okay”after the activity called “Review Job Posting”is clear to humans –a program could not make use of it.Gateways are also used for merging alternative paths. In the sample process, the gateway on the left of the activity “Review Job Posting”merges the two incoming sequence flows. Again, this is an exclusive gateway. It expects that either the activity“Write Job Posting”or “Rework Job Posting”is carried out before the gateway is reached –but not both at the same time. It should be taken care to use a gateway either for splitting or for joining, but not for a combination of both. The last element in the example process is the end event. Like the start event it has a circle as symbol –but with a thick border.2.3 Sequence Flow LogicThe flow logic of the job posting process above is rather easy to understand. In more complex models it is sometimes not clear how the modeled structure exactly is to be interpreted. Therefore it is helpful if the meaning of the sequence flow’s elements is defined in an unambiguous way.The logic of a process diagram’s sequence flow can be explained by “tokens”. Just as in a board game tokens are moved over the board according to the game’s rules, one can imagine moving tokens through a process model according to BPMN’s rules.Every time the process is started, the start event creates a token (cf. figure 2). Since the job posting process is carried out more than once, many tokens can be created in the course of time. Thereby it can happen that the process for one job posting is not yet finished, when the process for posting another job starts. As it moves through the process, each token is independent from the other tokens’movements.Figure 2: A start event creates a tokenThe token that has been created by the start event moves through the sequence flow to the first activity. This activity receives a token, performs its task (in this case it reports a job opening), and then releases it to the outgoing sequence flow (cf. figure 3).Figure 3: An activity receives a token and forwards it after completionThe following activity forwards the token. It then arrives at the merging exclusive gateway. The task of this gateway is simple: It just takes a token that arrives via any incoming sequence flow and moves it to the outgoing sequence flow. This is shown in figure 4. In case A, a token arrives from the left, in case B from below. In both cases the token is routed to the outgoing sequence flow to the right.Figure 4: Routing of a token by a merging exclusive gatewayThe task of the splitting exclusive gateway is more interesting. It takes one arriving token and decides according to the conditions, to which sequence flow it should be moved. In case A in figure 5, the condition “okay”is true, i.e. the preceding review activity has produced a positive result. In this case, the token is moved to the right. Otherwise, if the condition “not okay”is true, the token is moved to the downwards sequence flow (case B).The modeler must define the conditions in such a way that always exactly one of the conditions is true. The BPMN specification does not state how to define conditions and how to check whichconditions are true. Since the considered process is not executed by software, the rather simple statements used here are sufficient. Otherwise, it would be necessary to define the conditions according to the requirements and rules of the software tool.The token may travel several times through the loop for reworking the job posting. Finally it arrives at the end event. This simply removes any arriving token and thus finishes the entire process (figure 6).Figure 5: Routing of a token by a splitting exclusive gatewayThe sequence flow of every process diagram can be simulated in this way with the help of tokens. This allows for analyzing whether the flow logic of a process has been modeled correctly.It should be noted that a token does not represent such a thing as a data object or a document. In the case of the job posting process, it could be imagined to have a document “job posting”flowing through the process. This document could contain all required data, such as the result of the activity “Review Job Posting”. At the splitting gateway, the decision could then be based on this attribute value. However, the BPMN sequence flow is constrained to the pure order of execution. The tokens therefore do not carry any information, other than a unique identifier for distinguishing the tokens from each other. For data objects there are separate BPMN constructs which will be presented in chapter 10.2.4 Presentation OptionsUsually pools are drawn horizontally. The preferred direction of sequence flow is then from left to right. On the other hand, it is also possible to use vertical pools and to draw the sequence flow from top to bottom, as in the example in figure 7.It makes sense to decide for only one of these possibilities –horizontal or vertical. Nevertheless there are modeling tools which only support horizontal modelingFigure 6: An end event removes an arriving tokenFigure 7: Vertical swimlanes and nested lanesFigure 7 also shows an example of nested lanes. The lane labeled “Sales”is partitioned into the two lanes “Sales Force”and “Order Processing”. In principle it is possible to partition these lanes again, etc., although this only makes sense up to a certain level of depth.It is not prescribed where to place the names of pools and lanes. Typical are the variants selected for figure 1 and figure 7. Here the names are placed on the left of the pools or lanes, or at the top for the vertical style, respectively. The name of a pool is separated by a line. The names of the lanes, however, are placed directly within the lanes. A separation line is only used for a lane that is partitioned into further sub-lanes. Lanes can also be arranged as a matrix. The procurement process in figure 8 runs through a business department and the procurement department, both of which span a branch office and the headquarters. When a demand occurs in a branch’s business department, this department reports the demand. In the next step, the procurement is approved by the same department in the headquarters. The central part of the procurement department then closes a contract with a supplier, followed by the branch’s purchasing department carrying out the purchase locally.Although the BPMN specification explicitly describes the possibility of such a matrix presentation, it is hardly ever applied, so far.12.2 Message CorrelationThe contents of the message flows within one conversation are always related to each other. For example, all messages that are exchanged within one instance of the conversation “Process Order for Advertisement”relate to the same advertisement order. It is therefore possible to use the order ID for the correlation, i.e. the assignment of messages to a process instance. If a customer receives an advertisement for approval, he can determine the corresponding order –and thus the process instance –based on the order ID. All messages of a conversation have a common correlation.A simple conversation which is not broken down into other conversations is called communication. Therefore, the lines are called communication links (the specification draft at some places alsocalls them conversation links). A conversation has always communication links to two or more participants.If the end of a communication link is forked, multiple partners of the same type can be part of the communication, otherwise exactly one. “Process Order for Advertisement”has exactly one customer and one advertising agency as participants, but multiple designers. Therefore, the designer’s pool contains a multiple marker. However, having only the multiple marker in the pool is not sufficient. The conversation “Handle order for an illustration”, for example, has only one designer as participant. Therefore, the respective end of the communication link is not forked.12.3 Hierarchies of ConversationsBesides communications, it is also possible to use sub-conversations. Similar to sub-processes they are marked with a ‘+’-sign. The details of a sub-conversation can be described in another conversation diagram. The diagram of a sub-conversation can only contain those participants who are linked to the sub-conversation within the parent diagram.Figure 171 shows the detailed conversation diagram for the sub-conversation “Process Order for Advertisement”As can be seen from this diagram, it is also possible to draw message flows directly into the conversation diagram. Other than collaboration diagrams, conversation diagrams are not allowed to show processes in the pools or choreographies between the pools.Figure 171: Conversation diagram for sub-conversation “Process Order for Advertisement”The diagram contains those message flows that are related to the same order. To be more precise, they relate to the same inquiry. At the beginning, an order has not been placed yet, and not every inquiry turns into an order. Therefore, the common reference point is the inquiry.Besides the explicitly displayed message flows between customer and advertising agency, the diagram also contains the communication “Assignment of Graphics Design”. All message flows of this communication are also related to the same inquiry, but this information is not sufficient for the advertising agency in order to assign all incoming messages correctly. This is due to the fact that availability requests are sent to several designers. The advertising agency has to correctly assign each incoming availability notice to the correct availability request. Thus, additional information is required for correlating these messages, e.g. the IDs of the availability requests.Therefore it is possible to define a separate communication for the message flows between advertising agency and designer. The message exchanges of this communication can also be modeled in a collaboration diagram (figure 172) or in a choreography diagram (figure 173). Of course, it is also possible to show the message flows of the entire sub-conversation within a single diagram (figures 161 and 162 in the previous chapter).Figure 172: Collaboration diagram for communication “Assignment of Graphics Design”Like sub-processes, sub-conversations can also be expanded, i.e. the hexagon is enlarged, and the detailed conversation is shown in its interior. However, it is graphically not easy to include, for example, the contents of figure 171 into an expanded sub-conversation in figure 170. Unfortunately, the BPMN specification draft does not contain any examples for expandedsub-conversations either.。

附录英文原文:Chinese Journal of ElectronicsVo1.15,No.3,July 2006A Speaker--Independent Continuous SpeechRecognition System Using Biomimetic Pattern RecognitionWANG Shoujue and QIN Hong(Laboratory of Artificial Neural Networks,Institute ol Semiconductors,Chinese Academy Sciences,Beijing 100083,China)Abstract—In speaker-independent speech recognition,the disadvantage of the most diffused technology(HMMs,or Hidden Markov models)is not only the need of many more training samples,but also long train time requirement. This Paper describes the use of Biomimetic pattern recognition(BPR)in recognizing some mandarin continuous speech in a speaker-independent Manner. A speech database was developed for the course of study.The vocabulary of the database consists of 15 Chinese dish’s names, the length of each name is 4 Chinese words.Neural networks(NNs)based on Multi-weight neuron(MWN) model are used to train and recognize the speech sounds.The number of MWN was investigated to achieve the optimal performance of the NNs-based BPR.This system, which is based on BPR and can carry out real time recognition reaches a recognition rate of 98.14%for the first option and 99.81%for the first two options to the Persons from different provinces of China speaking common Chinese speech.Experiments were also carried on to evaluate Continuous density hidden Markov models(CDHMM ),Dynamic time warping(DTW)and BPR for speech recognition.The Experiment results show that BPR outperforms CDHMM and DTW especially in the cases of samples of a finite size.Key words—Biomimetic pattern recognition, Speech recogniton,Hidden Markov models(HMMs),Dynamic time warping(DTW).I.IntroductionThe main goal of Automatic speech recognition(ASR)is to produce a system which will recognize accurately normal human speech from any speaker.The recognition system may be classified as speaker-dependent or speaker-independent.The speaker dependence requires that the system be personally trained with the speech of the person that will be involved with its operation in order to achieve a high recognition rate.For applications on the public facilities,on the other hand,the system must be capable of recognizing the speech uttered by many different people,with different gender,age,accent,etc.,the speaker independence has many more applications,primarily in the general area of public facilities.The most diffused technology in speaker-independent speech recognition is Hidden Markov Models,the disadvantage of it is not only the need of many more training samples,but also long train time requirement.Since Biomimetic pattern recognition(BPR) was first proposed by Wang Shoujue,it has already been applied to object recognition, face identification and face recognition etc.,and achieved much better performance.With some adaptations,such modeling techniques could be easily used within speech recognition too.In this paper,a real-time mandarin speech recognition system based on BPR is proposed,which outperforms HMMs especially in the cases of samples of a finite size.The system is a small vocabulary speaker independent continuous speech recognition one. The whole system is implemented on the PC under windows98/2000/XPenvironment with CASSANN-II neurocomputer.It supports standard 16-bit sound card .II .Introduction of Biomimetic Pattern Recognition and Multi —Weights Neuron Networks1. Biomimetic pattern recognitionTraditional Pattern Recognition aims at getting the optimal classification of different classes of sample in the feature space .However, the BPR intends to find the optimal coverage of the samples of the same type. It is from the Principle of Homology —Continuity ,that is to say ,if there are two samples of the same class, the difference between them must be gradually changed . So a gradual change sequence must be exists between the two samples. In BPR theory .the construction of the sample subspace of each type of samples depends only on the type itself .More detailedly ,the construction of the subspace of a certain type of samples depends on analyzing the relations between the trained types of samples and utilizing the methods of “cov erage of objects with complicated geometrical forms in the multidimensional space”.2.Multi-weights neuron and multi-weights neuron networksA Multi-weights neuron can be described as follows :12m Y=f[(,,,)]W W W X θΦ-…,,Where :12m ,,W W W …, are m-weights vectors ;X is the inputvector ;Φis the neuron’s computation function ;θis the threshold ;f is the activation function .According to dimension theory, in the feature spacen R ,n X R ∈,the function12m (,,,)W W W X Φ…,=θconstruct a (n-1)-dimensional hypersurface in n-dimensional space which isdetermined by the weights12m ,,W W W …,.It divides the n-dimensional space into two parts .If12m (,,,)W W W X θΦ=…, is a closed hypersurface, it constructs a finite subspace .According to the principle of BPR,determination the subspace of a certain type of samples basing on the type of samples itself .If we can find out a set of multi-weights neurons(Multi-weights neuron networks) that covering all the training samples ,the subspace of the neural networks represents the sample subspace. When an unknown sample is in the subspace, it can be determined to be the same type of the training samples .Moreover ,if a new type of samples added, it is not necessary to retrain anyone of the trained types of samples .The training of a certain type of samples has nothing to do with the other ones .III .System DescriptionThe Speech recognition system is divided into two main blocks. The first one is the signal pre-processing and speech feature extraction block .The other one is the Multi-weights neuron networks, which performs the task of BPR .1.Speech feature extractionMel based Campestral Coefficients(MFCC) is used as speech features .It is calculated as follows :A /D conversion ;Endpoint detection using short time energy and Zero crossing rate(ZCR);Preemphasis and hamming windowing ;Fast Fourier transform ;DCT transform .The number of features extracted for each frame is 16,and 32 frames are chosen for every utterance .A 512-dimensiona1-Me1-Cepstral feature vector(1632⨯ numerical values) represented the pronunciation of every word . 2. Multi-weights neuron networks architectureAs a new general purpose theoretical model of pattern Recognition, here BPR is realized by multi-weights neuron Networks. In training of a certain class of samples ,an multi-weights neuron subNetwork should beestablished .The subNetwork consists of one input layer .one multi-weights neuron hidden layer and one output layer. Such a subNetwork can be considered as a mapping 512:F R R →.12m ()min(,,Y )F X Y Y =…,,Where Y i is the output of a Multi-weights neuron. There are m hiddenMulti-weights neurons .i= 1,2, …,m,512X R ∈is the input vector .IV .Training for MWN Networks1. Basics of MWN networks trainingTraining one multi-weights neuron subNetwork requires calculating the multi-weights neuron layer weights .The multi-weights neuron and the training algorithm used was that of Ref.[4].In this algorithm ,if the number of training samples of each class is N,we can use2N -neurons .In this paper ,N=30.12[(,,,)]ii i i Y f s s s x ++=,is a function with multi-vector input ,one scalar quantity output .2. Optimization methodAccording to the comments in IV.1,if there are many training samples, the neuron number will be very large thus reduce the recognition speed .In the case of learning several classes of samples, knowledge of the class membership of training samples is available. We use this information in a supervised training algorithm to reduce the network scales .When training class A ,we looked the left training samples of the other 14 classes as class B . So there are 30 training samples in set1230:{,,}A A a a a =…,and 420 training samples inset 12420:{,,}B B b b =…,b .Firstly select 3 samples from A, and we have a neuron :1123Y =f[(,,,)]k k k a a a x .Let 01_123,=f[(,,,)]A i k k k i A A Y a a a a =,where i= 1,2, (30)1_123Y =f[(,,,)]B j k k k j a a a b ,where j= 1,2,…420;1_min(Y )B j V =,we specify a value r ,0<r<1.If1_*A i Y r V <,removed i a from set A, thus we get a new set (1)A .We continue until the number ofsamples in set ()k Ais(){}k A φ=,then the training is ended, and the subNetwork of class A has a hiddenlayer of1r - neurons.V .Experiment ResultsA speech database consisting of 15 Chinese dish’s names was developed for the course of study. The length of each name is 4 Chinese words, that is to say, each sample of speech is a continuous string of 4 words, such as “yu xiang rou si”,“gong bao ji ding”,etc .It was organized into two sets :training set and test set. The speech signal is sampled at 16kHz and 16-bit resolution .Table 1.Experimental result atof different values450 utterances constitute the training set used to train the multi-weights neuron networks. The 450 ones belong to 10 speakers(5 males and 5 females) who are from different Chinese provinces. Each of the speakers uttered each of the word 3 times. The test set had a total of 539 utterances which involved another 4 speakers who uttered the 15 words arbitrarily .The tests made to evaluate the recognition system were carried out on differentr from 0.5 to 0.95 with astep increment of 0.05.The experiment results at r of different values are shown in Table 1.Obviously ,the networks was able to achieve full recognition of training set at any r .From the experiments ,it was found that0.5r achieved hardly the same recognition rate as the Basic algorithm. In the mean time, theMWNs used in the networks are much less than of the Basic algorithm. Table 2.Experiment results of BPR basic algorithmExperiments were also carried on to evaluate Continuous density hidden Markov models (CDHMM),Dynamic time warping(DTW) and Biomimetic pattern recognition(BPR) for speech recognition, emphasizing the performance of each method across decreasing amounts of training samples as wellas requirement of train time. The CDHMM system was implemented with 5 states per word.Viterbi-algorithm and Baum-Welch re-estimation are used for training and recognition .The reference templates for DTW system are the training samples themselves. Both the CDHMM and DTW technique are implemented using the programs in Ref.[11].We give in Table 2 the experiment results comparison of BPR Basic algorithm ,Dynamic time warping (DTW)and Hidden Markov models (HMMs) method .The HMMs system was based on Continuous density hidden Markov models(CDHMMs),and was implemented with 5 states per name.VI.Conclusions and AcknowledgmentsIn this paper, A mandarin continuous speech recognition system based on BPR is established.Besides,a training samples selection method is also used to reduce the networks scales. As a new general purpose theoretical model of pattern Recognition,BPR could be used in speech recognition too, and the experiment results show that it achieved a higher performance than HMM s and DTW.References[1]WangShou-jue,“Blomimetic (Topological) pattern recognit ion-A new model of pattern recognition theoryand its application”,Acta Electronics Sinica,(inChinese),Vo1.30,No.10,PP.1417-1420,2002.[2]WangShoujue,ChenXu,“Blomimetic (Topological) pattern recognition-A new model of patternrecognition theory and its app lication”, Neural Networks,2003.Proceedings of the International Joint Conference on Neural Networks,Vol.3,PP.2258-2262,July 20-24,2003.[3]WangShoujue,ZhaoXingtao,“Biomimetic pattern recognition theory and its applications”,Chinese Journalof Electronics,V0l.13,No.3,pp.373-377,2004.[4]Xu Jian.LiWeijun et a1,“Architecture research and hardware implementation on simplified neuralcomputing system for face identification”,Neuarf Networks,2003.Proceedings of the Intern atonal Joint Conference on Neural Networks,Vol.2,PP.948-952,July 20-24 2003.[5]Wang Zhihai,Mo Huayi et al,“A method of biomimetic pattern recognition for face recognition”,Neural Networks,2003.Proceedings of the International Joint Conference on Neural Networks,Vol.3,pp.2216-2221,20-24 July 2003.[6]WangShoujue,WangLiyan et a1,“A General Purpose Neuron Processor with Digital-Analog Processing”,Chinese Journal of Electornics,Vol.3,No.4,pp.73-75,1994.[7]Wang Shoujue,LiZhaozhou et a1,“Discussion on the basic mathematical models of neurons in gen eralpurpose neuro-computer”,Acta Electronics Sinica(in Chinese),Vo1.29,No.5,pp.577-580,2001.[8]WangShoujue,Wang Bainan,“Analysis and theory of high-dimension space geometry of artificial neuralnetworks”,Acta Electronics Sinica (in Chinese),Vo1.30,No.1,pp.1-4,2001.[9]WangShoujue,Xujian et a1,“Multi-camera human-face personal identiifcation system based on thebiomimetic pattern recognition”,Acta Electronics Sinica (in Chinese),Vo1.31,No.1,pp.1-3,2003.[10]Ryszard Engelking,Dimension Theory,PWN-Polish Scientiifc Publishers—Warszawa,1978.[11]QiangHe,YingHe,Matlab Porgramming,Tsinghua University Press,2002.中文翻译:电子学报2006年7月15卷第3期基于仿生模式识别的非特定人连续语音识别系统王守觉秦虹(中国,北京100083,中科院半导体研究所人工神经网络实验室)摘要:在非特定人语音识别中,隐马尔科夫模型(HMMs)是使用最多的技术,但是它的不足之处在于:不仅需要更多的训练样本,而且训练的时间也很长。
1.Today my friend and I are taking a walk。
suddenly,we are seeing a boy sit on the chair,he is crying,we go and ask him。
“what’s the matter with you” he tell us“I can’t find my dog can you help me”.“yes,I can”.And we help him find his dong .oh it stay underthe big tree!今天我和我的朋友一起去散步。
突然我们看见一个男孩坐在椅子上,他哭的很伤心。
我们走过去问他:“你怎么了”。
他告诉我们:“我的狗不见了,你们能帮我找到它吗”.“是的,我们能帮你找到你的狗”然后我们帮助他找到了他的狗,原来是它呆在一棵大树下。
2。
One day an old man siselling a big elephant.A young man comes to the elephant and begins to look at it slowly。
The old man goes up to him and says inhis ear,“Don't say anything about the elephant before I sell it,then i'll give you some money."“All right,”says the young man.After the old man slles the elephant,he gives the young man some money and says,“Now,can you tell me how you find the bad ears of theelephant?”“I don’t find the bad ears,”says the young man.“Then why do you look at the elephant slowly?”asks the old man。
名篇名译0011.原文:It is an ill wind that blows nobody good.译文:世事皆利弊并存。
赏析:原句结构比较特殊("It is … that …"),理解起来有点困难。
“对谁都没有好处的风才是坏风”,也就是说大多数情况下风对人都是有好处、有坏处,在引申一步就是成了上面的译句。
林佩耵在《中英对译技巧》一书中(第68页)还给了几个相同结构的英文句子。
翻译的前提是理解。
有人指出。
市面上见到的翻译作品,有好多都带有因理解不正确而产生的低级错误,“信”都谈不上还妄谈什么“达”和“雅”!初学翻译的朋友,在理解原文上当不遗余力。
2.原文:Their language was almost unrestrained by any motive of prudence.译文:他们几乎爱讲什么就讲什么,全然不考虑什么谨慎不谨慎。
赏析:如果硬译,译文势必成了“他们的言论几乎不受任何深思熟虑的动机的约束”。
译者本其译,化其滞,将原句一拆为二,充分运用相关翻译技巧,译文忠实、通顺。
3.原文:Get a livelihood,and then practise virtue.译文:先谋生而后修身。
(钱钟书译)赏析:原句是祈使句,译句也传达出了训导的意味。
用“谋生”来译“Get a livelihood",用“修身”来译“practise virtue",可谓精当。
巧的是,原句七个词,译句也是七个汉字。
4.原文:I enjoy the clean voluptuousness of the warm breeze on my skin and the cool support of water.译文:我喜爱那洁净的暖风吹拂在我的皮肤上使我陶然欲醉,也喜爱那清亮的流水把我的身体托浮在水面。
(章振邦译)赏析:"voluptuousness"不会"clean",是"breeze""clean","support"不会"cool", 是"water""cool",这种“甲乙两项相关联,就把原属于形容甲的修饰语移属于乙”的修饰手法叫“移就”(transferred epithet)(《英语修辞赏析》,第145页)。
英文资料翻译原文Boiler management:General management principles and operating procedures are well known and must be always followed to avoid boiler mishap.With many small package boiler,the automatic control sequence usually ensures that the boiler fire is initially ignited from a diesel oil supply,and changed over to the usual source when ignition is completed.With good management ,to facilitate subsequent starting from cold,the fuel system of large boilers will have been flushed through with diesel oil when the boiler was on light duty immediately prior to being secured.When burning such diesel fuel it is essential for safety that only the correct(small) burner tip should be used.It should be kept in mind that if fire does not light,immediately shut off fuel and vent furance.Complete ignition of fuel in the furance is essential.The burner flame,the smoke indicator and the funnel should be frequently observed.With satisfactory combustion,the flame should appear incandescent with an orange shade at the flame tip,and a faint brownish haze should show at the funnel.If on fist ignition the flame is uncertain,badly shaped and separates from the primary swirler ,momentary opening or closing of air register may correct.The PH value of the boiler feed water should kept between 8 and 9 and the boiler density less than 300 ppm but,if water samples show a heavy concentration of suspended mater,short blow-downs of 20 seconds duration should be given until the sludge content is seen to be reduced.The boiler should be blown down when the oil burner is operating,the water level lowered and then restored to prove the functioning of the low water cut-out and the oil burner start-up equipment.the boiler scum valve should also be operated at this time to keep the water level clear floating scum.Fuel burner components and igniter electrodes should be cleaned weekly and the furance examined to ensure that there are no excess carbon deposits.Tubes in the exhaust gas section of the boiler should be brushed through at about six-monthly intervals,and those in the oil-burning section periodically examined and cleaned as necessary with a wire bristle brush.With correct feed water treatment,blow-down procedures and sludge contents in water samples at a stable level,it should not be necessary to wash out the water side of the boiler more than once every three or four months.Boiler fires may be out of for long periods when a ship is at sea and the boiler steaming maintained by heat input from waste heat recovery plant.This operation is free from hazard,but feed water and boiler water treatment must be maintained to prevent internal deterioration or scale formation.Water level controller must be kept operable to protect external steam-using plant from water “carry-over”danger.If a boiler is isolated from the steam-using system it must be kept either in closed dry storage with a suitable internal desiccant,or completely full of treated water,or under a low steam pressure preferably maintained by a steam-heated coil.Regular testing of boiler protective devices must be implemented.Frequent comparison of drum-mounted and remote reading water levelindicators:discrepancies between these have contributed to failures because of overheating through shortage of water,when a boiler was being oil-fired.If in doubt as to the true boiler water level,i.e.whether a water level indicator sightglass is completely full or empty,when a unit is being oil-fired the fire should be immediately extinguished until the true level is resolved.Procedures should be predetermined and followed in the event of shortage of water,bulging or fracture of plates or furance,or bursting of water tubes .In general,fires should be immediately extinguished by remote tripping of fuel supply valves;forced draught air pressure maintained if there is any risk of escaping steam entering the boiler room;stem pressure relieved if metallic fractures seem possible;and boiler water level maintained,where practicable,until the boiler begins to cool down. Regular operation of soot blowers,if there are fitted,when the boiler is on oil-fired operation.The steam supply line must be thoroughly warmed and drained before blowers are used,the air/fuel ratio increased throughout the action,and the blowers greased after use.Immediate investigation of any high salinity alarms in condensate system,and elimination of any salt water or oil contamination of boiler feed water system. Safety precautions taken before entering a boiler connected to another boiler under steam.Engine governor:A governor maintains the engine speed at the desired value no matter how much load is applied.It achieves this by adjustment of the fuel pump racks.Any change in load will produce a change in engine speed,which will cause the governor to initiate a fuel change.The governor is said to be speed sensing as a speed change has to take place before the governor can react to adjust the fuel setting.The sample mechanical governor employs rotating weights which move outward as the speed increases and inward as the speed reduces.This movement,acting through a system of linkages,can be used to regulate the fuel rack.Rather than having the rotating weights directly move the fuel linkage,hydraulic governor employ a servo system so the rotating weights only need to move a pilot valve in the hydraulic line.This makes the governor more ernors of this type require a speed change to tale place in order that they may initiate fuel rack adjustment.This is known as speed drop and this is a definite speed for each load therefore the governor can not control to a single speed.A modification to the governor hydraulic system introduces a facility known as compensation which allows for further fuel adjustment after the main adjustment has taken place due to speed pensation restores the speed to its original desired value so the engine can operate at the same speed under all loads.Such a governor is said to be isochronous as the engine operates at a single speed.However,the governor is still speed sensing,so it is not ideal for all applications.Speed sensing governor:Where the engine drives an alternator any speed change results in a change in supply frequency.;Large changes in electrical supply frequency can have an adverse effect on sensitive electronic equipment connected to that supply.Where electrical generation is involved it is possible to monitor taking rotational speed as the control signal.Such governors are know as load sensing.It isextremely difficult to make a mechanical governor load sensing,even with a hydraulic system,but an electronic governor can take account of the electrical load applied to the engine and so can be considered “speed sensing”.Electronic governor:Electronic governors essentially comprise two parts,the digital control unit and the hydraulic actuator,which are interlinked but it is useful to consider them separately.Electronic governor controller: The digital control may be considered as a “black box” in which signals are processed to produce a control signal which is sent to the actuator.The controller may be programmed in order to sent points and parameters.The controller is a sensitive piece of electronic equipment and should not be mounted on the engine or in areas where it will be exposed to vibration,humidity or high temperatures.It should be ventilated in order to keep it cool and should be shielded from high-voltage or high-current devices which will cause electromagnetic interference.Similar restriction apply to the location of signal cables.Speed signals are taken from two speed transducers,one on each side of the flexible coupling which attaches the engine to the load.Failure of one transducer produces a minor alarm but allows continued operation with an electronic over speed value may be programmed into the controller in which case detection of over speed will cause the engine to be shut off.If the load is provided by an electrical machine the output from that machine provides a signal for load sharing.Should this transducer fail the load on the engine will be determined by the position of the governor actuator output.The controller can also receive signals from other transducers including in the engine’s air inlet pressure,which allows the fuel to be limited when starting.After processing input signals in accordance with programmed requirements an output signal will be sent to the governor actuator.Electronic governor actuator:The actuator is a hydraulic device which moves the fuel linkage in response to a signal from the digital controller.The operating mechanism is contained with an oil filled casing.Oil pressure is provided by a servomotor pump driven by a shaft connected to the engine camshaft.At the heart of the actuator is the torque motor beam is banlanced where the engine is operating at the desired speed.a.Consider a load increaseThe controller increases current to the torque motor which,in turn,causes the centre adjust end of the torque motor beam to be lowered.Oil flow through the nozzle is reduced ,which increases pressure on the top of the pilot valve plunger.This moves downward,unconering the port which allows pressure oil to the lower face of the power piston,which in turn moves upward, rotating the terminal shaft thereby increasing the fuel to the engine.As the terminal shaft rotates the torque motor beam is pulled upwards by increased tension in the feedback spring,increasing the clearance between the centers adjust and the nozzle.Leakage past the nozzle increases,reducing the pressure on the upper face of the pilot valve plunger and allowing the pilot valve to move upwards.This cuts off further oil to the power piston,and movement of the fuel control linkage ceases.Balance is restored to the torque motor beam with downward force from the feedback spring being matched by upwards force from oilleakage from the nozzle.The engine then operates at an increased fuel setting which matches the new load requirement at the set speed.B.consider a load reductionA decrease in load produces a reduction in current acting on the torque motor,which tends to turn the beam in an anti-clockwise direction about the torque motor pivot,resulting in an increased clearance between the centre adjust and the nozzle.Pressure reduces on the upper face of the pilot valve plunger and the pilot valve moves upwards,allowing the lower face of the power piston to connect with the geromotor pump suction.the power piston moves downwards ,rotating the terminal shaft which reduces fuel to the engine and tension in the feedback spring.The center adjust end of the torque motor beam is forced down,thereby reducing clearance between the centre adjust and the nozzle.Leakage past the nozzle reduces pressure on the upper face of the pilot valve increases and the pilot valve moves upwards,shuting off the connection between the lower face of the power piston and pump suction .The engine now operates with reduced load and reduced fuel,but at the same original speed.。
英文原文:Rehabilitation of rectangular simply supported RC beams with shear deficienciesusing CFRP compositesAhmed Khalifa a,* , Antonio Nanni ba Department of Structural Engineering, University of Alexandria, Alexandria 21544, Egyptb Department of Civil Engineering, University of Missouri at Rolla, Rolla, MO 65409, USAReceived 28 April 1999; received in revised form 30 October 2001; accepted 10 January 2002AbstractThe present study examines the shear performance and modes of failure of rectangular simply supported reinforced concrete(RC) beams designed with shear deficiencies. These members were strengthened with externally bonded carbon fiber reinforced polymer (CFRP) sheets and evaluated in the laboratory. The experimental program consisted of twelve full-scale RC beams tested to fail in shear. The variables investigated within this program included steel stirrups, and the shear span-to-effective depth ratio, as well as amount and distribution of CFRP. The experimental results indicated that the contribution of externally bonded CFRP to the shear capacity was significant. The shear capacity was also shown to be dependent upon the variables investigated. Test results were used to validate a shear design approach, which showed conservative and acceptable predictions.○C2002 Elsevier Science Ltd. All rights reserved.Keywords: Rehabilitation; Shear; Carbon fiber reinforced polymer1. IntroductionFiber reinforced polymer (FRP) composite systems, composed of fibers embedded in a polymeric matrix, can be used for shear strengthening of reinforced con-crete (RC) members [1–7]. Many existing RC beams are deficient and in need of strengthening. The shear failure of an RC beam is clearly different from its flexural failure. In shear, the beam fails suddenly without sufficient warning and diagonal shear cracks are consid-erably wider than the flexural cracks [8].The objectives of this program were to:1. Investigate performance and mode of failure of simply supported rectangular RC beams with shear deficien-cies after strengthening with externally bonded CFRP sheets.2. Address the factors that influence shear capacity of strengthened beams such as: steel stirrups, shear span-to-effective depth ratio (a/d ratio), and amount and distribution of CFRP.3. Increase the experimental database on shear strength-ening with externally bonded FRP reinforcement.4. Validate the design approach previously proposed by the authors [9].For these objectives, 12 full-scale, RC beams designed to fail in shear were strengthened with different CFRP schemes. These members were tested as simple beams using a four-point loading configuration with two different a/d ratios.2. Experimental program2.1. Test specimens and materialsTwelve full-scale beam specimens with a total span of 3050 mm. and a rectangular cross-section of 150-mm-wide and 305-mm-deep were tested. The specimens were grouped into two main series designated SW and SO depending on the presence of steel stirrups in the shear span of interest.Series SW consisted of four specimens. The details and dimensions of the specimens designated series SW are illustrated in Fig. 1a. In this series, four 32-mm steel bars were used as longitudinal reinforcement with two at top and two at bottom face of the cross-section to induce a shear failure. The specimens were reinforced with 10-mm steel stirrups throughout their entire span. The stirrups spacing in the shear span of interest, right half, was selected to allow failure in that span.Series SO consisted of eight beam specimens, which had the same cross-section dimension and longitudinal steel reinforcement as for series SW. No stirrups were provided in the test half span as illustrated in Fig. 1b.Each main series (i.e. series SW and SO) was subdivided into two subgroups according to shear span-to-effective depth ratio. This was selected to be a/d = 3 and 4, resulting in the following four subgroups: SW3;SW4; SO3; and SO4.The mechanical properties of the materials used for manufacturing the test specimens are listed in Table 1.Fabrication of the specimens including surface preparation and CFRP installation is described elsewhere [10].Table 12.2. Strengthening schemesOne specimen from each series (SW3-1, SW4-1, SO3-1 and SO4-1) was left without strengthening as a control specimen, whereas eight beam specimens were strengthened with externally bonded CFRP sheets following three different schemes as illustrated in Fig. 2.In series SW3, specimen SW3-2 was strengthened with two CFRP plies having perpendicular fiber directions (90°/0°). The first ply was attached in the form of continuous U-wrap with the fiber direction oriented perpendicular to the longitudinal axis of the specimen (90°). The second ply was bonded on the two sides of the specimen with the fiber direction parallel to the beam axis(0°).This ply [i.e. 0°ply] was selected to investigate the impact of additional horizontal restraint on shear strength.In series SW4, specimen SW4-2 was strengthened with two CFRP plies having perpendicular fiber direction (90°/0°) as for specimen SW3-2.Four beam specimens were strengthened in series SO3. Specimen SO3-2 was strengthened with one-ply CFRP strips in the form of U-wrap with 90°-fiber orientation. The strip width was 50 mm with center-to-center spacing of 125 mm. Specimen SO3-3 was strengthened in a manner similar to that of specimen SO3-2, butwith strip width equal to 75 mm. Specimen SO3-4 was strengthened with one-ply continuous U-wrap (90°). Specimen SO3-5 was strengthened with twoCFRP plies (90°/0°) similar to specimens SW3-2 and SW4-2.In series SO4, two beam specimens were strengthened. Specimen SO4-2 was strengthened with one-ply CFRP strips in the form of U-wrap similar to specimen SO3-2. Specimen SO4-3 was strengthened with one-ply continuous U-wrap (90°) similar to SO3-4.2.3. Test set-up and instrumentationAll specimens were tested as simple span beams subjected to a four-point load as illustrated in Fig. 3. A universal testing machine with 1800 KN capacity was used in order to apply a concentrated load on a steel distribution beam used to generate the two concentrated loads. The load was applied progressively in cycles, usually one cycle before cracking followed by three cycles with the last one up to ultimate. The applied load vs. deflection curves shown in this paper are the envelopes of these load cycles.Four linear variable differential transformers (LVDTs) were used for each test to monitor vertical displacements at various locations as shown in Fig. 3. Two LVDTs were located at mid-span on each side of the specimen. The other two were located at the specimen supports to record support settlement.For each specimen of series SW, six strain gauges were attached to three stirrups to monitor the stirrup strain during loading as illustrated in Fig. 1a. Three strain gauges were attached directly to the FRP sheet on the sides of each strengthened beam to monitor strain variation in the FRP. The strain gauges were oriented in the vertical direction and located at the section mid-height with distances of 175, 300 and 425 mm, respectively, from the support for series SW3 and SO3. For beam specimens of series SW4 and SO4, the strain gauges were located at distance of 375, 500 and 625 mm, respectively, from the support.3. Results and discussionIn the following discussion, reference is always made to weak shear span or span of interest.3.1. Series SW3Shear cracks in the control specimen SW3-1 were observed close to the middle of the shear span when the load reached approximately 90 kN. As the load increased, additional shear cracks formed throughout, widening and propagating up to final failure at a load of 253 kN (see Fig. 4a).In specimen SW3-2 strengthened with CFRP (90°/0°), no cracks were visible on the sides or bottom of the test specimen due to the FRP wrapping. However,a longitudinal splitting crack initiated on the top surface of the beam at a high load of approximately 320 kN.The crack initiated at the location of applied load and extended towards the support. The specimen failed by concrete splitting (see Fig. 4b) at total load of 354 kN. This was an increase of 40% in ultimate capacity compared to the control specimen SW3-1. The splitting failure was due to the relatively high longitudinal compressive stress developed at top of the specimen, which created a transverse tension, led to the splitting failure. In addition, the relatively large amount of longitudinal steel reinforcement combined with over-strengthening for shear by CFRP wrap probably caused this mode of failure. The load vs. mid-span deflection curves for specimens SW3-1 and SW3-2 are illustrated in Fig. 5, to show the additional capacity gained by CFRP.The maximum CFRP vertical strain measured at failure in specimen SW3-2 was approximately 0.0023 mm/mm, which corresponded to 14% of the reported CFRP ultimate strain. This value is not an absolute because it greatly depends on the location of the strain gauges with respect to a crack. However, the recorded strain indicates that if the splitting did not occur, the shear capacity could have reached higher load.Comparison between measured local stirrup strains in specimens SW3-1 and SW3-2 are shown in Fig. 6. The stirrups 1, 2 and 3 were located at distance of 175, 300 and 425 mm from the support, respectively. The results showed that the stirrups 2 and 3 did not yield at ultimate for both specimens. The strains (and the forces) in the stirrups of specimen SW3-2 were, in general, smaller than those of specimen SW3-1 at the same level of loading due to the effect of CFRP.Fig. 6. Applied load vs. strain in the stirrups for specimens SW3-1 and SW3-2. 3.2. Series SW4In specimen SW4-1, the first diagonal crack was formed in the member at a totalapplied load of 75 kN. As the load increased, additional shear cracks appeared throughout the shear span. Failure of the beam occurred when the total applied load reached 200 kN. This was a decrease of 20% in shear capacity compared to the specimen SW3-1 with a/d ratio=3.In specimen SW4-2, the failure was controlled by concrete splitting similar to test specimen SW3-2. The total applied load at ultimate was 361 kN with an 80% increase in shear capacity compared to the control specimen SW4-1. In addition, the measured strains in the stirrups for specimen SW4-2 were less than those of specimen SW4-1. The applied load vs. mid-span deflection curves for beams SW4-1 and SW4-2 are illustrated in Fig. 7. It may be noted that specimen SW4-2 resulted in greater deflection when compared to specimen SW4-1.When comparing the test results of series SW3 specimens to that of series SW4, the ultimate failure load of specimen SW3-2 and SW4-2 was almost the same. However, the enhanced capacity of specimen SW3-2 (a/d=3) due to the addition of the CFRP reinforcement was 101 kN, while specimen SW4-2 (a/d=4) was 161 kN. This indicates that the contribution of external CFRP reinforcement may be influenced by the ayd ratio and appears to decrease with a decreasing a/d ratio. Further, for both strengthened specimens (SW3-2 and SW4-2), CFRP sheets did not fracture or debond from the concrete surface at ultimate and this indicates that CFRP could provide additional strength if the beams did not failed by splitting.3.3. Series SO3Fig. 8 illustrates the failure modes for series SO3 specimens. Fig. 9 details the applied load vs. mid-span deflection for the specimens.The failure mode of control specimen SO3-1 was shear compression. Failure of the specimen occurred at a total applied load of 154 kN. This load was a decrease of shear capacity by 54.5 kN compared to the specimen SW3-1 due to the absent of the steel stirrups. In addition, the crack pattern in specimen SW3-1 was different from of specimen SO3-1. In specimen SW3-1, the presence of stirrups provided a better distribution of diagonal cracks throughout the shear span.In specimen SO3-2, strengthened with 50-mm CFRP strips spaced at 125 mm, the first diagonal shear crack was observed at an applied load of 100 kN. The crackpropagated as the load increased in a similar manner to that of specimen SO3-1. Sudden failure occurred due to debonding of the CFRP strips over the diagonal shear crack, with spalled concrete attached to the CFRP strips. The total ultimate load was 262 kN with a 70% increase in shear capacity over the control specimen SO3-1. The maximum local CFRP vertical strain measured at failure in specimen SO3-2 was 0.0047 mm/mm (i.e. 28% of the ultimate strain), which indicated that the CFRP did not reach its ultimate.Specimen SO3-3, strengthened with 75-mm CFRP strips failed as a result of CFRP debonding at a total applied load of 266 kN. No significant increase in shear capacity was noted compared to specimen SO3-2. The maximum-recorded vertical CFRP strain at failure was 0.0052 mmymm (i.e. 31% of the ultimate strain).Specimen SO3-4, which was strengthened with a continuous CFRP U-wrap (908), failed as a result of CFRP debonding at an applied load of 289 kN. Results show that specimen SO3-4 exhibited increase in shear capacity of 87, 10 and 8.5% over specimens SO3-1,SO3-2 and SO3-3, respectively. Applied load vs. vertical CFRP strain for specimen SO3-4 is illustrated in Fig. 10 in which strain gauges sg1, sg2 and sg3 were located at mid-height with distances of 175, 300 and 425 mm from the support, respectively. Fig.10 shows that the CFRP strain was zero prior to diagonal crack formation, then increased slowly until the specimen reached a load in the neighborhood of the ultimate strength of the control specimen. At this point, the CFRP strain increased significantly until failure. The maximum local CFRP vertical strain measured at failure was approxi- mately 0.0045 mm/mm.When comparing the results of beams SO3-4 and SO3-2, the CFRP amount used to strengthen specimen SO3-4 was 250% of that used for specimen SO3-2. Only a 10% increase in shear capacity was achieved for the additional amount of CFRP used. This means that if an end anchor to control FRP debonding is not used, there is an optimum FRP quantity, beyond which the strengthening effect is questionable. A previous study [11] showed that by using an end anchor system, the failure mode of FRP debonding could be avoided. Reported findings are consistent with those of other research [7],which was based on a review of the experimental results available in the literature, and indicated that the contribution of FRP to the shear capacity increases almost linearly, with FRP axial rigidity expressed byf f E ρ(f ρ is the FRP area fraction and f E is the FRP elastic modulus) up to approximately 0.4 GPa. Beyond this value, the effectiveness of FRP ceases to be positive.In specimen SO3-5, the use of a horizontal ply over the continuous U-wrap (i.e. 90°/0°) resulted in a concrete splitting failure rather than a CFRP debonding failure. The failure occurred at total applied load of 339 kN with a 120% increase in the shear capacity compared to the control specimen SO3-1. The strengthening with two perpendicular plies (i.e. 90°/0°) resulted in a 17% increase in shear capacity compared to the specimen with only one CFRP ply in 90° orientation (i.e. specimen SO3-4). The maximum local CFRP vertical strain measured at failure was 0.0043 mm/mm.By comparing the test results of specimens SW3-2 and SO3-5, having the same a/d ratio and strengthening schemes but with different steel shear reinforcement, the shear strength (i.e. 177 and 169.5 kN for specimens SW3-2 and SO3-5, respectively), and the ductility are almost identical. One may conclude that the contribution of CFRP benefits the beam capacity to a greater degree for beams without steel shear reinforcement than for beams with adequate shear reinforcement.3.4. Series SO4Series SO4 exhibited the largest increase in shear capacity compared to the other series investigated with this research study. The experimental results in terms of applied load vs mid-span deflection for this series is illustrated in Fig. 11.The control specimen SO4-1 failed as a result of shear compression at a total applied load of 130 kN. Specimen SO4-2, strengthened with CFRP strips, the failure was controlled by CFRP debonding at a total load of 255 kN with 96% increase in shear capacity over the control specimen SO4-1. The maximum local CFRP vertical strain measured at failure was 0.0062mmymm.When comparing the test results of specimen SO4-2 to that of specimen SO3-2, theenhanced shear capacity of specimen SO4-2 (a/d=4) due to addition of CFRP strips was 62.5 kN, while specimen SO3-2 (a/d=3) resulted in added shear capacity of 54 kN. As expected, the contribution of CFRP reinforcement to resist the shear appeared to decrease with decreasing a/d ratio. Specimen SO4-3, strengthened with continuous U- wrap, failed as a result of concrete splitting at an applied load of 310 kN with a 138% increase in shear capacity compared to that of specimen SO4-1. The maximum local CFRP vertical strain measured at failure was 0.0037 mm/mm.4. Design approachThe design approach for computing the shear capacity of RC beams strengthened with externally bonded CFRP reinforcement, expressed in ACI design code [12] format, was proposed and published in 1998 [13]. The design model described two possible failure mechanisms of CFRP reinforcement namely: CFRP fracture; and CFRP debonding. Furthermore, two limits on the contribution of CFRP shear were proposed. The first limit was set to control the shear crack width and loss of aggregate interlock, and the second was to preclude web crushing. Also, the concrete strength and CFRP wrap- ping schemes were incorporated as design parameters. In recent study [9,10], modifications were proposed to the 1998 design approach to include results of a new study on bond mechanism between CFRP sheets and concrete surface [14]. In addition, the model was extended to provide the shear design equations in Eurocode as well as ACI format. Comparing with all test results available in the literature to date, 76 tests, the design approach showed acceptable and conservative estimates [10,13]. In this section, the summary of the design approach is presented. The comparison between experimental results and the calculated factored shear strength demonstrates the ability of the design approach to predict the shear capacity of the strengthened beams. demonstrates the ability of the design approach to predict the shear capacity of the strengthened beams.4.1. Summary of the shear design approach — ACI formatIn traditional shear design (including the ACI Code), the nominal shear strength of an RC section is the sum of the nominal shear strengths of concrete and steel shear reinforcement. For beams strengthened with externally bonded FRP reinforcement,the shear strength may be computed by the addition of a third term to account of the FRP contribution. This is expressed as follows:The design shear strength,n V φ, is obtained by multiplying the nominal shear strength by a strength reduction factor for shear,φ. It was suggested that the reduction factor φ=0.85 given in ACI [12] be main-tained for the concrete and steel terms. However, a more stringent strength reduction factor of 0.7 for the CFRP contribution was suggested w10x. This is due to the relative novelty of this repair technique. Thus, the design shear strength is expressed as follows.4.2. Contribution of CFRP reinforcement to the shear capacityThe expression used to compute shear contribution of CFRP reinforcement is given in Eq. (3). This equation is similar to that for shear contribution of steel stirrups and consistent with the ACI format.The area of CFRP shear reinforcement,f A , is the total thickness of the sheet (usually f t 2or sheets on both sides of the beam) times the width of the CFRP stripf ω. The dimensions used to define the area of CFRP in addition to the spacingf s and the effective depth of CFRP,f d , are shown in Fig. 12. Note that for continuous verticalshear reinforcement, the spacing of the strip,f s , and the width of the strip, f ω, areequal. In Eq. (3), an effective average CFRP stressfe f , smaller than its ultimate strength,fu f , was used to replace the yield stress of steel. At the ultimate limit state for the member in shear, it is not possible to attain the full strength of the FRP [7,13]. Failure is governed by either fracture of the FRP sheet at average stress levels wellbelow FRP ultimate capacity due to stress concentrations, debonding of the FRP sheet from the concrete surface, or a significant decrease in the post- cracking concrete shear strength from a loss of aggregate interlock. Thus, the effective average CFRP stress is computed by applying a reduction coefficient, R, to the CFRP ultimate strength as expressed in Eq. (4).The reduction coefficient depends on the possible failure modes (either CFRP fracture or CFRP debonding). In either case, an upper limit for the reduction coefficient is established in order to control shear crack width and loss of aggregate interlock.4.3. Reduction coefficient based on CFRP sheet fracture failureThe proposed reduction coefficient was calibrated on all available test results to date, 22 tests with failure controlled by CFRP fracture [10,13]. The reduction coefficient was established as a function off f E ρ (where f ρis the area fraction of CFRP) and expressed in Eq.(5) for ≤f f E ρ0.7 GPa.4.4. Reduction coefficient based on CFRP debonding failureThe shear capacity governed by CFRP debonding from the concrete surface was presented [9,10]as a function of CFRP axial rigidity, concrete strength, effective depth of CFRP reinforcement, and bonded surface configurations. In determining the reduction coefficient for bond, the effective bond length, e L , has to be determined first. Based on analytical and experimental data from bond tests, Miller [14] showed that the effective bond length slightly increases as CFRP axial rigidity,f f E t , increases. However, he suggested a constant conservative value e L for equal to 75 mm. The value may be modified when more bond tests data becomes available.After a shear crack develops, only that portion of the width of CFRP extending past the crack by the effective bonded length is assumed to be capable of carrying shear.[13] The effective width,fe W , based on the shear crack angle of 45°, and thewrapping scheme is expressed in Eqs. (6a) and (6b);if the sheet in the form of a U-wrap (6a)if the sheet is bonded only to the sides of the beam. (6b)The final expression for the reduction coefficient, R, for the mode of failure controlled by CFRP debonding is expressed in Eq. (8)Eq. (7) is applicable for CFRP axial rigidity, f f E t , ranging from 20 to 90 mm-GPa (kN/mm). Research into quantifying the bond characteristics for axial rigidities above 90 mm·GPa is being conducted at the University of Missouri, Rolla (UMR).4.5. Upper limit of the reduction coefficientIn order to control the shear crack width and loss of aggregate interlock, an upper limit of reduction coefficient, R, was suggested and calibrated with all of the available test results [10] to be equal to fu ε/006.0where fu εis the ultimate tensile CFRP strain. This limit is such that the average effective strain in CFRP materials at ultimate can not be greater than 0.006 mm/mm (without the strengthening reduction factor,φ).4.6. Controlling reduction coefficientThe final controlling reduction coefficient for the CFRP system is taken as the lowest value determined from the two possible modes of failure and the upper limit. Note that if the sheet is wrapped entirely around the beam or an effective end anchor is used, the failure mode of CFRP debonding is not to be considered. The reduction coefficient is only controlled by FRP fracture and the upper limit.4.7. CFRP spacing requirementsSimilar to steel shear reinforcement, and consistent with ACI provision for the stirrups spacing [12], the spacing of FRP strips should not be so wide as to allow the formation of a diagonal crack without intercepting a strip. For this reason, if strips are used, they should not be spaced by more than the maximum given in Eq. (8).4.8. Limit on total shear reinforcementACI 318M-95 [12] 11.5.6.7 and 11.5.6.8 set a limit on the total shear strength that may be provided by more than one type of shear reinforcement to preclude the webcrushing. FRP shear reinforcement should be included in this limit. A modification to ACI 318M-95 Section 11.5.6.8 was suggested as follows:4.9. Shear capacity of a CFRP strengthened section — Eurocode formatThe proposed design equation wEq. (3)x for computing the contribution of externally bonded CFRP reinforcement may be rewritten in Eurocode (EC2 1992) [15] format as Eq. (10).In this equation, the partial safety factor for CFRP materials,f , was suggestedequal to 1.3 [10].4.10. Comparison between the test results and calculated valuesThe test summary and the comparison between the test results and the calculated shear strength, using the design approach (ACI format), are detailed in Tables 2 and 3, respectively. For CFRP strengthened beams, the measured contribution of concrete, Vc , and steel stirrups, Vs, (when present) were considered equal to the shearstrength of a non-strengthened beam. The nominal shear strength provided by concrete and steel stirrups was computed using Equations (11-5) and (11-15) in ACI- 318-95 [12]. In Equation (11-5), the values of Vu and M u were taken at the point of application of the load. The comparison indicates that the design approach gives conservative results for the strengthened beams as illus-trated in Fig. 13.5. Conclusions and further recommendationAn experimental investigation was conducted to study the shear behavior and the modes of failure of simply supported rectangular section RC beams with shear deficiencies, strengthened with CFRP sheets. The parameters investigated in this program were existence of steel shear reinforcement, shear span-to-effective depth ratio (ayd ratio), and CFRP amount and distribution.The results confirm that the strengthening technique using CFRP sheets can be used toincrease significantly shear capacity, with efficiency that varies depending on the tested variables. For the beams tested in this program, increases in shear strength of 40–138% were achieved.Conclusions that emerged from this study may be summarized as follows:●The contribution of externally CFRP reinforcement to the shear capacity isinfluenced by the a/d ratio.●Increasing the amount of CFRP may not result in a proportional increase in theshear strength. The CFRP amount used to strengthen specimen SO3-4 was 250% of that used in specimen SO3-2, which resulted in a minimal (10%) increase in shear capacity. An end anchor is recommended if FRP debonding is to be avoided. Table2Table3●The test results indicated that contribution of CFRP benefits the shear capacity at agreater degree for beams without shear reinforcement than for beams with adequate shear reinforcement.●The results of series SO3 indicated that the 0° ply improved the shear capacity byproviding horizontal restraint.●The shear design algorithms provided acceptable and conservative estimates forthe strengthened beams. Recommendations for future research are as follows:●Experimental and analytical investigations are required to link the shearcontribution of FRP with the load condition. These studies have to consider both the longitudinal steel reinforcement ratio and the concrete strength as parameters.Laboratory specimens should maintain practical dimensions.●The strengthening effectiveness of FRP has to be addressed in the cases of shortand very short shear spans in which arch action governs failure.●The interaction between the contribution of external FRP and internal steel shearreinforcement has to be investigated.●To optimize design algorithms, additional specimens need to be tested withdifferent CFRP amount and configurations to create a large database of information.●Shear design algorithms need to be expanded to include strengthening with aramid。

Journal of Molecular Catalysis A:Chemical238(2005)192–198Efficient azo dye degradation by hydrogen peroxide oxidation withmetalloporphyrins as catalystsArm´e nio C.Serra a,Cristina Docal b,A.M.d’A.Rocha Gonsalves b,∗a Universidade Cat´o lica Portuguesa-P´o lo da Figueira da Foz,Rua Dr.Mendes Pinheiro24,3080-Figueira da Foz,Portugalb Departamento de Qu´ımica,Faculdade de Ciˆe ncias e Tecnologia,Universidade de Coimbra,Rua Larga,P-3000Coimbra,PortugalReceived19March2005;received in revised form9May2005;accepted10May2005Available online29June2005AbstractDegradation of organic dyes is a matter of great environmental concern.Despite many significant efforts and the numerous systems,which have been exploited,the problem is still unsolved due to intrinsically low activity or use of non-convenient chemical reagents.In this work,we describe the use of an oxidative system based on hydrogen peroxide activated by metalloporphyrins as catalysts to carry out the degradation of methyl orange,a model azo dye,in fairly high concentrations.Some inhibition of the catalytic activity during the reaction was originally observed.Adjustments in the system were made in order to prevent this inhibition and improve the efficiency of the system.©2005Elsevier B.V.All rights reserved.Keywords:Azo dye degradation;Metalloporphyrin;Hydrogen peroxide;Catalysis;Environment1.IntroductionThe presence of dyes in water effluents is a problem of great environmental concern.Particularly significant is the case of azo dyes since the low reactivity of the azo linkage makes this class of compounds resistant to microbiological degradations,thus blocking the process,which can lead to complete mineralization.A survey of the literature shows that the oxidative degradation of these structures seems the most convenient solution and some promising degradative systems have been disclosed[1].Concerning environment protection,hydrogen peroxide is a desirable oxidant but its activation to generate an efficient oxidant species is still a challenge.Activation with non-porphyrinic manganese com-plex has shown limited ability to destroy azo dyes[2].The use of Fenton chemistry seems to be attractive either in the presence or absence of light[3–8].However,results,so far, are not very significant.Metalloporphyrins have shown very good efficiency for hydrogen peroxide activation,essentially in alkene epoxidations but their use in the catalytic degra-∗Corresponding author.Tel.:+351239852082;fax:+351239826069.E-mail address:arg@qui.uc.pt(A.M.d’A.Rocha Gonsalves).dation of dyes has not been relevant[9].We developed an efficient oxidation system with diluted hydrogen peroxide under metalloporphyrin catalysis[10]and now attempt to extend the application of this system to dye degradation. 2.Results and discussionIn this work,the results of the degradation of azo dyes by diluted solutions of hydrogen peroxide activated by man-ganese complexes of meso-tetra-arylporphyrins(1–5)are presented in Scheme1.Metalloporphyrin1has proved to be a catalyst with good activity in epoxidation reactions with dilute hydrogen per-oxide as oxidant[11,12].For the oxidations expected to be more difficult than carbon–carbon double bond epoxidation we selected a set of more active catalysts such as2–4.Cata-lyst4is studied as an oxidation catalyst for thefirst time.We compared our catalysts to the known low efficiency catalyst 5.For alkene oxidations we previously developed a biphasic system using a dilute aqueous solution of hydrogen peroxide as oxidant and a chlorinated solvent for catalyst and substrate1381-1169/$–see front matter©2005Elsevier B.V.All rights reserved. doi:10.1016/j.molcata.2005.05.017A.C.Serra et al./Journal of Molecular Catalysis A:Chemical 238(2005)192–198193Scheme 1.[13].Important additives of this system are benzoic acid as co-catalyst and tert -butylpyridine as axial ligand.The use of this biphasic system to degradate azo dyes posed two major problems:the intrinsic lack of reactivity of the azo bond and the solubility of the dyes in the aqueous phase that blocks the interaction with the oxidative species present in the organic phase.In a previous work,we made an exploratory attempt to degradate azo dyes using a micelar medium with promising results [14].To evaluate the capacity of the biphasic system for the degradation of an azo linkage we began studying the oxidation of sudan IV ,an organic soluble azo dye,favour-ing the interaction with the oxidant species.Starting with a catalyst/substrate ratio of 1to 25,which corresponds to a con-centration of about 1×104mg/L of dye,the results obtained with catalysts 1and 3are illustrated in Fig.1.It is clear that with both catalysts the great majority of the dye is destroyed after 30min of reaction,since the value of absorbance is,then,mainly due to the residual metallo-porphyrin catalysts.No significant difference of reactivity between the two catalysts is observed.A blank experiment in the absence of catalyst showed no indication of dye degrada-tion.In a second stage,we changed to methyl orange,a water-soluble dye.In this case we used a volume of 4mL for the organic phase and 10mL for the aqueous phase and,since the amount of dye was small,the total amount of hydrogenperox-Fig.1.Bleaching of sudan IV solutions (1×104mg/L)in biphasic medium using hydrogen peroxide (5%)as oxidant and metalloporphyrins 1and 3as catalysts.Table 1Bleaching of methyl orange solutions (total volume 10mL)by hydrogen peroxide (2.5%)catalysed by metalloporphyrin 1aInitial dye concentration (mg/L)Time (min)Absorbance b (%)7010230114010123092101017307a Molar ratio of catalyst/axial ligand/organic acid,1:5:20.bValue relatively to initial absorbance value (100%).ide solution was reduced using diluted solutions of 2.5%.The dye degradation was followed by measuring the absorbance values for aliquots of 300L of the reaction medium,rela-tively to the initial absorbance value.The results with catalyst 1and different dye concentrations are shown in Table 1.It is clear that our catalytic system is able to destroy the dye despite it being present in the aqueous phase.The final solution is completely bleached as illustrated by the visible spectra at the beginning and end of the reaction in Fig.2.A blank experiment in the absence of catalyst shows decrease to 77%of the initial absorbance after 10min,this value being the same after 2h standingunder the same con-Fig.2.Visible spectra of the dye solution at the beginning of the reaction.In inset the spectra at the end of the reaction.194 A.C.Serra et al./Journal of Molecular Catalysis A:Chemical 238(2005)192–198Table 2Bleaching of methyl orange solutions (total volume 20mL)through oxida-tion by hydrogen peroxide (2.5%)catalysed by metalloporphyrin 1aInitial dye concentration (mg/L)Time (min)Absorbance b (%)70101930146013140102630171421010413011a Molar ratio of catalyst/axial ligand/organic acid,1:5:20.bValue relatively to initial absorbance value (100%).ditions.The range of dye concentrations which was studied,varied from 0.21to 0.63mM,a value substantially higher than those used in other systems for dye degradation and much higher than typical concentrations of this sort of com-pounds in polluted waters [1].Concerning the possibility of practical applications,the amount of dye destroyed relatively to the amount of cata-lyst used is important.Keeping the same dye concentration from previous experiments but doubling the dye molar quan-tity,which means the use of a double volume dye solution (20mL),gave the results presented in Table 2.As expected dye destruction is somewhat slower than con-ditions corresponding to Fig.2due to higher amounts of the dye present in the aqueous phase.However,after 60min a fairly high degradation of the dye is accomplished even with the more concentrated solution,where the total dye amount is 4.2mg.Our next objective was to further improve the catalytic system.In previous work,we showed the advantage of the presence of a radical scavenger like 2,6-di-tert -butyl-4-methoxyphenol (BHT)to the catalyst stability and catalytic efficiency [10].Similarly,in this study,we tried the oxida-tion of methyl orange at a concentration of 210mg/L in the presence of the radical scavenger (20to 1ratio relatively tothe catalyst)observing a significant enhancement in the level of dye degradation (Experiments 1and 2,Table 3).In order to further approach,the system of more convenient condi-tions for practical use,we studied the effect of lowering the concentration of hydrogen peroxide to 1%although using an excess relatively to the amount of the dye.The results showed that these conditions are extremely efficient as illustrated in Table 3(Experiments 3and 4).Once our original catalytic conditions were optimized by adding a radical scavenger and using a more diluted hydro-gen peroxide solution (1%),a comparison of efficiency of the catalysts 1–5in methyl orange degradation was performed.Experiments were carried out using a dye concentration of 140mg/L and two different dye molar quantities:one corre-sponding to 5mL of the dye stock solution (1.4mg of dye)and the other to 10mL of the stock solution (2.8mg of dye)(Fig.3).The experiments with the higher amount of dye (2.8mg)show a slower rate of degradation but still go to comple-tion after 60min with catalysts 1–4.As expected catalyst 5showed poor activity.Similar conclusions were reached in other cases of oxidation catalysis when halogen atoms are present in the ortho positions of the phenyl groups of catalysts [15,16].Catalyst 2,having sulphonamide groups,is a little more active than others [17,18].Catalysts 3and 4with bromine atoms have similar activities,and are also more active than catalyst 1.The presence of the p -toluenesulphonate groups does not have a large influence on the activity of the catalyst as shown by similar results obtained for catalysts 3and 4.One important characteristic for a catalytic system intended to be used in dye degradation is the ability to perform several cycles of dye destruction.We studied this problem by doing experiments where an organic phase containing the catalyst,co-catalysts and the pyridine was used successively to oxidize new batches of the aqueous phase (every 30min)containing the dye and the hydrogen peroxide.The results obtained are illustrated in Fig.4.Fig.4shows that only the first two cycles of dye oxidation are efficient.Cycles 3and 4give lower levels of bleaching cor-Table 3Results of the influence of BHT presence and hydrogen peroxide concentration in the bleaching of methyl orange solutions catalysed by metalloporphyrin 1a ExperimentInitial dye concentration (mg/L)BHT bHydrogen peroxide solution (%)Time (min)Absorbance c (%)1210– 2.51020308.6221020/1 2.51013309.5314020/1 2.51012305.1414020/11106.2303.9a Molar ratio of catalyst/axial ligand/organic acid,1:5:20.b Molar ratio relatively to the catalyst.cValue relatively to initial absorbance value (100%).A.C.Serra et al./Journal of Molecular Catalysis A:Chemical 238(2005)192–198195Fig.3.Bleaching of methyl orange solutions catalysed by metalloporphyrins 1–5with different amounts of methyl orange:(a)1.4mg and (b)2.8mg.responding to a slow down of the catalytic process.Checking the amount of catalyst at the end of the last cycle,we found evidence that the amount of catalyst still present should allow for catalytic activity in the system.The reason for the reaction to stop should be the lack of another of the essential compo-nents of the catalytic system,tert -butylpyridine or benzoic acid.Adding more amounts of benzoic acid between cycles does not change anything.However,adding more pyridine after the second cycle allows recovering of some catalytic activity as shown in Fig.5.Fig.4.Sequence of bleaching cycles of oxidation of methyl orange solutions (140mg/L)performed using metalloporphyrin 1.Zero values in time scale correspond to the start of a new cycle with the addition of a fresh amount of dyesolution.Fig.5.Sequence of bleaching cycles of methyl orange solutions (140mg/L)performed using metalloporphyrin 1.Zero values in time scale correspond to addition of a fresh amount of dye solution.tert -Butylpyridine was added after the second cycle.Under the latter conditions,we also studied the perfor-mance of catalysts 3and 4that proved to be more active than catalyst 1in our first experiments (Fig.6).Surprisingly,both catalysts had a poorer performance in this sequence of reactions than catalyst 1.Only the first cycle is efficient.The analytical control of the catalyst at the end of the sequences showed the presence of a significant amount of metalloporphyrin,although with a blue shift of 3–5nm of the Soret band.When the organic phase from the experiment with catalyst 3is removed at the end of the sequence,and a cis -ciclooctene epoxidation is attempted with it,only 26%of conversion after 30min of reaction is observed.The same reaction with fresh catalyst in the same catalytic conditions is expected to be complete in 10min [11].These results point to some inhibition of the catalyst activity.The poisoning effect is more pronounced with catalysts 3and 4than with cata-lyst 1.Catalyst stability at the end of the reaction and the Soret shift points to some metalloporphyrin interaction with the inhibition product by the axial position,preventing the essential linkage between catalyst and the pyridine ligand and slowing down the catalytic activity.The analysis of the first cycles of Fig.6shows reactions are fast going to completion in 10min.The inhibition pro-cess most likely occurs after this,when substrate is no longer available.With this rationale we tried the same set ofexperi-Fig.6.Sequence of bleaching cycles of methyl orange solutions (140mg/L)performed using metalloporphyrins 3and 4.Zero values in time scale corre-spond to addition of a fresh amount of dye solution.tert -Butylpyridine was added after the second cycle.196 A.C.Serra et al./Journal of Molecular Catalysis A:Chemical238(2005)192–198Fig.7.Sequence of bleaching cycles of methyl orange solutions(140mg/L) performed using catalysts1and3.Zero values in time scale correspond to addition of a fresh amount of dye solution.tert-Butylpyridine at the end of every two cycles.ments,shortening the time cycles from30to15min.Results with catalysts1and3are presented in Fig.7.The decrease of the cycle extent to15min allows for a higher number of efficient cycles,five for catalyst1and three for catalyst3.These last observations seem to demonstrate that the inhibitory event develops mainly when the substrate is consumed pointing to the presence of some product derived from dye degradation.Experiments are under way to better clarify the nature of this inhibitory product and attempts for overcoming its inhibitory action on catalysts.3.ConclusionsAn efficient catalytic system to oxidize methyl orange an azo compound based on metalloporphyrins as catalysts and diluted hydrogen peroxide as oxidant was developed.This system can be an effective approach to dye degradation from aqueous effluents.Studies proved that catalytic efficiency was limited due to inhibition by the product.4.Experimental1H NMR spectra were recorded on a300MHz Bruker-AMX spectrometer.Mass spectra were obtained on a VG 7070E mass spectrometer or an HP5977mass spectrometer detector.Absorption spectra were measured on a Jasco7800 spectrophotometer.Gas chromatography was carried out on a Hewlett-Packard5890A with aflame ionisation detector and equipped with a OV1(25m×0.3mm,i.d.)capillary col-umn.GC–MS analyses were made on a Agilent6890GC system with a Hewlett-Packard5973Mass Selective detec-tor equipped with a capillary column HP-5MS(25m).Dichloromethane was distilled from CaH2before use. Other solvents used were commercially available and used as received.cis-Cyclooctene was obtained from Aldrich and was passed through a short column of alumina before used. Methyl orange,tert-butylpiridyne and2,6-di-tert-butyl-4-methylphenol were purchased from Aldrich and used as received.Benzoic acid was purchased from Fluka.Hydro-gen peroxide5%was prepared from a concentrated solution from Riedel titrated by iodometry.The pH of this solution was set to4.5–5with hydrogen carbonate.Stock solutions of methyl orange were prepared before experiments.Stock solutions of benzoic acid in dichloromethane (4.3×10−2mmol/mL)and tert-butyl pyridine in dichloromethane(1.08×10−1mmol/mL)were prepared. These solutions were stored in refrigerator.The following stock solutions of methyl orange in distilled water were prepared immediately before use:•solution A:0.14mg/mL;•solution B:0.28mg/mL;•solution C:0.42mg/mL.Metalloporphyrins1–3,and5were prepared as described [12,19,20].Manganese complex of meso-tetrakis(2,4,6-tribromo-3-p-toluenesulphonyloxyphenyl)porphyrin4.2,4,6-Tribromo-3-p-toluenesulphonyloxybenzaldehyde.A solution of 3.6g(10mmol)of2,4,6-tribromo-3-hydroxylbenzaldehyde[21]in25mL of pyridine was treated with2.1g(11mmol)of tosyl chloride.The solu-tion was left4h at70◦C.The addition of acidified water precipitates a white material that isfiltered and recristalized in ethanol/CHCl3to give 4.0g of2,4,6-tribromo-3-p-toluenesulphonyloxybenzaldehyde(η=78%). m.p.=120–121◦C;1H NMR(300MHz,CDCl3,ppm):δ10.09(s,1H,CHO),7.93(s,1H,Ar),7.91(d,2H, J=8.4Hz,Ar),7.41(d,2H,J=8.4Hz,Ar),2.49(s,3H, CH3);(M+)=514.meso-Tetrakis(2,4,6-tribromo-3-p-toluenesulphonyloxyphenyl)porphyrin.A solu-tion of 3.1g(6.0mmol)of2,4,6-tribromo-3-p-toluenesulphonyloxybenzaldehyde and0.37mL(6.0mmol) of pyrrole in500mL of distilled CH2Cl2was purged with N2for10min,then0.10mL of a solution of BF3. OEt2(0.25mL in1mL of CH2Cl2)was added at room temperature.The solution was left for4h,neutralized with20L of triethylamine and concentrated to100mL. This solution was then poured over a solution of acetic acid–acetic anhydride–H2O2(30%)(100:5:5)and left for 20min at40◦C.The acid was washed with water and the solution neutralized,dried and concentrated in vacuo.The residue was chromatographed on silica-gel(CH2Cl2–ethyl acetate,6:1)giving118mg of the porphyrin(η=4%).1H NMR(300MHz,CDCl3ppm):δ8.66(s,8H,-H),8.32(s, 4H,Ar),8.0(d,8H,J=8.4Hz,Ar),7.33(d,8H,J=8.4Hz, Ar),2.34(s,12H,CH3).V/UVλmax(CH2Cl2/nm)(relative height)423(100%),516(5.5%),597(3%).Manganese(III)complex of meso-tetrakis(2,4,6-tribromo-3-p-toluenesulphonyloxyphenyl)porphyrin(4).meso-Tetrakis(2,4,6-tribromo-3-p-toluenesulphonyloxyphenyl)po-rphyrin(100mg)was added to a solution of600mg of manganese(II)acetate in40mL of acetic acid.The mixtureA.C.Serra et al./Journal of Molecular Catalysis A:Chemical238(2005)192–198197was refluxed for7h.After that300mL of CH2Cl2were added and the organic phase washed with water and dried (Na2SO4).The solution was concentrated and the residue chromatographed on silica-gel(CH2Cl2,then CH2Cl2–ethyl ether–ethanol,5:4:1).The fraction with the complex was washed with a concentrated solution of NaCl,dried and evaporated,giving70mg of the manganese complex (η=67%).M+(FAB+)2296;V/UVλmax(CH2Cl2/nm)(εmmol/L)481.5(94),584(9.3).Catalytic reactions were carried out at room temperature. They were monitored by removing aliquots of300L of the aqueous phase and measuring the maximum absorbance at 581nm for sudan IV and463nm for methyl orange.All the results correspond to the average of two assays.•Sudan IV oxidation(Fig.1)Molar ratio of catalyst/axial ligand/organic acid/dye, 1:5:20:25).Oxidations were carried out as follows:a20mLflask is charged with2.15×10−3mmol of the metallopor-phyrin,20.4mg of sudan IV,1mL of dichloromethane stock solution of benzoic acid,0.1mL of tert-butyl pyri-dine stock solution and the volume adjusted to2mL with dichloromethane.Then2mL of hydrogen perox-ide solution(5%)were added and the mixture stirred at maximum rate.•Methyl orange oxidations(Table1)Molar ratio of catalyst/axial ligand/organic acid,1:5:20.Oxidations were carried out as follows:a20mLflask is charged with2.15×10−3mmol of the metallopor-phyrin,1mL of dichloromethane stock solution of ben-zoic acid,0.1mL of tert-butyl pyridine stock solution and then adjusted to4mL with dichloromethane.Then 5mL of hydrogen peroxide solution(5%)and5mL of the corresponding dye stock solution(to give the desired concentration)were added and the mixture stirred at maximum rate.(Fig.2)Molar ratio of catalyst/axial ligand/organic acid, 1:5:20.Oxidations were carried out as follows:a20mLflask is charged with2.15×10−3mmol of the metallopor-phyrin,1mL of dichloromethane stock solution of ben-zoic acid acid,0.1mL of tert-butyl pyridine stock solu-tion and then adjusted to4mL with dichloromethane.Then5mL of hydrogen peroxide solution(5%)and 5mL of the dye stock solution B were added and the mixture stirred at maximum rate.(Table2)Molar ratio of catalyst/axial ligand/organic acid,1:5:20.Oxidations were carried out as follows:a20mLflask is charged with2.15×10−3mmol of the metallopor-phyrin,1mL of dichloromethane stock solution of ben-zoic acid acid,0.1mL of tert-butyl pyridine stock solu-tion and then adjusted to4mL with dichloromethane.Then10mL of hydrogen peroxide solution(5%)and 10mL of the corresponding dye stock solution(to give the desired concentration)were added and the mixture stirred at maximum rate.(Table3,Experiments1and2)Molar ratio of cata-lyst/axial ligand/organic acid,1:5:20.Oxidations were carried out as follows:a20mLflask is charged with2.15×10−3mmol of the metallopor-phyrin,4.3×10−2mmol BHT(except for Experiment 1),1mL of dichloromethane stock solution of benzoic acid acid,0.1mL of tert-butyl pyridine stock solution and then adjusted to4mL with dichloromethane.Then 5mL of hydrogen peroxide solution(5%)and5mL of dye stock solution C were added and the mixture stirred at maximum rate.(Table3,Experiments3and4)Molar ratio of cata-lyst/axial ligand/organic acid,1:5:20.Oxidations were carried out as follows:a20mL flask is charged with 2.15×10−3mmol of the metalloporphyrin, 4.3×10−2mmol BHT,1mL of dichloromethane stock solution of benzoic acid acid, 0.1mL of tert-butyl pyridine stock solution and then adjusted to4mL with dichloromethane.Then a solu-tion of2mL of hydrogen peroxide solution(5%),5mL of dye stock solution B and3mL of distilled water were added and the mixture stirred at maximum rate. (Fig.3a)Molar ratio of catalyst/axial ligand/organic acid/BHT,1:5:20:20(Table3)Oxidations were carried out as described for experiment4.(Fig.3b)Molar ratio of catalyst/axial ligand/organic acid/BHT,1:5:20:20.Oxidations were carried out as follows:a20mL flask is charged with 2.15×10−3mmol of the metalloporphyrin, 4.3×10−2mmol BHT,1mL of dichloromethane stock solution of benzoic acid acid, 0.1mL of tert-butyl pyridine stock solution and then adjusted to4mL with dichloromethane.Then a solution of4mL of hydrogen peroxide solution(5%),10mL of dye stock solution B and6mL of distilled water were added and the mixture stirred at maximum rate. (Fig.4)Molar ratio of catalyst/axial ligand/organic acid/BHT,1:5:20:20.Oxidations were carried out as follows:a20mL flask is charged with 2.15×10−3mmol of the metalloporphyrin, 4.3×10−2mmol BHT,1mL of dichloromethane stock solution of benzoic acid acid, 0.1mL of tert-butyl pyridine stock solution and then adjusted to4mL with dichloromethane.Then a solu-tion of2mL of hydrogen peroxide solution(5%),5mL of dye stock solution B and3mL of distilled water were added and the mixture stirred at maximum rate. The aqueous phase is carefully removed every30min and new aqueous phase is added over the same organic phase.(Figs.5and6)Molar ratio of catalyst/axial lig-and/organic acid/BHT,1:5:20:20.198 A.C.Serra et al./Journal of Molecular Catalysis A:Chemical238(2005)192–198Oxidations were carried out as described for Fig.4 except that0.1mL of tert-butyl pyridine stock solution is added at the time indicated.(Fig.7)Molar ratio of catalyst/axial ligand/organic acid/BHT,1:5:20:20.Oxidations were carried out as follows:a20mL flask is charged with 2.15×10−3mmol of the metalloporphyrin, 4.3×10−2mmol BHT,1mL of dichloromethane stock solution of benzoic acid acid,0.1mL of tert-butyl pyridine stock solution and thenadjusted to4mL with dichloromethane.Then a solu-tion of2mL of hydrogen peroxide solution(5%),5mL of dye stock solution B and3mL of distilled water were added and the mixture stirred at maximum rate.Every 15min of reaction the aqueous phase is carefully take off and new aqueous phase is added over the same organic phase.At the time indicated0.1mL of tert-butyl pyri-dine stock solution is added.•cis-Cyclooctene oxidationAfter a catalytic reaction with methyl orange the organic phase with catalyst3is transferred to a20mLflask with bromobenzene as internal standard and cis-ciclooctene (200to1relatively to the catalyst).A fresh solution of hydrogen peroxide(5%)is added and the mixture stirred at maximum rate.The epoxide of cis-cyclooctene was iden-tified by comparison with retention times of an authentic sample and GC–MS experiment.Conversions are reported relatively to bromobenzene as internal standard.AcknowledgementsThe authors would like to thank Chymiotechnon,UCP and FCT-POCTI/QUI/43214forfinancial support.References[1]K.D.Mantzavinos,E.Psillakis,J.Chem Technol.Biotechnol.79(2004)431.[2]B.C.Gilbert,J.R.Lindsay Smith,M.S.Newton,J.Oakes,R.Ponsi Prats,Org.Biomol.Chem.1(2003)1568.[3]J.Fernandez,P.Maruthamuthu,J.Kiwi,J.Photochem.Photobiol.A161(2004)185.[4]M.Neamtu,A.Yediler,I.Siminiceaunu,A.Kettrup,J.Photochem.Photobiol.161(2003)87.[5]A.Rathi,H.K.Rajor,R.K.Sharma,J.Hazard.Mater.B102(2003)231.[6]J.Fernandez,P.Maruthamuthu,J.Kiwi,J.Photochem.Photobiol.A161(2004)185.[7]F.Nerud,P.Baldrian,J.Gabriel,D.Ogbeifun,Chemosphere44(2001)957.[8]V.Shah,P.Verma,P.Stopka,J.Gabriel,P.Baldrian,F.Nerud,Appl.Catal.B46(2003)287.[9]M.Nango,T.Iwasaki,Y.Takeuchi,Y.Kurono,J.Tokuda,R.Oura,Langmuir14(1998)3272.[10]A.M.d’A.Rocha Gonsalves,A.C.Serra,J.Mol.Catal.A168(2001)25.[11]A.C.Serra,E.C.Marc¸alo,A.M.d’A.Rocha Gonsalves,J.Mol.Catal.A168(2004)17.[12]A.M.d’A.Rocha Gonsalves,A.C.Serra,J.Porphyrins Phthalocya-nines4(2000)598.[13]A.M.d’A.Rocha Gonsalves,A.C.Serra,J.Chem.Soc.Perkin Trans.2(2002)715.[14]M.Hager,K.Holmberg,A.M.d’A.Rocha Gonsalves,A.C.Serra,Coll.Surf.A185(2001)247.[15]D.Mansuy,Coord.Chem Rev.125(1993)129.[16]S.Banfi,F.Montanari,S.Quici,.Chem.53(1988)2863.[17]A.M.d’A.Rocha Gonsalves,M.M.Pereira,A.C.Serra,An.Qu´ımicaInt.Ed.92(1996)375.[18]S.Banfi,C.Cavalieiri,M.Cavazzini,A.Trebicka,J.Mol.Catal.A151(2000)17.[19]R.A.W.Johnstone,M.Lu´ısa,P.G.Nunes,M.M.Pereira,A.M.d’A.Rocha Gonsalves,A.C.Serra,Heterocycles43(1996)1423. [20]A.D.Adler,F.R.Longo,F.Kampas,J.Kim,J.Inorg.Nucl.Chem.32(1970)2443.[21]H.H.Hodgson,H.G.Beard,J.Chem.Soc.,Part I127(1925)875.。
Technology And lifeGlobal issues such as climate change, clean water, sustainability, waste management, emissions reduction, and minimizing raw material and energy use have caused many engineers to re-think existing approaches to engineering design. One outcome of the evolving design strategy is to consider green engineering. The goal of green engineering is to design products that minimize pollution, reduce the risk to human health, and improve the environment. Applying the principles of green engineering highlights the power of feedback control systems as an enabling technology.To reduce greenhouse gases and minimize pollution, it is necessary to improve both the quality and quantity of our environmental monitoring systems. One example is to use wireless measurements on mobile sensing platforms to measure the external environment. Another example is to monitor the quality of the delivered power to measure leading and lagging power, voltage variations, and waveform harmonics. Many green engineering systems and components require careful monitoring of current and voltages. For example, current transformers are used in various capacities for measuring and monitoring current within the power grid network of interconnected systems used to deliver electricity. Sensors are key components of any feedback control system because the measurements provide the required information as to the state of the system so the control system can take the appropriate action.The role of control systems in green engineering will continue to expand as the global issues facing us require ever increasing levels of automation and precision. In the book, we present key examples from green engineering such as wind turbine control and modeling of a photovoltaic generator for feedback control to achieve maximum power delivery as the sunlight varies over time. The wind and sun are important sources of renewable energy around the world. Wind energy conversion to electric power is achieved by wind energy turbines connected to electric generators. The intermittency characteristic of the wind makes smart grid development essential to bring the energy to the power grid when it is available and to provide energy from other sources when the wind dies down or is disrupted. A smart grid can be viewed as a system comprised of hardware and software that routes power more reliably and efficiently to homes, businesses, schools, and other users of power in the presence of intermittency and other disturbances. The irregular character of wind direction andpower also results in the need for reliable, steady electric energy by using control systems on the wind turbines themselves. The goal of these control devices is to reduce the effects of wind intermittency and the effect of wind direction change. Energy storage systems are also critical technologies for green engineering. We seek energy storage systems that are renewable, such as fuel cells. Active control can be a key element of effective renewable energy storage systems as well.We believe that the most important and productive approach to learning is for each of us to rediscover and re-create anew the answers and methods of the past. Thus, the ideal is to present the student with a series of problems and questions and point to some of the answers that have been obtained over the past decades. The traditional method—to confront the student not with the problem but with the finished solution—is to deprive the student of all excitement, to shut off the creative impulse, to reduce the adventure of humankind to a dusty heap of theorems. The issue, then, is to present some of the unanswered and important problems that we continue to confront, for it may be asserted that what we have truly learned an understood, we discovered ourselves.科技与生活如今气候变化,清洁可饮用水,可持续发展等一系列全球性问题,废物管理,减少排放,减少原材料和能源的使用逼迫许多工程师们重新思考现有的工程设计。
高级英语上册课文逐句翻译Lesson One Rock Superstars关于我们和我们的社会,他们告诉了我们些什么?What Do They Tell Us About Ourselves and Our Society?摇滚乐是青少年叛逆的音乐。
——摇滚乐评论家约相?罗克韦尔Rock is the music of teenage rebellion.--- John Rockwell, rock music critic知其崇拜何人便可知其人。
——小说家罗伯特?佩恩?沃伦By a man’s heroes ye shall know him.--- Robert Penn Warren, novelist1972年6月的一天,芝加哥圆形剧场挤满了大汗淋漓、疯狂摇摆的人们。
It was mid-June, 1972, the Chicago Amphitheater was packed, sweltering, rocking.滚石摇滚乐队的迈克?贾格尔正在台上演唱“午夜漫步人”。
Mick Jagger of the Rolling Stones was singing “Midnight Rambler.”演唱结束时评论家唐?赫克曼在现场。
Critic Don Heckman was there when the song ended.他描述道:“贾格尔抓起一个半加仑的水罐沿舞台前沿边跑边把里面的水洒向前几排汗流浃背的听众。
听众们蜂拥般跟随着他跑,急切地希望能沾上几滴洗礼的圣水。
“Jagger,” he said, “grabs a half-gallon jug of water and runs along the front platform, sprinkling its contents over the first few rows of sweltering listeners. They surge to follow him, eager to be touched by a few baptismal drops”.1973年12月下旬的一天,约1.4万名歌迷在华盛顿市外的首都中心剧场尖叫着,乱哄哄地拥向台前。
英汉对照全译大全全文共四篇示例,供读者参考第一篇示例:英汉对照全译是指将英语原文逐字逐句地翻译成中文,以保留原文的语言风格和表达方式,同时也让读者更容易理解原文的含义。
英汉对照全译不仅可以帮助中文读者学习英语,还可以让熟练掌握英语的读者更加深入地理解原文的含义和细节。
下面将为大家制作一份关于【英汉对照全译大全】的文章,通过英汉对照的方式,为大家提供更多学习和阅读的机会。
1. Hello, how are you? 你好,你好吗?2. I’m fine, thank you. 我很好,谢谢你。
3. What’s your name? 你叫什么名字?4. My name is Lisa. 我的名字是丽莎。
6. I am from China. 我来自中国。
8. Yes, I like reading very much. 是的,我非常喜欢读书。
10. My favorite book is "Pride and Prejudice" by Jane Austen. 我最喜欢的书是简·奥斯汀的《傲慢与偏见》。
12. I am twenty years old. 我二十岁了。
13. What do you do for a living? 你是做什么工作的?14. I am a teacher. 我是一名教师。
16. I enjoy listening to music and watching movies. 我喜欢听音乐和看电影。
17. Have you ever traveled abroad? 你有没有去过国外旅行?21. Do you have any siblings? 你有兄弟姐妹吗?22. Yes, I have one brother and one sister. 是的,我有一个哥哥和一个妹妹。
23. Are you married? 你结婚了吗?26. I plan to further my education and travel around the world. 我计划继续教育并环游世界。
本科毕业设计(论文) 外文翻译(附外文原文)系 ( 院 ):资源与环境工程系课题名称:英文翻译专业(方向):环境工程班级:2004-1班学生:3040106119指导教师:刘辉利副教授日期:2008年4月20使用褐煤(一种低成本吸附剂)从酸性矿物废水中去除和回收金属离子a. 美国, 大学公园, PA 16802, 宾夕法尼亚州立大学, 能源部和Geo 环境工程学.b. 印度第80号邮箱, Mahatma Gandhi ・Marg, Lucknow 226001, 工业毒素学研究中心, 环境化学分部,于2006 年5月6 日网上获得,2006 年4月24 日接受,2006 年3月19 日;校正,2006 年2月15 日接收。
摘要酸性矿物废水(AMD), 是一个长期的重大环境问题,起因于钢硫铁矿的微生物在水和空气氧化作用, 买得起包含毒性金属离子的一种酸性解答。
这项研究的主要宗旨是通过使用褐煤(一种低成本吸附剂)从酸性矿水(AMD)中去除和回收金属离子。
褐煤已被用于酸性矿水排水AMD 的处理。
经研究其能吸附亚铁, 铁, 锰、锌和钙在multi-component 含水系统中。
研究通过在不同的酸碱度里进行以找出最适宜的酸碱度。
模拟工业条件进行酸性矿物废水处理, 所有研究被进行通过单一的并且设定多专栏流动模式。
空的床接触时间(EBCT) 模型被使用为了使吸附剂用量减到最小。
金属离子的回收并且吸附剂的再生成功地达到了使用0.1 M 硝酸不用分解塔器。
关键词:吸附; 重金属; 吸附; 褐煤; 酸性矿物废水处理; 固体废料再利用; 亚铁; 铁; 锰。
文章概述1. 介绍2. 材料和方法2.1. 化学制品、材料和设备3. 吸附步骤3.1. 酸碱度最佳化3.2. 固定床研究3.2.1 单一栏3.2.2 多栏4. 结果和讨论4.1. ZPC 和渗析特征4.2 酸碱度的影响4.3. Multi-component 固定吸附床4.3.1 褐煤使用率4.4. 吸附机制4.5. 解吸附作用研究5. 结论1. 介绍酸性矿物废水(AMD) 是一个严重的环境问题起因于硫化物矿物风化, 譬如硫铁矿(FeS2) 和它的同素异形体矿物(α-FeS) 。
(一)罗格北京奥运会开幕式致辞全文Jacques Rogge, president of the International Olympic Committee, delivers a speech during the opening ceremony of the Beijing Olympic Games in the National Stadium in north Beijing, China, on Aug. 8, 2008.Mr. President of the People's Republic of China, Mr. Liu Qi, Members of the Organizing Committee, dear Chinese friends, dear athletes:For a long time, China has dreamed of opening its doors and inviting the world's athletes to Beijing for the Olympic Games. Tonight that dream comes true. Congratulations, Beijing.Y ou have chosen as the theme of these Games "One World, One Dream". That is what we are tonight.As one world, we grieved with you over the tragic earthquake in SichuanProvince. We were moved by the great courage and solidarity of the Chinese people. As one dream, may these Olympic Games bring you joy, hope and pride.Athletes, the Games were created for you by our founder, Pierre de Coubertin. These Games belong to you. Let them be the athletes' Games.Remember that you are role models for the youths of the world. Reject doping and cheating. Make us proud of your achievements and your conduct.As we bring the Olympic dream to life, our warm thanks go to the Beijing Organizing Committee for its tireless work. Our special thanks also go to the thousands of gracious volunteers, without whom none of this would be possible.Beijing, you are a host to the present and a gateway to the future. Thank you.I now have the honor of asking the President of the People's Republic of China to open the Games of the XXIX Olympiad of the modern era.中华人民共和国主席先生,刘淇先生,奥组委的成员们,亲爱的中国朋友们,亲爱的运动员们:长久以来,中国一直梦想着打开国门,邀请世界各地的运动员来北京参加奥运会。
编号:毕业设计(论文)外文翻译(原文)院(系):桂林电子科技大学专业:电子信息工程学生姓名: xx学号: xxxxxxxxxxxxx 指导教师单位:桂林电子科技大学姓名: xxxx职称: xx2014年x月xx日Timing on and off power supplyusesThe switching power supply products are widely used in industrial automation and control, military equipment, scientific equipment, LED lighting, industrial equipment,communications equipment,electrical equipment,instrumentation, medical equipment, semiconductor cooling and heating, air purifiers, electronic refrigerator, LCD monitor, LED lighting, communications equipment, audio-visual products, security, computer chassis, digital products and equipment and other fields.IntroductionWith the rapid development of power electronics technology, power electronics equipment and people's work, the relationship of life become increasingly close, and electronic equipment without reliable power, into the 1980s, computer power and the full realization of the switching power supply, the first to complete the computer Power new generation to enter the switching power supply in the 1990s have entered into a variety of electronic, electrical devices, program-controlled switchboards, communications, electronic testing equipment power control equipment, power supply, etc. have been widely used in switching power supply, but also to promote the rapid development of the switching power supply technology .Switching power supply is the use of modern power electronics technology to control the ratio of the switching transistor to turn on and off to maintain a stable output voltage power supply, switching power supply is generally controlled by pulse width modulation (PWM) ICs and switching devices (MOSFET, BJT) composition. Switching power supply and linear power compared to both the cost and growth with the increase of output power, but the two different growth rates. A power point, linear power supply costs, but higher than the switching power supply. With the development of power electronics technology and innovation, making the switching power supply technology to continue to innovate, the turning points of this cost is increasingly move to the low output power side, the switching power supply provides a broad space for development.The direction of its development is the high-frequency switching power supply, high frequency switching power supply miniaturization, and switching power supply into a wider range of application areas, especially in high-tech fields, and promote the miniaturization of high-tech products, light of. In addition, the development and application of the switching power supply in terms of energy conservation, resource conservation and environmental protection are of great significance.classificationModern switching power supply, there are two: one is the DC switching power supply; the other is the AC switching power supply. Introduces only DC switching power supply and its function is poor power quality of the original eco-power (coarse) - such as mains power or battery power, converted to meet the equipment requirements of high-quality DC voltage (Varitronix) . The core of the DC switching power supply DC / DC converter. DC switching power supply classification is dependent on the classification of DC / DC converter. In other words, the classification of the classification of the DC switching power supply and DC/DC converter is the classification of essentially the same, the DC / DC converter is basically a classification of the DC switching power supply.DC /DC converter between the input and output electrical isolation can be divided into two categories: one is isolated called isolated DC/DC converter; the other is not isolated as non-isolated DC / DC converter.Isolated DC / DC converter can also be classified by the number of active power devices. The single tube of DC / DC converter Forward (Forward), Feedback (Feedback) two. The double-barreled double-barreled DC/ DC converter Forward (Double Transistor Forward Converter), twin-tube feedback (Double Transistor Feedback Converter), Push-Pull (Push the Pull Converter) and half-bridge (Half-Bridge Converter) four. Four DC / DC converter is the full-bridge DC / DC converter (Full-Bridge Converter).Non-isolated DC / DC converter, according to the number of active power devices can be divided into single-tube, double pipe, and four three categories. Single tube to a total of six of the DC / DC converter, step-down (Buck) DC / DC converter, step-up (Boost) DC / DC converters, DC / DC converter, boost buck (Buck Boost) device of Cuk the DC / DC converter, the Zeta DC / DC converter and SEPIC, the DC / DC converter. DC / DC converters, the Buck and Boost type DC / DC converter is the basic buck-boost of Cuk, Zeta, SEPIC, type DC / DC converter is derived from a single tube in this six. The twin-tube cascaded double-barreled boost (buck-boost) DC / DC converter DC / DC converter. Four DC / DC converter is used, the full-bridge DC / DC converter (Full-Bridge Converter).Isolated DC / DC converter input and output electrical isolation is usually transformer to achieve the function of the transformer has a transformer, so conducive to the expansion of the converter output range of applications, but also easy to achieve different voltage output , or a variety of the same voltage output.Power switch voltage and current rating, the converter's output power is usually proportional to the number of switch. The more the number of switch, the greater the output power of the DC / DC converter, four type than the two output power is twice as large,single-tube output power of only four 1/4.A combination of non-isolated converters and isolated converters can be a single converter does not have their own characteristics. Energy transmission points, one-way transmission and two-way transmission of two DC / DC converter. DC / DC converter with bi-directional transmission function, either side of the transmission power from the power of lateral load power from the load-lateral side of the transmission power.DC / DC converter can be divided into self-excited and separately controlled. With the positive feedback signal converter to switch to self-sustaining periodic switching converter, called self-excited converter, such as the the Luo Yeer (Royer,) converter is a typical push-pull self-oscillating converter. Controlled DC / DC converter switching device control signal is generated by specialized external control circuit.the switching power supply.People in the field of switching power supply technology side of the development of power electronic devices, while the development of the switching inverter technology, the two promote each other to promote the switching power supply annual growth rate of more than two digits toward the light, small, thin, low-noise, high reliability, the direction of development of anti-jamming. Switching power supply can be divided into AC / DC and DC / DC two categories, AC / AC DC / AC, such as inverters, DC / DC converter is now modular design technology and production processes at home and abroad have already matured and standardization, and has been recognized by the user, but AC / DC modular, its own characteristics make the modular process, encounter more complex technology and manufacturing process. Hereinafter to illustrate the structure and characteristics of the two types of switching power supply.Self-excited: no external signal source can be self-oscillation, completely self-excited to see it as feedback oscillation circuit of a transformer.Separate excitation: entirely dependent on external sustain oscillations, excited used widely in practical applications. According to the excitation signal structure classification; can be divided into pulse-width-modulated and pulse amplitude modulated two pulse width modulated control the width of the signal is frequency, pulse amplitude modulation control signal amplitude between the same effect are the oscillation frequency to maintain within a certain range to achieve the effect of voltage stability. The winding of the transformer can generally be divided into three types, one group is involved in the oscillation of the primary winding, a group of sustained oscillations in the feedback winding, there is a group of load winding. Such as Shanghai is used in household appliances art technological production of switching power supply, 220V AC bridge rectifier, changing to about 300V DC filter added tothe collector of the switch into the transformer for high frequency oscillation, the feedback winding feedback to the base to maintain the circuit oscillating load winding induction signal, the DC voltage by the rectifier, filter, regulator to provide power to the load. Load winding to provide power at the same time, take up the ability to voltage stability, the principle is the voltage output circuit connected to a voltage sampling device to monitor the output voltage changes, and timely feedback to the oscillator circuit to adjust the oscillation frequency, so as to achieve stable voltage purposes, in order to avoid the interference of the circuit, the feedback voltage back to the oscillator circuit with optocoupler isolation.technology developmentsThe high-frequency switching power supply is the direction of its development, high-frequency switching power supply miniaturization, and switching power supply into the broader field of application, especially in high-tech fields, and promote the development and advancement of the switching power supply, an annual more than two-digit growth rate toward the light, small, thin, low noise, high reliability, the direction of the anti-jamming. Switching power supply can be divided into AC / DC and DC / DC two categories, the DC / DC converter is now modular design technology and production processes at home and abroad have already matured and standardized, and has been recognized by the user, but modular AC / DC, because of its own characteristics makes the modular process, encounter more complex technology and manufacturing process. In addition, the development and application of the switching power supply in terms of energy conservation, resource conservation and environmental protection are of great significance.The switching power supply applications in power electronic devices as diodes, IGBT and MOSFET.SCR switching power supply input rectifier circuit and soft start circuit, a small amount of applications, the GTR drive difficult, low switching frequency, gradually replace the IGBT and MOSFET.Direction of development of the switching power supply is a high-frequency, high reliability, low power, low noise, jamming and modular. Small, thin, and the key technology is the high frequency switching power supply light, so foreign major switching power supply manufacturers have committed to synchronize the development of new intelligent components, in particular, is to improve the secondary rectifier loss, and the power of iron Oxygen materials to increase scientific and technological innovation in order to improve the magnetic properties of high frequency and large magnetic flux density (Bs), and capacitor miniaturization is a key technology. SMT technology allows the switching power supply has made considerable progress, the arrangement of the components in the circuit board on bothsides, to ensure that the light of the switching power supply, a small, thin. High-frequency switching power supply is bound to the traditional PWM switching technology innovation, realization of ZVS, ZCS soft-switching technology has become the mainstream technology of the switching power supply, and a substantial increase in the efficiency of the switching power supply. Indicators for high reliability, switching power supply manufacturers in the United States by reducing the operating current, reducing the junction temperature and other measures to reduce the stress of the device, greatly improve the reliability of products.Modularity is the overall trend of switching power supply, distributed power systems can be composed of modular power supply, can be designed to N +1 redundant power system, and the parallel capacity expansion. For this shortcoming of the switching power supply running noise, separate the pursuit of high frequency noise will also increase, while the use of part of the resonant converter circuit technology to achieve high frequency, in theory, but also reduce noise, but some The practical application of the resonant converter technology, there are still technical problems, it is still a lot of work in this field, so that the technology to be practical.Power electronics technology innovation, switching power supply industry has broad prospects for development. To accelerate the pace of development of the switching power supply industry in China, it must take the road of technological innovation, out of joint production and research development path with Chinese characteristics and contribute to the rapid development of China's national economy.Developments and trends of the switching power supply1955 U.S. Royer (Roger) invented the self-oscillating push-pull transistor single-transformer DC-DC converter is the beginning of the high-frequency conversion control circuit 1957 check race Jen, Sen, invented a self-oscillating push-pull dual transformers, 1964, U.S. scientists canceled frequency transformer in series the idea of switching power supply, the power supply to the size and weight of the decline in a fundamental way. 1969 increased due to the pressure of the high-power silicon transistor, diode reverse recovery time shortened and other components to improve, and finally made a 25-kHz switching power supply.At present, the switching power supply to the small, lightweight and high efficiency characteristics are widely used in a variety of computer-oriented terminal equipment, communications equipment, etc. Almost all electronic equipment is indispensable for a rapid development of today's electronic information industry power mode. Bipolar transistor made of 100kHz, 500kHz power MOS-FET made, though already the practical switching power supply is currently available on the market, but its frequency to be further improved. Toimprove the switching frequency, it is necessary to reduce the switching losses, and to reduce the switching losses, the need for high-speed switch components. However, the switching speed will be affected by the distribution of the charge stored in the inductance and capacitance, or diode circuit to produce a surge or noise. This will not only affect the surrounding electronic equipment, but also greatly reduce the reliability of the power supply itself. Which, in order to prevent the switching Kai - closed the voltage surge, RC or LC buffers can be used, and the current surge can be caused by the diode stored charge of amorphous and other core made of magnetic buffer . However, the high frequency more than 1MHz, the resonant circuit to make the switch on the voltage or current through the switch was a sine wave, which can reduce switching losses, but also to control the occurrence of surges. This switch is called the resonant switch. Of this switching power supply is active, you can, in theory, because in this way do not need to greatly improve the switching speed of the switching losses reduced to zero, and the noise is expected to become one of the high-frequency switching power supply The main ways. At present, many countries in the world are committed to several trillion Hz converter utility.the principle of IntroductionThe switching power supply of the process is quite easy to understand, linear power supplies, power transistors operating in the linear mode and linear power, the PWM switching power supply to the power transistor turns on and off state, in both states, on the power transistor V - security product is very small (conduction, low voltage, large current; shutdown, voltage, current) V oltammetric product / power device is power semiconductor devices on the loss.Compared with the linear power supply, the PWM switching power supply more efficient process is achieved by "chopping", that is cut into the amplitude of the input DC voltage equal to the input voltage amplitude of the pulse voltage. The pulse duty cycle is adjusted by the switching power supply controller. Once the input voltage is cut into the AC square wave, its amplitude through the transformer to raise or lower. Number of groups of output voltage can be increased by increasing the number of primary and secondary windings of the transformer. After the last AC waveform after the rectifier filter the DC output voltage.The main purpose of the controller is to maintain the stability of the output voltage, the course of their work is very similar to the linear form of the controller. That is the function blocks of the controller, the voltage reference and error amplifier can be designed the same as the linear regulator. Their difference lies in the error amplifier output (error voltage) in the drive before the power tube to go through a voltage / pulse-width conversion unit.Switching power supply There are two main ways of working: Forward transformand boost transformation. Although they are all part of the layout difference is small, but the course of their work vary greatly, have advantages in specific applications.the circuit schematicThe so-called switching power supply, as the name implies, is a door, a door power through a closed power to stop by, then what is the door, the switching power supply using SCR, some switch, these two component performance is similar, are relying on the base switch control pole (SCR), coupled with the pulse signal to complete the on and off, the pulse signal is half attentive to control the pole voltage increases, the switch or transistor conduction, the filter output voltage of 300V, 220V rectifier conduction, transmitted through the switching transformer secondary through the transformer to the voltage increase or decrease for each circuit work. Oscillation pulse of negative semi-attentive to the power regulator, base, or SCR control voltage lower than the original set voltage power regulator cut-off, 300V power is off, switch the transformer secondary no voltage, then each circuit The required operating voltage, depends on this secondary road rectifier filter capacitor discharge to maintain. Repeat the process until the next pulse cycle is a half weeks when the signal arrival. This switch transformer is called the high-frequency transformer, because the operating frequency is higher than the 50HZ low frequency. Then promote the pulse of the switch or SCR, which requires the oscillator circuit, we know, the transistor has a characteristic, is the base-emitter voltage is 0.65-0.7V is the zoom state, 0.7V These are the saturated hydraulic conductivity state-0.1V-0.3V in the oscillatory state, then the operating point after a good tune, to rely on the deep negative feedback to generate a negative pressure, so that the oscillating tube onset, the frequency of the oscillating tube capacitor charging and discharging of the length of time from the base to determine the oscillation frequency of the output pulse amplitude, and vice versa on the small, which determines the size of the output voltage of the power regulator. Transformer secondary output voltage regulator, usually switching transformer, single around a set of coils, the voltage at its upper end, as the reference voltage after the rectifier filter, then through the optocoupler, this benchmark voltage return to the base of the oscillating tube pole to adjust the level of the oscillation frequency, if the transformer secondary voltage is increased, the sampling coil output voltage increases, the positive feedback voltage obtained through the optocoupler is also increased, this voltage is applied oscillating tube base, so that oscillation frequency is reduced, played a stable secondary output voltage stability, too small do not have to go into detail, nor it is necessary to understand the fine, such a high-power voltage transformer by switching transmission, separated and after the class returned by sampling the voltage from the opto-coupler pass separated after class, so before the mains voltage, and after the classseparation, which is called cold plate, it is safe, transformers before power is independent, which is called switching power supply.the DC / DC conversionDC / DC converter is a fixed DC voltage transformation into a variable DC voltage, also known as the DC chopper. There are two ways of working chopper, one Ts constant pulse width modulation mode, change the ton (General), the second is the frequency modulation, the same ton to change the Ts, (easy to produce interference). Circuit by the following categories:Buck circuit - the step-down chopper, the average output voltage U0 is less than the input voltage Ui, the same polarity.Boost Circuit - step-up chopper, the average output voltage switching power supply schematic U0 is greater than the input voltage Ui, the same polarity.Buck-Boost circuit - buck or boost chopper, the output average voltage U0 is greater than or less than the input voltage Ui, the opposite polarity, the inductance transmission.Cuk circuit - a buck or boost chopper, the output average voltage U0 is greater than or less than the input voltage Ui, the opposite polarity, capacitance transmission.The above-mentioned non-isolated circuit, the isolation circuit forward circuits, feedback circuit, the half-bridge circuit, the full bridge circuit, push-pull circuit. Today's soft-switching technology makes a qualitative leap in the DC / DC the U.S. VICOR company design and manufacture a variety of ECI soft-switching DC / DC converter, the maximum output power 300W, 600W, 800W, etc., the corresponding power density (6.2 , 10,17) W/cm3 efficiency (80-90)%. A the Japanese Nemic Lambda latest using soft-switching technology, high frequency switching power supply module RM Series, its switching frequency (200 to 300) kHz, power density has reached 27W/cm3 with synchronous rectifier (MOSFETs instead of Schottky diodes ), so that the whole circuit efficiency by up to 90%.AC / DC conversionAC / DC conversion will transform AC to DC, the power flow can be bi-directional power flow by the power flow to load known as the "rectification", referred to as "active inverter power flow returned by the load power. AC / DC converter input 50/60Hz AC due must be rectified, filtered, so the volume is relatively large filter capacitor is essential, while experiencing safety standards (such as UL, CCEE, etc.) and EMC Directive restrictions (such as IEC, FCC, CSA) in the AC input side must be added to the EMC filter and use meets the safety standards of the components, thus limiting the miniaturization of the volume of AC / DC power, In addition, due to internal frequency, high voltage, current switching, making the problem difficult to solve EMC also high demands on the internal high-density mountingcircuit design, for the same reason, the high voltage, high current switch makes power supply loss increases, limiting the AC / DC converter modular process, and therefore must be used to power system optimal design method to make it work efficiency to reach a certain level of satisfaction.AC / DC conversion circuit wiring can be divided into half-wave circuit, full-wave circuit. Press the power phase can be divided into single-phase three-phase, multiphase. Can be divided into a quadrant, two quadrant, three quadrants, four-quadrant circuit work quadrant.he selection of the switching power supplySwitching power supply input on the anti-jamming performance, compared to its circuit structure characteristics (multi-level series), the input disturbances, such as surge voltage is difficult to pass on the stability of the output voltage of the technical indicators and linear power have greater advantages, the output voltage stability up to (0.5)%. Switching power supply module as an integrated power electronic devices should be selected。
英文文献翻译二〇一四年月日科技文章摘译Preventing electricity-stolen smart metersWith the development, it has been increasingly used in smart instrumentation equipment, so that the instrument performance have been greatly improved. This article describes the preventing electricity-stolen smart meters is to the ATMEL AT89C51 microcontroller as the core of the design, it achieves 32 power measurement and touring shows, and other functions, but also preventing electricity-stolen, anti-submarine-moving, high-precision, long-life And low power consumption and other characteristics of the new residential areas and is the preferred meter in the urban network reform.Hardware design(l) Signal acquisition and conversion of the electric circuit is more complicated measures, the traditional way is to sample the respective current, voltage, the AID conversion after their multiplication. This approach is not only to analog circuit design of high demand, the software programming requirements are also high, but it is difficult to achieve multiple users on the measure. Therefore, we choose BL0932B as a signal acquisition and conversion circuit core, it is an electronic power meter ASIC. BL0932B design based on the signal acquisition and conversion external circuit board with simple, high precision and stability, and other characteristics, especially for single-phase two-line power users of energy metering.BLO932B within the buffer amplifier, analog multiplier, VIF converters, counting circuit and drive circuit, can accurately measure positive and negative direction of the two active power and computing power in the same direction. The output in two ways: rapid pulse output and slow output for the former computer data processing, the latter used to drive pulse motor work.As the signal acquisition and conversion circuit board as well as the high-voltage 220 v, there Baidoa v order of magnitude of the small-signal, which requires the printed circuit board design and production process to be very scientific and rational. In addition, in order to protect the motherboard, BL0932B rapid pulse of the photoelectric sent to isolation after the SCM.(2) MCU control circuitSCM control circuit, including analog switch arrays, display and keypad circuit, datastorage, serial communications interface and watchdog circuit.l) analog switch array Preventing electricity-stolen smart meters are centralized meter, the MCU to the multi-pulse signals in real-time detection, therefore, it uses an Analog Switches CD405I of four eight-select and a 3 to 8 decoder 74 LS138 common Composed of analog switch arrays,ang it achieve a 32-way pulse of the cycle of detection.2) And show circuit as a key focus on smart meters, need to show the contents of many. Main form of households, electricity, the status of various instructions and error information. To this end, we designed the LED display, from 10 strings and static converters 74 LSl64 drive so you can at least take up the MCU resources. In addition, the signal input terminal also designed the 25 LED indicator, to display the 25 electricity capacity.The meters are "checking" and "cleared" two function keys are directly linked to the P3 in 89 C51 on the mouth. Through a combination of the two keys, can easily achieve the MCU cleared meter, single households cleared, online check, such as locking and unlocking operation.3) Data storage because of the configuration of the table need to record a large number of important data, in order to ensure data security, we designed the two data memory: parallel data memory and serial data memory. Parallel data memory by 6264, it has SK bytes of storage space, to fully meet the requirements of the table. In order to prevent power-down when the data loss, to the 6264 allocation of the 3.6 v backup battery. Backup battery switch and the 6264 election signals the film, by special worship P MAx691 provide monitoring chip. Serial data memory by 24 LC65, it also has a SK bytes of storage space, and through IZC bus connected with the MCU. Although there is no IZC 89C51 microcontroller bus interface, but through software programming, P1 I can simulate the two lines of its timing, completion of the 24 LC65 read and write operations. 24LC65 is a serial EZPROM, without battery backup, data can be safely stored in 200 years.4) Serial communication interface 89 C51 has a full-duplex serial interface, used in this meter for meter reading and communication interface. In order to achieve far more concentrated form clusters copied, in the serial interface on the basis of plus RS485 driver chips 75 LBC184. This can be through various meter RS485 bus and data acquisition system for communication links, and concentrate meter reading, remote meter reading.4) watchdog circuit watchdog circuit used for monitoring chip mix P MAX691, it has a power-on reset, brownout detection, backup battery switch and watchdog timer input output, and other functions. To determine whether the cumulative electricity. This part of the programming is mainly used in order to achieve the operation, with fewer bytes RAMoccupation, the code simple and fast, and other advantages.(3) Data validation and multi-site storage of data directly related to electricity users and property management departments of vital interests, is the most important data, we must ensure that its security is absolutely right and, therefore, in the real data storage, all of the electricity Check to ensure the accuracy of the data. Data in 6264 and 2465 have been taken in the multi-site storage, backup each other to ensure that data foolproof. Practice has proved that these measures, the data will no longer be an error or lost, the effect is very obvious.(4) of electricity and stepping roving show that the normal operation procedure, the pulse measurement, shows that various tour operators, and its power, when the last one shows that the electricity consumption, to calculate the unit's total electricity consumption and display, and then To start from scratch cycle show. In order to facilitate the spot meter reading, specially designed step show: that is, each press a button detection, household electricity consumption, and also shows the integral part.防偷电智能电表随发展,它已被越来越多地用于仪器仪表中构成智能仪器,从而使仪器仪表的性能得到极大改善。
GRA VITY RETAINING−WALL1. INTRODUCTIONRetaining walls are structures used to provide stability for earth or other material where conditions disallow the mass to assume its natural slope, and are commonly used to hold back or support soilbanks,coal or ore piles, and water.Retaining walls are classified, based on the method of achieving stability, into six principal types (Fig.1). The gravity-wall depends upon its weight, as the name implies, for stability. The cantilever wall is a reinforced-concrete wall that utilizes cantilever action to retain the mass behind the wall from assuming a natural slope. Stability of this wall is partially achieved from the weight of soil on the heel portion of the base slab. A counterfort retaining wall is similar to a cantilever retaining wall, except that it is used where the cantilever is long or for very high pressures behind wall and has counterforts, which tie the wall and base together, built at intervals along the wall to reduce the bending moments and sheers. As indicated in Fig.1c, the counterfort is behind the wall and subjected to tensile forces. A buttressed retaining wall is similar to a counterfort wall, except that the bracing is in front of the wall and is in compression instead of tension. Two other types of walls not considered further are crib walls, which are built-up members of pieces of precast concrete, metal, or timber and are supported by anchor pieces embedded in the soil for stability, and semigravity walls, which are walls intermediate between a true gravity and a cantilever wall.(a)(b)(e)(f)Approah slabFigure.1 Types of retaining walls: (a) Gravity walls of stone masonry, brick, or plainconcrete. Weight provides overturning and sliding stability; (b)cantilever wall; (c) counterfort, or buttressed wall. If backfill covers counterforts, the wall is termed a counterfort; (d) crib wall; (e) semigravity wall (small amount of steel reinforcement is used); (f) bridge abutment.Bridge abutments (Fig.1f) are often retaining walls with wing wall extensions to retain the approach fill and provide protection against erosion. They differ in two major respects from the usual retaining wall in:1. They carry end reaction from the bridge span.2. They are restrained at the top so that an active earth pressure is unlikely to develop. Foundation walls of buildings including residential construction are retaining walls whose function is to contain the earth out of basements.Retaining walls must be of adequate proportions to resist overturning for (or excessive tilting) and sliding as well as being structurally adequate.Terms used in retaining-wall design are shown in Fig.2. Note that the “toe ” is both the front base projection and the forward edge ; similarly for the “heel ”.Figure.2 Principal terms used with retaining walls.2. COMMON PROPORTIONS OF GRA VITY WALLRetaining-wall design proceeds with the selection of tentative dimensions, which are then analyzed for stability and structural requirements and are revised as required. Since this a trial process, several solutions to the problem may be obtained, all of which are satisfactory. A computer solution greatly simplifies the work in retaining-wall design and provides the only practical means to optimize the design.Slape changeto reduceconcrete (a)(b)Figure.3 (a)Tentative demensions for a gravity retaining wall; (b)broken back retaining wall.Gravity-wall dimensions may be may be taken as shown in Fig.3. Gravity walls, generally, are trapezoidal-shaped but also may be built with broken backs. The base other dimensions should be such that the resultant falls within the middle one-third of the base. The top width of the stem should be on the order of 0.30m.If the heel projection is only 100 to 150mm, the Coulomb equation may be used for evaluating the lateral earth pressure, with the surface of sliding taken along the back face of the wall. The Rankine solution may also be used on a section taken through the heel. Because of the massive proportion and resulting low concrete stresses, low-strength concrete can generally used for the wall construction.A critical section for analysis of tensile flexure stresses will occur through the junction of the toe portion at the front face of wall.°-α+δ)°-α+δ)ββsin a cos a (b)(a)Figure.4 Forces on a gravity wall.(a)Coulmomb analysis;(b)Rankine analysis.3. GRA VITY W ALL FORCEThe forces on a gravity wall are as indicated in Fig.4.The active earth pressure is computed by either the Rankine or Coulomb methods. If the Coulomb method is used, it is assumed that there is incipient sliding on the back face of the wall, and the pressure acts at the angle of wall friction δ to a normal with the wall. The Rankine solution applies to Pa acting at the angle β on a vertical plane through the heel. The vector can then be added to the weight vector of the wedge of soil W between the vertical plane and back of the wall to get the direction and magnitude of the resultant Pa on the wall. The vertical resultant R acting on the base is equal to the sum of the forces acting downward, and will have an eccentricity e with respect to the geometrical center of the base. Taking moments about the toe,=x sum of overturning moments(net)/RIf the width of the base is B, the eccentricity of the base can then be computed asx Be -=2ββ=P sin a v a =P h cos W s =weight of abcdW c =weight of concrete of entire wall systemF=F r /P h ≥1.5F R ′+c ′+P p B P p=12γH p ′p K Figure.5 Forces involvedin the sliding stability of a retaining wall.4. STABILITY OF GRA VITY W ALLRetaining walls must provide adequate stability against sliding, as shown in Fig.5. The soil in front of the wall provides a passive-earth-pressure resistance, as the wall tends to slide into it. If the soil is excavated or eroded after the wall is built, the passive-pressure component is not available and sliding instability may occur. If there is certainty of no loss of the toe soil, the designer may use the passive pressure in this zone as part of the sliding resistance.Additional sliding stability may be derived from the use of a key beneath the base. Unless the key is quite deep, however, the sliding zone (Fig.6) may bridge over the key in taking that path of least resistance. A key into firm soil or rock may be quite advantageous, since the resistance is now the force necessary to sheer the key from the base slab.γ1p=P 2pK H p(b)(a)(c)this inclined planeFigure.6 Stability against sliding using a base key.(a)Base key near stem so that stem steel maybe run into the key;but(b)the sliding surface may develop as shown here where little aid is gained from using the key;(c)heel key which presents two possible modes of failure(passive and slip along the plane).The best key location is at the heel as indicated in Fig.6. This location creates aslightly lager sliding-resistance distance L, as well as an additional component of forcefrom the upward-sloping plane. The lesser of the two values1. Passive pressure developed to the bottom of the key.2. Sliding resistance up plane ab . is used in computing sliding stability.The sliding resistance along the base is taken as fR , where R includes all the vertical forces, including the vertical component of Pa, acting on the base.The coefficient of friction between the base and the soil may be taken as f =tg φ to 0.67 tgand base cohesion cas c=0.5c to 0.75cThe base soil is usually compacted prior to pouring the base slab; however, the wet concrete will always attach to the ground such that f =tg φ is obtained. The cohesion may be considerably destroyed from water and remolding; thus values of 0.5 to 0.75c are more appropriate.The safety factor against sliding should be at least 1.5 for cohesionless backfill and about 2.0 for cohesive backfill computed as follows:sliding F =sum resisting forces /sum deriving forcesThe usual safety factor against overturning with respect to the toe is 1.5, with a value of 2.0 suggested for cohesive soil:g overturnin F =sum of moments to resist overturning /sum of overturning moments (d)The safety factor can be computed in several ways depending on the interpretation of what goes in the numerator or denominator of Eqs. (a) and (b).-α+δ)-α+δ)°°Figure.7 Design of a gravity retaining wall with criticalpoints indicated.f=V/t5. DESIGN OF GRA VITY W ALLThe design of gravity wall will be illustrated by an example.The first step in the design of a gravity wall is to select proportions. Figure 3 is used as a guide for selecting initial wall dimensions. Figure.7 indicates critical sections and the method of computing concrete stresses. Also shown are the allowable ACI (USD) Code concrete stresses in Fps and SI units.(a)(b)Figure.8Example Design a solidg.8a. gravity wall to retain a 5.5m embankment. The general wall geometry is shown on FiSoil data:Mpa f c21,c t f f 42.0 ,65.0=φ c c f v 16.0 ,85.0=φ SOLUTIONStep1 Find the later wall force using the Rankine Ka:Ka==-)245(02ϕtg =-)23245(02tg 0.321 Pa=KN Ka H 142321.01.75.17212122=⨯⨯⨯=γKN P h 13910cos 1420==,KN P V 2510sin 1420==Step2 Computer wall stability. Neglect soil toe and not use passive pressure.*Using appropriciation of centroid 2.27/3 from shear plane. (a) The overturning safety factor is >1.5 O.K.(b) The sliding factor of safety (and neglecting any passive pressure) is Take cohesion c=Take cohesion >1.5 also O.K.Step3 Locate resultant on base and eccentricity:m x B e 50.020.17.12 <6L O.K.Step4 Computer actual soil pressure:(max)253]4.35.061[14.3457)61(kpa L e A P q<275kpa O.K. =16(min)Step5 Check shear and tensile bending stresses in toe at 0.15m from edge; refer to Fig.8b.(a) Shear check: q=253-69.7xV=27.69253)7.69253(2x x dx x xat x=0.15m and V=37 KN.For load factor=2, d=D for no rebars, andkpa bd V LF v a 2.829.01372=⨯⨯=⨯=kpa v c 6231021)85.0(16.03=⨯=>82kap O.K. (b) Tension check:67.692253320x x Vdx M xat x=0.15m and M=2.81m KNFor LF=2 and 62bh S x =Actual kpa bh M LF f t 429.0181.226)(622=⨯⨯⨯==O.K. Step6 Approximate check t f at 1/2 wall height (3.5m from top; ≃3.75 at slope):Approx. M= cos 212y Ka HM=m KN 6.4810cos 375.3321.075.35.172102Find wall h at 3.5m by proportion:8.56.25.3h m h 57.1 and h=1.57+0.5=2.07m Actual (approx.)kpa bh M LF f t 13607.216.4826)(622=⨯⨯⨯==≪1250kpa O.K. Note this check is very conservative as it neglects both wall batter and the weight of stem above 3.5m level to reduce t f . Wall proportions are adequate. Might consider (1) using boulder filler (2) using c f =14 or 17 Mpa concrete.。