20MnSi棒材轧后分级水冷过程温度场有限元模拟
- 格式:pdf
- 大小:378.73 KB
- 文档页数:3

20M nSi钢控轧控冷对钢材性能影响的研究马占福1 赵西成2 张志刚1 张淑琴1(1.新疆八一钢铁股份有限公司;2.西安建筑科技大学)摘 要: 通过对20M nSi钢控轧控冷工艺的研究,得出采用合理的控轧工艺及轧后对终轧温度、冷却速度、终冷 温度的合理调节及控制,对钢材的性能产生影响,来提高钢材的强度、硬度、韧性,降低脆性。
根据对试验数据的 分析,制定出合理的控轧控冷工艺制度。
关键词: 控制轧制;控制冷却;盘条螺纹钢;热变形P roperty R esearch of Screw Bar du ring Con tro lled Ro llingand Con tro lled Coo ling after Ro llingM a Zhanfu,Zhao X icheng,Zhang Zh igang and Zhang shuqinAbstract: D uring the research of20M nSi steel by Contro lled Ro lling and Contro lled Coo ling(CRCC) technique,the conclusi on is reasonable contro lled ro lling techno logy and coo rdinati on and contro lling ofthe final ro llingtemperature,coo ling speed,final coo ling temperature after ro lling,i m p roving the stressand toughness、tenacity,eli m inate brittleness.A cco rding to the analysis of the test data,get the reasona-ble techno logy of Contro lled Ro lling and Contro lled Coo ling.Key words: contro lled ro lling;contro lled coo ling;Screw bar;ho t strain1 前言控制轧制和轧后控制冷却工艺是一项提高钢材强韧性的先进技术,即采用比常温低的压下制度和轧后的控温制度,使钢材热变形与相变有机结合,得到所需要的组织状态。
第17卷第4期2005年8月钢铁研究学报 Jo u r n a l o f I r o na n dS t e e lR e s e a r c h V o l .17,N o .4 A u g.2005基金项目:国家自然科学基金资助项目(59995440)作者简介:谢海波(1972-),男,博士生; E -m a i l :h b x i e @126.c o m ; 修订日期:2004-09-07层流冷却过程中带钢温度场数值模拟谢海波, 徐旭东, 刘相华, 王国栋(东北大学轧制技术及连轧自动化国家重点实验室,辽宁沈阳110004)摘 要:分析了带钢层流冷却过程中的传热,并利用有限元法对层流冷却过程中带钢温度场进行了模拟计算。
结果表明:随着轧件厚度的减薄,在带钢厚度方向上的温差逐渐减小;冷却速度不同时,带钢表面温度和中心温度的变化趋势以及波动幅度相应发生变化。
在进行模型计算时,应合理考虑带钢厚度及内部热传导的影响。
这对提高数学模型的精度,控制卷取温度,提高产品质量以及指导生产具有重要意义。
关键词:热轧;带钢;层流冷却;温度场;数值模拟中图分类号:T G 335.11 文献标识码:A 文章编号:1001-0963(2005)04-0033-04N u m e r i c a l S i m u l a t i o no nH o t S t r i p T e m pe r a t u r eF i e l d i n L a m i n a rC o o l i n g Pr o c e s s X I E H a i -b o , X U X u -d o n g , L I U X i a n g -h u a , WA N G G u o -d o n g(N o r t h e a s t e r nU n i v e r s i t y ,S h e n y a n g 110004,C h i n a )A b s t r a c t :I no r d e r t o i m p r o v e t h e c a l c u l a t i n gp r e c i s i o no fm a t h e m a t i c a lm o d e l ,t h eh e a t t r a n s f e r i n l a m i n a r c o o l i n g p r o c e s s f o r h o t s t r i p m i l lw a sa n a l y z e db y u s i n g f i n i t ee l e m e n t t os i m u l a t e t e m p e r a t u r e so f s t r i p l a m i n a r c o o l i n g .T h e d i f f e r e n c e i n t e m p e r a t u r e o f s t r i p t h i c k n e s s d e c r e a s e sw i t h t h e d e c r e a s e o f t h i c k n e s s .S u r f a c e a n d c e n t e r t e m -p e r a t u r e c u r v e s o f t h e s t r i p v a r y u n d e r t h e c o n d i t i o n s o f d i f f e r e n t c o o l i n g r a t e s .K e y wo r d s :h o t r o l l i n g ;s t r i p ;l a m i n a r c o o l i n g ;t e m p e r a t u r e f i e l d ;n u m e r i c a l s i m u l a t i o n 卷取温度对热轧带钢再结晶晶粒的尺寸、析出物数量和形态所产生的影响,将导致金属的微观组织发生变化,所以它是决定成品带钢加工性能、力学性能和物理性能的重要工艺参数之一。
棒材轧制论文:20MnSiV;棒材轧制;穿水冷却;上冷床温度论文:浅析棒材穿水冷却工艺对组织性能的影响摘要:针对轧机产量提高后冷床冷却能力不足的问题,研制开发了棒材轧后穿水冷却技术。
通过对小规格20mnsiv 热轧带肋钢筋进行轧后穿水冷却,钢材上冷床温度降低了90~110℃,提高了产品质量,改善了各项力学性能,抗拉强度平均提高了35~40mpa,钢材性能合格率由97.5%提高到了99.6%,解决了冷床冷却能力不足、制约生产的瓶颈问题。
关键词:20mnsiv;棒材轧制;穿水冷却;上冷床温度1 前言现阶段很多钢铁企业都成功实现了橫列式轧机双线切分轧制,使产量大幅度提高,具备了年产70万t的生产能力。
而现有冷床的能力和型式仍为原设计年产15万t的水平,台面由斜辊与部分齿条构成,尺寸为12m×60m。
由于冷床冷却能力的不足,使φ12mm以上规格的钢材出现数量较大的性能改判和降级处理,造成很大的经济损失。
同时,也制约了轧机能力的发挥及ⅲ级以上热轧带肋钢筋的开发。
针对这一问题,研制开发了“双线轧后高效冷却系统”。
以“轻穿水、低过冷、细晶化”为技术思想,以降低钢材上冷床温度,改善和提高钢材的微观组织和力学性能为目的,解决了限制生产发展的瓶颈问题,实现了在线水冷技术上的突破。
2 工艺简介小型半连轧合金棒线材生产线,几经改造后,现已具备年产70万t的生产能力,可生产φ14~32mm的中低合金钢、碳素结构钢、建筑用钢等圆钢和热轧带肋钢筋。
主体工艺线由三辊开坯轧机、粗连轧机组、橫轧机组组成,原料为断面120mm×120mm的连铸方坯。
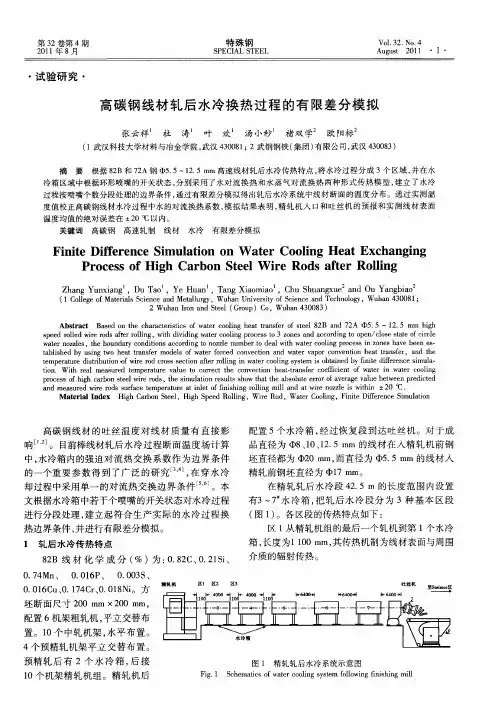
改造后的工艺布置和主要工艺设备参数如图1、表1所示。
20世纪80年代初期棒材轧后穿水冷却技术已开始在我国应用,其机理是利用钢筋的轧后余热进行淬火回火式热处理,即对奥氏体状态下热轧钢筋进行轧后快速冷却,使钢筋表面淬火形成马氏体,随后靠其芯部释放出的余热进行自回火,使马氏体转变为晶粒细小均匀的索氏体,提高强度与塑性。
特殊钢棒线材热连轧过程的有限元模拟与分析的开题报告
一、选题背景
特殊钢棒线材的热连轧过程是一种重要的金属加工方法,广泛应用于建筑、机械、交通、能源等领域。
传统的热轧工艺存在能耗高、质量难以保证等问题,而有限元模
拟技术的发展为解决这些问题提供了新的途径。
二、选题目的
本文旨在通过有限元模拟与分析的方法,研究特殊钢棒线材热连轧过程中的温度场、应力场等关键参数,为改进工艺、提高产品质量提供科学依据。
三、研究内容
1. 热连轧工艺流程及其优缺点的介绍;
2. 有限元模拟原理及方法的探究;
3. 基于有限元模拟平台建立特殊钢棒线材热连轧模型;
4. 模拟分析温度场、应力场等关键参数的变化规律;
5. 结合实验结果对模拟得出的热连轧工艺参数进行优化和验证。
四、研究意义
1. 可以进一步深入了解热连轧过程中温度场、应力场等关键参数的变化规律;
2. 为优化特殊钢棒线材生产工艺提供科学依据;
3. 提高热连轧产品的质量和生产效率,降低能耗。
五、研究方法
1. 理论研究:研究热连轧工艺流程及其优缺点,有限元模拟原理及方法;
2. 计算模拟:基于有限元模拟平台建立特殊钢棒线材热连轧模型,模拟分析温度场、应力场等关键参数的变化规律;
3. 实验研究:结合实验结果对模拟得出的热连轧工艺参数进行优化和验证。
六、预期结果
通过有限元模拟与分析的方法,可以得到特殊钢棒线材热连轧过程中的温度场、应力场等关键参数的变化规律,并优化热连轧工艺参数,提高产品质量和生产效率。
中厚板轧后冷却过程中温度场的数值模拟
刘细芬;赵德文;刘相华;王国栋
【期刊名称】《钢铁研究》
【年(卷),期】2005(33)5
【摘要】在分析中厚板轧制各阶段冷却过程的基础上,用有限差分法对中厚板轧后冷却过程的温度场进行了模拟数值求解,得到了钢板在水冷状态下的温降曲线和瞬时温度场分布,并进行了实验验证。
实验验证表明,模拟结果与实测结果基本符合,为制定合理的控冷工艺提供了依据。
【总页数】3页(P15-17)
【关键词】中厚板;控制冷却;数学模型;有限差分
【作者】刘细芬;赵德文;刘相华;王国栋
【作者单位】广西工学院机械系;东北大学轧制技术及连轧自动化国家重点实验室【正文语种】中文
【中图分类】TG335
【相关文献】
1.中厚板轧后加速冷却过程的温度场模型 [J], 刘华强;唐荻;杨荃;余伟;孙浩
2.变分法解析中厚板轧后连续冷却正规阶段温度场 [J], 章顺虎;赵德文;高彩茹;王艳
3.中厚板轧后管层流控冷瞬态温度场数值模拟 [J], 朱启建;金永春;孙凤花;刘书强
因版权原因,仅展示原文概要,查看原文内容请购买。
20MnSi圆钢生产工艺与研究【摘要】本文介绍了20mnsi热轧圆钢的微合金化冶炼、轧制生产工艺及生产注意事项。
对产品进行了化学成分及物理性能检验,并且进行了金相组织分析。
检验结果显示,产品性能稳定,符合客户要求。
【关键词】 20mnsi 屈服强度研究0 前言20mnsi热轧圆钢具有强度高、抗震性好、性能稳定、节约钢材等优点,对其全面推广使用可带来较大的经济效益和社会效益。
20mnsi广泛应用于矿山井下支护,边坡,地道,坝体加固等各项工程,逐渐被用户认可[1]。
20mnsi热轧钢筋作为山钢新疆分公司轧钢厂新开发的产品,生产规格多样,性能稳定。
本文从优化材料成分、优化轧制工艺方面,分析20mnsi热轧带肋钢筋生产的技术改进方案,以期得到具有良好的屈服强度同时还具有良好的焊接性、延伸性和弯曲性的产品。
这对于节约资源、提高产品质量、增强出口竞争力具有重要的现实意义。
1 工艺流程铁水预处理-转炉冶炼-lf精炼-5#连铸机连铸→棒材厂型钢车间或小型车间轧制→检验→发货2 技术要求2.1 产品化学成分钢的牌号和化学成分(熔炼分析)应符合表1规定。
2.2 性能要求见表23 生产工艺与性能检验3.1 生产工艺3.1.1 冶炼生产转炉控制炉渣碱度2.8-3.2,保证过程渣化好,终渣化透。
脱氧剂:钡系1kg/t钢、复脱1kg/t钢。
采用硅锰。
转炉工序加入顶渣造渣料,造渣料配比400石灰、100kg萤石、30kg预熔料。
拉碳取样化验成分,合格后放钢。
终点碳要求≥0.10%。
钢包到精炼位后,根据温度、渣况进行造渣、脱氧,脱氧剂采用碳化硅、复脱,炉渣保持为白渣或黄白渣。
终点喂硅钙线50-100m/炉。
成分温度合适后,进行“软吹”操作,软吹时间≥8′。
采用全保护浇注,中间包采用定径包。
配水模型:按螺纹钢配水模型控制。
拉速控制按表3执行。
3.1.2 轧制生产工艺加热段温度:950~1100℃、均热段温度:1150~1200℃、出钢温度:1050~1100℃,在轧制过程中,钢坯温度按中线控制,钢温要保证均匀,通条温差不超过50℃。
304不锈钢棒线材热连轧温度场的数值模拟304不锈钢棒线材的生产是一个复杂的工艺过程,其中的一个重要环节就是热连轧。
热连轧是指通过加热棒线材,使其达到一定的温度,然后通过连续轧制来改变其形状和尺寸。
在这个过程中,温度的控制对于产品的质量至关重要。
为了更好地理解热连轧过程中的温度场分布情况,采用数值模拟的方法进行研究是一种有效的手段。
数值模拟可以通过建立数学模型,利用计算机进行计算,得到各个位置的温度数值,从而揭示温度分布的规律。
我们需要建立一个合适的数学模型来描述热连轧过程中的温度场。
在模型中,我们需要考虑棒线材的传热机制、热辐射和热对流等因素。
通过对这些因素的建模和计算,可以得到棒线材在不同位置的温度数值。
在进行数值模拟之前,我们需要收集一些实验数据和物性参数。
这些数据包括棒线材的初始温度、环境温度、材料的热导率、比热容等。
这些数据将作为数学模型的输入参数,用于计算温度分布。
接下来,我们可以利用计算机软件进行数值计算。
在计算过程中,我们需要将棒线材划分为多个小区域,每个小区域的温度可以近似地看作是均匀的。
然后,我们可以根据热传导方程和边界条件,求解每个小区域内的温度分布。
在得到了棒线材各个位置的温度数值之后,我们可以通过可视化的方式将结果呈现出来。
例如,可以绘制温度随位置的变化曲线,或者在平面上绘制温度等高线图。
通过观察这些图像,我们可以直观地了解棒线材的温度分布情况,以及温度在不同位置的变化规律。
通过数值模拟,我们可以对热连轧过程中的温度场进行更深入的研究。
我们可以通过改变各个参数的数值,来模拟不同工艺条件下的温度分布情况,从而优化生产过程,提高产品的质量。
通过数值模拟研究304不锈钢棒线材热连轧过程中的温度场,可以帮助我们更好地理解温度分布的规律,为生产过程的优化提供科学依据。
这种研究方法具有一定的实际意义和应用前景,在钢铁行业和相关领域具有重要的价值。
热钢圆盘喷水冷却过程的温度场测量与模拟
李康;王艳丽;许树勤
【期刊名称】《兵器材料科学与工程》
【年(卷),期】2006(29)4
【摘要】为了得到喷水淬火工艺参数与工件冷却速度的相互关系,对45钢圆盘试样分别在自然冷却和喷水冷却过程的温度场进行了实测与有限元模拟。
在试验中用热电偶和红外测温仪测得试样在两种条件下的冷却曲线,用有限元软件DEFORM 进行模拟,通过调整热流密度值,获得热流密度(HF)随表面温度的变化关系;并对所得数据进行拟合,得到热流密度与工件表面温度的函数关系式。
该关系式可用来求解热流密度,进而用有限元软件获得试样的温度场的模拟计算值。
结果表明,模拟值与实测结果吻合的较好。
【总页数】5页(P41-45)
【关键词】数值模拟;热流密度;热物性参数
【作者】李康;王艳丽;许树勤
【作者单位】太原理工大学材料科学与工程学院
【正文语种】中文
【中图分类】TG156.31
【相关文献】
1.冷却通道对超高强度钢热成形过程温度场的影响 [J], 蔡丽娟;彭成允;刘其源;李小平
2.Q345C钢连铸板坯热送热装过程中温度场和应力场模拟 [J], 王生朝;孙斌
3.Q215钢棒材热轧后湍流冷却过程温度场数值模拟 [J], 晋艳娟;张柱;崔小朝;刘勇;孙宏晓
4.冷却通道对超高强度钢热成形过程温度场的影响 [J], 蔡丽娟;彭成允;刘其源;李小平;
5.大断面轴承钢棒材超快速冷却过程温度场模拟 [J], 赵宪明;孙艳坤;吴迪
因版权原因,仅展示原文概要,查看原文内容请购买。
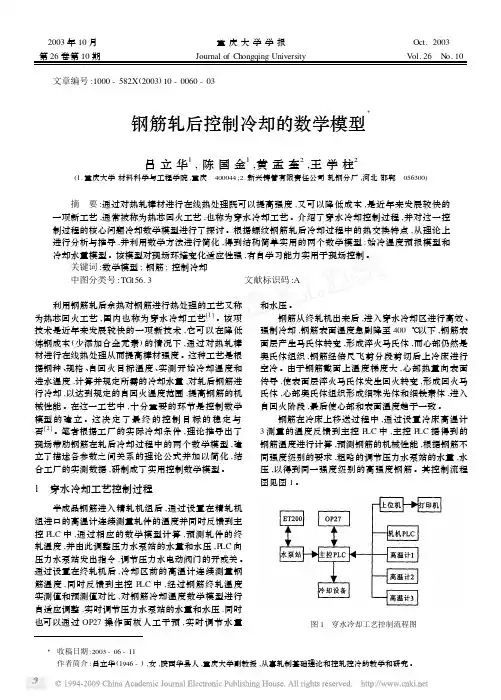
20MnSi 棒材轧后分级水冷过程温度场有限元模拟洪慧平1,韩 文1,程 满1,康永林1,张永清2,鲁丽燕2,金永春2(11北京科技大学材料科学与工程学院,北京 100083;21首钢技术研究院,北京 100041)摘 要:对20MnSi 棒材轧后分级控制冷却过程温度场变化进行了有限元模拟仿真并与CCT 曲线相结合,获得了棒材在分级控冷条件下温度-时间历程曲线及其组织变化特点,为优化控冷工艺方案提供了理论依据。
关键词:棒材;控制冷却;温度场;有限元模拟中图分类号:TG 335162;O241182 文献标识码:A 文章编号:1003-9996(2006)02-0009-03FE 2Simulation for T emperature Change of Tw o 2stage W ater CoolingProcess of 20MnSi Round B arHON G Hui 2ping 1,HAN Wen 1,CHEN G Man 1,KAN G Y ong 2lin 1,ZHAN G Y ong 2qing 2,LU Li 2yan 2,J IN Y ong 2chun 2(11University of Science &Technology Beijing ,Beijing 100083,China ;21Shougang Institute of Technology ,Beijing 100041,China )Abstract :The temperature field of 20MnSi steel round bar during the two 2stage water controlled cooling process af 2ter finishing rolling was simulated by FEM 1Based on the temperature simulation results and CCT diagram ,the characteristics of temperature and microstructure changes were analysed ,which can be used to optimize the con 2trolled cooling schedule 1K ey w ords :round bar ;controlled cooling ;temperature field ;FE simulation收稿日期:2005-12-07作者简介:洪慧平(1963-),男(汉族),湖北黄梅人,副教授,博士。
1 前言棒材轧后分级控制冷却技术是近年来发展起来的新工艺。
与传统一段冷却相比,分级控冷不仅有利于减小横断面内外温差,而且能有效地改善棒材组织状态并提高力学性能。
在棒材分级控制冷却过程中准确预测控冷过程各阶段棒材横断面的温度场及其变化规律是制定和优化控制冷却工艺方案,从而改善其组织和性能的技术关键,因此具有重要的理论意义和应用价值。
2 控冷过程的数学模型棒材在轧后控制冷却过程中的传热是传导、对流、辐射换热3种基本方式的综合,是稳态热参考文献:[1]康永林,孙建林.高强度薄钢板研究的新进展及其在汽车上的应用[J ].钢铁,2002,37(5):65-70.[2]储双杰,刘宝军.我国高等级汽车板生产现状及展望[J ].轧钢,2005,22(1):36-39.[3]Senuma T.Processing and Properties of Advanced HighStrength Steel Sheets [J ].Canadian Metallurgical Quarterly ,2004,1(43):1-12.[4]梅蓉俊,陈凌峰,梅冰.宝钢热轧汽车用钢生产现状及发展趋势[J ].轧钢,2004,21(4):27-29.[5]李维娟,杜林秀,张红梅,等.应变诱发铁素体相变对低碳钢晶粒细化的影响[J ].钢铁研究学报,2000,5(12):36-39.[6]李星逸,孟祥才,徐国庆,等.新型贝氏体钢的组织结构和性能[J ].佳木斯大学学报,2000,1(18):1-3.[7]俞德刚,谈育煦.钢的组织强度学[M ].上海:上海科学技术出版社,1983,3-10.[8]翁宇庆,孔令航,王国栋,等.超细晶钢-钢的组织细化理论与控制技术[M ].北京:冶金工业出版社,2003.312-315.・9・2006年4月・第23卷・第2期Apr.2006 Vol 123 No 12 轧 钢STEEL ROLL IN G 传导与非稳态热传导过程的结合。
棒材控冷方式有空冷和水冷,空冷时棒材向周围环境散发热量,以辐射传热为主;水冷时棒材向其表面的冷却水传热,传热方式为传导与对流的结合,换热系数的确定涉及冷却水沸腾传热机理模型。
由于棒材的长度远大于其直径,可将其控冷过程简化为无限长圆柱体的传热过程[1],热传导方程为:55x k 5T5x+55y5T5y=ρC5T5t(1)式中,k为热传导系数;ρ为材料密度;C为比热;t为时间;T为轧件温度。
满足式(1)的边界条件为:(1)棒材离开精轧机后整个断面的温度是一致的,并且是对称分布的[2]。
(2)在Ⅰ冷段前的空冷过程中,棒材与周围空气的热交换主要以辐射换热为主,可以忽略对流换热的影响。
其边界条件为[3]:k 5T5x+k5T5y=εσ(T4f-T4a)(2)式中,ε、σ分别为棒材的黑度和斯蒂芬-波尔兹曼常数;T f、T a分别为棒材的表面温度和环境温度。
(3)进入水冷箱以后,棒材和冷却水之间发生强制对流换热,在其接触面上会发生膜状沸腾和核状沸腾现象。
此时的辐射换热也不可忽略。
其边界条件为:k 5Tx+k5Ty=εσ(T4f-T4a)+h w(T f-T a)(3)式中,h w为棒材和冷却水之间的强制对流换热系数。
(4)棒材出Ⅰ冷段后进入中间空冷段。
此时棒材表面的温度已经降低,与空气之间的辐射换热及对流换热都要考虑。
其边界条件为:k 5T5x+k5T5y=εσ(T4f-T4a)+h a(T f-T a)(4)式中,h a为棒材和空气之间的自然对流换热系数。
3 棒材控冷过程温度场模拟311 控冷过程的工艺布置首钢集团公司连轧棒材厂精轧后采用两段式控冷,其工艺布置如图1所示。
图1 棒材精轧后控制冷却工艺布置棒材化学成分为:0121%C、0151%Si、1142%Mn、1017%P和01024%S。
312 控冷过程温度场的模拟棒材的横截面尺寸远小于其纵向长度,因此可将三维问题简化为二维问题。
此外,其截面圆为中心对称图形,因此将圆断面简化为一个扇形断面来计算,这可以减少节点和节省内存,缩短计算时间。
有限元模型使用平面四角八节点单元PLAN E55,其扇形网格如图2所示。
图2 温度场有限元模拟用扇形网格 根据现场实测,精轧末机架出口温度为1047℃,成品规格为Φ25mm,精轧末机架出口速度为13m/s,冷却水温度为42℃,钢种导热系数为30W/(m・K),比热为870J/(kg・K),密度为7400kg/m3。
在求解过程中给定初始条件:棒材整个截面温度均匀,温度等于终轧温度。
以后各阶段的初始条件为前一阶段计算的温度场分布。
整个温度场模拟基于通用有限元模拟仿真软件ANSYS求解。
4 模拟结果及分析精轧后两段控冷过程中Φ25mm棒材横断面上不同位置的温度变化曲线及其实测CCT曲线如图3所示。
Φ25mm和Φ28mm规格棒材在轧后控冷线相关位置的实测温度和模拟计算温度的对比如表1所示。
从表1可见,温度模拟值与实测值的最大偏差为1144%,这说明棒材温度场有限元模型是合理可靠的。
两段控冷方式是在传统的一段控冷方式的基础上加入了中间空冷过程。
空冷的主要目的是为了减小水冷后表面和芯部的温差。
从图3可看出,在两段控冷过程中,棒材表面的温度变化呈・1・轧 钢 2006年4月出版表1 温度模拟值和实测值的比较规格/mm终轧温度实测/℃计算/℃偏差/%Ⅰ冷段后温度实测/℃计算/℃偏差/%冷床前温度实测/℃计算/℃偏差/%回火温度实测/℃计算/℃偏差/%Φ25104710470844837018383682411448238230Φ28103010300859850110574975501807797810126图3 Φ25mm 棒材横断面上不同位置温度分布和实测CCT 曲线1-棒材表面;2-3/4半径处;3-1/2半径处;4-1/4半径处;5-芯部锯齿型,而芯部温度连续平稳地降低,这是由于棒材表面受水冷和空冷的交替作用,温度不断降低和回升,而芯部温度变化是棒材内部热传导的结果,变化相对平缓,温度梯度从表面到芯部逐渐减小。
水冷结束后,棒材表面和芯部的温度趋于一致。
与一段控冷相比,两段控冷有效地减小了棒材在控冷过程中表面和芯部的温差。
空冷效果由空冷时间决定,而空冷时间取决于空冷段长度和终轧速度。
对首钢棒材连轧厂现有规格棒材控冷过程温度场的模拟结果显示,空冷段长度完全能够满足现有规格产品的控冷要求。
由于冷却速度的差异,即棒材表面的冷速大,温降快,晶粒生长缓慢,形成了如图4a 所示的细小的铁素体和珠光体组织。
芯部的冷速小,温降慢,晶粒持续增大,形成如图4b 所示的粗大的铁素体和珠光体组织。
图4 Φ25mm 规格20MnSi 棒材的金相组织a )表面;b )芯部5 结论(1)棒材在控冷过程中整个断面温度梯度从表面到芯部逐渐减小,与传统的一段控冷方式相比,采用两段分级控冷工艺能更加有效地减小棒材在控冷过程中表面和芯部的温差,这对于大断面棒材轧后控冷尤其重要。
(2)棒材轧后控冷过程温度场模拟显示,第1阶段和第2阶段中间的空冷恢复段长度能够满足Φ25~Φ28mm 规格棒材控冷工艺要求。
(3)由于棒材穿水冷却过程中表面冷却速率大于芯部,因而表面晶粒较细小而芯部晶粒较粗大,组织主要是铁素体和珠光体。
参考文献:[1]孔祥谦1有限元法在传热学中的应用[M ]1北京:科学出版社,19981[2]Morals R D ,Lopez A G ,Olivares L M 1Heat Transfer Analy 2sis during Water Spray Cooling of Steel Rods [J ]1ISIJ Inter 2national ,1990,30(1):481[3]梁志芳,李午申,王迎娜,等120MnSi 钢筋在线冷却中自回火温度的数值模拟[J ].金属热处理,2003,28(9):42-441・11・第23卷・第2期 洪慧平等:20MnSi 棒材轧后分级水冷过程温度场有限元模拟。