焊接过程记录与检查表
- 格式:docx
- 大小:32.70 KB
- 文档页数:4
焊接工程外观质量观感检查表摘要:一、焊接工程外观质量观感检查表的概述1.焊接工程外观质量观感检查表的定义2.焊接工程外观质量观感检查表的作用二、焊接工程外观质量观感检查表的内容1.焊接接头的外观质量检查2.焊接焊缝的外观质量检查3.焊接结构件的外观质量检查三、焊接工程外观质量观感检查表的编制1.焊接工程外观质量观感检查表的编制原则2.焊接工程外观质量观感检查表的编制步骤四、焊接工程外观质量观感检查表的使用1.焊接工程外观质量观感检查表的使用方法2.焊接工程外观质量观感检查表的使用注意事项五、焊接工程外观质量观感检查表的维护1.焊接工程外观质量观感检查表的维护措施2.焊接工程外观质量观感检查表的更新与改进正文:一、焊接工程外观质量观感检查表的概述焊接工程外观质量观感检查表是用于检查焊接工程外观质量的一种表格工具,它能够帮助工程师对焊接工程的外观质量进行评估,以确保焊接工程的质量达到规定的要求。
焊接工程外观质量观感检查表的作用主要体现在以下几个方面:1.确保焊接工程的质量:通过检查表对焊接工程的外观质量进行评估,可以确保焊接工程的质量达到规定的要求,保证焊接工程的安全性和可靠性。
2.提高焊接工程的效率:使用检查表可以快速、准确地对焊接工程的外观质量进行检查,提高焊接工程的效率。
3.统一焊接工程的评价标准:检查表提供了统一的外观质量评价标准,可以避免由于个人主观因素造成的评价不公。
二、焊接工程外观质量观感检查表的内容焊接工程外观质量观感检查表的内容主要包括以下几个方面:1.焊接接头的外观质量检查:主要检查焊接接头是否平整、无裂纹、无气孔等。
2.焊接焊缝的外观质量检查:主要检查焊接焊缝是否整齐、无咬边、无飞溅等。
3.焊接结构件的外观质量检查:主要检查焊接结构件的尺寸是否符合设计要求,表面是否光滑、无凹凸不平。
三、焊接工程外观质量观感检查表的编制焊接工程外观质量观感检查表的编制原则主要包括以下几个方面:1.统一性原则:检查表应提供统一的外观质量评价标准,以便于工程师进行统一的评价。
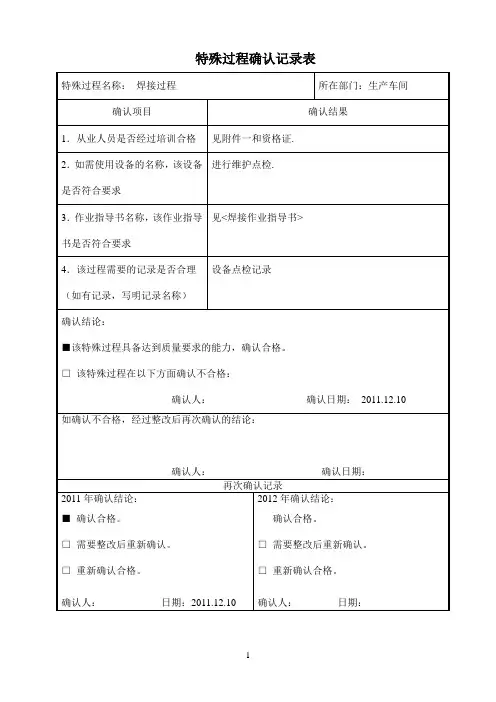
特殊过程确认记录表
附件一
培训记录
焊接工上岗考核试卷
姓名:得分:
问答题:第5和9题每题各15分,其他每题10分.
一、焊接机在开机之前要检查哪些事项?
二、如何对机器进行清理?
三、操作过程中要注意哪些安全事项?
四、如何对不同的产品进行标识别?
五、怎么判断产品是符合客户要求的?你在操作的过程中多如何去做了?
六、发生品质问题是如何处理的?
七、机器的日常保养都要做哪些工作?
八、关闭机器后要确认哪些事项?
九、解释什么是5S,以及作好5S的好处?。
. . .. . .
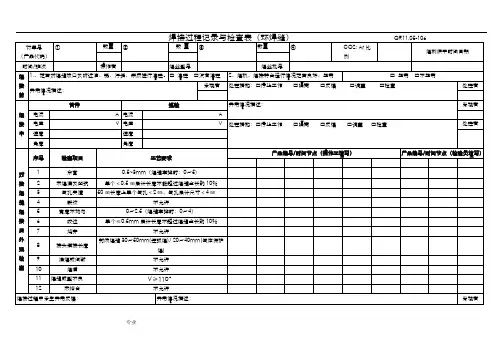
焊接过程记录与检查表(环焊缝)
.. .专业. .
说明:1―记录频率:每隔2小时/次。
2―检验人员检查操作者是否按操作者自检记录表容执行
.. .专业. .
. . .. . .
焊接过程记录与检查表(角焊缝)
.. .专业. .
说明:1――记录频率:每隔2小时/次。
2――检验人员检查操作者是否按操作者自检记录表容执行
.. .专业. .
说明:1――记录频率:每隔2小时/次。
2――检验人员检查操作者是否按操作者自检记录表容执行.. .专业. .
. . .. . .
焊接过程记录与检查表(闪光对接焊)
.. .专业. .
说明:1――记录频率:每隔2小时/次。
2――检验人员检查操作者是否按操作者自检记录表容执行.. .专业. .
. . .. . .
焊接过程记录与检查表(电阻对接焊)
.. .专业. .
说明:1――记录频率:每隔2小时/次。
2――检验人员检查操作者是否按操作者自检记录表容执行.. .专业. .。
电焊车间安全检查表
1.作业环境:
地面干净无油污、无杂物。
通风设备工作正常,无烟尘积聚。
车间内无易燃易爆物品。
2.消防设施:
灭火器数量充足,并在有效期内。
消防栓周围无遮挡,水压正常。
消防通道畅通无阻,标识明显。
3.防护用品:
电焊工穿戴符合要求的防护服、防护眼镜、手套等。
焊机接零(地)安全可靠,绝缘良好。
焊接电缆无破损,绝缘良好。
4.焊接设备:
焊机外观整洁,无严重锈蚀。
焊机散热良好,工作温度正常。
焊机地线牢固,无破损。
5.操作规程:
电焊工操作证齐全有效。
操作前进行安全检查,确保作业环境安全。
严格按照焊接工艺参数进行操作。
6.焊接参数:
电流、电压、焊接速度等参数符合工艺要求。
焊接过程中无突然断弧现象。
焊接过程中无飞溅。
7.废弃物处理:
废弃的焊条、焊丝及时清理,不得随意丢弃。
高温的焊渣及时冷却处理,不得随意倾倒。
油漆桶、稀释剂等危险废弃物按规定处理。
焊接过程记录与检查表焊接过程记录与检查表(纵焊缝)订单号:JSHD/QYWJ-A16.2-1时间/班次。
焊接前:数量操作者焊丝型号焊丝批号焊接过程:焊机、焊接转台运行情况是否良好、正常异常情况描述:A:正常/不正常处理者发现者处理者相对湿度1.是否对焊缝坡口及附近油、锈、污垢、杂质进行清理。
清理/没有清理异常情况描述:首件巡检:序号检查项目工艺要求检查结果异常情况描述1 外焊 0.5~2.5mm,内焊0.5~1.5mm2 余高任意300mm内余高相差不超过0.5mm3 未焊满及凹坑不允许4 气孔夹渣不允许5 裂纹任意300mm内宽度相差不大于1.56 宽度不均匀任意300mm内长度不大于50mm,深度不大于0.3mm7 咬边不允许8 烧穿<10㎜9 接头搭接长度不允许10 漏焊或间断任意300mm内误差不超过2mm11 焊瘤不允许12 直线度异常情况描述发现者处理措施:停止工作/隔离/反馈/调整/检查焊接中电流电压速度角度产品编号/时间节点(操作工填写)产品编号/时间节点(检验员填写)发现者对焊缝焊接后外观检查:序号检查结果123456789101112焊接过程记录与检查表(环焊缝)订单号:JSHD/QYWJ-A16.2-2时间/班次。
焊接前:数量操作者焊丝型号焊丝批号焊接过程:焊机、焊接转台运行情况是否良好、正常异常情况描述:A:正常/不正常处理者发现者处理者相对湿度1.是否对焊缝坡口及附近油、锈、污垢、杂质进行清理。
清理/没有清理异常情况描述:首件巡检:序号检查项目工艺要求检查结果异常情况描述1 外焊 0.5~2.5mm,内焊0.5~1.5mm2 余高任意300mm内余高相差不超过0.5mm3 未焊满及凹坑不允许4 气孔夹渣不允许5 裂纹任意300mm内宽度相差不大于1.56 宽度不均匀任意300mm内长度不大于50mm,深度不大于0.3mm7 咬边不允许8 烧穿<10㎜9 接头搭接长度不允许10 漏焊或间断任意300mm内误差不超过2mm11 焊瘤不允许12 直线度异常情况描述发现者处理措施:停止工作/隔离/反馈/调整/检查焊接中电流电压速度角度产品编号/时间节点(操作工填写)产品编号/时间节点(检验员填写)发现者对焊缝焊接后外观检查:序号检查结果123456789101112在焊接过程中,要求任意300mm内宽度相差不大于 1.5,长度不大于50mm,深度不大于0.3mm。
焊接作业安全检查表
检查内容
1. 环境检查
- 检查焊接场所通风情况是否良好,有无易燃易爆物品
- 检查焊接区域地面是否平整,有无积水、油污等危险物品- 检查劳动保护用品是否齐全,如防护眼镜、手套、防护鞋等
2. 焊接设备检查
- 检查瓦斯管、氧气瓶、焊机、割切机是否正常使用
- 检查电线电缆及插头是否破损老化
- 检查保温材料及其他辅助材料是否易燃易爆
3. 焊接操作检查
- 检查焊工是否具有操作焊接设备所需的证书
- 检查措施是否得当,如是否有可燃材料遮蔽瓦斯管
- 检查是否存在未焊透、虚焊、错焊等质量问题
检查原则
1. 安全第一,保护人身安全和设备财产安全
2. 严格按照检查内容检查,不遗漏任何一项
3. 检查时要提前了解焊接工艺和注意事项
4. 对检查发现的问题进行及时处理
总结
焊接作业需要注意安全,要进行严格的检查和操作,保障人身安全和设备财产安全。
以上的检查内容和原则可以作为参考,希望能够帮助大家开展安全的焊接作业,减少事故的发生。
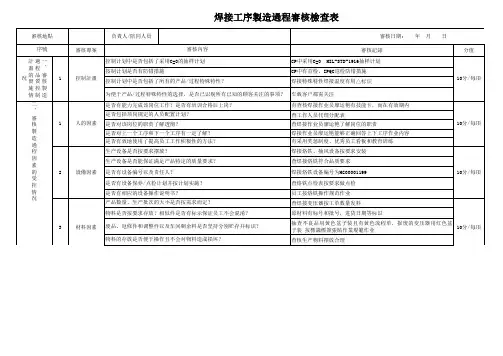
审核人员:审核日期:No.标准审核人员审核频次检查结果1员工必须按PPE 的要求穿戴劳防用品,班长每天必须对员工进行检查,未穿戴劳防用品者不允许进入生产区域。
班长、组长每班次/每工作日2操作工上岗前必须先经过上岗考试,考试通过后方能上岗,上岗后必须严格按照作业指导书规定进行操作。
班长、组长每班次/每工作日3操作工每天做好设备点检,检查工作区域水管和气管有无渗漏,如有问题及时填写报修单,并上报班长,班长跟踪状态。
班长、组长每班次/每工作日4产品质量各项检查的长短期措施必须落实,跟踪其有效性,并做记录。
班长、组长每班次/每工作日5操作工工作前检查设备的水、电、气及安全门钥匙和系统急停按钮是否完好,车间内禁止吸烟.生产区域发现有安全隐患需立即排除(或上报)。
班长、组长每班次/每工作日6由班长负责保管和发放工具、劳防用品,使用完的电极每天班产结束后负责清点数量并回收,有效节约成本。
组长每工作日1熟练掌握生产岗位的《焊接质量检验记录表》的要求,并按《焊接质量检验记录表》要求对产品进行自检。
班长、组长每班次/每工作日2操作工是否按要求填写设备、质量、防错、电极修磨点检表,由班长负责检查。
班长、组长每班次/每工作日3参数调试人员是否按照作业指导书要求进行参数设定并记录,班长每天检查相关工位的工艺参数,作业指导书工艺参数与现场参数是否一致。
班长、组长每班次/每工作日4在工位对应的摆放台上,必须看到首检、巡检、自检、破检。
班长、组长每班次/每工作日5手工点焊工位按《点焊电极的修磨与更换作业指导书》要求修磨电极和更换电极,根据自制卡板来检验电极端面。
并在《手工点焊电极修磨及更换记录表》上做相应记录。
班长、组长每班次/每工作日6操作工按《凸焊电极的修磨与更换作业指导书》要求参照计数器凸焊件数修磨和更换电极。
并在《凸焊电极修磨及更换记录表》上做相应记录。
焊接过程中自检电极表面、绝缘套及定位销是否磨损过多或飞溅粘连班长、组长每班次/每工作日7对每一箱成品进行目检,确认一箱一卡,对每箱的零件流转卡的内容进行确认。
焊接过程记录与检查表 The latest revision on November 22, 2020
焊接过程记录与检查表(纵焊缝)JSHD/QYWJ-A16.2-1
说明:1―记录频率:每隔2小时/次。
2―检验人员检查操作者是否按操作者自检记录表内容执行.3―检验员按<焊接作业指导书>进行首巡末检查.
说明:1―记录频率:每隔2小时/次。
2―检验人员检查操作者是否按操作者自检记录表内容执行.3―检验员按<焊接作业指导书>进行首巡末检查.
焊接过程记录与检查表(角焊缝)JSHD/QYWJ-A16.2-3
说明:1―记录频率:每隔2小时/次。
2―检验人员检查操作者是否按操作者自检记录表内容执行.3―检验员按<焊接作业指导书>进行首巡末检查.。