注塑手册
- 格式:docx
- 大小:23.35 KB
- 文档页数:2
注塑模具使用手册注塑模具使用手册一、介绍本文档旨在提供注塑模具的使用手册,包括模具的结构、操作指南、维护保养等内容,以便用户正确使用和保养注塑模具,延长其使用寿命,并确保产品质量。
二、模具结构1.模具总体结构a.模具外形和尺寸b.模具材质和硬度c.模腔布局和数量d.定位系统和导向装置2.模具零部件a.模腔和模座b.滑块和顶出装置c.冷却系统d.装配和拆卸装置e.注塑系统和顶针三、模具操作指南1.操作前准备a.检查模具状态和表面是否清洁b.检查模具温度和冷却系统c.检查注塑机的设定参数d.准备原料和颜色2.模具安装和调试a.将模具安装到注塑机上并进行固定b.调整模具的开口行程和闭合力c.调整模具的顶出装置和滑块位置d.进行空射试模和调整模具温度3.模具生产操作a.注塑机的启动和设定参数b.检查注塑过程中的压力和温度c.检查产品的质量和色差d.维护并调整模具温度和冷却系统e.更换模具和清洁模具表面四、模具维护保养1.模具保养计划a.定期检查模具的状态和表面是否清洁b.定期润滑模具的移动部件c.定期清洗冷却系统和更换防冻液d.定期校准模具的尺寸和位置2.模具故障排除a.检查注塑过程中的异常现象和问题b.检查模具的磨损和损坏情况c.检查注塑机的故障和设定参数d.进行必要的模具修复和更换零部件附件:本文档涉及的附件包括模具结构图、模具零部件清单、模具维护记录表等。
法律名词及注释:1.注塑模具:用于注塑工艺的模具,用于制造塑料或其他材料的成型产品。
2.模腔:注塑模具中的成型空间,用来形成产品的外形。
3.滑块:注塑模具中的可移动零件,用于开启或关闭模具的空腔。
4.顶出装置:注塑模具中的装置,用于将成型的产品从模腔中顶出。
5.冷却系统:注塑模具中的冷却装置,用于控制模具温度和加快产品冷却。
注塑模具标准件手册注塑模具是一种广泛应用于工业制造中的模具,它们通常由许多标准件组成。
这些标准件在模具设计和制造中起着至关重要的作用,因此我们有必要对注塑模具标准件进行深入了解和学习。
本手册将为您介绍注塑模具标准件的相关知识,帮助您更好地应用和制造注塑模具。
首先,让我们来了解一下注塑模具标准件的种类和作用。
注塑模具标准件包括导柱、导套、弹簧、螺丝等,它们在模具中起着定位、导向、支撑、传动等作用。
这些标准件的选用和安装对模具的精度和寿命有着重要影响,因此在模具设计和制造中需要格外注意。
其次,我们将详细介绍注塑模具标准件的选用原则和注意事项。
在选用标准件时,需要根据模具的具体要求和工作环境进行合理选择,以确保模具的稳定性和可靠性。
同时,在标准件的安装和使用过程中,需要注意维护保养,及时更换损坏的标准件,以保证模具的正常运行和延长使用寿命。
接下来,我们将介绍注塑模具标准件的常见故障和解决方法。
在模具使用过程中,标准件可能会出现磨损、断裂、变形等故障,这将直接影响到模具的工作效率和产品质量。
因此,我们需要及时发现并解决这些故障,以保证模具的正常运行。
在解决故障时,需要根据具体情况采取相应的修复措施,以确保模具的正常使用。
最后,我们将介绍注塑模具标准件的设计和制造技术。
在模具设计和制造过程中,需要充分考虑标准件的选用和安装,以确保模具的性能和质量。
同时,需要结合实际情况,采用合理的加工工艺和工艺装备,以提高标准件的加工精度和表面质量。
通过合理的设计和制造,可以提高模具的使用寿命和生产效率。
总之,注塑模具标准件是注塑模具中不可或缺的重要组成部分,它们直接影响着模具的性能和质量。
通过本手册的学习,相信您对注塑模具标准件有了更深入的了解,能够更好地应用和制造注塑模具。
希望本手册能够对您有所帮助,谢谢阅读!。
注塑作业指导书引言概述:注塑作业是一种常见的塑料加工方法,通过将熔化的塑料注入模具中形成所需的产品。
为了确保注塑作业的顺利进行,需要遵循一定的操作规范和注意事项。
本文将详细介绍注塑作业的五个关键部份,包括模具准备、原料准备、注塑机操作、注塑过程控制和产品质量检验。
一、模具准备1.1 检查模具:在开始注塑作业之前,首先要检查模具的完整性和可用性。
检查模具是否有损坏、磨损或者变形等问题,确保模具能够正常使用。
1.2 清洁模具:使用专用的模具清洁剂清洁模具表面,去除油污和灰尘等杂质。
确保模具表面干净,以免影响产品的质量和外观。
1.3 上模具脱模剂:在注塑作业之前,需要在模具表面涂抹一层脱模剂,以便产品易于脱模。
选择适合的脱模剂,并确保均匀涂抹在模具表面。
二、原料准备2.1 选择合适的原料:根据产品的要求和特性,选择适合的塑料原料。
了解不同塑料材料的特性和加工要求,确保选择的原料能够满足产品的需求。
2.2 熔化原料:将原料切割成适当的大小,然后放入注塑机的料斗中。
根据原料的种类和特性,设置合适的熔化温度和熔化时间,确保原料彻底熔化。
2.3 混合原料:如果需要使用多种原料进行混合,需要按照一定的配比将原料混合均匀。
可以使用专用的搅拌机或者混合机进行混合,确保原料的均匀性。
三、注塑机操作3.1 打开注塑机:按照注塑机的操作手册,正确打开注塑机的开关,并进行相应的预热和调试工作。
确保注塑机处于正常工作状态。
3.2 设置注塑参数:根据产品的要求,设置合适的注塑参数,包括注射速度、注射压力、保压时间等。
根据不同的产品和原料,调整注塑参数以获得最佳的注塑效果。
3.3 进行注塑操作:将熔化好的塑料原料注入注塑机的注射缸中,然后通过注射缸将塑料原料注入模具中。
根据产品的要求,控制注塑机的注塑过程,确保产品的尺寸和质量符合要求。
四、注塑过程控制4.1 控制注塑时间:根据产品的要求,控制注塑时间以控制产品的尺寸和外观。
过长或者过短的注塑时间都可能导致产品的质量问题。
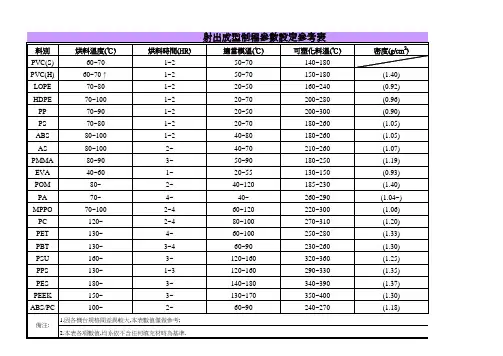
注塑加工工艺手册目录1、生产准备1. 1 注塑原材料领用1. 2 注塑原材料干燥1. 3 清洗、换料1. 4 模具准备2、注射机选择2. 1 螺杆直径、注塑重量和计量行程的确定2. 2 合理有效的计量行程2. 3 锁模力的确定2. 4 螺杆几何尺寸2. 5 喷嘴2. 6 如何预防部件磨损3、工艺参数3. 1 注塑工艺参数表3. 2 模具的温度控制3.3 熔体温度传感器3. 4 注射压力和保压压力、注射速度3. 5 螺杆转速、背压3. 6 冷却时间3. 7 机器设定值的优化和生产监测4、废料回收及再生5、制品缺陷排除的措施1注塑生产准备1. 1注塑原材料领用必须按所生产产品图纸中材料要求领料。
1. 2注塑原材料干燥如果塑料熔体中的含湿量过高,将导致制品表面缺陷(银丝)和制品内在性能的下降(水解)。
因为大多数塑料都采用非防潮的包装、原料在存放和运输过程中会从空气中吸水、所以这些塑料在加工前必须进行干燥处理。
通常干燥器有以下几种:1、循环干燥器(50%新鲜空气),2、新鲜空气干燥器(高速干燥器),3、去湿干燥器。
干燥工艺数据见注塑工艺参数表,注塑工艺参数表中工艺数据只适用于在室温条件下存放的原料。
而且还假定干燥设备处于正常状态下,并且已经遵循了注塑工艺参数表中的干燥温度和时间。
除了加工前干燥原料的方法外,也可以在料筒中熔化原料时将水分排除,这需要采用“排气螺杆”。
相比对原料颗粒进行干燥的方法,采用排气螺杆方法具有技术、结构和成本方面上的优势、但同时也不可避免存在一些限制和缺点。
这种去湿方法只适合于那些主要加工深颜色原料的生产和很少换料的加工生产中。
1. 3清洗、换料换料时注意:(1)排空料筒内的熔料;(2)用新料或新料与特殊清洁料的混合物清洁料筒;1)如果可能、原料颜色的更换尽量由浅到深;(2)特殊情况下、清洗塑化部件(请看下面的“清洁操作”)。
生产中断注意(较长时间的中断和周末停机):(1)排空料筒内的熔料;(2)将螺杆移至最前位;(3)关掉机器加热系统;(4)PC、PEI等可以将料筒加热器设定160~180℃、并且保持连续加热状态、保持料斗的加热;结束生产注意:(1)采用一种合适的高粘度塑料清洁塑化料筒:(PE、PP、PMMA、SAN、PS);(2)如需要,清洗塑化部件(请看下面的清洗操)。
注塑作业指导书一、任务描述本文档旨在为注塑作业提供详细的指导和操作规范,确保注塑作业的安全、高效进行。
以下将分别介绍注塑作业的准备工作、操作流程、注意事项和常见问题解决方法。
二、准备工作1. 安全措施:在进行注塑作业前,必须确保工作环境安全。
检查注塑机设备是否正常运行,确认紧急停机按钮和安全防护装置是否完好。
操作人员应穿戴好防护设备,如手套、护目镜和防护服。
2. 原材料准备:检查注塑原材料的质量和数量,确保符合生产要求。
根据产品要求,准备好所需的塑料颗粒、添加剂和颜料等。
3. 模具准备:检查注塑模具的完整性和清洁度,确保没有损坏和污染。
安装好模具,并进行调试,确保模具的正常运行。
4. 注塑机准备:检查注塑机的各项参数,如温度、压力和速度等。
根据产品要求,设置好注塑机的参数,并进行预热,确保注塑机处于最佳工作状态。
三、操作流程1. 开机准备:按照注塑机的操作手册,正确打开注塑机电源,并进行预热。
确认注塑机的温度和压力达到设定值后,方可进行下一步操作。
2. 原料投料:将准备好的塑料颗粒放入注塑机的料斗中,注意控制投料的速度和数量,以避免过量或者不足。
3. 模具安装:将准备好的模具安装在注塑机上,并进行固定和调整,确保模具的位置准确和稳定。
4. 注塑操作:根据产品要求,设置注塑机的参数,如温度、压力和速度等。
启动注塑机,开始注塑作业。
在注塑过程中,要注意观察注塑机的运行状态,确保注塑过程顺利进行。
5. 冷却和脱模:注塑完成后,等待塑料冷却至适当温度,然后进行脱模操作。
注意脱模时的力度和角度,避免损坏产品或者模具。
6. 检验和修整:将注塑得到的产品进行检验,确保产品质量符合要求。
如有需要,进行修整和抛光等后续处理。
7. 关机和清洁:注塑作业结束后,关闭注塑机电源,并进行清洁工作。
清理注塑机、模具和周围环境,确保整洁和安全。
四、注意事项1. 安全第一:在注塑作业过程中,操作人员必须严格遵守安全规定,确保自身和他人的安全。
注塑厂质量手册1. 前言本手册旨在规范我公司注塑生产过程中的质量管理,以确保生产出的产品符合客户要求,并开展持续改进和创新。
2. 质量方针我公司的质量方针为“以客户为中心,追求卓越,精益求精,不断创新,持续改进,提高顾客满意度”。
3. 组织结构和职责我公司设有质量保证部门,其职责如下:•确保所有生产工艺符合客户需求和技术要求;•加强质量控制和管理,确保生产一次性合格品率达到100%;•对生产过程进行质量监管,倡导以质量效益为核心,推动企业技术创新和不断提高质量水平。
4. 质量控制过程4.1 生产准备在生产前,我公司将进行如下准备工作:1.检查生产用的原材料是否符合规定的质量标准和要求;2.确保设备正常运行并符合要求,且生产环境整洁、温度适宜;3.检查员工的培训和操作技能,确保员工熟悉生产工艺和操作流程。
4.2 生产过程1.材料搅拌:在生产过程中,每一批材料都必须进行搅拌,确保材料充分混合。
2.注塑成型:在成型过程中,需注意以下几点:–严格控制注塑温度与时间,以保证产品成型的精度和表面质量;–注塑出的零部件应进行清晰的标记,需要注意零件的自然收缩率以确定模具缩小的尺寸。
4.3 检验验收在生产成型后,需要对产品进行全面的检查、测试和验收:1.外观检查:检查商品表面和组成结构是否完整,有无缺陷;2.功能测试:对功能要求严格的产品进行测试,以验证产品的合格性;3.期望尺寸和材料检验:对产品的期望尺寸和材料检验进行复核,以确保符合客户要求。
5. 建立质量档案公司针对生产的每个批次产品建立相应的质量档案,并做好档案管理工作。
6. 术语定义质量保证:对产品和服务质量进行全面管理和控制,以实现产品和服务的高标准、优质量。
卓越:通过不断改进和创新提高产品质量和服务水平。
精益求精:在现有基础上不断精益求精,不断提高生产效益。
持续改进:不断改进和完善管理体系,以适应不断变化的市场需求。
客户满意度:客户在产品和服务使用中的满意度和信任度。
注塑成型实用手册
《注塑成型实用手册》是一本介绍注塑成型工艺的实用指南。
该手册主要内容包括注塑成型的基本原理、设备和工艺参数的选择、模具设计和制造、材料选择和加工、注塑工艺中常见问题的解决方法等方面的知识。
该手册旨在帮助读者了解注塑成型的基本原理和流程,了解不同材料的特性和加工要求,以及掌握解决注塑过程中常见问题的技巧和方法。
通过学习《注塑成型实用手册》,读者可以提高注塑成型的工艺水平,提高产品质量,降低生产成本。
该手册内容生动详实,图文并茂,便于理解和操作。
同时,手册还包括案例分析和实践操作指导,有助于读者从实践中提高技能和解决问题的能力。
总体而言,《注塑成型实用手册》是一本对注塑成型工艺感兴趣的人士,尤其是相关从业人员的实用指南,对于增加专业知识、提高技能水平和解决实际问题都有很大的帮助。
注塑机手册1. 简介注塑机是一种用于注射或喷射熔融的塑料材料进入模具中,从而将其冷却后形成所需塑料制品的设备。
本手册旨在向用户提供关于注塑机的基本知识、操作指南和安全操作规程。
2. 注塑机的工作原理注塑机主要由注射系统、熔融系统、冷却系统和控制系统组成。
下面是注塑机的工作流程:1.加料:将塑料原料通过进料口加入熔融系统中。
2.熔融:将塑料原料加热至熔融状态,形成熔融的塑料物料。
3.注射:使用注射系统将熔融的塑料物料注入到模具中。
4.冷却:在模具中冷却塑料物料,使其固化成型。
5.射出:通过活塞射出机械将成型的塑料制品排出。
3. 操作指南3.1 准备工作在操作注塑机之前,需要进行以下准备工作:1.检查注塑机的各个部件是否完好,如有损坏或故障应及时修复。
2.检查供电是否正常,并确保电源符合注塑机的要求。
3.检查熔融系统和冷却系统的供料是否充足。
3.2 操作步骤按照以下步骤操作注塑机:1.打开注塑机的电源开关,并将控制面板调至待机状态。
2.将模具固定在注塑机上,并调整模具的位置和压力。
3.打开熔融系统和冷却系统的供料开关,并调整温度和压力。
4.将要加工的塑料原料加入熔融系统中,注意控制加料的速度和数量。
5.调整注射速度和压力,并选择合适的注射时间。
6.观察注塑机的工作状态,如有异常情况应立即停止操作并检查原因。
7.注塑过程结束后,关闭熔融系统和冷却系统的供料开关。
8.将成型的塑料制品从模具中取出,并进行必要的后续处理。
4. 安全操作规程使用注塑机时,应遵循以下安全操作规程:1.严禁在操作注塑机时穿插手、指或其他物体进入机器内部。
2.在操作过程中,应保持机器周围清洁整齐,防止杂物干扰操作。
3.在操作注塑机时,应戴上合适的防护用品,如手套、护目镜等。
4.在调整模具位置和压力时,应注意安全距离,以防止意外夹伤。
5.如发现注塑机有异常情况或故障,应立即停止操作并联系维修人员。
6.在进行机器保养和清洁时,应先切断电源,确保操作安全。
注塑机安全操作手册(完整版)1. 引言本安全操作手册适用于注塑机的操作人员。
它旨在提供关于注塑机的安全操作指南,以确保操作人员的人身安全和设备的正常运行。
2. 注塑机安全操作规程2.1 操作前的准备- 在操作注塑机之前,操作人员应该穿戴适当的个人防护装备,包括安全帽、护目镜、耳塞、防护手套等。
- 确保注塑机和周围区域干净整洁,没有杂物和障碍物。
- 检查注塑机的电源和接地线是否正常,确保电气设备的安全。
2.2 注塑机的操作- 操作人员在打开注塑机之前,必须熟悉注塑机的各部分和控制面板的功能,并按照正确的操作顺序进行操作。
- 在操作注塑机时,要保持专注和集中注意力,避免分心或疲劳操作。
- 打开注塑机前,要确保操作区域内没有其他人员,以防止伤害发生。
2.3 紧急情况处理- 如果发生紧急情况,操作人员应立即停止注塑机的操作,并按照紧急情况处理程序进行相应的处理。
- 注塑机应配备紧急停机按钮和灭火器,以便在紧急情况下及时控制局势。
2.4 维护和保养- 定期检查注塑机的各部分是否正常工作,包括润滑系统、冷却系统、电气系统等。
- 清洁注塑机和周围区域,确保工作环境清洁整洁。
2.5 机器关闭- 在操作结束后,及时关闭注塑机的电源,并将所有控制面板和开关恢复到初始位置。
- 清理操作区域,确保没有遗留物。
3. 注塑机安全操作的注意事项- 在操作注塑机时,遵循操作手册中的指导和要求。
- 不要将手部或其他身体部位靠近运动部分,以免发生伤害。
- 不要使用损坏的或磨损的工具和设备。
- 不要在注塑机的运行过程中进行维修和保养工作。
以上是本安全操作手册的基本内容,操作人员应严格遵守上述规程和注意事项,确保注塑机的安全操作和正常运行。
/
04E 159 175E 共 1 页,第 1 页
1
产品注塑成型
注塑工艺员依据《注塑工艺单》 输入注 塑工艺参数,并调试出OK 产品
产品尺寸外观不良,会产 生停线
2
拿取机械手取下来的产品外观目测检 查 1.手拿产品离眼睛约20CM 距离,检查产品
表面是否有明显的缩痕、熔接痕、划伤、 杂料、顶白、缺料等缺陷 2.注意机械手,避免受伤
1.不良品流入下道工序
2.安全隐患
3
成品取料柄加整修
1.必须带手套作业
2.操作工要按照整修样件用专用剪钳去除
如图位置四个软料柄、如图位置三处硬料
柄,整修效果不低于整修样件,且不得将零 件划伤
1.手指易划伤
2.产品修伤导致报废
4
产品写工号
用指定铅笔在规定区域工整书写工号
无法确保有效追溯
5
放置工作台、冷却
1.产品按照片同一方向分开放置
2.冷却时间为2模产品
1.产品重叠导致产品划伤
2.未到要求冷却时间容易 导致产品变形
写 工 号 位 置
个位置
软料柄 的4个 位置
硬料柄的3。
质量手册(根据IATF 16949:2016标准制定)受控状态:分发编号:使用部门:2022 年4月14日发布2022 年4 月14日实施前言本质量手册依据IATF16949:2016编制,本手册发布日期即为生效日期,按生效日期开始执行。
本质量手册引用ISO9001:2015所规定的概念和术语的定义。
本手册由文控中心负责组织制定、修订、换版及解释协调。
本手册由公司总经理批准发布。
本手册的管理按《文件管理程序》实施本手册的附件是手册的附录本手册由总经办归口管理。
颁布令XX注塑模具有限公司(以下简称本公司)的《质量手册》根据《IATF16949:2016质量管理体系汽车生产件及相关服务件组织应用ISO9001:2015的特别要求》以及本公司的实际情况编制,并符合满足国家的有关法律、法规和各项政策的规定。
本公司全体员工必须严格执行本《质量手册》和其它质量管理体系文件的规定,确保质量管理体系、质量、技术和成本的持续改进。
并负有以下责任:①积极参与质量管理体系的各项活动,在自己的工作中贯彻质量方针,为实现公司的质量目标,持续改进质量管理体系的有效性以及产品质量、过程能力和过程绩效而努力;②以顾客为关注点,满足顾客要求,提高顾客满意,超越顾客期望;③严格执行体系文件,防止一切与质量管理体系要求不一致的情况发生;④本公司鼓励并支持员工的创新精神,员工发现的有关质量管理体系的任何改进机会和其它问题,应及时通过规定的渠道向公司提出;为了确保按照IATF16949:2016的要求建立、实施、维护并持续改进质量管理体系,各部门负责人必须按照IATF16949:2016和本手册的要求进行工作,担负起本部门内的推行、指导及监管的职责将本公司质量管理水平提高到一个新的高度。
本《质量手册》从2017年01月18日起正式实施。
总经理:2022年4月14日质量方针和质量目标质量方针质量第一,科学发展,技术创新,诚信守约诠释:质量是企业生存的永恒主题,通过科学发展并不断的技术创新和持续改进产品质量,使我们的管理水平和产品质量不断提高,并严格遵守诚信经营、守约守法的经营理念,以高水平的产品质量和服务来维持和促进企业的生存和发展,并满足更多客户的要求。
模具使用手册USER’S MANUAL客户模号MOLD NO.产品名称PART NAME产品编号PART NO.模号MOLD NO.目录CONTENT一.模具资料(MOLD INFORMATION) (2)二.模具使用说明(OPERATION INSTRUCTION).................................3-9 三.模具维护保养(MAINTENANCE INSTRUCTION)........................10-12 四.注塑工艺参考卡(MOLDING TECHNIC SHEET)........................13-14 五.附件/备用清单(ACCESSORIES LIST) (15)六.模具检验单(QA INSPECTION REPORT)....................................16-17 七.用户意见反馈书(CLIENT‘S COMMENT AND SUGGESTION) (18)八.附件(ACCESSORIES)模具结构简图(MOLD STRUCTURE) (19)上模运水示意图(COOLING DIAGRAM OF CAVITY SIDE) (20)下模运水示意图(COOLING DIAGRAM OF CORE SIDE) (21)1一.模具资料MOLD INFORMATION模号胶料Mold no. Plastic material 每啤件数收缩率Number of cavity Shrinkage:每啤重量:上模钢材:Shot weight Cavity steel 水口流道重量:下模钢材Runner and sprue weight Core steel 模具尺寸:Mold dimension:width mm x height mm x thickness mm.模具重量 Mold weight : kg最少开模行程Minimum daylight:mm顶针板行程Ejector stroke:mm唧嘴偏左/偏右/中心Sprue offset:mm法兰直径Locating ring’s diameter:∅mm 高度Height:mm唧嘴球面半径和孔径Sprue bushing:Sphr mm ∅mm码模Mold mounting method:凸边宽度Flange width mm坑深Clamping slot depth mm x高height mm丝孔Screw holes∅x 中心距Distance between centers.mm吊模孔喉嘴配机型Eyebolt:Water connection: Suitable machine size:2THE OPERATION OF MOLD1.注塑机要求Injection Machine Spec注塑机Injection Machine机型(Type of Machine)TK啤机: 客户啤机:法兰直径Locating ring diaφ唧咀Sprue SR 唧咀孔SprueφSRφ炮咀伸入量Nozzle movement distance顶棍孔直径Ejector dia顶出行程Ejector stroke2. 模具的结构特点MOLD STRUCTURE流道类型Runner Method□冷流道Cold □热流道Hot热流道品牌Hot trademark□DME □YUDO □MoldMaster□HASCO 其它other:___________3THE OPERATION OF MOLD水口类型Gate Method□直接入水Direct□潜水Submarine gate□针点Pin point□侧水Side gate□封针Valve Gate□细水转侧Pin point transfer side gate模具类型Type of mold base□二板模2 plate (□倒装Reverse )□三板模3 plate模胚/钢材Mold base/Material上模板Cavity plate:____________下模板Core plate:_____________模胚品牌Mold base trademark□LKM □其他Other_______钢材/ 硬度Material / Hardness上模Cavity :___________/___________HRC下模Core :__________/___________HRC镶件Insert:___________/___________HRC行位Slide :___________/___________HRC4THE OPERATION OF MOLD倒扣处理Undercut Treatment□斜边Angle pin□气/油压Air / oil□弹前模Floating CAV.□斜顶Lifter顶出Ejector□圆顶针Ejector pin□扁顶针Blade ejector□司简Sleeve ejector□斜顶Lifter□直顶Ejector bar□推方Stripper bar□推板Stripper plate□推圈Stripper ring□气拍Air valve取产品方法Products Ejection□自动落下Gravity drop□手取Manual□机械手Auto matic eject取水口方法Runner ejection□自动落下Gravity drop□手取Manual□机械手Auto matic eject5THE OPERATION OF MOLD运水Cooling□水Water□温水Hot water□油Hot oil喉牙Thread standard英制BSP________美制NPT________顶针板复位方式Return Method□弹簧Spring□剑仔Early ejector□油压Hydraulic□强制Compel6THE OPERATION OF MOLD 3.模具的动作要点Mold action sequenceA. 开模;Mold openingB. 油唧抽CAVITY (上模);Slide extracted by hydraulic cylinder(cavity)C. 油唧抽哥CORE(下模);Slide extracted by hydraulic cylinder (core)D. 油唧回CAVITY (上模);Slide returned by hydraulic cylinder (cavity)E. 油唧回CORE (下模);Slide returns by hydraulic cylinder(core)F. 顶出(顶针顶出);Ejection (Ejector pin)G. 顶针回;Ejector pin return动作先后顺序sequence H. 热咀封针打开;Hot drop valve pin openingI. 热咀封针关闭;Hot drop valve pin closingJ. 合模Mold closingK. 射胶;InjectionM. 冷却;CoolingN. 入气;Gas InjectionL. 取件.Taking part7THE OPERATION OF MOLD开模动作注意Mold opening notice:1、□前模行位(油唧,气缸)需抽开到位后,才能开模;The cavity slide opened prior to the mold open;2、□前模()组行位,有动作先后次序的要求:先()抽开,后()抽开;最后()抽开;( )Cavity slides’action order: the first ( )open,then( )open;at last( )open;3、□此模分()次开模;开模次序见模具结构简图;Mold opening sequences were shown in the drawing of mold structure。
价值5W的注塑手册,朋友圈转疯了!
塑料在成型过程中,难免会遇到各种各样的问题。
比如说:飞边、花纹、翘曲、发雾、色差、
浮纤、起皮、流痕等;有的可以通过调整工艺得以解决,有的却需要改变模具结构,有的就需要从原料的角度去重新设计。
而很多的朋友,往往只处于其中一环。
因此,比如,同一个注塑缺陷问题,原因可能是:材料问题、工艺的问题、模具的问题或者三者皆有,这个时候如果不能真正找到问题的办法,将造成很大的损失。
因此,我们这次推送这一篇文章,从原料的性能、模具的设计、注塑工艺的原理、注塑缺陷的解决思路与方法。
完整而统一地给大家整合。
希望,在大家遇到问题的时候,多一个可
以思考的方向,希望可以帮助到业内的朋友。
(如有错,也请指正,让业内朋友共同成长!)注:点击表格里的内容即可查看相关资料。