铜陵市4.4氧气压力管道重大燃爆事故案例
- 格式:docx
- 大小:12.28 KB
- 文档页数:2
氧气压力管道重大燃爆事故案例一、事故概况:2005年4月14日,市金港钢铁有限责任公司制氧车间调压站发生重大燃爆事故,正在现场检修作业的8名工作人员中,3人死亡,4人重伤(数月后4名伤员医治无效,全部死亡)。
事故发生后,市政府立即启动重大事故应急预案,市政府分管领导和各相关部门迅速赶赴现场组织救援和善后处理工作。
省政府领导、市委、市政府主要领导分别对事故处理做出指示,市政府主要领导去医院看望伤员。
省安监局、质监局分别派员赶赴现场指导救治、善后和事故调查工作。
市政府立即采取了七个措施:1、成立分管副市长为指挥长的事故处置指挥部。
2、成立医疗抢救组,并连夜从安医大请来烧伤专家会诊。
3、成立善后处理组,全力做好伤亡亲属安抚和事故赔偿。
4、成立治安保卫组,保护事故现场和抢救秩序。
5、成立经贸、安监、质监、监察、检察、公安、劳动、工会等部门和有关制氧专家参加的事故调查组,开展事故调查。
6、责令金港公司全面停产,落实安全防措施。
7、在全市开展以特种设备安全为重点的安全大检查工作。
二、事故发生过程金港公司是市一家招商引资的民营企业,投资总额约1个亿,2004年4月投产,主要产品为钢材线材。
该厂制氧车间采取空分制氧,为炼钢提供氧气,制氧机组为3800米3/时。
生产的氧气送氧气球罐储存(V=187.4米3,P设=3.06Map,P工=2.5Mpa)。
氧气通过管道从球罐输送至调压站,通过气动调节阀将压力调至1.3Mpa(炼钢需要氧气压力),然后通过管道输送至生产车间。
该调压管线的气动调节阀经常发生阀芯漏故障,有时调压后的压力升至1.8Mpa,影响生产,投产以来至少更换过3次气动调节阀。
按照计划安排,4月14日上午,该公司有关人员(总调度、机动科长、仪表负责人、生产维修工人)8人进入调压站进行气动调节阀更换作业。
首先关闭了管线两端阀门隔断气源,然后松气动调节阀法兰螺栓,在松螺栓过程中发现进气阀门没有关紧仍有漏气,作业人员又用F型扳手关闭进气阀门,在漏气情况消除后,作业人员拆卸掉故障气动调节阀,换上经脱脂处理的新气动调节阀,安装仪表电源线和气动调节阀控制汽缸管线,并用万用表测量。
氧气压力管道重大燃爆事故一、事故概况:2005年4月14日,铜陵市金港钢铁有限责任公司制氧车间调压站发生重大燃爆事故,正在现场检修作业的8名工作人员中,3人死亡,4人重伤(数月后4名伤员医治无效,全部死亡)。
事故发生后,铜陵市政府立即启动重大事故应急预案,市政府分管领导和各相关部门迅速赶赴现场组织救援和善后处理工作。
省政府领导、市委、市政府主要领导分别对事故处理做出指示,市政府主要领导去医院看望伤员。
省安监局、质监局分别派员赶赴现场指导救治、善后和事故调查工作。
铜陵市政府立即采取了七个措施:1、成立分管副市长为指挥长的事故处置指挥部。
2、成立医疗抢救组,并连夜从安医大请来烧伤专家会诊。
3、成立善后处理组,全力做好伤亡亲属安抚和事故赔偿。
4、成立治安保卫组,保护事故现场和抢救秩序。
5、成立经贸、安监、质监、监察、检察、公安、劳动、工会等部门和有关制氧专家参加的事故调查组,开展事故调查。
6、责令金港公司全面停产,落实安全防范措施。
7、在全市开展以特种设备安全为重点的安全大检查工作。
二、事故发生过程金港公司是铜陵市一家招商引资的民营企业,投资总额约1个亿,2004年4月投产,主要产品为钢材线材。
该厂制氧车间采取空分制氧,为炼钢提供氧气,制氧机组为3800米3/时。
生产的氧气送氧气球罐储存(V=187.4米3,P设=3.06Map,P工=2.5Mpa)。
氧气通过管道从球罐输送至调压站,通过气动调节阀将压力调至 1.3Mpa (炼钢需要氧气压力),然后通过管道输送至生产车间。
该调压管线的气动调节阀经常发生阀芯内漏故障,有时调压后的压力升至1.8Mpa,影响生产,投产以来至少更换过3次气动调节阀。
按照计划安排,4月14日上午,该公司有关人员(总调度、机动科长、仪表负责人、生产维修工人)8人进入调压站进行气动调节阀更换作业。
首先关闭了管线两端阀门隔断气源,然后松气动调节阀法兰螺栓,在松螺栓过程中发现进气阀门没有关紧仍有漏气,作业人员又用F型扳手关闭进气阀门,在漏气情况消除后,作业人员拆卸掉故障气动调节阀,换上经脱脂处理的新气动调节阀,安装仪表电源线和气动调节阀控制汽缸管线,并用万用表测量。
氧气压力管道重大燃爆事故分析和应急处理案例近年来,氧气压力管道重大燃爆事故频发,给人们的生命财产安全带来了巨大威胁。
为了有效应对这类事故,及时采取应急措施,本文将分析氧气压力管道重大燃爆事故的原因和特点,并结合实际案例,提出相应的应急处理方法。
1. 事故原因分析氧气压力管道重大燃爆事故的发生往往涉及多种因素,下面列举了其中几个重要原因:1.1 设计不合理氧气压力管道系统的设计存在缺陷,例如管道壁厚不均匀、管材质量不合格、连接处存在漏气等情况。
这些问题都可能导致管道泄漏,进而引发事故。
1.2 维护不当氧气压力管道的维护工作是确保其安全运行的关键。
如果维护不到位,例如没有定期检查、保养、更换老化设备等,那么管道内的压力就可能超过安全范围,引发燃爆事故。
1.3 人为疏忽人为因素也是氧气压力管道燃爆事故的常见原因。
操作人员可能在使用、维修、清洁过程中出现错误操作,例如使用不合格设备、没有遵循操作规程等。
这些疏忽行为可能使管道内的氧气泄漏,形成爆炸的条件。
1.4 外界因素外界因素也会对氧气压力管道的安全造成影响。
例如地震、火灾等自然灾害,或者意外事故(如挖掘机破坏地下管道)都可能导致管道破损,进而引发事故。
2. 重大燃爆事故案例分析通过对一些历史案例的分析,我们可以更好地了解氧气压力管道重大燃爆事故的特点和危害。
2.1 案例一:某化工厂氧气管道燃爆事故该化工厂的氧气管道系统维护不到位,管道老化严重,压力过高,然而没有及时更换。
在操作人员进行焊接作业时,管道发生了破裂,氧气泄漏并遇到明火,导致了严重爆炸事故。
燃爆现场造成人员伤亡和厂区设备财产损失。
2.2 案例二:某医院氧气管道泄漏致火灾某医院氧气管道泄漏,由于医院内部存在不合格电力设备,导致了管道泄漏处的氧气遇到明火,引发了火灾。
事故造成多名病患和医护人员受伤,严重影响了医院正常运行。
3. 应急处理方法当氧气压力管道发生泄漏和可能引发燃爆事故时,需要迅速采取应急处理措施,以最大限度地减少人员伤亡和财产损失。
氧气管道着火、爆炸事故案例近几年,随着化工、钢铁工业的高速发展和高炉富氧等强化措施的采用,企业需氧量大幅度增加,尤其是管氧输送量的增多更为明显。
管氧大多数采用纯氧、中压等形式输送,因此氧气管道的安全运行尤为重要。
防止氧气管道燃爆事故的发生,应引起我们员工的高度重视。
根据丙烯腈厂硫酸装置焚烧炉富氧改造项目建设情况,本次对氧气管道和相关设备设施发生的事故进行收集整理分析,供硫酸车间和各位同仁在使用氧气安全管理工作中借鉴。
1、“10.09”活塞杆烧毁事故一、事故经过1987年10月9日三班18:40分,661B3#氧透平压缩机活塞三段填料因磨损严重,氧气(压力为0.15Mpa)顺其活杆向下方喷漏,填料盒过热产生火花,遇活塞杆带油而发生着火,三段活塞杆被烧毁(烧成两断似两根铅笔状)。
当班岗位人员及班长扑救和采取措施得当,没有使事故扩大。
此次事故属于设备事故。
二、事故原因活塞杆带油没有按规定定时向活塞杆和填料处喷脱脂剂,同时没有及时安排检修更换活塞杆填料,导致氧气喷出后遇到油脂发生着火。
2、“11.20”管道着火事故一、事故经过1994年11月20日2:20分,661B2#氧透平压缩机在运转中吸入管道着火,融化的管道掉到油箱上,受热后至使油箱上盖崩开,又使油箱的润滑油着火,造成压缩厂房的所有设备全部停车,1#、2#氧透平岗位仪表盘、操作间和1#氮压机仪表盘严重烧毁,1#、2#氧透平岗位二楼铁地板、厂房钢梁部分被烧变形。
二、事故原因水温高,中间冷却器冷却效果差,致使压缩机氧气温度升高,高温氧气通过循环阀回流至吸入口,达到一定温度的氧气把吸入管道引着火。
操作人员、班长发现氧气温度变化后,检查不及时、不到位,没有采取有效措施,导致了这起设备事故的发生。
3、“8.21”制氧机燃爆事故一、事故经过2000年8月21日0时10分,某钢铁有限责任公司制氧厂1号1500立方米制氧机发生燃爆,死亡22人,伤24人,其中重伤7人,部分厂房坍塌,部分设备受损,直接财产损失320多万元。
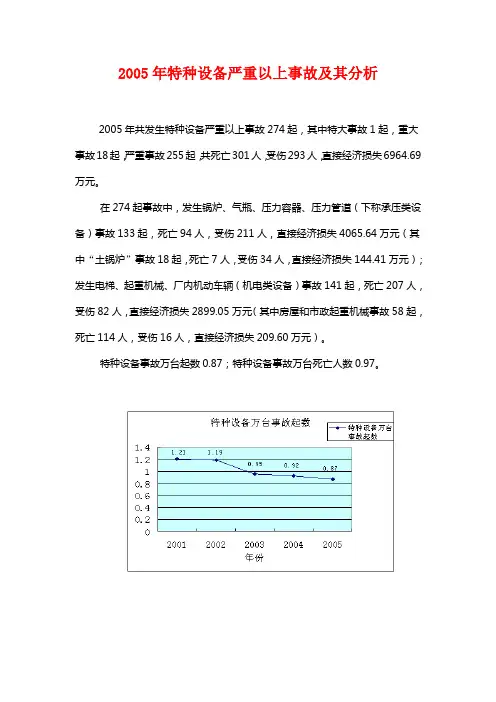
2005年特种设备严重以上事故及其分析2005年共发生特种设备严重以上事故274起,其中特大事故1起,重大事故18起,严重事故255起,共死亡301人,受伤293人,直接经济损失6964.69万元。
在274起事故中,发生锅炉、气瓶、压力容器、压力管道(下称承压类设备)事故133起,死亡94人,受伤211人,直接经济损失4065.64万元(其中“土锅炉”事故18起,死亡7人,受伤34人,直接经济损失144.41万元);发生电梯、起重机械、厂内机动车辆(机电类设备)事故141起,死亡207人,受伤82人,直接经济损失2899.05万元(其中房屋和市政起重机械事故58起,死亡114人,受伤16人,直接经济损失209.60万元)。
特种设备事故万台起数0.87;特种设备事故万台死亡人数0.97。
与2004年相比,特种设备事故总起数减少7%,其中:特大事故持平,重大事故增加13%,严重事故减少8%。
死亡人数增加1%,受伤人数减少31%,直接经济损失增加53%。
按设备类别同比,锅炉、土锅炉、气瓶、压力管道、起重机械、房屋起重机械、场(厂)内机动车辆事故起数明显减少;客运索道事故得到了遏制;压力容器、电梯、大型游乐设施事故起数有所增加,特别是电梯事故发生频率较高,同比增加91%。
上述事故中,已处理结案或由其他行政部门处理结案179起,结案率为65.3%。
其中:特大事故1起,结案率为100%;重大事故8起,结案率为44.4;严重事故170起,结案率为66.7%。
〔各省(区、市)事故发生情况〕一、事故分布情况─—特大事故1起,发生于云南;─—重大事故14起,其中:河南3起,广东、安徽各2起,河北、山西、辽宁、上海、山东、云南、新疆各1起;─—严重事故226起,其中:北京2起,天津8起,河北5起,山西3起,内蒙古3起,辽宁18起,吉林4起,黑龙江10起,上海15起,江苏20起,浙江12起,安徽省9起,福建7起,山东5起,河南11起,湖北4起,湖南5起,广东23起,广西8起,海南1起,重庆17起,四川5起,贵州2起,云南8起,西藏1起,陕西3起,甘肃6起,宁夏5起,新疆6起。
氧气压力表事故案例今天给大家讲个氧气压力表引发的事儿,可真是让人惊出一身冷汗。
在一个小工厂里,有一个氧气储存罐,旁边就装着个氧气压力表。
这个压力表啊,就像个沉默的小卫士,平时大家也没太在意它。
有个工人叫小李,他每天就负责在这个区域简单巡查一下设备运行情况。
这个氧气罐是给车间里一些特殊工序提供氧气的。
那天啊,这个氧气压力表其实已经有点小毛病了。
它内部的一个小零件,就像人老了关节有点松一样,开始慢慢失灵。
但是从外面看,还真不太容易发现。
结果呢,这个压力表开始乱报数据。
本来罐子里的氧气压力是正常稳定的,它却突然显示压力过高。
小李看到这个情况,一下子就紧张起来了。
按照规定,压力过高是很危险的,可能会导致氧气罐爆炸之类的严重后果。
小李慌慌张张地跑去报告给主管老王。
老王经验倒是挺丰富的,但是也不敢掉以轻心啊。
他赶紧按照处理压力过高的流程来,想先把氧气罐的阀门关小一点,降低压力。
可谁知道呢,就在他去关阀门的时候,压力表又突然恢复正常了。
这可把老王弄懵了,他心里想:“这啥情况啊,难道是压力表抽风了?”就在大家犹豫的时候,车间里还等着氧气干活呢,有人就说是不是压力表坏了,要不先不管了,正常使用吧。
老王心里也有点动摇,毕竟生产任务也不能耽误啊。
但是,他们不知道的是,这个压力表的故障其实还没结束。
过了一会儿,它又显示压力过低了。
这又让大家紧张起来,觉得是不是氧气罐泄漏了。
于是,一群人又开始到处找泄漏点,折腾了半天也没找到。
这时候,有人提议换个新的压力表看看。
等新的压力表一装上,大家才发现,原来氧气罐的压力一直都是正常的,就是那个旧的压力表在捣乱。
你看,就因为这个小小的氧气压力表出故障,搞得大家虚惊一场,还耽误了不少生产时间。
这就告诉我们啊,这些小小的监测设备可不能小瞧,得定期检查维护,不然指不定什么时候就给你来个大“惊喜”。
还好这次没出什么真正的危险事故,要是真因为这个错误判断导致氧气罐爆炸,那可就惨不忍睹啦。
Those with aspirations have thousands of things on their own, and those without aspirations only feel thedifficulties.精品模板助您成功(页眉可删)压力管道爆炸多人伤亡事故类别:压力管道爆炸事故发生经过和事故救援情况该氧气管道从莱芜天元气体有限公司院外至支架HZ168约3400米部分由河北建工集团有限责任公司山东分公司2003年11月至2004年 6月施工,其中支架GZ一34处DN350总阀及其前后的两个DN80放散阀由莱钢建设有限公司建筑安装分公司于2004年5月进行了变更施工;2005年5月至7月份,莱钢建设有限公司建筑安装分公司对支架 HZ一llr至支架GZ一34南侧弯头下方焊缝处约400米的管道进行了改造;支架HZ168至新区部分约1000米管道由莱钢建设有限公司建筑安装分公司于2004年Z月至2004年6月施工。
2007年8月II日,莱芜天元气体有限公司对莱钢大道朱家庄段约100米的氧气管道进行加高改造,施工前对天元公司富氧管道出口总阀后、银山前区氧气总阀前、新区球罐处富氧总阀前三处加盲板,并用氮气对管道进行了气体置换。
管道合茬完工后,8月12日早晨9:00左右,天元气体公司副经理朱__通知调度金__说可以对改造管道进行气密试验了,金__便通知陶__开中压氮气阀门对管道充压并查漏,陶__安排张__开中压氮气阀门对氧气管道充压,经查氧气管道合茬处有一处漏点,降压后补焊漏点,再开中压氮气阀门充压查漏,确认无漏点后泄压,然后开始吹扫氧气管道,张__打开新区球罐处DN80中压氮气阀门,用氮气对合茬的氧气管道进行吹扫,先吹扫中压氮气阀门至天元气体公司一侧氧气管道,由运一车间沈__负责打开天元公司富氧管道出口阀后朝上的DN1OO放空阀,间断吹扫几次后,吹出物不多,沈__用刷白漆的石棉板作靶子检查一下,并与调度金__共同确认已吹扫干净,便关闭DN1OO放空阀,结束吹扫(吹扫期间,沈荣用手堵DN1OO放空阀,能够按住放空管)。
对一起氧气调压站燃爆事故原因的认定
操基连;李中民
【期刊名称】《安全、健康和环境》
【年(卷),期】2006(006)003
【摘要】2005年4月14日10:40左右,铜陵市金港钢铁股份有限责任公司制氧车间氧气调压站发生燃爆。
燃爆使2.915m的输氧管道,2个阀门和部门仪表被烧毁,金港钢铁股份有限责任公司停产。
燃爆事故造成4人死亡,3人受伤。
【总页数】3页(P11-13)
【作者】操基连;李中民
【作者单位】安徽省铜陵市消防支队,安徽,铜陵,244000;铜陵铜都铜业金昌冶炼厂,安徽,铜陵,244000
【正文语种】中文
【中图分类】X9
【相关文献】
1.一起机载氧气瓶燃爆事故原因分析及改进措施 [J], 尹灵燕;陈卫华;詹远云;李守惠;高顺涛
2.一起飞机充氧车液气分离器燃爆事故原因分析 [J], 杨宇;刘向阳;殷国强;陈卫华
3.一起空分装置氧气管道燃爆事故的分析 [J], 于淑华;刘振东
4.一起空分装置氧气管道燃爆事故的分析 [J], 于淑华;刘振东
5.一起火药库燃爆事故原因调查分析和经验教训 [J], 谢振晓
因版权原因,仅展示原文概要,查看原文内容请购买。
调压站氧气管道爆炸事故
2005年4月14日上午10时左右,安徽省某公司机动科组织有关人员(总调度、机动科长、仪表负责人、生产维修工人)共8人进入调压站进行气动调节阀更换作业。
作业人员首先关闭了管线两端阀门隔断气源,然后松开气动调节阀法兰螺栓,
压阀约
7人死
事后经调查,该调压管线的气动调节阀经常发生阀芯内漏故障,投产以来至少已更换过3次气动调节阀。
?
此外,该厂压力管道未经安装监督检验,对此,地方特种设备监察部门已下达了安全监察指令,责令禁止使用,恢复原状,分管市长也多次进行协调,但因种种原因,隐患整改工作并没有得到认真落实。
?
事故原因
“4?14”氧气管道爆炸事故发生后,根据爆炸时出现的放热性、快速性特点,事故调查组确认这是一起化学性爆炸事故。
另据“加压的可燃物质泄漏时形成喷射流,并在泄漏裂口处被点燃,瞬间产生了喷射火”等现象,调查人员认为,燃烧、爆炸、喷射火是这次事故的主要特点,喷射火又是造成众多人员伤亡和管道、阀门
1.
富氧状态的环境和条件。
?
查证管道检修试压时的当班记录,事故发生前氧气球罐和输送管道内存有2.5MPa,99.0%~99.5%的氧气,当天试压时通过氧气管道压力最低1.3MPa,最高可能达到1.8MPa;气流速度大于15m/s。
?
在浓度较高的氧气环境中,人体、衣物、金属都会成为还原剂,与氧气发生氧
化还原反应。
也就是说,人体、衣物、金属在富氧状态下成为可燃物。
?。
氧气管道着火、爆炸事故案例近几年,随着化工、钢铁工业的高速发展和高炉富氧等强化措施的采用,企业需氧量大幅度增加,尤其是管氧输送量的增多更为明显。
管氧大多数采用纯氧、中压等形式输送,因此氧气管道的安全运行尤为重要。
防止氧气管道燃爆事故的发生,应引起我们员工的高度重视。
根据丙烯腈厂硫酸装置焚烧炉富氧改造项目建设情况,本次对氧气管道和相关设备设施发生的事故进行收集整理分析,供硫酸车间和各位同仁在使用氧气安全管理工作中借鉴。
1、“10.09”活塞杆烧毁事故一、事故经过1987年10月9日三班18:40分,661B3#氧透平压缩机活塞三段填料因磨损严重,氧气(压力为0.15Mpa)顺其活杆向下方喷漏,填料盒过热产生火花,遇活塞杆带油而发生着火,三段活塞杆被烧毁(烧成两断似两根铅笔状)。
当班岗位人员及班长扑救和采取措施得当,没有使事故扩大。
此次事故属于设备事故。
二、事故原因活塞杆带油没有按规定定时向活塞杆和填料处喷脱脂剂,同时没有及时安排检修更换活塞杆填料,导致氧气喷出后遇到油脂发生着火。
2、“11.20”管道着火事故一、事故经过1994年11月20日2:20分,661B2#氧透平压缩机在运转中吸入管道着火,融化的管道掉到油箱上,受热后至使油箱上盖崩开,又使油箱的润滑油着火,造成压缩厂房的所有设备全部停车,1#、2#氧透平岗位仪表盘、操作间和1#氮压机仪表盘严重烧毁,1#、2#氧透平岗位二楼铁地板、厂房钢梁部分被烧变形。
二、事故原因水温高,中间冷却器冷却效果差,致使压缩机氧气温度升高,高温氧气通过循环阀回流至吸入口,达到一定温度的氧气把吸入管道引着火。
操作人员、班长发现氧气温度变化后,检查不及时、不到位,没有采取有效措施,导致了这起设备事故的发生。
3、“8.21”制氧机燃爆事故一、事故经过2000年8月21日0时10分,某钢铁有限责任公司制氧厂1号1500立方米制氧机发生燃爆,死亡22人,伤24人,其中重伤7人,部分厂房坍塌,部分设备受损,直接财产损失320多万元。
氧气管道燃爆事故案例分析1 引言近几年,随着钢铁工业的高速进展及高炉富氧等强化冶炼措施的采纳,钢铁企业需氧量大幅度增加,尤其是管氧输送量的增多更为明显。
管氧大多数采纳纯氧、中压输送,因此氧气管道的安全运行尤为重要。
防止氧气管道燃爆事故的发生,应引起广阔同行的高度重视。
本文就某厂新安装两个月后的一根氧气管道燃爆事故进展分析,供人们在管氧治理工作中借鉴。
2 事故经过2003年7月17日0:30,因管网压力高,调度指令停两台1500m3/h氧压机。
0:40操作工发觉“一万”制氧机恒压装置压力偏高,管网压力上涨较快,此时管网压力为2.4MPa,申请停5000m3/h 氧压机。
0:56正值操作工预备停5000m3/h氧压机时,听见一声巨响,随后只见1500m3/h氧压机房后天空一片火红,并持续了几秒钟。
事后发觉,一条新增的连接新建16000m3/h制氧机与老空分系统的膨胀节被炸裂,被炸裂的膨胀节后面的20多米的氧气管道被烧黑并局部烧熔,同时四周的树及草被烧燃。
操作人员抓紧关闭相应的阀门,组织扑火,才未使事态进一步扩大。
3 事故缘由事故发生后,该厂马上组织国内制氧专家对现场进展查看和对事故管道、焊接处取样分析。
据现场查看及取样分析状况:①管内存在氧化铁皮、焊渣及阀门加工的残渣等杂质;②管内有锈渣、水渍;③管道附件弯头、变径不符合标准要求;④管托、管座设计不合理,使膨胀节产生径向振动而损坏;⑤施工单位无施工资质。
引起氧气管道燃爆的缘由有如下几个方面:(1)施工质量问题是造成氧气管道燃爆的根本缘由。
①管内有氧化铁存在,熔融物剥落层内有铁锈,说明管道酸洗不彻底;②管道有锈渣、水渍,说明管道酸洗后没有进展钝化处理及安装完后较长时间内未投运时没有进展充氮爱护;③焊渣及阀门加工的残渣存在,说明管道施工完后吹扫不洁净。
进展吹扫时阀门末撤除,阀门存在的死角吹扫不到。
阀门不应参加吹扫,阀门应在撤除后单独处理,管道应用短管连接进展吹扫。
铜陵市4.14氧气压力管道重大燃爆事故案例
一、事故概况:
2005年4月14日,铜陵市金港钢铁有限责任公司制氧车间调压站发生重大燃爆事故,正在现场检修作业
的8名工作人员中,3人死亡,4人重伤(数月后4名伤员医治无效,全部死亡)。
事故发生后,铜陵市政府立即启动重大事故应急预案,市政府分管领导和各相关部门迅速赶赴现场组织救
援和善后处理工作。
省政府领导、市委、市政府主要领导分别对事故处理做出指示,市政府主要领导去医院看
望伤员。
省安监局、质监局分别派员赶赴现场指导救治、善后和事故调查工作。
铜陵市政府立即采取了七个措施:
1、成立分管副市长为指挥长的事故处置指挥部。
2、成立医疗抢救组,并连夜从安医大请来烧伤专家会诊。
3、成立善后处理组,全力做好伤亡亲属安抚和事故赔偿。
4、成立治安保卫组,保护事故现场和抢救秩序。
5、成立经贸、安监、质监、监察、检察、公安、劳动、工会等部门和有关制氧专家参加的事故调查组,
开展事故调查。
6、责令金港公司全面停产,落实安全防范措施。
7、在全市开展以特种设备安全为重点的安全大检查工作。
二、事故发生过程
金港公司是铜陵市一家招商引资的民营企业,投资总额约1个亿,2004年4月投产,主要产品为钢材线材。
该厂制氧车间采取空分制氧,为炼钢提供氧气,制氧机组为3800米3/时。
生产的氧气送氧气球罐储存(V=187.4米3,P设=3.06Map,P工=2.5Mpa)。
氧气通过管道从球罐输送至调压站,通过气动调节阀将压力调至1.3Mpa (炼钢需要氧气压力),然后通过管道输送至生产车间。
该调压管线的气动调节阀经常发生阀芯内漏故障,有时调压后的压力升至1.8Mpa,影响生产,投产以来
至少更换过3次气动调节阀。
按照计划安排,4月14日上午,该公司有关人员(总调度、机动科长、仪表负责人、生产维修工人)8人进入调压站进行气动调节阀更换作业。
首先关闭了管线两端阀门隔断气源,然后松气
动调节阀法兰螺栓,在松螺栓过程中发现进气阀门没有关紧仍有漏气,作业人员又用F型扳手关闭进气阀门,
在漏气情况消除后,作业人员拆卸掉故障气动调节阀,换上经脱脂处理的新气动调节阀,安装仪表电源线和气
动调节阀控制汽缸管线,并用万用表测量。
在上述工作全部完成后,用氧气试漏,在打开进气阀后(打开1/3圈)的不到3秒的短暂时间,发出一声沉闷的巨响,从氧气调压间喷出火焰和浓烟,同时发出强烈的气流声。
现场一片火海,4名作业人员浑身带着火焰冲出现场。
除1人幸免外,挤在氧气间不到4米2作业区域的7名
作业人员全部伤亡。
其中3人死亡,4人烧伤。
因氮气间的出气阀门处也喷出火焰,幸存者跑至氧气球罐上部
关闭了气源进口阀门,致此燃烧方被控制。
从发生爆炸到气源关闭的时间约几分钟左右。
(幸存者先跑到30米外的制氧车间后转向氧气球罐,又去制氧车间楼外取F型扳手,再爬上球罐关闭阀门)。
旁路管道的上部被熔化,并形成破口,管道内部没有燃烧痕迹,证明是外部燃烧造成管壁减薄,内部残存气体在温度急剧升高下,压力升高,导致管道破开。
三、事故原因分析
(一)燃烧爆炸条件分析:
1、助燃物质
一般化工检修规定,控制氧含量在17-23%,既防止缺氧,又防止富氧,两种状况均能导致事故。
此事故完全具备富氧状态条件。
拆卸气动调节阀,管内原存的余气被释放至大气。
在检修过程中,发生阀门未管死,有氧气逸出。
在用氧气试漏时,没有证据表明气动调节阀法兰密封可靠,有氧气泄漏可能。
爆炸时检修管线内部必然存有氧气。
以上分析表明,有发生富氧状态的条件。