氧气转炉——喷溅
- 格式:doc
- 大小:1.42 MB
- 文档页数:27


图1供氧强度改变时脱碳速度的变化收稿日期:2009-03-03作者简介:叶健松(1972-),男,浙江义乌人,博士,高级工程师。
文章编号:1671-7872(2009)03-0208-04转炉前期炉渣喷溅的原因及对策叶健松1,郑卫民1,金进文1,黄志勇2,颜根发2,徐广治2,蔡文藻2,夏晶晶2,沙宣保2(1.杭钢集团公司转炉炼钢厂,杭州310000;2.马鞍山中冶高新技术公司,安徽马鞍山243000)摘要:杭钢转炉炼钢厂转炉的炉熔比为0.74~0.8m 3/t ,前期炉渣平均w (FeO )≥20%,铁水的(Si+P )含量较高,在开吹4~5min 时易发生炉渣喷溅。
在分析前期产生炉渣喷溅原因的基础上,提出了降低喷溅的对策。
关键词:转炉;炉渣;喷溅中图分类号:TF713文献标识码:Bdoi :10.3969/j.issn.1671-7872.2009.03.002Pre-BOF Slag Splash Characteristics and CountermeasuresYE Jian-song 1,ZHENG Wei-min 1,JIN Jin-wen 1,HUANG Zhi-yong 2,YAN Gen-fa 2,XU Guang-zhi 2,CAI Wen-zao 2,XIA Jing-jing 2,SHA Xuan-bao 2(1.Converter Steelworks ,Hangzhou Iron &Steel Group Co.Ltd.,Hangzhou 310000,China ;2.Ma'anshan Zhongye Steel Metallurgy Technology Industry Co.Ltd.,Ma'anshan 243002,China )Abstract :In the converter steelworks of Hangzhou Iron &Steel Group Co.Ltd.,converter V/T is 0.74~0.8m 3/t ,preliminary slag average w (FeO)≥20%,and (Si+P)content in molten iron is high ,during blowing 4~5min slag splattering easily takes place.Some countermeasures for reducing slag splattering are proposed by analysing the several characteristics of earlier splattering.Key words:converter;slag ;splattering炉渣喷溅是转炉冶炼过程中时有发生的现象,尤其是一些扩容或超装的中小转炉更为常见。

喷溅是转炉生产过程中难以避免的,不仅干扰了转炉的正常生产操作,而且喷溅带出物含有大量的金属,减小了出钢量,增加了钢铁料消耗。
转炉冶炼的前、中、后期如过操作不当均会出现喷溅。
1 转炉喷溅影响因素转炉渣中FeO含量对转炉喷溅具有重要影响。
低磷铁水的转炉渣可以根据FeO—SiO2—CaO系二元相因来计算炉渣的液、固相比率,若固定CaO/SiO2的比率,可计算出1400℃下不同FeO含量的渣中液相物质所,片比率。
也可以固定FeO含量,计算不同碱度下炉渣液相所,片比率。
随FeO含量的增加,无论高碱度还是低碱度,炉渣液相比率都明显上升;而对应某一固定FeO含量的渣系中,当R>2.5时,碱度对液相比率的影响不大。
可见FeO是影响炉渣液相比率的主要因素。
喷溅的发生除了碳氧反应产生的瞬时气体流量影响外,液相渣量的增大和炉渣表面张力的降低也是诱发喷溅的重要原因。
渣中氧化铁含量过高,既增加液相渣量,又降低炉渣表面张力,是转炉冶炼低磷铁水时发生喷溅的最重要的原因。
2 喷溅产生的原因(1)吹炼前期顶吹氧气转炉炼钢中,氧气流股先与铁发生反应,生成的氧化铁再和其他杂质按亲和力大小顺序进行反应。
如果一次反应速度大于二次反应,那么渣中氧化铁积累,相反则渣中氧化铁含量降低。
开吹2min、3min后,Si、Mn等元素的氧化反应己接近尾声,此时氧化铁的积累与消耗取决于C—O反应速度。
温度越高,C—O反应驱动力越大,渣中氧化铁不易累计,反之则易累计。
因此,前期温度偏低,C —O反应滞后,渣中积累氧化铁。
当熔池温度升高到C—O反应所需要的温度时,C开始强烈氧化,渣中积累的(FeO)给C—O反应提供了一个很大的附加供氧量,瞬间反应产生的气体流量猛增,而此时炉渣的碱度较低,很容易造成前期低温喷溅。
枪位较低时,氧气流股穿透深,具有较强的搅拌作用,生成的(FeO)容易与其他液相元素发生反应,且深吹流股在熔池内部产生气泡,形成了大量的C—O反应的成核点,促进了前期C—O反应的进行,因此,枪位较低时不利于渣中FeO的积累。
文件编号:RHD-QB-K1677 (解决方案范本系列)编辑:XXXXXX查核:XXXXXX时间:XXXXXX转炉炼钢喷溅产生的原因分析和预防措施标准版本转炉炼钢喷溅产生的原因分析和预防措施标准版本操作指导:该解决方案文件为日常单位或公司为保证的工作、生产能够安全稳定地有效运转而制定的,并由相关人员在办理业务或操作时进行更好的判断与管理。
,其中条款可根据自己现实基础上调整,请仔细浏览后进行编辑与保存。
一、产生原因转炉常见喷溅主要分为爆发性喷溅、泡沫性喷溅和金属喷溅。
1 爆发性喷溅产生的原因熔池内碳氧反应不均衡发展,瞬时产生大量的CO气体,这是发生爆发性喷溅的根本原因。
碳氧反应:[C]+(FeO)={CO}+[Fe]是吸热反应,反应速度受熔池碳含量、渣中(TFe)含量和温度的共同影响。
由于操作上的原因,熔池骤然受到冷却,抑制了正在激烈进行的碳氧反应;供人的氧气生成了大量(FeO)并聚积;当熔池温度再度升高到一定程度(一般在1470℃以上),(FeO)聚积到20%以上时,碳氧反应重新以更猛烈的速度进行,瞬间排出大量具有巨大能量的CO气体从炉口排出,同时还挟带着一定量的钢水和熔渣,形成了较大的喷溅。
在熔渣氧化性过高,熔池温度突然冷却后又升高的情况下,就有可能发生爆发性喷溅。
2 泡沫性喷溅产生的原因除了碳的氧化不均衡外,还有如炉容比、渣量、炉渣泡沫化程度等因素也会引起喷溅。
在铁水Si、P含量较高时,渣中SiO2、P2O5含量也高,渣量较大,再加上熔渣中TFe含量较高,其表面张力降低,阻碍着CO气体通畅排出,因而渣层膨胀增厚,严重时能够上涨到炉口。
此时只要有一个不大的推力,熔渣就会从炉口喷出,熔渣所夹带的金属液也随之而出,形成喷溅。
同时泡沫渣对熔池液面覆盖良好,对气体的排出有阻碍作用。
严重的泡沫渣可能导致炉口溢渣。
显然,渣量大时,比较容易产生喷溅;炉容比大的转炉,炉膛空间也大,相对而言发生较大喷溅的可能性小些。
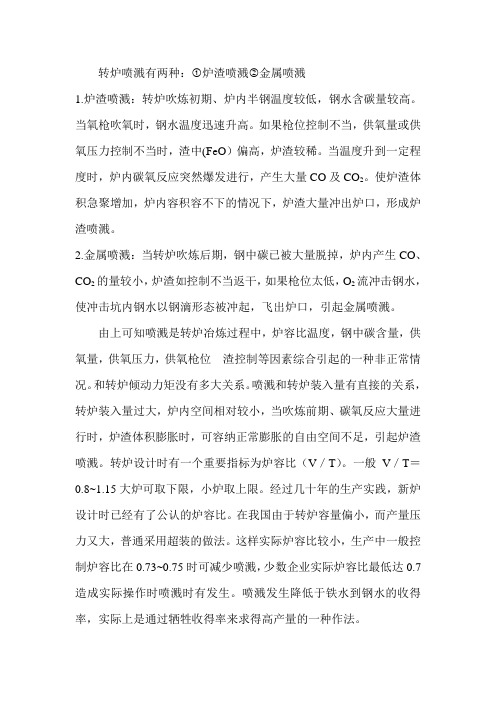
转炉喷溅有两种:①炉渣喷溅②金属喷溅1.炉渣喷溅:转炉吹炼初期、炉内半钢温度较低,钢水含碳量较高。
当氧枪吹氧时,钢水温度迅速升高。
如果枪位控制不当,供氧量或供氧压力控制不当时,渣中(FeO)偏高,炉渣较稀。
当温度升到一定程度时,炉内碳氧反应突然爆发进行,产生大量CO及CO2。
使炉渣体积急聚增加,炉内容积容不下的情况下,炉渣大量冲出炉口,形成炉渣喷溅。
2.金属喷溅:当转炉吹炼后期,钢中碳已被大量脱掉,炉内产生CO、CO2的量较小,炉渣如控制不当返干,如果枪位太低,O2流冲击钢水,使冲击坑内钢水以钢滴形态被冲起,飞出炉口,引起金属喷溅。
由上可知喷溅是转炉冶炼过程中,炉容比温度,钢中碳含量,供氧量,供氧压力,供氧枪位渣控制等因素综合引起的一种非正常情况。
和转炉倾动力矩没有多大关系。
喷溅和转炉装入量有直接的关系,转炉装入量过大,炉内空间相对较小,当吹炼前期、碳氧反应大量进行时,炉渣体积膨胀时,可容纳正常膨胀的自由空间不足,引起炉渣喷溅。
转炉设计时有一个重要指标为炉容比(V/T)。
一般V/T=0.8~1.15大炉可取下限,小炉取上限。
经过几十年的生产实践,新炉设计时已经有了公认的炉容比。
在我国由于转炉容量偏小,而产量压力又大,普通采用超装的做法。
这样实际炉容比较小,生产中一般控制炉容比在0.73~0.75时可减少喷溅,少数企业实际炉容比最低达0.7造成实际操作时喷溅时有发生。
喷溅发生降低于铁水到钢水的收得率,实际上是通过牺牲收得率来求得高产量的一种作法。
实际合埋的操作装入量多少(即实际操作炉容比)是和转炉内腔容积、氧枪配置、供氧强度、供氧制度、造渣制度密切相关的,很难一概而论。
各个厂一般是根据实际操作的经验,未确定超装的炉容比的,只要炼钢工实际操作时认为可行,就可此操作。
实际炉容比随着炉股期的不同,炉膛实际内容积也不同。
越是炉股后期,实际炉膛容积越大,也越能超装。
所以各个都有根据实际操作情况制定的装入制度,只要按装入制度进行操作,一般没有什么大问题。
炼钢转炉喷溅现象的成因分析和预防措施河北冶金高级技工学校毕业论文2007冶金炼钢专业作者:刘紫昊题目:炼钢转炉喷溅现象的成因分析和预防措施概述:喷溅是顶吹转炉吹炼过程中经常见到的一种现象,喷溅造渣中必然的过程,生产当中喷溅的控制,减少金属损失是转炉生产的一项重要课题。
本文通过接近现实的笔触,试述了这一课题。
并且将喷溅的形式做了分类,从生产实践的角度归纳了一些控制转炉喷溅的方法。
关键词:转炉、喷溅、危害、控制正文:1、喷溅产生原因转炉常见喷溅主要分为爆发性喷溅、泡沫性喷溅和金属喷溅。
1.1、爆发性喷溅产生的原因熔池内碳氧反应不均衡发展,瞬时产生大量的CO气体,这是发生爆发性喷溅的根本原因。
碳氧反应:[C]+(FeO)={CO}+[Fe]是吸热反应,反应速度受熔池碳含量、渣中(TFe)含量和温度的共同影响。
由于操作上的原因,熔池骤然受到冷却,抑制了正在激烈进行的碳氧反应;供人的氧气生成了大量(FeO)并聚积;当熔池温度再度升高到一定程度(一般在1470℃以上),(FeO)聚积到20%以上时,碳氧反应重新以更猛烈的速度进行,瞬间排出大量具有巨大能量的CO气体从炉口排出,同时还挟带着一定量的钢水和熔渣,形成了较大的喷溅。
在熔渣氧化性过高,熔池温度突然冷却后又升高的情况下,就有可能发生爆发性喷溅。
1.2、泡沫性喷溅产生的原因除了碳的氧化不均衡外,还有如炉容比、渣量、炉渣泡沫化程度等因素也会引起喷溅。
在铁水Si、P含量较高时,渣中SiO2、P2O5含量也高,渣量较大,再加上熔渣中TFe含量较高,其表面张力降低,阻碍着CO气体通畅排出,因而渣层膨胀增厚,严重时能够上涨到炉口。
此时只要有一个不大的推力,熔渣就会从炉口喷出,熔渣所夹带的金属液也随之而出,形成喷溅。
同时泡沫渣对熔池液面覆盖良好,对气体的排出有阻碍作用。
严重的泡沫渣可能导致炉口溢渣。
显然,渣量大时,比较容易产生喷溅;炉容比大的转炉,炉膛空间也大,相对而言发生较大喷溅的可能性小些。
文件编号:RHD-QB-K9840 (解决方案范本系列)编辑:XXXXXX查核:XXXXXX时间:XXXXXX炼钢转炉喷溅现象的成因分析和预防措施标准版本炼钢转炉喷溅现象的成因分析和预防措施标准版本操作指导:该解决方案文件为日常单位或公司为保证的工作、生产能够安全稳定地有效运转而制定的,并由相关人员在办理业务或操作时进行更好的判断与管理。
,其中条款可根据自己现实基础上调整,请仔细浏览后进行编辑与保存。
摘要钢铁料消耗作为衡量一个转炉炼钢厂生产、技术和管理水平的重要的经济指标,它的成本占整个炼钢厂钢坯成本的70%以上;所以降低钢铁料消耗能显著降低生产成本,而减少和避免炼钢喷溅低钢铁料消耗起着非常重要的作用。
在转炉的冶炼过程中喷溅是顶吹转炉吹炼过程中经常见到的一种现象,喷溅造渣中必然的过程,生产当中喷溅的控制,减少金属损失是转炉生产的一项重要课题。
本文通过接近现实的笔触,试述了这一课题。
并且将喷溅的形式做了分类,从生产实践的角度归纳了一些控制转炉喷溅的方法。
关键词: 转炉;喷溅;危害;控制ABSTRACTsteel material consumption as a measure of a converter steelmaking plant of production, technology and management level of important economic indicators of the total, it costs more than 70% of steel billet cost; So reduce steel material consumption can significantly reduce the production costs, and reduce and avoid spillage low steel material consumption steelmaking plays a very important role. The smelting process in converter blowing bof spillage is often see in the process of a kind of phenomenon, spitting slagging inevitableprocess, production of the control, reduce spillage of metal loss of converter production is an important topic. This article through realistic brushworks, try this topic described. And the form of the spillage from doing the production practice of classification, induced some control Angle of the method of converter spillage.Keywords: Converter, spitting, harm and control引言喷溅是氧气顶吹转炉吹炼过程中经常发生的一种现象,通常人们把随炉气携走、从炉口溢出或喷出炉渣与金属的现象称为喷溅。
【转炉大沸腾喷溅爆炸】转炉喷溅机理及改进措施转炉喷溅机理及改进措施转炉喷溅机理及改进措施摘要:转炉炉渣喷溅会带来种种危害,严重威胁炼钢安全,恶化多项技术经济指标。
探讨了转炉炉渣喷溅的机理,分析了易发生炉渣喷溅的几种情况,在上述研究的基础上,提出了防止炉渣喷溅的种种措施。
在转炉炼钢过程中,通常把由炉气带出少量的金属、炉渣碎片和散装料小颗粒,在炉口外溅落的现象,叫做“飞溅”。
这种飞溅是不可避免的,但由于金属密度较大,“飞溅”带出的金属量一般不超过1%。
而喷溅的问题相对严重得多,它会造成大量的金属损失(约2~5%),此外喷溅还会带来其它的种种危害。
比如:渣料损失和温度损失;影响脱P、脱S;操作失去稳定;对炉衬的冲刷,使炉龄下降;炉帽上粘满溢出的渣钢,需要清渣,增加了工人劳动强度等。
1炉发生炉渣喷溅的机理炉渣喷溅的要素,除了熔池异常晃动以外,主要有:(1)转炉内产生了大量气体,包括金属熔池产生的co气体和炉渣中金属液滴与(Feo)反应产生的co气体等。
(2)炉渣泡沫化。
1.1冶炼前中期,低温炉渣喷溅的机理冶炼前中期低温炉渣喷溅,主要发生在吹炼的4~6分钟左右,也即是图1与图2中,状态②的情况下发生。
图1与图2中①—③顺序号,是相对应的同一个时间。
分析状态②易发生低温炉渣喷溅的现象能帮助我们了解发生炉渣喷溅的本质。
1.1.1炉渣泡沫性在状态②时达最大值炉渣碱度对炉渣泡沫性影响显著(见图1)。
转炉开吹4~6分时,炉渣碱度提高到1.7左右,炉渣的泡沫性达到了最大值。
这可以从cao-Sio2-Feo三元相图看出,在1500℃时,当R≥1.27就会析出c2S,使炉渣表观粘度增加。
导致炉渣中的气体被较长时间阻滞在渣层之中,炉渣泡沫性大。
但碱度过高会使炉渣进入熔点比c2S低的c3S(2070℃)占优势的区域,反而使炉渣粘度下降,使泡沫性减小。
图1炉渣碱度和炉渣易起泡程度的关系1.1.2co气体产生量在状态②时达最大值从吹炼一开始就发生的碳氧反应,随着冶炼进行,产生的气体量越来越多。
浅谈转炉炉渣喷溅的机理与预防措施
转炉炉渣喷溅会带来种种危害,威胁炼钢安全,除了熔池异常晃动外,其主要机理是炉渣泡沫化和转炉内碳氧反应产生的大量气体。
从发生时间上看,主要发生在两个时期:第一时期是供氧4-6min左右,主要特征是炉温偏低;第二时期是供氧11-14min左右,主要特征是炉温偏高。
冶炼前中期要防止炉温偏低,冶炼后期要防止炉温偏高,可以通过冷却剂和炉渣添加来调节。
从装炉量上看,当炉容比Vw/T(转炉炉腔容积与金属装入量之比)≤0.8,易发生炉渣喷溅,为此,应避免为提高产量,而对转炉进行超装。
此外,冶炼中应控制好FeO含量。
应避免化渣长期采用高枪位操作,防止冶炼前中期熔池温度过低,使碳氧反应受到压抑,导致炉渣(FeO)聚集;或冶炼中后期熔池温度过高。
为此,要求熔池温度低时,及时降低废钢比,并减少第一批渣料中会起冷却剂效果的烧结矿、球团矿和复合造渣剂量;延迟第二批料加入时间;冶炼中冷却料的单耗不宜太大,批料不宜太重。
另外,还可以通过增加氧枪喷头孔数目,使碳氧反应产生的CO气体分散;减少供氧强度,减少CO气体产生量,以此弱化冶炼炉渣反应的剧烈程度。
还可以借助炉渣喷溅预报技术,监测炉渣状况,如声纳法、微波法、喷枪振动法等,其中声纳法,能提前5-10s预警,命中率在85%以上,在国内的应用较为广泛。
(炼钢厂郜亮)。
氧气转炉——喷溅1.氧气转炉炼钢相关知识一个世纪以前,英国H. 贝氏麦1856年在登记贝氏麦酸性转炉炼钢法专利时,就提出用纯氧炼钢的重要意义。
到上个世纪末,德国的K. V. 林德肯首先生产可供工业使用的氧气。
1930年,德国南部马克西米利安(Maxhutte)厂在托马斯转炉试验30%富氧炼钢。
1947年,R. 杜勒(R. Durrer)和他的同事H. 赫尔瑞格(H. Hellhrugge)在瑞士格拉费根(Gerlafigen)钢厂2.5t转炉上进行顶吹氧试验。
奥地利联合钢铁公司在奥地利林茨(Linz)2t和5t的转炉上进行试验并于1949年10月获得成功, 1952年建于林茨的一个容量为30t 的工厂建成开工生产。
过了一年,奥地利阿尔卑斯矿业公司在多那维茨(Donawitz)也建了一个工厂开始生产,并把这种炼钢法命名为LD氧气顶吹转炉炼钢法。
他是世界炼钢技术的一次巨大变革。
1.1氧气转炉炼钢的发展1956年转炉炼钢占世界钢产量的1%,1961年占到6%,1967年已经超过平炉钢,1973年的调查结果表明,转炉钢的生产能力已达到3.66亿吨,计划与在建的生产能力为1亿吨。
世界各种炼钢方法产量比例如表1-1,1978年~1996年我国各种炼钢方法构成如表1-2。
表1-1 世界各种炼钢方法产量比例(%)炼钢方法1950年1970年1980年1990年1993年1996年托马斯转炉16.0 3.8氧气转炉43.0 54.0 57.5 59.5 60.2 平炉77.5 39.0 24.0 15.0 9.6 6.5 电弧炉 6.5 14.2 22.0 27.5 30.9 32.9表1-2 1978~1996年我国各种炼钢方法构成一览表1.2供氧制度供氧制度就是使氧气流股最合理的供给熔池,创造良好的物理化学反应条件。
因此,供氧制度的内容包括确定合理的喷嘴结构、供氧强度、氧压和枪位操作。
1.2.1氧枪喷嘴的类型及特点熔池供氧的主要设备是氧枪。
氧枪由喷嘴和枪身两部分组成,并通过水冷。
喷嘴的结构有整体式和组合式,大多数喷嘴是紫铜锻造后切削加工而成,也有直接铸造成型的。
枪身是无缝钢管,喷嘴和枪身通过螺纹或焊接等方式与枪身相连接。
高压氧气在输送管道中的流动速度较低,在60m/s以下。
氧气流通过喷嘴后,形成流速为450m/s以上的超音速氧气射流,其流速为音速的两倍左右。
射流是指高压气体从喷嘴喷出后形成的定向流股。
显然,喷嘴就是压力-速度的能量转换器,也就是将高压低速氧气流转化为低压高速的氧射流。
合理的喷嘴结构应使压力能最大限度地转换成速度能,同时喷出的氧流应该满足吹炼的要求。
在工艺操作上反映是:化渣速度快、不喷溅、不粘枪、不烧枪、枪位稳定,便于控制。
目前所用氧枪喷嘴都是拉瓦尔管结构。
拉瓦尔管就是收缩-扩张型,能够产生超音速气流的喷嘴。
在拉瓦尔管中,气流在喉口处速度等于临界条件的音速,在出口处达到超音速。
拉瓦尔型喷嘴能把压力能最大限度地转换成速度能,获得最大流速的氧射流。
根据喷嘴的孔数可以分为单孔喷嘴和多孔喷嘴。
LD最初采用的是直上直下的单孔拉瓦尔型喷嘴,随着供氧强度的增大,喷溅现象趋于严重,而且渣料的熔化速度很慢,于是出现了多孔喷嘴。
1.2.1.1单孔拉瓦尔喷嘴1.2.1.2多孔拉瓦尔喷嘴多孔喷嘴的优点:提高的供氧强度和冶炼强度;增大了冲击面积,化渣好;操作平稳,不易于喷溅。
A 三孔喷嘴我国小型转炉一般采用三孔喷嘴,它的优点是三个小孔都是拉瓦尔型喷嘴,使用它的结论是吹炼强度高,热效率稳定,同时枪龄也较高,但加工比单孔喷嘴复杂。
B四孔以上喷嘴我国120t以上中、大型转炉采用四孔、五孔喷嘴。
四孔、五孔喷嘴的使用效果是令人满意的。
五孔以上喷嘴由于加工不便,因此,应用较少。
对多孔喷头而言,喷孔出口在喷头端面上的分布对喷头性能影响很大。
夹角过大会使喷头冲击能力减弱,降低气流对熔池的搅拌力,从而影响冶炼速度;而夹角过小又不利于化渣,同时三孔射流有可能产生交汇现象,恶化气流品质。
国内部分厂家氧枪喷头喷孔倾斜角度喷孔倾斜角度推荐值1.2.2氧气流量与供氧强度A 氧气流量氧气流量Q是指在单位时间t内向熔池供氧的数量V。
氧气流量是根据吹炼每吨钢所需要的氧气量、金属装入量、供氧时间等因素来确定的,即:Q=V/t式中Q——氧气流量(标态);V——炉钢的氧耗量(标态);t——炉钢吹炼时间。
梅山最大供氧强度为32000Nm3/min,正常供氧强度30000Nm3/min。
每孔平均流量(Nm 3/min)B 供氧强度供氧强度I 是单位时间内每吨金属氧耗量,可由下式确定:I =Q /T式中 I ——供氧强度(标态); Q ——氧气流量(标态); T ——一炉钢的金属装入量。
C 供氧操作供氧操作是指调节氧压或枪位,达到调节氧气流量、喷头出口气压及射流与熔池的相互作用程度,以控制化学反应进程的操作。
供氧操作分为恒压变枪、恒枪变压和分阶段恒压变枪几种方法。
1.3 造渣制度造渣制度就是要确定合适的造渣方法、渣料的加入数量和时间,以及如何加速成渣。
转炉炼钢造渣的目的是:去除磷硫、减少喷溅、保护炉衬、减少终点氧。
1.3.1 造渣方法造渣方法有单渣操作、双渣操作、留渣操作等。
1.3.1.1单渣操作单渣操作就是在冶炼过程中只造一次渣,中途不倒渣、不扒渣、直到终点出钢。
单渣操作工艺简单,吹炼时间短,劳动条件好,易于实现自动控制。
单渣操作的脱磷效率在90%左右,脱硫效率在35%左右。
当铁水Si 、P 、S 含量低,或者钢种对P 、S 要求不严格,以及冶炼低碳钢种时,均可采用单渣操作。
1.3.1.2双渣操作双渣操作是在冶炼途中倒出或扒除1/2~2/3熔渣,然后加入渣料重新造渣。
双渣操作对钢的质量、消耗以及炉衬都十分不利,现在除冶炼低锰钢外已经很少采用。
1.3.1.3留渣操作留渣操作就是将上炉终点熔渣的一部分或全部留给下炉使用。
终点熔渣的碱度高,温度高,并且有一定TFe 含量,留到下一炉有利于初期渣及早形成,并能提高前期去除P 、S 的效率,有利于保护炉衬,节省石灰用量。
在留渣操作时,兑铁水前首先要加石灰或小块废钢稠化熔渣,避免兑铁水时产生喷溅。
1.3.2 渣料加入量确定 1.3.2.1石灰加入量确定铁水磷含量较低(w [P]<0.30%)时,按下式计算石灰量:[]1000i a i 14.2t /kg 2⨯⨯⨯-⨯R O S R O C S ,石灰)(,石灰)()=石灰加入量(ωωω式中 2.14——SiO 2与Si 的相对分子质量之比值,它的含义是1kg Si 氧化后生成2.14kg SiO 2;R ——炉渣碱度,)()(2SiO m CaO m R =;w (CaO ,石灰)-R×w (SiO 2,石灰)——石灰中的有效氧化钙。
其中R×w (SiO 2,石灰)相当于石灰中的SiO 2占用CaO 量。
铁水磷含量较低(w [P]>0.30%)时,按下式计算石灰量:[]1000i a ][29.2i 14.2t /kg 2⨯⨯⨯-⨯+⨯R O S R O C P S ,石灰)(,石灰)()=石灰加入量(ωωωω式中 2.29——P 2O 5与P 的相对分子质量之比,它的含意为1kg P 氧化生成2.29 kg P 2O 5。
若采用部分矿石冷却时,应根据矿石加入量及矿石成分补加石灰。
除了加入矿石需补加石灰外,加入萤石、贫锰矿、白云石、菱镁矿、煤块、硅石等含SiO 2的辅原料,都应该补加石灰,补加量可用下式计算:,石灰)(,石灰)(,石灰)(=)(料应该补加石灰加入量的辅原含菱镁矿、煤块、硅石等白云石、矿石、萤石、贫锰矿、每222i a i t /kg i kg 1O S R O C O S R O S ωωω⨯-⨯1.3.2.2萤石加入量确定萤石作为助熔剂的优点是化渣快,效果明显,但用量过多,对炉衬有侵蚀作用,对环境也有污染,有时容易形成严重泡沫渣而造成喷溅。
另外,萤石也是贵重资源,要尽量少用。
1.4 装入制度装入制度就是确定转炉合理的转入量,合适的铁水废钢比。
转炉的装入量是指住原料的装入数量,它包括铁水和废钢。
在确定合理的装入量时,必须考虑一下因素: (1) 要有合适的炉容比。
以V (m 3)表示转炉的工作容积,以T (t )表示公称吨位,两者的比值V /T (m 3/t )称之为炉容比。
(2) 合适的熔池深度。
(3) 对于模铸车间,装入量应与锭型配合好。
合金吸收率(%)-合金用量钢水收得率(%)失钢锭支数=浇注必要损钢锭单重装入量=⨯⨯氧气顶吹转炉得装入制度有:定量装入制度、定深装入制度和分阶段定量装入制度。
定量装入制度就是在整个炉役期间,每炉得装入量保持不变,这种装入制度的优点是:便于生产组织,操作稳定,有利于实现过程自动控制,但炉役前期熔池深、后期熔池变浅,只适合大吨位转炉。
分阶段定量装入即在一个炉役期间,按炉膛扩大的程度划分为几个阶段,每个阶段定量装入。
分阶段定量装制度既大体保持了整个炉役中具有比较合适的熔池深度,又保持了各个阶段转入量的相对稳定,既能增加装入量,又便于组织生产。
定深装入制度即每炉熔池深度保持不变,此装入制度生产组织困难。
2.转炉新技术应用顶底复合吹炼兼有顶吹转炉合底吹转炉的冶金特点。
顶底复吹的分类:按照从底部吹入气体的性质:(1)吹入惰性气体Ar、N2、CO2或者它们的混合气体。
(2)底部吹入氧气或氧气加石灰粉。
按照底部吹入形式:(1)透气砖法。
(2)双层套管喷嘴法。
顶底复吹取得的技术经济效果:(1)炉渣氧化性明显降低;(2)钢液中残锰量明显提高;(3)脱磷脱硫反应非常接近平衡,有较高的磷和硫的分配系数;(4)吹炼平衡、喷溅量少,提高金属收得率;(5)提高钢的质量,扩大品种;(6)提高转炉的废钢比。
1.用静态模型与终点前副枪检测动态控制相结合控制工氧操作2.用炉气定碳仪控制供氧操作3.声纳仪和氧枪振动仪的应用4.高强度用氧5.氧枪冷却用加药剂处理的循环水6.采用PLC监控系统现代转炉炼钢重要技术铁水预处理铁水脱硫(1)铁水脱硫的优点铁水中碳、硅含量高,提高硫的反应能力,从而有利脱硫;铁水中氧含量低,提高渣、铁之间的硫分配比,脱硫效率高;铁水脱硫因其较好的动力学条件,脱硫剂利用率高,而且脱硫速度快;铁水脱硫费用低,如高炉、转炉、炉外精炼每脱除1kg硫,其费用分别约为铁水脱硫的2.6倍、16.9倍和6.1倍;铁水脱硫对提高炼铁和炼钢的生产能力、节约工序能耗、降低成本都有利。
(2)铁水脱硫的主要方法①投入法,它有较好的脱硫效果。
②铁水容器转动搅拌脱硫法,铁水搅拌可以扩大脱硫反应界面,加速反应物质的传输过程,从而提高了反应速度。
它分为转鼓法和摇包法。