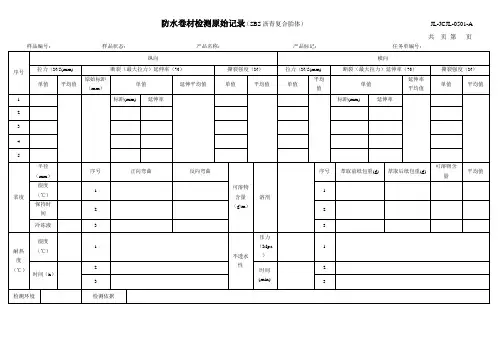
改性沥青防水卷材外观质量检验原始记录.
- 格式:doc
- 大小:59.50 KB
- 文档页数:1
检验报告
样品名称:自粘聚合物改性沥青防水卷材
委托单位:广州**建筑防水材料有限公司
检验类别:委托检验
国家建筑材料工业房建材料质量监督检验测试中心
国家建筑材料工业房建材料质量监督检验测试中心
检验报告
NO:S1102191 第1 页共2 页
批准:审核:主检:
检验单位地址:北京市朝阳区管庄中国建材院房建材料与混泥土实验楼邮编:100024
国家建筑材料工业房建材料质量监督检验测试中心
检验报告
NO:S1102191第2页共2页
批准:审核:编制:
检验单位地址:北京市朝阳区管庄中国建材院房建材料与混凝土实验楼邮编:100024
1. 本报告无中心“测试检验章”和骑缝章无效。
2. 本报告无编制、审核、批准签字无效。
3. 本报告涂改无效。
4. 未经本中心书面批准,检验报告复制无效(完整复制除外)。
5. 对本报告若有异议,应于收到报告之日起十五日内向本中心提出, 期怒不受理。
6. 委托检验仅对来样负责。
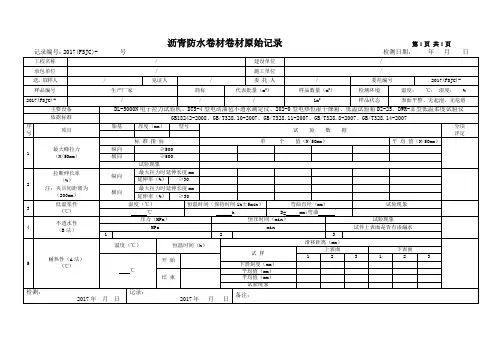

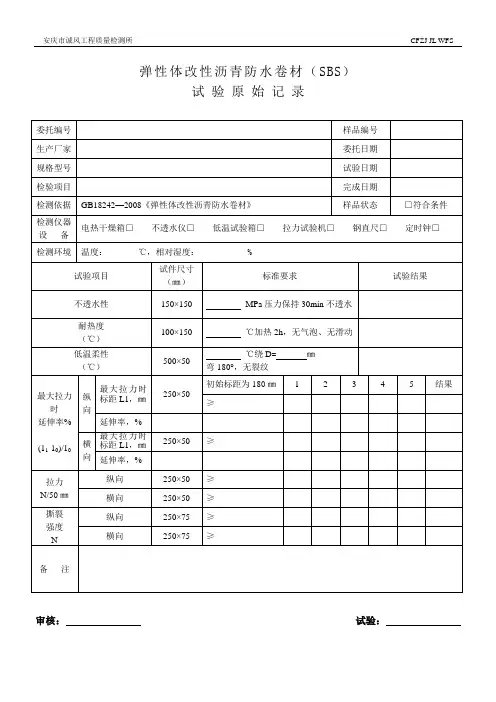
sbs改性沥青防水卷材检验报告
【检验报告】
报告编号:[编号]
接受单位:[接受单位名称]
委托单位:[委托单位名称]
检验日期:[日期]
1.检验目的和方法
本次检验的目的是对SBS改性沥青防水卷材进行质量检验,以确定其是否符合相关标准和要求。
测试方法采用以下标准和方法:
1.1外观检查:按照《建筑材料及半成品外观检验通则》(GB/T250-2024)进行。
1.2 厚度测定:采用测量仪器对卷材的厚度进行测定,测定范围为
0-10mm。
1.3抗拉强度测定:采用万能试验机进行测试,按照《建筑材料拉伸试验方法》(GB/T1040.1-2024)进行。
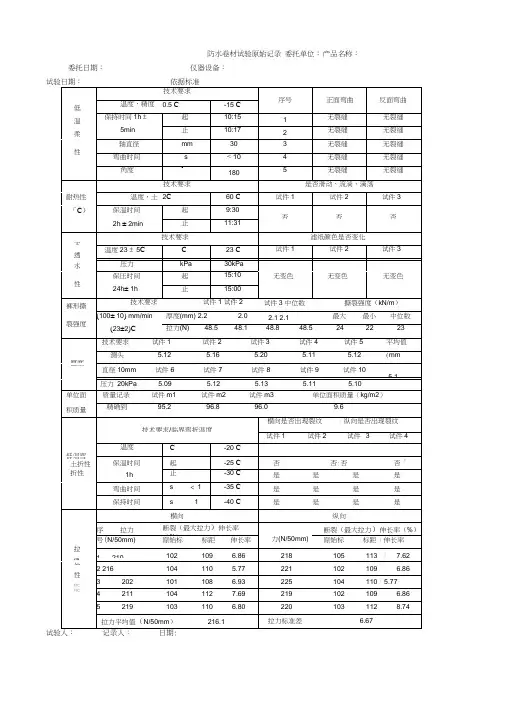
2.检验结果
2.1外观检查:
经过外观检查,SBS改性沥青防水卷材外观整洁,无明显的表面缺陷和损伤,无明显的颜色差异,符合相关要求。
2.2厚度测定:
经测量,SBS改性沥青防水卷材的平均厚度为X mm,符合产品规格要求。
2.3抗拉强度测定:
在拉伸试验中,SBS改性沥青防水卷材的抗拉强度为XMPa,达到产品标准要求。
3.检验结论
根据以上检验结果,经过对SBS改性沥青防水卷材的质量检验,结论如下:
3.1外观检查结果良好,无明显缺陷和损伤。
3.2厚度测定结果符合产品规格要求。
3.3抗拉强度测定结果达到产品标准要求。
综上所述,SBS改性沥青防水卷材经过质量检验,符合相关标准和要求,可用于相关建筑工程中的防水工作。
4.检验机构信息
检验单位:[检验单位名称]
邮编:[邮编]
备注:本报告仅对所提供样品进行检验,检验结果仅反映样品的质量状况。
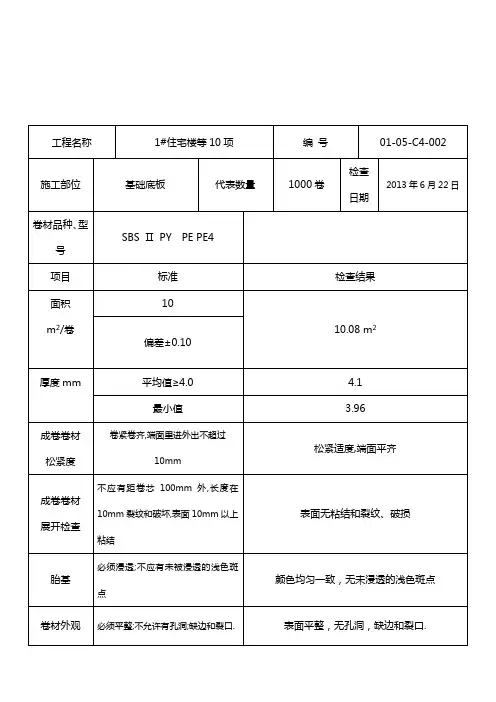

屋面高聚物改性沥青防水卷材外观质量检查方法
由于防水卷材的质量至关重要,很多城市在外观检查和物理性能试验之前,实行多道质量控制程序,例如北京地区就实行了“三证一标志”制度。
所谓“三证一标志”是指准用证、建材质检总站当年报告单和产品使用说明书及防水材料专用防水防伪标志。
只有具有“三证一标志”的产品才可以进入施工现场。
屋面防水工程中使用的高聚物改性沥青防水卷材进入施工工地后,首先应当进行抽样,然后再进行外观质量的检查,最后进行物理性能检验。
抽样复试的数量规定如下:
如果进入施工工地的高聚物改性沥青防水卷材每批总量大于1000卷时,从中抽取5卷;
如果进入施工工地的高聚物改性沥青防水卷材每批总量在500~1000卷之间时,从中抽取4卷;
如果进入施工工地的高聚物改性沥青防水卷材每批总量在100~499卷之间时,从中抽取3卷;
如果进入施工工地的高聚物改性沥青防水卷材每批总量小于100卷时,从中抽取2卷。
将抽取的卷材摊开,查看孔洞、缺边、边缘不整齐、裂口、胎体露白、未浸透、撒布材料粒度、颜色和每卷卷材的接头能否满足外观
质量标准。
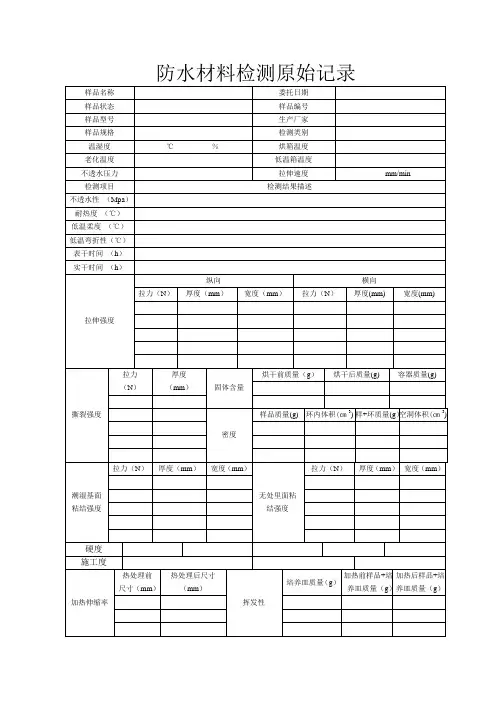
如果外观检验合格,从抽取的卷材中,任取一卷,从中截取2块长度为500mm的全幅卷材,做拉力、断裂延伸率、耐热度、低温柔度和不透水性的试验。