充满度计算
- 格式:xls
- 大小:23.50 KB
- 文档页数:3
铅酸电池充满功率计算公式铅酸电池是一种常见的蓄电池,广泛应用于汽车、UPS电源、太阳能发电等领域。
在使用铅酸电池的过程中,了解充满功率的计算公式对于正确使用和维护电池非常重要。
充满功率是指电池在充电过程中吸收的功率,也可以理解为电池充电的速率。
充满功率的计算公式可以通过以下方式得到:充满功率(W)= 充电电压(V)× 充电电流(A)其中,充电电压是指充电时施加到电池上的电压,充电电流是指充电时电池所吸收的电流。
通过这个公式,可以计算出电池在充电过程中的吸收功率。
在实际应用中,充满功率的计算可以帮助我们评估充电设备的性能以及电池的充电效率。
通过控制充电电压和充电电流,可以优化充电过程,提高充电效率,延长电池的使用寿命。
在汽车电池中,充满功率的计算公式可以帮助我们选择合适的充电设备。
根据汽车电池的额定电压和电流,可以计算出充满功率,从而选择适合的充电器。
如果充满功率过高,可能会导致电池过热甚至损坏;如果充满功率过低,可能会延长充电时间。
因此,合理选择充电设备非常重要。
在UPS电源中,充满功率的计算公式可以帮助我们评估电池组的充电性能。
UPS电源是一种用于提供持续电力供应的设备,电池组是其重要组成部分。
通过计算充满功率,可以了解电池组的充电速率,从而判断其是否能在停电时提供足够的电力支持。
在太阳能发电系统中,充满功率的计算公式可以帮助我们评估充电控制器的性能。
太阳能发电系统通过光伏电池板将太阳能转化为电能,充电控制器用于控制充电过程。
通过计算充满功率,可以评估充电控制器的充电效率,从而优化太阳能发电系统的性能。
铅酸电池充满功率的计算公式是充电电压乘以充电电流。
掌握这个公式可以帮助我们选择合适的充电设备、评估电池组的充电性能以及优化充电过程。
合理使用和维护铅酸电池,可以延长其使用寿命,提高电池的性能和可靠性。
储能电站充电电量计算公式
储能电站的充电电量计算公式可以表示为充电电量=储能容量×放电深度/系统效率。
具体来说,这个公式中包含以下几个关键参数:
1. 储能容量:这是指储能电站的总存储能力,通常以兆瓦时(MWh)为单位。
2. 放电深度:这反映了储能设备能够释放其储能容量的百分比。
例如,如果一个电池的放电深度是90%,那么它能够使用其总容量的90%。
3. 系统效率:这是一个综合效率,包括电池效率、功率变换系统效率、电力线路效率和变压器效率等。
系统效率反映了在充放电过程中的能量损失比例。
在实际计算中,还需要考虑充电成本和售电收入等因素,这些可以通过充电电量乘以相应的电价来计算。
此外,储能系统的度电成本也是一个重要的经济指标,它可以通过储能系统的总投资成本除以总能量输出来得到。
这个成本对于评估储能项目的经济性和可行性至关重要。
综上所述,储能电站的充电电量计算不仅涉及到技术参数,还需要结合经济效益进行综合评估。
在实际应用中,这些计算有助于优化储能电站的运行策略,确保其在能源市场中竞争力。


压铸常用计算公式1.单位换算:1Mpa=10bar=10kgf/cm²=145psi=1N/mm²1Mpa=1000000pa 1T=9.8KN2.压射力(打料压力):压射液压缸内工作液推动压射活塞移动的力.P压=1/4∏D²(∏R²)P'(D为液压缸的直径,P'为液压缸的油压压力,已可以是增压压力表的压力)3.比压:压室内金属液单位面积上所受的压力.P比=4P压/∏d²(d为冲头的直径)P比×冲头的截面积S1=打料的压力P1×打料油缸的截面积S2或P比×冲头直径的平方d²=打料的压力P1×打料油缸直径的平方D².4.锁模力:F=(产品的总投影面积)S×(产品所需比压)P×(安全系数)1.25.注:比压单位选择Mpa(N/mm²),面积单位选择mm²时,得出结果单位为N,结果除以1000为KN,除以10000为T.5.压室充满度K=浇注铝料的体积V1÷压室的体积V2×100%V1=浇注铝料的质量m÷铝料的密度ρV2=∏R²(压室半径的平方)×L(压室的长度)正常范围30~70%.6.内浇口的截面积S=填充质量m÷(铝料的密度ρ×填充的速度u×填充的时间T)或内浇口的截面积S=(3~5)×填充质量的平方根. 填充质量不包括浇道的质量.7.高速行程L=填充质量m÷(铝料的密度ρ×冲头的截面积S).冲头截面积的单位:cm². L的单位:mm. 铝料的密度取0.264g/cm³. 高速起点=高速行程+料柄厚度+模鼻的厚度.压铸常用计算公式日本资料:高速起点=高速行程L1+电气液压延迟L2(10mm)+升压所需距离L3(15~25mm)+料柄厚度L4(20~25mm,冲头直径为Φ60~70mm时)8.内浇口的填充速度: 内浇口的填充速度U1×内浇口的截面积S1=冲头的运动速度U2×冲头的截面积S2. 单位:m/S.9.填充时间:填充时间T=填充金属的体积V÷(内浇口的截面积S×填充速度U)单位:s、m³、m²、m/s . (填充时间≈(平均壁厚)²×(Al:0.01,Mg:0.005)或者(平均壁厚)²×(0.01~0.028)10.二快压射速度(m/s); U=4V/∏d²T V为型腔的容积(m³)d为压射冲头的直径(m),T为填充时间(S).11.内浇口凝固时间:铝:0.01×2×(内浇口平均壁厚)².镁:0.005×1.5×(内浇口平均壁厚)².12.浇注系统的投影面积:取产品投影面积的15~30%.排溢系统的投影面积:取品投影面积的10~20%.13.冲头的截面积与内浇口的截面积之比是14~17倍,通常取15倍.(2009-5-14加)14.铸造压力P=P0×I×(A2/A1) 单位:MpaP0:充油油压 I:增压比 A2:射出油缸截面积 A1:冲头截面积.例:P=13.8×2.16×(113.1/38.48).15.单条横浇道的截面积取内浇口截面积的(3~5)倍.16.渣包入料口的截面积取内浇口截面积的(70~100)%.令狐昌顺 2009-7-29。

闭水试验上游设计水头正确计算及图解市政公用工程中国家标准《给水排水管道工程施工及验收规范》(GB50268-2008)中第9.3.4条就无压管道的闭水试验规定如下:1 试验段上游设计水头不超过管顶内壁时,试验水头应以试验段上游管顶内壁加2m计;2 试验段上游设计水头超过管顶内壁时,试验水头应以试验段上游设计水头加2m计;3 计算出的试验水头小于10m,但已超过上游检查井井口时,试验水头应以上游检查井井口高度为准。
工程实践中,无压管道的闭水试验“试验段上游设计水头”的准确理解及正确计算是难点,很多人员存在困惑,作者结合自身多年的工作经验总结,理论与实践相结合,图文并茂的向您答疑解惑。
STEP1 理解位置水头的概念水体到基准面的竖直距离,代表单位重量的水体从基准面算起所具有的位置势能。
【答疑】闭水试验中的试验水头、试验段上游设计水头均属于位置水头,其物理意义均代表单位重量水体所具有的各种机械能,其量纲都是长度(m)。
STEP2 确定基准面【答疑】工程实践中,基准面的位置是相对的。
根据闭水试验相关规定“向管道内注水应从下游缓慢注入”可知:闭水试验段下游最低处为基准面,扣除排水管道下游端部堵头占位细微高差变化,基准面为试验段最下游排水管道管内底标高,其势能为0。
STEP3 计算管顶内壁H1【答疑】此处的管顶内壁指试验段下游管内顶标高,其势能H1=管径D;上游管顶内壁指上游设计管内底标高+管径D。
STEP4 计算上游设计水头H2【答疑】计算试验段上游设计水头时,首先需要知道排水管道正常使用时的水位面高度,其水位面标高=上游设计管内底标高+管道充满高度h。
管道充满高度h根据《室外排水设计规范》GB50014-2006(2014年版)第4.2.4条最大设计充满度计算。
雨水管道及合流管道按满流计算,其h=D;污水管道h=D*最大设计充满度。
试验段上游设计水头H2=(上游设计管内底标高-下游设计管内底标高)+管道充满高度h。
压铸工艺参数的计算压铸工艺参数的计算文/哈尔滨爱迪压铸有限公司/朱丽、刘维刚、车宏伟、迟兰成摘要:许多压铸企业的技术人员都非常熟悉压铸工艺参数的计算与调节,但在实际生产中往往凭借经验,通过检验产品的好坏来调节工艺参数,为了麻烦而忽略了工艺参数的计算,往往都是用很大的速度、压力来使产品达到合格状态,这样使机床、模具损耗过快,浪费资源。
关键词:工艺参数、压力、速度、时间在压铸生产中,压铸机、压铸合金和压铸模是三大要素。
压铸工艺则是将三大要素作为有机的组合并加以运用的过程。
压铸生产时液态金属充型的过程,是许多矛盾着的因素得以统一的过程。
在影响充型的许多因素中,主要是速度、压力和时间等,通过速度的控制减少和消除压室内空气的卷入、雾化型腔内残留的气体;通过压力的控制,增加产品的密实度,减少缩孔的形成;通过时间控制,使产品不宜产生变型等缺陷。
利用计算工艺参数来优化模具、压铸机之间的匹配性。
因此,只有对这些工艺参数进行正确选择、控制和调整,使各种工艺参数满足压铸生产的需要,才能保证在其他条件良好的情况下,生产出合格的压铸件。
本文通过以力劲公司生产的DCC280卧式冷室压铸机上所生产的水泵壳体产品(附图)为例,简单介绍一下压铸生产中主要工艺参数的计算。
一、速度参数(1)低速速度压射冲头将注入压室的铝液平稳地推移到内浇口位置,使铝液完全充满到压射冲头与内浇口之间的压室空间内的过程就是低速过程(一般为0.1-0.3m/s)。
设置时要注意防止空气卷入,防止铝液温度下降,导致过早凝固。
压室充满度=注入重量/压室截面积×空打行程×溶液密度X100%(压室充满度的标准一般为20-50%)低速速度=0.7X√压室直径/压室充满度例题:压室直径:Φ50mm,注入重量:830g,空打行程:368mm,压室截面积:(π/4)×52=19.63cm²,溶液密度:2.6 g/cm³压室充满度=(830/196.63×36.8×2.6)X100%=44.18%低速速度=(0.7X√50)/44.18=0.122M/S(2)高速速度压射冲头将铝液完全充满到压室内(一般为1.5-2.5m/s)。
∙压铸工艺参数的计算∙发布时间:2011-4-9 15:39:34 来源:互联网文字【大中小】∙文/哈尔滨爱迪压铸有限公司/朱丽、刘维刚、车宏伟、迟兰成摘要:许多压铸企业的技术人员都非常熟悉压铸工艺参数的计算与调节,但在实际生产中往往凭借经验,通过检验产品的好坏来调节工艺参数,为了麻烦而忽略了工艺参数的计算,往往都是用很大的速度、压力来使产品达到合格状态,这样使机床、模具损耗过快,浪费资源。
关键词:工艺参数、压力、速度、时间在压铸生产中,压铸机、压铸合金和压铸模是三大要素。
压铸工艺则是将三大要素作为有机的组合并加以运用的过程。
压铸生产时液态金属充型的过程,是许多矛盾着的因素得以统一的过程。
在影响充型的许多因素中,主要是速度、压力和时间等,通过速度的控制减少和消除压室内空气的卷入、雾化型腔内残留的气体; 通过压力的控制,增加产品的密实度,减少缩孔的形成; 通过时间控制,使产品不宜产生变型等缺陷。
利用计算工艺参数来优化模具、压铸机之间的匹配性。
因此,只有对这些工艺参数进行正确选择、控制和调整,使各种工艺参数满足压铸生产的需要,才能保证在其他条件良好的情况下,生产出合格的压铸件。
本文通过以力劲公司生产的DCC280卧式冷室压铸机上所生产的水泵壳体产品(附图为例,简单介绍一下压铸生产中主要工艺参数的计算。
一、速度参数(1低速速度压射冲头将注入压室的铝液平稳地推移到内浇口位置,使铝液完全充满到压射冲头与内浇口之间的压室空间内的过程就是低速过程(一般为0.1-0.3m/s。
设置时要注意防止空气卷入,防止铝液温度下降,导致过早凝固。
压室充满度=注入重量/压室截面积×空打行程×溶液密度X100%(压室充满度的标准一般为20-50%低速速度=0.7X√压室直径/压室充满度例题:压室直径:Φ50mm,注入重量:830g ,空打行程:368mm ,压室截面积:(π/4×52=19.63cm²,溶液密度:2.6 g/cm³压室充满度=(830/196.63×36.8×2.6X100%=44.18%低速速度=(0.7X√50/44.18=0.122M/S(2高速速度压射冲头将铝液完全充满到压室内(一般为1.5-2.5m/s。
非满流圆管水力半径
【原创实用版】
目录
1.介绍非满流圆管的湿周和水力半径的计算方法
2.说明湿周的计算公式
3.阐述水力半径的计算公式
4.介绍充满度与充满角的关系
5.总结非满流圆管水力半径的计算方法
正文
非满流圆管的水力半径计算是一个重要的水力学问题。
为了解决这个问题,我们需要先了解湿周的计算方法。
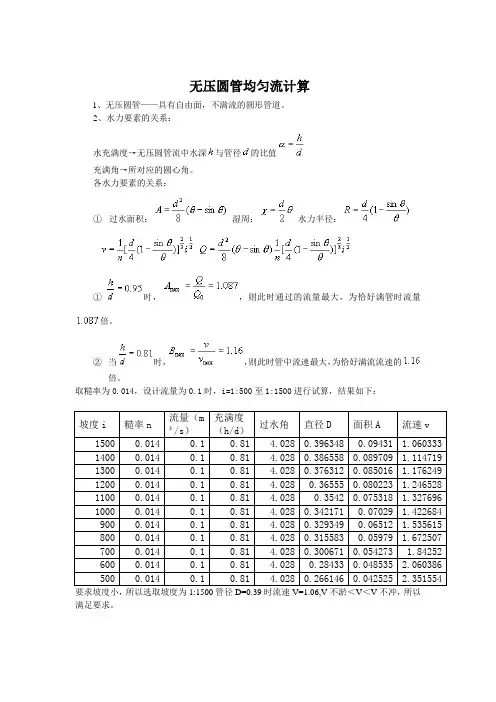
湿周是指管道内水流所占据的周长,其计算公式为:湿周 = XdB/2,其中d表示管内径,B表示充满角,即水深对应的圆心角,以弧度为单位。
接下来,我们来讨论水力半径的计算公式。
水力半径是指管道内水流的半径,其计算公式为:R = (d/4)(1-sinB/B)。
在这个公式中,d 表示管内径,B 表示充满角,以弧度为单位。
充满度是另一个重要的概念,它表示管道内水的体积与管道容积的比值。
充满度与充满角的关系可以通过以下公式表示:a = [sin(B/4)]2。
综上所述,非满流圆管的水力半径可以通过湿周和水力半径的计算公式以及充满度与充满角的关系来计算。
第1页共1页。