斯沃仿真例题集
- 格式:pdf
- 大小:370.15 KB
- 文档页数:19
SwanSoft FANUC 0iT 斯沃数控仿真系统实验例题集二〇一一年五月五日练习一G90毛坯:50*200T0101:外圆车刀,Tool 180页图4-3毛坯:50*200T0101:外圆车刀,Tool 1O0001;N10 T0101 G99 M44;N20 M03;N30 G00 X54.0 Z100.0;N40 Z2.0;循环起点N50 G90 X46.0 Z-50.0 F0.1;切削循环N60 X42.0;N70 X38.0;N80 X34.0;N90 X30.0;N100 X26.0 ;N110 X22.0;N120 X20.0;N130 G00 Z100.0;循环结束N140 M30;练习二81页图4-4 G90毛坯:35*200T0101:外圆车刀,Tool 1O0002;N10 T0101 G99 M44;N20 M03;N30 G00 X39.0 Z100.0;N40 Z2.0;循环1起点N50 G90 X32.5 Z-42.9 F0.1;循环切削N60 X30.0;N70 X27.5 Z-28.6;N80 X25.0;N90 X22.5 Z-14.3;N100 X20.0;N110 G00 Z100.0;循环结束N120 M30;练习三G9082页图4-6毛坯:70*200T0101:外圆车刀,Tool 1O0003;N10 T0101 G99 M44;N20 M03;N30 G00 X90.0 Z100.0;N40 Z5.0;循环起点N50 G90 X90.0 Z-50.0 R-11.0 F0.1;切削循环N60 X86.0;N70 X82.0;N80 X78.0;N90 X74.0;N100 X70.0;N110 X66.0;N120 X62.0;N130 X58.0;N140 X54.0;N150 X50.0;N160 G00 Z100.0;循环结束N170 M30;毛坯:26*200 T0101:外圆车刀,Tool 1T0202:割刀,宽度4,Tool 6O0004;T0303:螺纹刀,Tool 3N10 T0101 G99 M44;N20 M03;N30 G00 X50.0 Z100.0;N40 X0 Z0;车削外圆N50 G01 X24.0 C1.5 F0.1;N60 Z-26.0;N70 X30.0;外圆结束N80 G00 X50.0 Z100.0;N90 T0202;N100 G00 X26.0 Z-26.0;车削退刀槽N110 G01 U-5.0 F0.1;N120 U5.0;N130 G00 X50.0 Z100.0;N140 T0303;N150 G00 X26.0 Z3.0;循环起点N160 G92 X23.0 Z-23.5 F1.5;车削螺纹N170 X22.5;N180 X22.2;N190 X22.14;N200 G00 X50.0 Z100.0;螺纹结束N210 M30;毛坯:55*200 T0101:外圆车刀,Tool 1O0005;T0202:割刀,宽度4,Tool 6 N10 T0101 G99 M03;T0303:螺纹刀,Tool 3N20 G00 X50.0 Z100.0;N30 X77.0 Z4.0;循环起点N40 G90 X74.0 Z-40.0 R-11.0 F2.0;循环切削N50 X71.0;N60 X67.0;N70 X63.0;N80 X59.0;N90 X55.0;N100 G00 Z50.0 Z100.0;循环结束N110 T0202;N120 G00 X56.0 Z-44.0;车削退刀槽N130 G01 X51.0 F0.1;N140 X56.0;N150 G00 X50.0 Z100.0;N160 T0303;N170 G00 X56.0 Z4.0;螺纹循环起点N180 G92 X55.0 Z-42.0 R-11.0F2.0;N190 X54.3;N200 X53.8;N210 X53.6;N220 X53.52;N230 G00 X50.0 Z100.0;螺纹车削结束N240 M30 ;练习六91页图4-20 G92双头毛坯:31*200 T0101:外圆车刀,Tool 1O0006;T0202:割刀,宽度4,Tool 6N10 T0101 G99 M03;T0303:螺纹刀,Tool 3N20 G00 X50.0 Z100.0;N30 X0 Z0;车削外圆N40 G01 X30.0 C2.0 F0.1;N50 Z-84.0;N60 X32.0;外圆结束N70 G00 X50.0 Z100.0;N80 T0202;N90 G00 X31.0 Z-84.0;车削退刀槽N100 G01 X27.0 F0.1;N110 X31.0;N120 G00 X50.0 Z100.0;N130 T0303;N140 G00 X36.0 Z6.0;第一条螺纹起点N150 M98 P0007;调用子程序N160 G00 X36.0 Z7.5;第二条螺纹起点N170 M98 P0007;调用子程序N180 G00 X50.0 Z100.0;N190 M30;O0007;N10 G92 X29.0 Z-82.0 F3.0;车削螺纹子程序N20 X28.5;N30 X28.2;N40 X28.14;N50 G00 X36.0;M99;毛坯:70*200T0101:外圆车刀,Tool 1O0008;N10 T0101 G99 M03;N20 G00 X74.0 Z100.0;N30 Z2.0;循环起点N40 G71 U2.0 R1.0 ;粗加工循环N50 G71 P60 Q100U1.0 W0.5 F0.1;N60 G00 X26.0 ;精加工轮廓N70 G01 Z-20.0;N80 X54.0 W-13.0;N90 W-12.0;N100 X74.0;轮廓结束N110 G70 P60 Q100 F0.1;精加工循环N120 G00 X74.0 Z100.0;N130 M30;毛坯:100*200 T0101:外圆车刀,Tool 1 刀片:三角形T0202:割刀,宽度3,Tool 6 T0303:螺纹刀,Tool 3O0009;N10 T0101 G99 M03;N180 G01 U-4.0 F0.1;N20 G00 X102.0 Z100.0;N190U4.0;N30 Z2.0;循环起点N200 G00 X102.0 Z100.0;N40 G71 U2.0 R1.0 ;粗加工循环N210 T0303;N50 G71 P60 Q130U1.0 W0.5 F0.1;N220 G00 X34.0 Z6.0;1头起点N60 G00 X0 ;加工轮廓N230 G92 X29.0 Z-35.0 F3.0;车螺纹N70 G01 Z0;N240 X28.5;N80 X30.0 C1.5;N250 X28.2;N90 Z-36.0;N260 X28.14;N100 G02 X58.0 W-30.0 R45.0;N270 G00 X34.0 Z7.5;2头起点N110 G01 X80.0 R5.0;N280 G92 X29.0 Z-35.0 F3.0;车螺纹N120 W-20.0;N290 X28.5;N130 X102.0;轮廓结束N300 X28.2;N140 G70 P60 Q130 F0.1;精加工循环N310 X28.14;N150 G00 X102.0 Z100.0;N320 G00 X102.0 Z100.0;N160 T0202;N330 M30;N170 G00 X31.0 Z-36.0;车削退刀槽毛坯:60*200T0101:外圆车刀,Tool 2,刀片:三角形O0010;N10 T0101 G99 M03;N20 G00 X80 Z100;N30 Z4;循环起点N40 G73 U10 W2 R4 ;粗加工循环N50 G73 P60 Q150U2 W0.2 F1;N60 G00 X0 ;精车轮廓N70 G01 Z0;N80 G03X40 Z-20 R20;N90 G01 X50;N100 W-20;N110 G02 U0 W-25 R20;N120 G01 W-10;N130 G03 U0 W-24 R20;N140 G01 W-10;N150 X65;轮廓结束N160 G70 P60 Q150 F1;精车循环N170 G00 Z100;N180 M30;练习十133页图23 G73毛坯:33*200T0101:外圆车刀,Tool 1,刀片:三角形T0202:右割刀,宽度5,Tool 2O0011;N10 T0101 G99 M03;N20 G00 X50 Z100;N30 X33 Z2;循环起点N40 G73 U10 W1 R4 ;N50 G73 P60 Q120U1 W0.1 F1;粗加工循环N60 G00 X0 ;精车轮廓N70 G01 Z0;N80 G03X10.64 Z-3.22 R6;N90 G03X16.84 Z-42.23 R50;N100 G02X24 Z-72 R35;N110 G01 W-15;N120 X33;轮廓结束N130 G70 P60 Q120 F1;精加工循环N140 G00 X50 Z100;N150 T0202;N160 G00 X33 Z-87;N170 G75 R1;工件切断N180 G75 X0 Z-88 P2000 Q1000F0.1;N190 G00 X50 Z100;N200 M30;毛坯:40*200T0101:割刀,宽度4,Tool 6主程序O0012N10 T0101 G99 M03;N20 G00 X44 Z100;N30 Z-5;切槽起点N40 M98 P030013;调用子程序三次N50 G00 X44 Z100;N60 M30;子程序O0013;N10 G00 W-20;向左移动20,循环起点N20 G75 R1;N30 G75 X25 W11 P3000 Q3500 F0.1;N40 G00 X44;N50 M99;毛坯:68*200 T0101:外圆车刀,Tool 1T0202:割刀,宽度10,Tool 6T0303:螺纹刀,Tool 3P030560 Q100 R50P3720=0.62X6=3.72 Q=1800=1/2X3820 d=68-2X3.72=60.56 O0014;N10 T0101 G99 M03;N20 G00 X70 Z100;N30 X0 Z0;车削外圆N40 G01 X68 C4 F0.1;N50 Z-60;N60 G00 X70;外圆结束N70 Z100;N80 T0202;N90 G00 X70 Z-60;车削退刀槽N100 G01 X60 F0.1;N110 X70;N120 G00 X70 Z100;N130 T0303;N140 G00 X70 Z10;循环起点N150 G76 P030560 Q100 R50;螺纹循环N160 G76 X60.56 Z-55 P3720 Q1800 F6;N170 G00 X70 Z100;N180 M30;练习十三151页例一,二,宏程序毛坯:60*200T0101:外圆车刀,Tool 1 刀片:三角形O0015;N10 T0101 G99 M03;N20 G00 X60 Z100;计算1-10累计值N30 #1=0;计算累计值N40 #2=1;计算每次加数N50 IF[ #2 GT 10 ] GOTO90;N60 #1=#1+#2;累计值N70 #2=#2+1;更改加数N80 GOTO50;N90 G00X0 Z2;N100 G01 Z0 F0.1;N110 X#1;累计值N120 M00;观察#1累计值=55N130 Z-10;N140 #3=1;#3=1车削G02,#3=0车削G03 N150 IF[ #3 EQ 1 ] GOTO180;N160 G03 X#1 W-30 R80;N170 GOTO190;N180 G02 X#1 W-30 R80;N190G01 W-10;N200 G00 X60;N210 Z100;N220 M30;毛坯:104*200 T0101:外圆车刀,Tool 1 刀片:矩形O0016;O0017;N10 T0101 G99 M03;N10 WHILE [ #26 GE 0 ] DO1;N20 G00 X104 Z100;N20 #24=2* #1/#2*SQRT [ #2*#2 -#26* #26 ];N30 Z2;N30 G01X[#24+#100] Z[#26+#101- #102] F1;N40 #1=50;短半轴N40 #26= #26- #23;N50 #2=2;背吃刀量N50 END1;N60 #100=1;X余量N60 M99;N70 #101=0.5;Z余量N80 #102=80;原点向右移动80N90 IF [ #1 LE 0 ] GOTO150;N100 #26=80/50*SQRT [50*50- #1*#1];计算每次车削终点N110 G90X [2*[ #1+ #100]] Z [#26+ #101- #102]F1;循环车削N120 G00 U-2*#2;起点前移一个背吃刀量N130 #1=#1- #2;调整切深一个背吃刀量N140 GOTO90;N150 G00 X0 Z0;粗车轮廓起点N160 G65 P0017 A50 B80 W2 Z80;粗车椭圆N170 G00 Z0;精车轮廓起点N180 G00 X0;N190#100=0;消除余量N200 #101=0;消除余量N210 G65 P0017 A50 B80 W2 Z80;精车椭圆N220 G00 X104 Z100;N230 M30毛坯:34*200 T0101:外圆车刀,Tool 1 刀片:矩形O0018;主程序O0019;子程序N10 T0101 G99 M03;N10 WHILE [ #26 LE #6 ] DO1;N20 G00 X34 Z100;N20 #24=2* [SQRT [ 10*#26]+ #100];N30 Z2;抛物线方程:X=√(2PZ),焦距P=5 N40 #1=15;终点半径N30 G01X#24 Z-[#26-#101] F1;√N50 #2=2;背吃刀量N40 #26= #26- 1;N60 #100=1;X余量N50 END1;N70 #101=0.5;Z余量N60 M99;N80 IF[ #1 LE 0 ] GOTO140;N90 #3= #1*#1/10;抛物线方程:Z=X*X/2*P,焦距P=5 N100 G90X[2*[ #1+ #100]]Z-[#3- #101]F1;车削循环N110 G00 U-[2*#2];起点前移一个背吃刀量N120 #1=#1- #2;调整切深一个背吃刀量N130 GOTO80;N140 G00 X0 Z2;粗车轮廓起点N150 G65 P0019 K22.5 Z0;粗车椭圆N160 G00 Z2;精车轮廓起点N170 G00 X0;N180#100=0;消除余量N190 #101=0;消除余量N200 G65 P0019 K22.5 Z0;精车椭圆N210 G00 X34 Z100;N220 M30毛坯:110*300 T0101:外圆车刀,Tool 1 刀片:菱形35度,刀片边长=20O0020;主程序O0021;子程序N10 T0101 G99 M03;N10 WHILE [ #26 LE #6 ] DO1;N20 G00 X170 Z100;N20 #24=2* [#1/#2]*SQRT [#2*#2-#26*#26];N30 #1=0.5;X余量N30 IF [ #24+2*#100 ] GT 111 ] GOTO60;N40 #2=4;背吃刀量N40 G01X[#24+2*#100] Z[#26+#100/3] F1;N50 #100=30;后撤值N50 GOTO 70;N60 G00 X[2*#100]Z90;N60 G00X[#24+2*#100] Z[#26+#100/3];N70 IF[ #100 LE #1 ] GOTO140;N70 #26=#26-#23;N80 #100= #100-#2;N80 END1;刀尖小于111走G01 调整后撤值N90 M99;刀尖大于111走G00N90 G65 P0021 A50 B80 K-60 W2 Z80;N100 W-20F1;N110 G02U44W-30R80;N120 G00Z100;N130 GOTO60;N140 G00 X0 Z90;精车轮廓起点N150 #100=0;消除余量N160 G65 P0021 A50 B80 K-60 W 2Z0;N170 W-20F1;N180G02U44W-30R80;N190 G00 X170 Z100;N200 M30;毛坯:110*300 T0101:外圆车刀,To#100ol 1 刀片:菱形35度,刀片边长=20O0022;主程序O0023;子程序N10 WHILE [ #26 LE #6 ] DO1;N20 #3=2* [#1/#2]*SQRT [#2*#2-#26*#26];N30 #24=100 - #3 - #100;N40 IF [ #24 GT 101 ] GOTO70;N10 T0101 G99 M03;N50 G01 X#24 Z[#26-61] F1;N20 G00 X100 Z100;N60 GOTO80;N30 #1=0.5;X余量N70 G00 X#24 Z[#26-61];N40 #2=52-28;后撤值N80 #26=#26-#23;N50 #3=2;背吃刀量N90 END1;刀尖小于101走G01N60 #100=0;后撤值初值N100 M99;刀尖大于101走G00N70 G00 Z-21;粗车起点N80 IF [ #100 GE [#2-#1 ] ] GOTO120;N90 G65 P0023 A24 B40 K-40 W1 Z40;粗车程序N110 GOTO70;N120 #100=#2;后撤值,消除余量N130 G00 X100 Z-21;精车轮廓起点N140 G65 P0023 A24 B40 K-40 W1 Z40;精车程序N150 G00 X100 Z100;N160 M30;。
数控实习斯沃部分
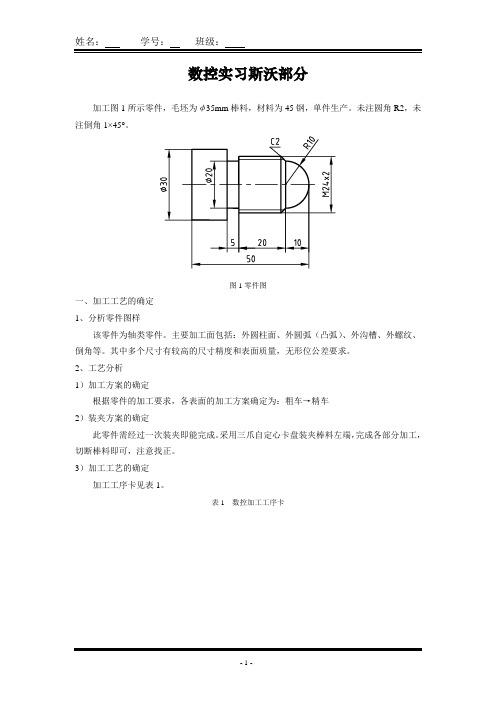
加工图1所示零件,毛坯为φ35mm棒料,材料为45钢,单件生产。
未注圆角R2,未注倒角1×45°。
图1零件图
一、加工工艺的确定
1、分析零件图样
该零件为轴类零件。
主要加工面包括:外圆柱面、外圆弧(凸弧)、外沟槽、外螺纹、倒角等。
其中多个尺寸有较高的尺寸精度和表面质量,无形位公差要求。
2、工艺分析
1)加工方案的确定
根据零件的加工要求,各表面的加工方案确定为:粗车→精车
2)装夹方案的确定
此零件需经过一次装夹即能完成。
采用三爪自定心卡盘装夹棒料左端,完成各部分加工,切断棒料即可,注意找正。
3)加工工艺的确定
加工工序卡见表1。
表1 数控加工工序卡
装夹1:夹住棒料一头,留出长度约75~80mm,车端面(手动),对刀,调用程序
加工刀具卡见表2。
表2 数控加工刀具卡
二、加工程序的编制
1、工件坐标系的建立
以工件右端面与轴线的交点为编程原点建立工件坐标系。
2、编制程序
程序见表4。
三、仿真结果
仿真加工后的零件见图2所示。
图2 仿真加工完成的零件。

步步高高一数学暑假作业:作业20函数y =Asin (ωx +φ)的图象学校:___________姓名:___________班级:___________考号:___________一、单选题1.2sin 24y x π⎛⎫=- ⎪⎝⎭的振幅、频率和初相分别为( ) A .124ππ-,, B .1224ππ-,,C .128ππ-,, D .1228ππ-,,2.函数sin()y A x ωϕ=+的部分图象如图所示,则A .2sin(2)6y x π=-B .2sin(2)3y x π=-C .2sin(+)6y x π= D .2sin(+)3y x π= 3.将函数sin(2)5y x π=+的图象向右平移10π个单位长度,所得图象对应的函数 A .在区间35[,]44ππ上单调递增 B .在区间3[,]4ππ上单调递减 C .在区间53[,]42ππ上单调递增 D .在区间3[,2]2ππ上单调递减 4.下列函数中周期为π,且图象关于直线3x π=对称的函数是( )A .2sin 23x y π⎛⎫=+ ⎪⎝⎭B .2sin 26y x π⎛⎫=- ⎪⎝⎭C .2sin 23y x π⎛⎫=+ ⎪⎝⎭ D .2sin 23x y π⎛⎫=- ⎪⎝⎭ 5.将函数()sin 2y x ϕ=+的图象沿轴向左平移8π个单位后,得到一个偶函数的图象,则ϕ的一个可能取值为( )A .B .C .0D .4π- 6.已知曲线C 1:y =cos x ,C 2:y =sin (2x +2π3),则下面结论正确的是( ) A .把C 1上各点的横坐标伸长到原来的2倍,纵坐标不变,再把得到的曲线向右平移π6个单位长度,得到曲线C 2B .把C 1上各点的横坐标伸长到原来的2倍,纵坐标不变,再把得到的曲线向左平移π12个单位长度,得到曲线C 2C .把C 1上各点的横坐标缩短到原来的12倍,纵坐标不变,再把得到的曲线向右平移π6个单位长度,得到曲线C 2D .把C 1上各点的横坐标缩短到原来的12倍,纵坐标不变,再把得到的曲线向左平移π12个单位长度,得到曲线C 27.设函数()2sin()f x x ωϕ=+,x ∈R ,其中0>ω,||ϕπ<.若5()28f π=,()08f 11π=,且()f x 的最小正周期大于2π,则 A .23ω=,12πϕ= B .23ω=,12ϕ11π=- C .13ω=,24ϕ11π=- D .13ω=,724πϕ=二、填空题8.已知函数y=sin (ωx+ϕ)(ω>0, -π≤ϕ<π)的图象如图所示,则ϕ=________________ .9.已知函数sin(2)()22y x ϕϕππ=+-<<的图象关于直线3x π=对称,则ϕ的值是________. 10.设0ω>,将函数πsin 23y x ω⎛⎫=++ ⎪⎝⎭的图象向右平移4π3个单位后与原图象重合,则ω的最小值是_________.11.若函数()()sin 03f x x πωω⎛⎫=+> ⎪⎝⎭在区间[]0,2上恰有一个最高点和一个最低点,则ω的取值范围是________.三、解答题12.已知函数()sin(),f x A x x R ωφ=+∈其中(0,0,0)2A πωφ>><<)的图象与x 轴的交点中,相邻两个交点之间的距离为2π,且图象上一个最低点为2(,2)3M π-. (1)求()f x 的解析式;(2)当[,]122x ππ∈,求()f x 的值域.参考答案1.A【分析】根据,A ω和ϕ的值的物理意义进行求解即可得结果.【详解】 因为函数解析式2sin 24y x π⎛⎫=- ⎪⎝⎭中,2A =,2ω=,4πϕ=-, 所以函数2sin 24y x π⎛⎫=-⎪⎝⎭的振幅为2, 周期为22T ππ==,所以频率为1π,初相为4π-, 故选A.【点睛】该题考查的是有关函数解析式sin()y A x ωϕ=+中的,A ω和ϕ的值的物理意义的问题,属于简单题目.2.A【详解】 试题分析:由题图知,2A =,最小正周期2[()]36T πππ=--=,所以22πωπ==,所以2sin(2)y x ϕ=+.因为图象过点(,2)3π,所以22sin(2)3πϕ=⨯+,所以2sin()13πϕ+=,所以22()32k k Z ππϕπ+=+∈,令0k =,得6πϕ=-,所以2sin(2)6y x π=-,故选A.【考点】三角函数的图象与性质【名师点睛】根据图象求解析式问题的一般方法是:先根据函数=sin()y A x h ωϕ++图象的最高点、最低点确定A ,h 的值,由函数的周期确定ω的值,再根据函数图象上的一个特殊点确定φ值.3.A【分析】由题意首先求得平移之后的函数解析式,然后确定函数的单调区间即可.【详解】由函数图象平移变换的性质可知: 将sin 25y x π⎛⎫=+ ⎪⎝⎭的图象向右平移10π个单位长度之后的解析式为: sin 2sin 2105y x x ππ⎡⎤⎛⎫=-+= ⎪⎢⎥⎝⎭⎣⎦. 则函数的单调递增区间满足:()22222k x k k Z ππππ-≤≤+∈, 即()44k x k k Z ππππ-≤≤+∈,令1k =可得一个单调递增区间为:35,44ππ⎡⎤⎢⎥⎣⎦. 函数的单调递减区间满足:()322222k x k k Z ππππ+≤≤+∈, 即()344k x k k Z ππππ+≤≤+∈, 令1k =可得一个单调递减区间为:57,44ππ⎡⎤⎢⎥⎣⎦,本题选择A 选项. 【点睛】本题主要考查三角函数的平移变换,三角函数的单调区间的判断等知识,意在考查学生的转化能力和计算求解能力.4.B【解析】因为,所以选项A,B,C,D 的周期依次为又当3x π=时,选项A,B,C,D 的值依次为所以只有选项A,B 关于直线3x π=对称,因此选B.考点:三角函数性质5.B【解析】得到的偶函数解析式为sin 2sin 284y x x ππϕϕ⎡⎤⎡⎤⎛⎫⎛⎫=++=++ ⎪ ⎪⎢⎥⎢⎥⎝⎭⎝⎭⎣⎦⎣⎦,显然.4πϕ= 【考点定位】本题考查三角函数的图象和性质,要注意三角函数两种变换的区别,sin 24x πϕ⎡⎤⎛⎫++ ⎪⎢⎥⎝⎭⎣⎦选择合适的ϕ值通过诱导公式把sin 24x πϕ⎡⎤⎛⎫++ ⎪⎢⎥⎝⎭⎣⎦转化为余弦函数是考查的最终目的.6.D【解析】把C 1上各点的横坐标缩短到原来的12倍,纵坐标不变,得到函数y=cos2x 图象,再把得到的曲线向左平移π12个单位长度,得到函数y=cos2(x +π12)=cos (2x +π6)=sin (2x +2π3)的图象,即曲线C 2, 故选D .点睛:三角函数的图象变换,提倡“先平移,后伸缩”,但“先伸缩,后平移”也常出现在题目中,所以也必须熟练掌握.无论是哪种变形,切记每一个变换总是对字母x 而言. 函数sin()()y A x x R ωϕ=+∈是奇函数π()k k Z ϕ⇔=∈;函数sin()()y A x x R ωϕ=+∈是偶函数ππ+()2k k Z ϕ⇔=∈;函数cos()()y A x x R ωϕ=+∈是奇函数ππ+()2k k Z ϕ⇔=∈;函数cos()()y A x x R ωϕ=+∈是偶函数π()k k Z ϕ⇔=∈. 7.A【解析】 由题意125282118k k ωππϕπωπϕπ⎧+=+⎪⎪⎨⎪+=⎪⎩,其中12,k k Z ∈,所以2142(2)33k k ω=--,又22T ππω=>,所以01ω<<,所以23ω=,11212k ϕ=π+π,由ϕπ<得12πϕ=,故选A .【考点】求三角函数的解析式【名师点睛】有关sin()y A x ωϕ=+问题,一种为提供函数图象求解析式或某参数的范围,一般先根据图象的最高点或最低点确定A ,再根据周期或12周期或14周期求出ω,最后再利用最高点或最低点坐标满足解析式,求出满足条件的ϕ值,另一种时根据题目用文字形容的函数图象特点,如对称轴或曲线经过的点的坐标,根据题意自己画出图象,再寻求待定的参变量,题型很活,求ω或ϕ的值或最值或范围等.8.910π 【详解】 由图可知,()544,,2,1255T y sin x πωπϕ⎛⎫=∴==+ ⎪⎝⎭把代入有:891,510sin ππϕϕ⎛⎫=+∴= ⎪⎝⎭9.6π-. 【解析】 分析:由对称轴得ππ()6k k Z ϕ=-+∈,再根据限制范围求结果. 详解:由题意可得2sin π13ϕ⎛⎫+=±⎪⎝⎭,所以2πππππ()326k k k Z ϕϕ+=+=-+∈,,因为ππ22ϕ-<<,所以π0,.6k ϕ==- 点睛:函数sin()y A x B ωϕ=++(A >0,ω>0)的性质:(1)max min ,y A B y A B =+=-+;(2)最小正周期2πT ω=;(3)由ππ()2x k k ωϕ+=+∈Z 求对称轴;(4)由ππ2π2π()22k x k k ωϕ-+≤+≤+∈Z 求增区间; 由π3π2π2π()22k x k k ωϕ+≤+≤+∈Z 求减区间.10.【解析】 因为将函数πsin 23y x ω⎛⎫=++ ⎪⎝⎭的图象向右平移4π3个单位后与原图象重合, 所以函数πsin 23y x ω⎛⎫=++ ⎪⎝⎭的周期T =2πω满足:2π4π,3n n N ω+=∈, 当n =1时,ω取得最小值为3.211.713,1212ππ⎡⎫⎪⎢⎣⎭. 【分析】根据()()sin 03f x x πωω⎛⎫=+> ⎪⎝⎭在区间[]0,2上恰有一个最高点和一个最低点,求得()0f =,结合0>ω,得到0x =在增区间上,从而有在区间[]0,2上,保证函数能取到一个最小值,且不会出现另一个最大值,得到352232πππω≤+<,从而求得结果. 【详解】 ()()sin 03f x x πωω⎛⎫=+> ⎪⎝⎭在区间[]0,2上恰有一个最高点和一个最低点,由于0x =时,()0f =,且0>ω, 故0x =在增区间上,故在区间[]0,2上,保证函数能取到一个最小值,且不会出现另一个最大值;352232πππω∴≤+<,解得7131212πωπ≤<,故答案是:713[,)1212ππ. 【点睛】 该题考查的是有关正弦型函数的性质的问题,涉及到的知识点有函数的最值的取值情况,结合题意列出不等式,注意题的等价结果为有且仅有一个最大值和一个最小值.12.(1)()2sin(2)6f x x π=+;(2)[1,2]-.【分析】(1)根据最低点M 可求得A ;由x 轴上相邻的两个交点之间的距离可求得ω;进而把点M 代入()f x 即可求得φ,把,,A ωφ代入()f x 即可得到函数的解析式.(2)根据x 的范围进而可确定当26x π+的范围,根据正弦函数的单调性可求得函数的最大值和最小值.确定函数的值域.【详解】(1)由最低点为2(,2)3M π-得A =2. 由x 轴上相邻的两个交点之间的距离为2π得22T π=, 即2,2T Tππω===,由点2(,2)3M π-在图象上的, 22sin 223πφ⎛⎫⨯+=- ⎪⎝⎭,即4sin 13πφ⎛⎫+=- ⎪⎝⎭, 故4112,2,326k k Z k k Z πππφπφπ+=-∈∴=-∈ 又0,,26ππφφ⎛⎫∈∴= ⎪⎝⎭,故()2sin(2)6f x x π=+; (2)7,,2,122636x x πππππ⎡⎤⎡⎤∈∴+∈⎢⎥⎢⎥⎣⎦⎣⎦, 当262x ππ+=,即6x π=时,()f x 取得最大值2; 当7266x ππ+=,即2x π=时,()f x 取得最小值1-,本卷由系统自动生成,请仔细校对后使用,答案仅供参考。

第一章斯沃数控仿真软件概述1.1 斯沃数控仿真软件简介南京斯沃软件技术有限公司开发FANUC、SINUMERIK、MITSUBISHI、广州数控GSK、华中世纪星HNC、北京凯恩帝KND、大连大森DASEN数控车铣及加工中心仿真软件,是结合机床厂家实际加工制造经验与高校教学训练一体所开发的。
通过该软件可以使学生达到实物操作训练的目的,又可大大减少昂贵的设备投入。
斯沃数控仿真软件包括八大类,28个系统,62个控制面板。
具有FANUC、SIEMENS(SINUMERIK)、MITSUBISHI、广州数控GSK、华中世纪星HNC、北京凯恩帝KND系统、大连大森DASEN、南京华兴WA编程和加工功能,学生通过在PC机上操作该软件,能在很短时间内掌握各系统数控车、数控铣及加工中心的操作,可手动编程或读入CAM数控程序加工,教师通过网络教学,可随时获得学生当前操作信息。
1.2 斯沃数控仿真软件的功能★国内第一款自动免费下载更新的数控仿真软件★真实感的三维数控机床和操作面板★动态旋转、缩放、移动、全屏显示等功能的实时交互操作方式★支持ISO-1056准备功能码(G代码)、辅助功能码(M代码)及其它指令代码★支持各系统自定义代码以及固定循环★直接调入UG、PRO-E、Mastercam等CAD/CAM后置处理文件模拟加工★Windows系统的宏录制和回放★AVI文件的录制和回放★工件选放、装夹★换刀机械手、四方刀架、八方刀架★基准对刀、手动对刀★零件切削,带加工冷却液、加工声效、铁屑等★寻边器、塞尺、千分尺、卡尺等工具★采用数据库管理的刀具和性能参数库★内含多种不同类型的刀具★支持用户自定义刀具功能★加工后的模型的三维测量功能★基于刀具切削参数零件光洁度的测量第二章斯沃数控仿真软件操作2.1 软件启动界面2.1.1 试用版启动界面图2.1-1(1)在左边文件框里选择试用版;(2)在右边的窗口处点击选择所要使用的数控系统(3)如果需要超级使用可以选择(4)选择系统完成之后,点击Try It 进入系统界面2.1.2网络版启动界面图2.1-2(1)在左边文件框内选择网络版(2)在右边的第一个条框内选择所要使用的系统名称(3)在User里选择用户名,输入密码(4)在Remember Me 和Remember My Password 中进行选择(5)输入服务器的IP地址(6)点击Sign in 进入系统界面(7)启动SSCNCSRV.exe,进入SERVER主界面,如下图:图2.1-3(8)单击工具栏中的“用户状态”图标,将会显示所有用户的状态,如下图图2.1-4(9)在用户状态列表中选择一个用户,然后点击工具栏上的"设置教师机"图标将其设为教师机(10)单击"用户管理"图标,弹出"用户管理"对话框,如下图:在这个对话框中添加用户名和姓名,以及该用户的权限。

求值域的例题及解析要理解什么是值域,首先需要了解函数的定义和图像。
在函数中,定义域是指可以输入的所有实数值的集合,而值域则是函数实际输出的所有值的集合。
值域可以通过观察函数的图像来确定。
例如,考虑一个简单的函数 f(x) = x^2,我们可以画出它的图像,这是一个抛物线,开口朝上。
通过观察图像,我们可以看到这个函数的值域是所有大于或等于0的实数,因为平方的结果永远是非负数。
另一个例子是函数 g(x) = sin(x)。
正弦函数的图像是一条连续的波浪线,它在-1和1之间循环。
因此,这个函数的值域是-1到1之间的所有实数。
下面是一些关于值域的例题及其解析:例题1:求函数 f(x) = 2x + 1的值域。
解析:首先,我们可以看到这是一个线性函数,所以它的图像将是一条直线。
我们可以找到这条直线的最低点和最高点,进而确定值域。
最低点出现在当 x = -∞ 时,此时 f(x) = -∞。
最高点出现在当x = +∞ 时,此时f(x) = +∞。
因此,该线性函数的值域为整个实数集。
例题2:求函数 g(x) = x^3 - 4x的值域。
解析:这是一个立方函数,我们可以通过观察它的图像来确定值域。
但是,为了简化问题,我们可以找到函数的最低点和最高点。
最低点出现在当 x = -∞ 时,此时 g(x) = -∞。
最高点出现在当x = +∞ 时,此时g(x) = +∞。
因此,该立方函数的值域为整个实数集。
参考内容:1. Stewart, James. "Calculus: Early Transcendentals." Cengage Learning, 2015. (《微积分:早期超越》詹姆斯·斯图尔特著)2. Larson, Ron, and Edwards, Bruce H. "Calculus." Cengage Learning, 2013. (《微积分》盧恩著、布魯斯·愛德華茲著)3. Courant, Richard, and John, Fritz. "Introduction to Calculus and Analysis, Vol. 1." Springer, 1989. (《微积分与分析导引第1卷》理查德·库朗特著、约翰·弗里茨著)4. Swokowski, Earl William. "Calculus with Analytic Geometry." Prindle, Weber & Schmidt, 2000. (《解析几何与微积分》厄尔·威廉·斯沃科夫斯基著)这些参考内容包含了关于函数、图像和值域的详细解释和例题,并提供了更深入的数学理论和实例。

标准仿真模拟卷(三)(分值:110分)第Ⅰ卷一、选择题:本题共8小题,每小题6分。
在每小题给出的四个选项中,第1~5题只有一项符合题目要求,第6~8题有多项符合题目要求。
全部选对的得6分,选对但不全的得3分,有选错的得0分。
1.如图所示,某工人正在修理草坪,推力F与水平方向成α角,割草机沿水平方向做匀速直线运动,则割草机所受阻力的大小为( )A.FsinαB.FcosαC.错误!未找到引用源。
D.错误!未找到引用源。
2.微元累积法是常用的物理研究方法,如图所示为某物理量随时间变化的函数图象,关于此图线与两坐标轴围成面积的物理意义,下列说法正确的是( )A.如果y表示加速度,则面积等于质点在t0时刻的速度B.如果y表示流过用电器的电流,则面积等于在相应时间内该用电器消耗的电能C.如果y表示力做功的功率,则面积等于该力在相应时间内所做的功D.如果y表示变化磁场在金属线圈中产生的电动势,则面积等于该磁场在相应时间内磁感应强度的变化量3.如图所示,一小球以速度v0从倾角为α=53°的斜面顶端A处水平抛出,垂直落到在斜面底端与斜面垂直的挡板上的B点,已知重力加速度为g,sin37°=0.6,cos37°=0.8,则下列说法正确的是( )A.小球到达B点的时间为错误!未找到引用源。
B.平抛下落的高度为错误!未找到引用源。
C.斜面的长度为错误!未找到引用源。
D.小球到达B点的速度大小为错误!未找到引用源。
v04.宇宙空间存在两颗质量分布均匀的球体未知星球,经过发射绕表面运行的卫星发现,两个星球的近地卫星周期相等,同学们据此做出如下判断,则正确的是( )A.这两个未知星球的体积一定相等B.这两个未知星球的密度一定相等C.这两个未知星球的质量若不等,则表面的重力加速度一定不等D.这两个未知星球质量大的,则其表面的重力加速度较小5.如图所示,轻弹簧下端悬挂着质量为M的物块,物块静止后,在其下方轻绳的下端轻轻地挂上一质量为m的钩码,并将钩码m由静止释放。
CSWA考试真题
1、参照下图构建模型,注意原点位置和模型朝向。
设定材料为普通碳钢,密度为
0.0078g/mm3。
问法一:(正确答案为C)
请问该模型的重量为_____(g):
A)1636;
B)1932;
C)1848;
D)1577。
问法二:(正确答案为A)
请问该模型的重心位置为
A)x=87.52,y=10.74,z=0
B)x=92.56,y=11.32,z=0
C)x=102.52,y=12.08,z=0
D)x= -91.34,y=12.17,z=0
2、参照下图构建三维模型,设定材料为红铜,密度为0.0089g/mm3。
问法一:(正确答案为A)
请问模型的质量为_____ (g):
A)4690.64;
B)4705.92;
C)4689.01;
D)4735.94.
问法二:(正确答案为A)
模型的体积为________ (mm3):
A)527038.65;
B)526855.22;
C)528755.46;
D)532128.03。
3、参照下图构建模型。
4、参照下图构建三维模型
5、参照下图构建三维模型
6、参照下图构建三维模型
7、参照下图构建三维模型,注意手柄和弯孔特征需采用扫描(切除)方式进行。
o△口数学题四年级奥数摘要:1.多元仿真软件Multisim 简介2.Multisim 中电压表和电流表的使用方法3.自定义Multisim 电流表数值的方法4.总结与感谢正文:一、多元仿真软件Multisim 简介Multisim 是一款由美国国家仪器(NI)公司开发的电路仿真软件,它可以帮助用户搭建、模拟和分析复杂的电路系统。
Multisim 软件界面友好,操作简单,功能强大,被广泛应用于电子工程、通信工程、自动化工程等领域。
二、Multisim 中电压表和电流表的使用方法在Multisim 中,用户可以通过添加元件的方式来搭建电路。
添加元件后,用户可以对电路进行仿真,得到电压、电流等参数。
为了方便观察电路的电压和电流变化,Multisim 提供了电压表和电流表两种测量工具。
1.添加电压表:在Multisim 中,用户可以将电压表添加到电路中的任意位置。
添加方法如下:(1)在元件库中选择“电压表”;(2)将鼠标移到电路板上,点击并拖动鼠标绘制电压表;(3)完成绘制后,双击电压表,弹出属性对话框,可以设置电压表的量程、单位等参数。
2.添加电流表:与添加电压表类似,用户可以将电流表添加到电路中的任意位置。
添加方法如下:(1)在元件库中选择“电流表”;(2)将鼠标移到电路板上,点击并拖动鼠标绘制电流表;(3)完成绘制后,双击电流表,弹出属性对话框,可以设置电流表的量程、单位等参数。
三、自定义Multisim 电流表数值的方法Multisim 中的电流表默认显示电路中的电流值,用户可以通过编辑元件的电流参数来修改电流值。
具体操作如下:1.找到需要修改电流的元件,例如一个电阻元件;2.双击该元件,弹出属性对话框;3.在属性对话框中,找到“电流”参数,并输入需要自定义的电流数值;4.点击“确定”按钮,完成电流值的修改。
四、总结与感谢本文介绍了Multisim 软件的基本使用方法,包括电压表和电流表的添加以及自定义电流表数值的方法。
vogel法例题以下是一道vogel法的例题:假设有三个供应商可以供应某种原材料。
他们的报价如下:供应商A:10元/单位供应商B:12元/单位供应商C:15元/单位现在需要从这三个供应商中选择一个供应商,并确定该供应商的订单数量,以使总成本最小化。
订单数量有以下限制条件:供应商A的最小订单数量为1000单位供应商B的订单数量必须是100的倍数,且最小为200单位供应商C的订单数量必须是500的倍数此外,还有以下的需求量:需求量:3000单位使用vogel法来确定最佳供应商和订单数量。
答案:1. 计算每个供应商的机会成本(差异):供应商A:12-10 = 2元/单位供应商B:15-12 = 3元/单位供应商C:无法计算(因为只有两个供应商有机会成本差异)2. 将机会成本差异填入vogel法表中,如下:A B C 机会成本差异轮次1 2 3轮次2 2 0(2-2)轮次3 03. 找到每行和每列的最小机会成本差异:行最小:0(轮次1的0)列最小:0(轮次2的0)4. 找到最小行或列的最大机会成本差异,即列最小机会成本差异。
在本例中,轮次2的机会成本差异最小且最大,为0。
5. 根据最大机会成本差异选择订单数量:此时,选择供应商A或供应商C都可以,因为他们的机会成本差异都为0。
然而,供应商A的最小订单数量为1000单位,比供应商C的500单位要大,因此选择供应商C。
因此,最佳供应商是供应商C,订单数量为500单位。
注意:由于本例只涉及3个供应商和1种原材料,并且没有考虑其他成本因素(如运输费用),所以可能的结果较为简单。
实际应用中,可能会考虑更复杂的情况。
SwanSoft FANUC 0iT 斯沃数控仿真系统实验例题集二〇一一年五月五日练习一G90毛坯:50*200T0101:外圆车刀,Tool 180页图4-3毛坯:50*200T0101:外圆车刀,Tool 1O0001;N10 T0101 G99 M44;N20 M03;N30 G00 X54.0 Z100.0;N40 Z2.0;循环起点N50 G90 X46.0 Z-50.0 F0.1;切削循环N60 X42.0;N70 X38.0;N80 X34.0;N90 X30.0;N100 X26.0 ;N110 X22.0;N120 X20.0;N130 G00 Z100.0;循环结束N140 M30;练习二81页图4-4 G90毛坯:35*200T0101:外圆车刀,Tool 1O0002;N10 T0101 G99 M44;N20 M03;N30 G00 X39.0 Z100.0;N40 Z2.0;循环1起点N50 G90 X32.5 Z-42.9 F0.1;循环切削N60 X30.0;N70 X27.5 Z-28.6;N80 X25.0;N90 X22.5 Z-14.3;N100 X20.0;N110 G00 Z100.0;循环结束N120 M30;练习三G9082页图4-6毛坯:70*200T0101:外圆车刀,Tool 1O0003;N10 T0101 G99 M44;N20 M03;N30 G00 X90.0 Z100.0;N40 Z5.0;循环起点N50 G90 X90.0 Z-50.0 R-11.0 F0.1;切削循环N60 X86.0;N70 X82.0;N80 X78.0;N90 X74.0;N100 X70.0;N110 X66.0;N120 X62.0;N130 X58.0;N140 X54.0;N150 X50.0;N160 G00 Z100.0;循环结束N170 M30;毛坯:26*200 T0101:外圆车刀,Tool 1T0202:割刀,宽度4,Tool 6O0004;T0303:螺纹刀,Tool 3N10 T0101 G99 M44;N20 M03;N30 G00 X50.0 Z100.0;N40 X0 Z0;车削外圆N50 G01 X24.0 C1.5 F0.1;N60 Z-26.0;N70 X30.0;外圆结束N80 G00 X50.0 Z100.0;N90 T0202;N100 G00 X26.0 Z-26.0;车削退刀槽N110 G01 U-5.0 F0.1;N120 U5.0;N130 G00 X50.0 Z100.0;N140 T0303;N150 G00 X26.0 Z3.0;循环起点N160 G92 X23.0 Z-23.5 F1.5;车削螺纹N170 X22.5;N180 X22.2;N190 X22.14;N200 G00 X50.0 Z100.0;螺纹结束N210 M30;毛坯:55*200 T0101:外圆车刀,Tool 1O0005;T0202:割刀,宽度4,Tool 6 N10 T0101 G99 M03;T0303:螺纹刀,Tool 3N20 G00 X50.0 Z100.0;N30 X77.0 Z4.0;循环起点N40 G90 X74.0 Z-40.0 R-11.0 F2.0;循环切削N50 X71.0;N60 X67.0;N70 X63.0;N80 X59.0;N90 X55.0;N100 G00 Z50.0 Z100.0;循环结束N110 T0202;N120 G00 X56.0 Z-44.0;车削退刀槽N130 G01 X51.0 F0.1;N140 X56.0;N150 G00 X50.0 Z100.0;N160 T0303;N170 G00 X56.0 Z4.0;螺纹循环起点N180 G92 X55.0 Z-42.0 R-11.0F2.0;N190 X54.3;N200 X53.8;N210 X53.6;N220 X53.52;N230 G00 X50.0 Z100.0;螺纹车削结束N240 M30 ;练习六91页图4-20 G92双头毛坯:31*200 T0101:外圆车刀,Tool 1O0006;T0202:割刀,宽度4,Tool 6N10 T0101 G99 M03;T0303:螺纹刀,Tool 3N20 G00 X50.0 Z100.0;N30 X0 Z0;车削外圆N40 G01 X30.0 C2.0 F0.1;N50 Z-84.0;N60 X32.0;外圆结束N70 G00 X50.0 Z100.0;N80 T0202;N90 G00 X31.0 Z-84.0;车削退刀槽N100 G01 X27.0 F0.1;N110 X31.0;N120 G00 X50.0 Z100.0;N130 T0303;N140 G00 X36.0 Z6.0;第一条螺纹起点N150 M98 P0007;调用子程序N160 G00 X36.0 Z7.5;第二条螺纹起点N170 M98 P0007;调用子程序N180 G00 X50.0 Z100.0;N190 M30;O0007;N10 G92 X29.0 Z-82.0 F3.0;车削螺纹子程序N20 X28.5;N30 X28.2;N40 X28.14;N50 G00 X36.0;M99;毛坯:70*200T0101:外圆车刀,Tool 1O0008;N10 T0101 G99 M03;N20 G00 X74.0 Z100.0;N30 Z2.0;循环起点N40 G71 U2.0 R1.0 ;粗加工循环N50 G71 P60 Q100U1.0 W0.5 F0.1;N60 G00 X26.0 ;精加工轮廓N70 G01 Z-20.0;N80 X54.0 W-13.0;N90 W-12.0;N100 X74.0;轮廓结束N110 G70 P60 Q100 F0.1;精加工循环N120 G00 X74.0 Z100.0;N130 M30;毛坯:100*200 T0101:外圆车刀,Tool 1 刀片:三角形T0202:割刀,宽度3,Tool 6 T0303:螺纹刀,Tool 3O0009;N10 T0101 G99 M03;N180 G01 U-4.0 F0.1;N20 G00 X102.0 Z100.0;N190U4.0;N30 Z2.0;循环起点N200 G00 X102.0 Z100.0;N40 G71 U2.0 R1.0 ;粗加工循环N210 T0303;N50 G71 P60 Q130U1.0 W0.5 F0.1;N220 G00 X34.0 Z6.0;1头起点N60 G00 X0 ;加工轮廓N230 G92 X29.0 Z-35.0 F3.0;车螺纹N70 G01 Z0;N240 X28.5;N80 X30.0 C1.5;N250 X28.2;N90 Z-36.0;N260 X28.14;N100 G02 X58.0 W-30.0 R45.0;N270 G00 X34.0 Z7.5;2头起点N110 G01 X80.0 R5.0;N280 G92 X29.0 Z-35.0 F3.0;车螺纹N120 W-20.0;N290 X28.5;N130 X102.0;轮廓结束N300 X28.2;N140 G70 P60 Q130 F0.1;精加工循环N310 X28.14;N150 G00 X102.0 Z100.0;N320 G00 X102.0 Z100.0;N160 T0202;N330 M30;N170 G00 X31.0 Z-36.0;车削退刀槽练习九106页图4-34 G73毛坯:60*200T0101:外圆车刀,Tool 2,刀片:三角形O0010;N10 T0101 G99 M03;N20 G00 X80 Z100;N30 Z4;循环起点N40 G73 U10 W2 R4 ;粗加工循环N50 G73 P60 Q150U2 W0.2 F1;N60 G00 X0 ;精车轮廓N70 G01 Z0;N80 G03X40 Z-20 R20;N90 G01 X50;N100 W-20;N110 G02 U0 W-25 R20;N120 G01 W-10;N130 G03 U0 W-24 R20;N140 G01 W-10;N150 X65;轮廓结束N160 G70 P60 Q150 F1;精车循环N170 G00 Z100;N180 M30;练习十133页图23 G73毛坯:33*200T0101:外圆车刀,Tool 1,刀片:三角形T0202:右割刀,宽度5,Tool 2O0011;N10 T0101 G99 M03;N20 G00 X50 Z100;N30 X33 Z2;循环起点N40 G73 U10 W1 R4 ;N50 G73 P60 Q120U1 W0.1 F1;粗加工循环N60 G00 X0 ;精车轮廓N70 G01 Z0;N80 G03X10.64 Z-3.22 R6;N90 G03X16.84 Z-42.23 R50;N100 G02X24 Z-72 R35;N110 G01 W-15;N120 X33;轮廓结束N130 G70 P60 Q120 F1;精加工循环N140 G00 X50 Z100;N150 T0202;N160 G00 X33 Z-87;N170 G75 R1;工件切断N180 G75 X0 Z-88 P2000 Q1000F0.1;N190 G00 X50 Z100;N200 M30;练习十一110页图4-38 G75毛坯:40*200T0101:割刀,宽度4,Tool 6主程序O0012N10 T0101 G99 M03;N20 G00 X44 Z100;N30 Z-5;切槽起点N40 M98 P030013;调用子程序三次N50 G00 X44 Z100;N60 M30;子程序O0013;N10 G00 W-20;向左移动20,循环起点N20 G75 R1;N30 G75 X25 W11 P3000 Q3500 F0.1;N40 G00 X44;N50 M99;练习十二114页图4-42 G76毛坯:68*200 T0101:外圆车刀,Tool 1T0202:割刀,宽度10,Tool 6T0303:螺纹刀,Tool 3P030560 Q100 R50P3720=0.62X6=3.72 Q=1800=1/2X3820 d=68-2X3.72=60.56 O0014;N10 T0101 G99 M03;N20 G00 X70 Z100;N30 X0 Z0;车削外圆N40 G01 X68 C4 F0.1;N50 Z-60;N60 G00 X70;外圆结束N70 Z100;N80 T0202;N90 G00 X70 Z-60;车削退刀槽N100 G01 X60 F0.1;N110 X70;N120 G00 X70 Z100;N130 T0303;N140 G00 X70 Z10;循环起点N150 G76 P030560 Q100 R50;螺纹循环N160 G76 X60.56 Z-55 P3720 Q1800 F6;N170 G00 X70 Z100;N180 M30;练习十三151页例一,二,宏程序毛坯:60*200T0101:外圆车刀,Tool 1 刀片:三角形O0015;N10 T0101 G99 M03;N20 G00 X60 Z100;计算1-10累计值N30 #1=0;计算累计值N40 #2=1;计算每次加数N50 IF[ #2 GT 10 ] GOTO90;N60 #1=#1+#2;累计值N70 #2=#2+1;更改加数N80 GOTO50;N90 G00X0 Z2;N100 G01 Z0 F0.1;N110 X#1;累计值N120 M00;观察#1累计值=55N130 Z-10;N140 #3=1;#3=1车削G02,#3=0车削G03 N150 IF[ #3 EQ 1 ] GOTO180;N160 G03 X#1 W-30 R80;N170 GOTO190;N180 G02 X#1 W-30 R80;N190G01 W-10;N200 G00 X60;N210 Z100;N220 M30;练习十四159页例一,宏程序图6-11毛坯:104*200 T0101:外圆车刀,Tool 1 刀片:矩形O0016;O0017;N10 T0101 G99 M03;N10 WHILE [ #26 GE 0 ] DO1;N20 G00 X104 Z100;N20 #24=2* #1/#2*SQRT [ #2*#2 -#26* #26 ];N30 Z2;N30 G01X[#24+#100] Z[#26+#101- #102] F1;N40 #1=50;短半轴N40 #26= #26- #23;N50 #2=2;背吃刀量N50 END1;N60 #100=1;X余量N60 M99;N70 #101=0.5;Z余量N80 #102=80;原点向右移动80N90 IF [ #1 LE 0 ] GOTO150;N100 #26=80/50*SQRT [50*50- #1*#1];计算每次车削终点N110 G90X [2*[ #1+ #100]] Z [#26+ #101- #102]F1;循环车削N120 G00 U-2*#2;起点前移一个背吃刀量N130 #1=#1- #2;调整切深一个背吃刀量N140 GOTO90;N150 G00 X0 Z0;粗车轮廓起点N160 G65 P0017 A50 B80 W2 Z80;粗车椭圆N170 G00 Z0;精车轮廓起点N180 G00 X0;N190#100=0;消除余量N200 #101=0;消除余量N210 G65 P0017 A50 B80 W2 Z80;精车椭圆N220 G00 X104 Z100;N230 M30练习十五162页例一,宏程序图6-14毛坯:34*200 T0101:外圆车刀,Tool 1 刀片:矩形O0018;主程序O0019;子程序N10 T0101 G99 M03;N10 WHILE [ #26 LE #6 ] DO1;N20 G00 X34 Z100;N20 #24=2* [SQRT [ 10*#26]+ #100];N30 Z2;抛物线方程:X=√(2PZ),焦距P=5N40 #1=15;终点半径N30 G01X#24 Z-[#26-#101] F1;√N50 #2=2;背吃刀量N40 #26= #26- 1;N60 #100=1;X余量N50 END1;N70 #101=0.5;Z余量N60 M99;N80 IF[ #1 LE 0 ] GOTO140;N90 #3= #1*#1/10;抛物线方程:Z=X*X/2*P,焦距P=5N100 G90X[2*[ #1+ #100]]Z-[#3- #101]F1;车削循环N110 G00 U-[2*#2];起点前移一个背吃刀量N120 #1=#1- #2;调整切深一个背吃刀量N130 GOTO80;N140 G00 X0 Z2;粗车轮廓起点N150 G65 P0019 K22.5 Z0;粗车椭圆N160 G00 Z2;精车轮廓起点N170 G00 X0;N180#100=0;消除余量N190 #101=0;消除余量N200 G65 P0019 K22.5 Z0;精车椭圆N210 G00 X34 Z100;N220 M30练习十六168页例一,宏程序图2)毛坯:110*300 T0101:外圆车刀,Tool 1 刀片:菱形35度,刀片边长=20O0020;主程序O0021;子程序N10 T0101 G99 M03;N10 WHILE [ #26 LE #6 ] DO1;N20 G00 X170 Z100;N20 #24=2* [#1/#2]*SQRT [#2*#2-#26*#26];N30 #1=0.5;X余量N30 IF [ #24+2*#100 ] GT 111 ] GOTO60;N40 #2=4;背吃刀量N40 G01X[#24+2*#100] Z[#26+#100/3] F1;N50 #100=30;后撤值N50 GOTO 70;N60 G00 X[2*#100]Z90;N60 G00X[#24+2*#100] Z[#26+#100/3];N70 IF[ #100 LE #1 ] GOTO140;N70 #26=#26-#23;N80 #100= #100-#2;N80 END1;刀尖小于111走G01调整后撤值N90 M99;刀尖大于111走G00N90 G65 P0021 A50 B80 K-60 W2 Z80;N100 W-20F1;N110 G02U44W-30R80;N120 G00Z100;N130 GOTO60;N140 G00 X0 Z90;精车轮廓起点N150 #100=0;消除余量N160 G65 P0021 A50 B80 K-60 W 2Z0;N170 W-20F1;N180G02U44W-30R80;N190 G00 X170 Z100;N200 M30;练习十七166页例一,宏程序图6-16毛坯:110*300 T0101:外圆车刀,To#100ol 1 刀片:菱形35度,刀片边长=20O0022;主程序O0023;子程序N10 WHILE [ #26 LE #6 ] DO1;N20 #3=2* [#1/#2]*SQRT [#2*#2-#26*#26];N30 #24=100 - #3 - #100;N40 IF [ #24 GT 101 ] GOTO70;N10 T0101 G99 M03;N50 G01 X#24 Z[#26-61] F1;N20 G00 X100 Z100;N60 GOTO80;N30 #1=0.5;X余量N70 G00 X#24 Z[#26-61];N40 #2=52-28;后撤值N80 #26=#26-#23;N50 #3=2;背吃刀量N90 END1;刀尖小于101走G01N60 #100=0;后撤值初值N100 M99;刀尖大于101走G00N70 G00 Z-21;粗车起点N80 IF [ #100 GE [#2-#1 ] ] GOTO120;N90 G65 P0023 A24 B40 K-40 W1 Z40;粗车程序N110 GOTO70;N120 #100=#2;后撤值,消除余量N130 G00 X100 Z-21;精车轮廓起点N140 G65 P0023 A24 B40 K-40 W1 Z40;精车程序N150 G00 X100 Z100;N160 M30;。