马钢板带类产品介绍
- 格式:pdf
- 大小:7.50 MB
- 文档页数:79
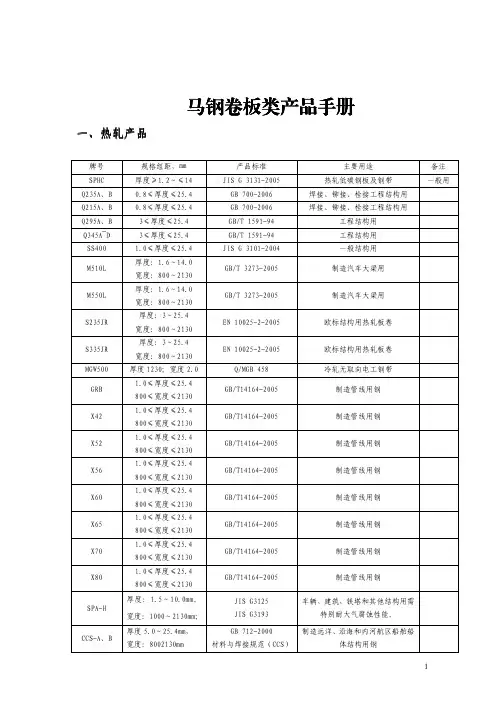
马钢马钢卷板类产品手册卷板类产品手册卷板类产品手册一、热轧产品热轧产品牌号 规格组距,㎜ 产品标准 主要用途 备注 SPHC 厚度≥1.2~≤14 JIS G 3131-2005 热轧低碳钢板及钢带 一般用Q235A、B 0.8≤厚度≤25.4 GB 700-2006 焊接、铆接、栓接工程结构用 Q215A、B 0.8≤厚度≤25.4 GB 700-2006 焊接、铆接、栓接工程结构用Q295A、B 3≤厚度≤25.4 GB/T 1591-94 工程结构用 Q345A~D 3≤厚度≤25.4 GB/T 1591-94 工程结构用 SS400 1.0≤厚度≤25.4 JIS G 3101-2004 一般结构用 M510L厚度:1.6~14.0 宽度:800~2130 GB/T 3273-2005制造汽车大梁用M550L 厚度:1.6~14.0 宽度:800~2130 GB/T 3273-2005 制造汽车大梁用S235JR 厚度:3~25.4 宽度:800~2130 EN 10025-2-2005 欧标结构用热轧板卷S335JR 厚度:3~25.4 宽度:800~2130 EN 10025-2-2005 欧标结构用热轧板卷 MGW500 厚度1230;宽度2.0 Q/MGB 458 冷轧无取向电工钢带 GRB1.0≤厚度≤25.4 800≤宽度≤2130 GB/T14164-2005制造管线用钢X42 1.0≤厚度≤25.4 800≤宽度≤2130 GB/T14164-2005 制造管线用钢X52 1.0≤厚度≤25.4 800≤宽度≤2130 GB/T14164-2005 制造管线用钢X56 1.0≤厚度≤25.4 800≤宽度≤2130 GB/T14164-2005 制造管线用钢X60 1.0≤厚度≤25.4 800≤宽度≤2130 GB/T14164-2005 制造管线用钢X65 1.0≤厚度≤25.4 800≤宽度≤2130 GB/T14164-2005 制造管线用钢X70 1.0≤厚度≤25.4 800≤宽度≤2130 GB/T14164-2005 制造管线用钢X80 1.0≤厚度≤25.4 800≤宽度≤2130 GB/T14164-2005 制造管线用钢SPA-H厚度:1.5~10.0mm。
马钢马钢卷板类产品手册卷板类产品手册卷板类产品手册一、热轧产品热轧产品牌号 规格组距,㎜ 产品标准 主要用途 备注 SPHC 厚度≥1.2~≤14 JIS G 3131-2005 热轧低碳钢板及钢带 一般用Q235A、B 0.8≤厚度≤25.4 GB 700-2006 焊接、铆接、栓接工程结构用 Q215A、B 0.8≤厚度≤25.4 GB 700-2006 焊接、铆接、栓接工程结构用Q295A、B 3≤厚度≤25.4 GB/T 1591-94 工程结构用 Q345A~D 3≤厚度≤25.4 GB/T 1591-94 工程结构用 SS400 1.0≤厚度≤25.4 JIS G 3101-2004 一般结构用 M510L厚度:1.6~14.0 宽度:800~2130 GB/T 3273-2005制造汽车大梁用M550L 厚度:1.6~14.0 宽度:800~2130 GB/T 3273-2005 制造汽车大梁用S235JR 厚度:3~25.4 宽度:800~2130 EN 10025-2-2005 欧标结构用热轧板卷S335JR 厚度:3~25.4 宽度:800~2130 EN 10025-2-2005 欧标结构用热轧板卷 MGW500 厚度1230;宽度2.0 Q/MGB 458 冷轧无取向电工钢带 GRB1.0≤厚度≤25.4 800≤宽度≤2130 GB/T14164-2005制造管线用钢X42 1.0≤厚度≤25.4 800≤宽度≤2130 GB/T14164-2005 制造管线用钢X52 1.0≤厚度≤25.4 800≤宽度≤2130 GB/T14164-2005 制造管线用钢X56 1.0≤厚度≤25.4 800≤宽度≤2130 GB/T14164-2005 制造管线用钢X60 1.0≤厚度≤25.4 800≤宽度≤2130 GB/T14164-2005 制造管线用钢X65 1.0≤厚度≤25.4 800≤宽度≤2130 GB/T14164-2005 制造管线用钢X70 1.0≤厚度≤25.4 800≤宽度≤2130 GB/T14164-2005 制造管线用钢X80 1.0≤厚度≤25.4 800≤宽度≤2130 GB/T14164-2005 制造管线用钢SPA-H厚度:1.5~10.0mm。

马钢冷轧薄板类产品目录·冷轧产品·镀锌产品一冷轧产品1. 产线介绍马钢现有4条冷轧薄板生产线,分别为一钢轧1780(罩式退火);四钢轧2130(连续退火);马钢合肥板材1#线(连续退火);马钢合肥板材2#线(连续退火)。
具体介绍如下:1.1 CSP→冷轧流程马钢薄板工程是国家第四批国债专项资金建设项目,也是马钢总投资150多亿元的“十五”结构调整系统工程的龙头项目之一。
该工程关键技术和设备从德国西马克-德马克、西门子、日本三菱-日立、意大利达涅利、澳地利艾百纳等公司引进,代表了当今世界先进的工艺技术装备水平。
薄板工程于2004年4月28日全部竣工投产,具有年产200万吨热轧薄板卷、150万吨冷轧薄板卷和35万吨镀锌板卷的生产能力。
冷轧产品规格为0.3-2.5×900-1575mm。
主要产品为CQ级SPCC、DC01;DQ级SPCD、DC03以及DDQ级SPCE、DC04产品。
产品可满足建筑、轻工、汽车及家电等行业的要求。
CSP连铸机热连轧机酸洗联轧机组罩式退火炉平整机纵切横切1.2 新区常规流程马钢新区从炼钢到冷轧、镀锌等全流程工程为国家批准的马钢“十一五”结构调整的重点工程项目,投资250亿元,2007年建成投产。
主要产品为500万吨高档薄板的现代化生产线。
产品定位在高质量的汽车用板、家电用板、管线钢、造船板等高档板材。
其中,连续退火机组将冷轧后带钢的清洗、退火、平整、精整等工序集中在一条作业线上,具有生产周期短,布置紧凑、便于管理、劳动生产率高以及产品质量优良等优点。
该机组设备由世界著名的冶金设备设计制造商V AI-CLECIM提供,并由欧洲著名钢铁联合企业奥钢联集团的V AIS(LINZ钢厂)提供技术支撑。
产品规格为0.25-2.5×900-2000mm。
主要产品为CQ~SEDDQ级软钢产品、低合金高强度钢以及烘烤硬化钢等。
1.3 马钢(合肥)板材厂冷板马钢(合肥)板材项目是经发改委批准的环保搬迁项目。
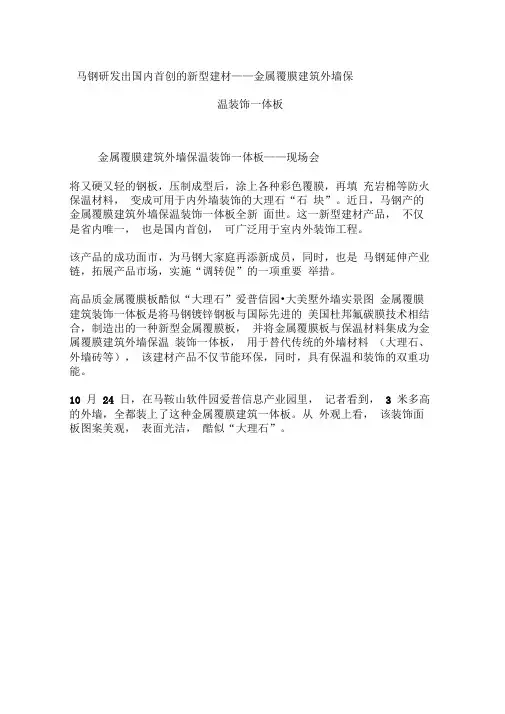
马钢研发出国内首创的新型建材——金属覆膜建筑外墙保温装饰一体板金属覆膜建筑外墙保温装饰一体板——现场会将又硬又轻的钢板,压制成型后,涂上各种彩色覆膜,再填充岩棉等防火保温材料,变成可用于内外墙装饰的大理石“石块”。
近日,马钢产的金属覆膜建筑外墙保温装饰一体板全新面世。
这一新型建材产品,不仅是省内唯一,也是国内首创,可广泛用于室内外装饰工程。
该产品的成功面市,为马钢大家庭再添新成员,同时,也是马钢延伸产业链,拓展产品市场,实施“调转促”的一项重要举措。
高品质金属覆膜板酷似“大理石”爱普信园•大美墅外墙实景图金属覆膜建筑装饰一体板是将马钢镀锌钢板与国际先进的美国杜邦氟碳膜技术相结合,制造出的一种新型金属覆膜板,并将金属覆膜板与保温材料集成为金属覆膜建筑外墙保温装饰一体板,用于替代传统的外墙材料(大理石、外墙砖等),该建材产品不仅节能环保,同时,具有保温和装饰的双重功能。
10 月24 日,在马鞍山软件园爱普信息产业园里,记者看到, 3 米多高的外墙,全都装上了这种金属覆膜建筑一体板。
从外观上看,该装饰面板图案美观,表面光洁,酷似“大理石”。
领导们莅临参观爱普信园•大美墅2015年,马钢与江苏欧邦塑胶有限公司合资组建马钢欧邦彩板科技有限公司(以下简称马钢欧邦),并正式落户马鞍山爱普软件园。
马鞍山爱普软件园为落户的马钢欧邦彩板科技有限公司提供工业设计和品牌推广服务,正在构架金属覆膜一体板产业联盟微信平台和网站。
江苏欧邦致力于材料表面涂装工艺技术标准的研究与开发,拥有160 多项发明专利和实用专利,拟开发钢铁、玻璃、塑料等13 个类别的贴膜产品。
美国杜邦公司授权江苏欧邦使用杜邦Tedlar 薄膜商标。
江苏欧邦获杜邦特能Tedlar )薄膜技术支持。
马钢欧邦生产的金属覆膜建筑装饰一体板,基板采用马钢彩钢板,经贴“膜”处理后,其档次明显优于彩涂工艺的彩钢板。
这将是一场彩钢板产品档次的全面升级。
可替代传统的外墙材料实现工厂化装配式建房10 月21 日,在马钢欧邦举行的新产品现场交流会上,与会的马鞍山市经信委、市规划局、市建管处、市重点局等部门和单位的相关领导和专家,一致看好马钢金属覆膜建筑装饰体板的市场前景。

“十一五”结构调整和技术改造2250热轧带钢工程介绍-热轧工艺部分马鞍山钢铁股份有限公司热轧工艺组十一五结构调整和技术改造2250热轧带钢工程介绍-热轧工艺部分马鞍山钢铁股份有限公司一、概述二、产品大纲三、工艺流程四、主要设备技术参数及功能五、PCFC简介六、钢卷运输线简介七、存在的问题一、概述马钢2250热轧工程的建设规模550万t/a,其中供2130冷轧原料225万吨,供1575冷轧原料40万吨,平整分卷机组80万吨,横切机组50万吨,其余为商品卷。
主要设备配置有:步进式加热炉3座、高压水除鳞机、压力定宽机一台、双机架四辊粗轧机组、废钢推出装置、保温罩、预留一台热卷箱、一台边部加热器、一台切头剪、精轧前高压水除鳞机、七机架CVC精轧机组、带钢层流冷却装置一套、三台地下卷取机、一条托盘式钢卷运输线含取样检查装置、一条平整分卷线、一条横切线以及与生产线相配套的电气自动化系统、水处理设施、液压润滑等辅助设施。
二、产品大纲生产钢种:普通碳素结构钢、优质碳素结构钢、超低碳钢、IF钢、低合金高强度结构钢、中碳合金钢、汽车结构钢、锅炉用钢、压力容器用钢、船用结构钢、桥梁钢、管线钢、DP钢、Trip钢等。
热轧原料规格:热轧线产品规格:板坯宽度:950-2150mm 带钢厚度: 1.2-25.4mm板坯厚度:230mm/250mm 带钢宽度:800-2130mm板坯长度:4800-12000mm 钢卷内径: 762mm标准板坯:230×10000mm 钢卷外径: 1000- 2150mm连铸坯单重:约7.75-45t 钢卷重量:最大45.0 t单位卷重:最大24kg/mm二、产品大纲-热轧卷按钢种分配表二、产品大纲-热轧卷按宽度分配方案三、工艺流程工艺方案-3座步进式加热炉―高压水除鳞机―压力定宽机―E1R1四辊可逆轧机―E2R2四辊可逆轧机―输送辊道和保温罩―废钢推钢机―热卷箱(预留)-边部感应加热器―曲柄切头剪―高压水除鳞机―FE1立辊轧机-7机架四辊不可逆精轧机组―输出辊道和层流冷却系统-3台地下卷取机―钢卷运输线及检查取样装置三、工艺流程示意图三、工艺流程描述加热好的板坯出炉后通过输送辊道输送,经过高压水除鳞装置除鳞后,将板坯送入定宽压力机进行最大为350mm侧压定宽,然后由辊道运送进入第一架四辊粗轧机进行3道次轧制,再进入第二架四辊可逆粗轧机进行3道次轧制,将板坯轧制成厚度约为30-60mm的中间坯,在各粗轧机前装有立辊轧机对中间坯的宽度进行控制;中间坯经中间保温辊道保温和边部感应加热器对边部温降进行补偿后,进入切头飞剪切除头尾,再由精轧高压水除鳞箱除去二次氧化铁皮,然后进入七机架精轧机进行轧制,达到最终的产品厚度;精轧机轧出的带钢在热输出辊道上,由高效的层流冷却系统将热轧带钢由终轧温度冷却到卷取温度进行卷取,完成后,卸卷小车把钢卷运至机旁打捆机处进行打捆,打捆完毕后,由钢卷运输系统将钢卷继续向后运送,经称重、标记后,分别运送到热轧钢卷成品库、冷轧原料库和精整原料库;需要检查的钢卷则由钢卷小车送到检查线,打开钢卷进行检查和取样后,再卷上,送回到钢卷运输系统,经打捆、称重、标记后分别送往热轧钢卷成品库、一冷轧原料库和精整原料库。
马鞍山钢铁股份有限公司冷轧电工钢产品说明书二零一零年九月目1 2 3 录前言................................................................................................ 1 生产工艺介绍 ........................................................................ 2 种类与主要用途 .................................................................... 3 全工艺无取向电工钢 ............................................................ 4 3.1 3.2 3.3 3.4 4 牌号 .............................................................................. 4 典型磁性能 .................................................................. 5 尺寸、外形、重量及允许偏差 .................................. 5 涂层 .............................................................................. 5 半工艺无取向电工钢 ............................................................ 6 4.1 4.2 4.3 牌号 .............................................................................. 7 典型磁性能 .................................................................. 7 尺寸、外形、重量及允许偏差 .................................. 8 5 6 7 包装......................................................................................... 9 消除应力退火 ........................................................................ 9 环保及相关权威检测结果 .................................................. 10 冷轧电工钢产品说明书前言马钢现有两条全工艺无取向电工钢连续脱碳退火生产线,具备 40 万吨/年生 产能力,产品的厚度为 0.50mm 和 0.65mm,宽度为 800mm~1200mm,并可以根 据用户要求定制。
课时教课计划程 :板生工任教 :王会.授目§ 1.1 板品特色、分及技要求教课设计形式授共 2,第1—2授班05 资料 1、 2、3授日期1、认识板材生技地展教 2、认识板品地特色学3、掌握板品地分及技要求目地要求重板地技要求点板材品地分方法点一 . 新引入⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5< 分)堂二 . 教课设计内容⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯40<分)§ 1.1 板品特色、分及技要求构一、板品地外形、使用与生特色⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯8<分)及二、板材地分及技要求⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯30<分)三 . 堂小⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯3< 分)四 . 部署作⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯2< 分)分五 . 参照料⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯2< 分)配六 . 后领会教案过程及教案内容[新课引入 ]轧制产品依据断面形状分为型钢、板带钢、钢管及特别种类钢材四大类 .板带钢由于外形拥有可裁剪、拼合、曲折、冲压及护盖包容能力地特色被宽泛应用 ,同时还由于其断面形状简单 ,便于采纳高速度、自动化和连续化地先进生产方法 ,以致该产品在钢材总产量中所占比率和地位不停提升 ,是冶金工业发展水平川标记 ,也反应了一个国家工业发展地水平 .[教课设计内容 ]绪论板带钢生产技术发展地主要趋向和特色:1.热轧板带材短流程、高效率化.该技术发展分为三个层次:(1)惯例生产工艺地改革 <解说什么是惯例生产工艺)主要表现:采纳连铸板坯进行直接热装与直接轧制技术,简化工艺、缩短流程、利用冶金能源等.(2)薄板坯连铸连轧技术 .<主要生产方式)80 年月末期由法国西马克企业开发 <CSP 工艺) ,在美国建成投产 , 其技术特色是由连铸机生产 15~ 50<75) mm 地薄板坯 ,后来与轧机连结进行直接轧制 ,构成由钢水快速直接生产热带卷地连铸连轧系统 ,该项技术最有名 .后期 ,德国德马克 <ISP 工艺)、意大利达涅利(FTSR 工艺 >都开发了该技术 .(3)薄带连续铸轧技术 .<开发阶段 ,在有色金属上已推行)技术特色是在结晶器下口直接进行轧制 .2.生产过程连续化比如:热轧生产实现了连续轧制<热轧带钢)、连铸连轧;冷轧生产实现了全连续冷连轧 <无头轧制)、酸洗和冷轧地结合、酸洗-冷轧-脱脂-退火-精整地大结合 .第一条大结合 86 年在日本投产 .3.采纳自动控制不停提升产品精度和板形质量板带生产地主要指标是:厚度精度和板形<平直度) .采纳技术:液压厚度自动控制、高效控制板形地轧机、计算机技术地应用 .4.开发研究不对称轧制技术不对称地种类;轧制速度不对称、轧辊直径地不对称、驱动地不方法手段引出新课激发兴趣引出先进生产技术与型钢比较进行介绍强调主要分类方法突出重点注意总结概括对称、辊面系数地不对称、轧制资料<复合板)地不对称等 .开发地目地:大幅度降低轧制压力;增大压下量,减少道次与轧程<冷轧有轧程)、;生产薄带.5.发展合金钢种及控制轧制、控制冷却与热办理技术目地:提升钢材地性能 .§1.1 板带产品特色、分类及技术要求一、板带产品地外形、使用与生产特色板带钢:钢板 <单张)和带钢 <成卷)地总称 .1.外形特色:扁平、宽厚比大、表面积大 .1.2.使用特色: <1)包含覆盖能力强 <做容器); <2)可随意裁剪、曲折、冲压、焊接 <做制品构件); <3)利用其为原料生产型钢、钢管 .2.3.生产特色:3.<1)平辊 <带辊型)轧出 ,调整方便 ,易自动化;4.<2)形状简单 ,可成卷生产 ,易实现连轧 .<3)轧制压力很大 <计算公式) , 轧机设施复杂 , 控制技术困难 .二、板带钢地分类及技术要求1.板带钢地分类<1)按厚度分类 <我国主要):厚板:包含中板<4~20mm)、厚板<20~60mm)、特厚板 <大于 60mm) , 可厚至 500 以上;薄板:厚度为0.2 ~ 4mm;极薄带 < 箔材):厚度小于0.2mm, 最薄可达0.001mm.国际上可分为厚板和薄板两类:厚度不大于3mm地称为薄板 ,厚度大于 3mm地称为厚板;<2)按产品宽度分类 <带钢)窄带钢:宽度小于600mm;宽钢带:宽度不小于600mm两类 .<3)按用途分类造船板、锅炉板、汽车板、镀层板<镀锡、镀锌)、电工钢板、深冲板、焊管坯、耐酸耐热板等.<4)按钢种分类:合金钢、低合金钢、不锈钢、碳素钢等.2.板带钢技术要求板带钢地产品标准:是拟订生产地依照 . 包含:品种规格标准:尺寸、外形及同意误差 .技术条件:机械性能、工艺性能、化学成分、金相组织、交货状态<热办理状态)等 .实验标准:实验项目、取样方法、实验方法等.交货标准:包装、标记及质量说明书等.技术要求:板带钢主要技术要求有四个方面<1)尺寸精度要求高板带钢尺寸精度包含厚度精度、宽度精度 , 关于横切钢板应包含长度精度 .对板带钢尺寸精度影响最大地尺寸精度主假如厚度精度 , 由于它不单影响到使用性能及后步工序 , 并且在生产中难度最大 . 别的厚度误差对节俭金属影响很大;力求按负公差轧制 <负公差轧制地长处:节俭金属;减少构件重量) . <2)板形要好板形要平展 , 无浪形瓢曲 .比如 , 对一般中厚板每 M 长度上地瓢曲度不得大于 15mm,优良板每 M长度上地瓢曲度不得大于 10mm因.此对板带钢地板形要求是比较严地 . 可是由于板带钢既宽且薄 , 对不平均变形地敏感性又特别大 , 所以要保持优秀地板形就很不简单 . 板带愈薄 , 其不平均变形地敏感性越大 , 保持优秀板形地困难也就愈大 . 明显 , 板形地不良根源于变形地不均 , 而变形地不均又常常以致厚度地不均 , 所以板形地利害常常与厚度精准度也有着直接地关系 .<3)表面质量要好板带钢是单位体积地表面积最大地一种钢材, 又多用作外头构件 , 故一定保证表面地质量 . 不论是厚板或薄板表面皆不得有气泡、结疤、拉裂、刮伤、折叠、裂痕、夹杂和压入氧化铁皮 , 由于这些缺点不单伤害板制件地外观 , 并且常常败坏性能或成为产生破碎和锈蚀地策源地 , 成为应力集中地单薄环节 . 比如 , 硅钢片表面地氧化铁皮和表面地光洁度就直接败坏磁性 , 深冲钢板表面地氧化铁皮会使冲压件表面粗拙甚至开裂 , 并使冲压工具快速磨损 , 至于对不锈钢板等特别用途地板带 , 还可提出特别地技术要求 .<4)性能要好板带钢地性能要求主要包含机械性能、工艺性能和某些钢板地特别物理或化学性能 .一般构造钢板只需求具备较好地工艺性能, 比如, 冷弯和焊接性能等 , 而对机械性能地要求不很严格 . 关于重要用途地构造钢板 ,则要求有较好地综合性能 , 即除了要有优秀地工艺性能、强度和塑性之外 , 还要求保证必定地化学成分 , 保证优秀地焊接性能、常温或低温地冲击韧性 , 或必定地冲压性能、必定地晶粒组织及各向组织地平均性等等 .除了上述各样构造钢板之外 , 还有各样特别用途地钢板 , 如高温合金板、不锈钢板、硅钢片、复合板等 , 它们或要求特别地高温性能、低温性能、耐酸耐碱耐腐化性能 , 或要求必定地物理性能 ( 如磁性>等.以上概括起来就是“ 尺寸精准、板形好 , 表面光洁、性能高”[讲堂小结 ]经过本次课程地学习知道该课地重要性 , 认识板带钢地发展方向 , 要点掌握板带钢地分类方法及技术要求 .[部署作业 ]1.板带钢按厚度可分为那几类?2.对板带钢有哪些技术要求?[参照资料 ]《热连轧带钢生产》 --- 冶金工业第一版社《中厚板生产》 --- 冶金工业第一版社《轧钢生产 3000 问》 --- 冶金工业第一版社[课后领会 ]绪论板带钢生产技术发展地主要趋向和特色:1.热轧板带材短流程、高效率化 .惯例生产工艺地改革薄板坯连铸连轧技术薄带连续铸轧技术2.生产过程连续化比如:热轧生产实现了连续轧制 <热轧带钢)、连铸连轧冷轧生产实现了全连续冷连轧 <无头轧制)、酸洗和冷轧地结合、酸洗-冷轧-脱脂-退火-精整地大结合 .3.采纳自动控制不停提升产品精度和板形质量板带生产地主要指标是:厚度精度和板形 <平直度) .采纳技术:液压厚度自动控制、高效控制板形地轧机、计算机技术地应用 . 4.开发研究不对称轧制技术5.发展合金钢种及控制轧制、控制冷却与热办理技术目地:提升钢材地性能 .§ 1.1 板带产品特色、分类及技术要求二、板带产品地外形、使用与生产特点板带钢:钢板<单张)和带钢<成卷)地总称 .1.外形特色:扁平、宽厚比大、表面积大 .2.使用特色:5.3.生产特色:6.<1)平辊 <带辊型)轧出 ,调整方便 ,易自动化;7.<2)形状简单 ,可成卷生产 ,易实现连轧.<3)轧制压力很大 <计算公式) , 轧机设施复杂 , 控制技术困难 .二、板带钢地分类及技术要求1.板带钢地分类国际上可分为厚板和薄板两类:厚度不大于 3mm地称为薄板 , 厚度大于 3mm地称为厚板;<2)按产品宽度分类 <带钢)窄带钢:宽度小于600mm;宽钢带:宽度不小于 600mm两类 .2.板带钢技术要求<1)尺寸精度要求高板带钢尺寸精度包含厚度精度、宽度精度 , 关于横切钢板应包含长度精度 .<2)板形要好板形要平展 , 无浪形瓢曲 .<3)表面质量要好<4)性能要好总结:“ 尺寸精准、板形好 , 表面光洁、性能高”。

1板带钢:宽厚比很大的扁平实心断面钢材2板带产品的使用特点:1)可任意裁剪、弯曲、冲压、焊接,制成各种产品物件,使用灵活方便2)可弯曲、焊接成复杂断面型钢、管钢、大型的槽钢、工字钢等3)表面积大,包容、覆盖能力强3板带材的生产特点:1)平辊轧制,产品规格简单、调整方便,易于全面计算控制,自动化生产2)形状简单,可成卷或板3)轧制力大,产品的厚度、宽的尺寸及板型难以控制4按规格分为1)中厚板:特厚板:60-160mm;厚板:20-60mm;中板:4-20mm;2)薄板(带钢):0.2-4mm。
5特厚板及中厚板:造船板:代号C,常见厚度4-32mm;锅炉板:g,常见厚度8-32;桥梁板:q,常见厚度8-60;容器板:R,4-38,。
6冷轧带钢:1)涂层板:特点:防锈,装饰美观;用途:建筑材料内外衬板,玩具容器2)压印花纹板:特点:表面凸凹(50-100),分单面压花和两面压花;用途:汽车内装饰,家电,钢制家具3)低级电工用板:特点:铁损值、磁通密度比冷轧板好,无取向性(指晶粒中晶格的取向);用途:烟筒4)高强度板:加工性能良好,能保证高抗拉强度,一般加Ti、V、Ni,加工过程中特殊处理;用途:汽车用内外衬板5)镀锌板:俗称白铁皮,防氧化;用途:为涂层板原料6按化学成分分:1)普通碳素钢板a按技术条件分为:甲类钢,A,保证机械性能;乙类钢,B,保证钢板的化学性能;特类钢,C,保证机械化学性能;b按含碳量分:低碳钢:C<0.25%;中碳钢:C=0.25%-0.6%;高碳钢:C>0.6%;2)优质碳素结构钢:a普通含锰钢:Mn:0.5%-0.8%;根据含碳量多少分:8、10、20等;号钢:例10号钢平均含碳量0.1%;b高含锰量:0.8-1.2%;叫法:普通含锰钢后+Mn,例10Mn。
3)碳素工具钢:钢号头+T,数字以含C千分数表示,后+A表面P、S含量不超过0.04%的优质钢;例:T8A,表示含C0.8%的优质碳素工具钢4)普通低合金钢:含C:0.1-0.2%,一定量的Mn、V、Ti、Si、Nb等;例:16Mn,09SiV,10MnTi,20MnSiV;5)合金钢:按合金元素含量分:低合金钢<3.5%;中合金钢=3.5-10%;高合金钢>10%;7单张轧制生产:中厚板生产:厚度很大只能单张生产;轧机布置:单机架和双机架8板带钢技术要求:尺寸精确,板形好,表面光洁,性能高9负公差轧制:在产品标准中,规定了钢材厚度尺寸的波动范围,即允许实际尺寸和公称尺寸之间有一定偏差,因此成品钢材按小于公称尺寸轧制10性能高:机械性能、工艺性能、物理化学性能:时效敏感性,电磁性、组织性能:细小均匀11中厚板轧机型式:1)二辊可逆式轧机优点:低速咬入,高速轧制,以增加压下量,提高产量,可变速,可逆运转,具有初轧机功能;缺点:轧机刚性差,辊形磨损剧烈,通过换辊补偿不便,板精度差2)三辊劳特式轧机优点:采用交流感应电机传动,往复轧机,弃用大型直流电机;可显著降低轧制力,能耗;中辊更换方便,中辊采用不同的凸度来补偿上下辊的磨损,产品精度和轧制寿命提高;缺点:咬入能力弱,轧机刚性低,不能生产宽厚的产品3)四辊轧机优点:轧制过程中可以调速,低速咬入,升速轧制,降速抛钢;工作辊直径较小,可减小轧制力,能耗降低;支承辊直径很大,牌坊立柱面积大,轧机刚度大,可保证产品尺寸精度;缺点:造价高,有些工厂只做精轧机使用4)万能轧机:在轧机一侧或两侧有立辊;立辊作用:清除钢锭的锥度,轧边、齐边;优点:生产齐边钢材,不用切边,降低了金属消耗,提高产率成材率,适用轧件宽厚比<60-70,热轧、粗轧阶段适用。

热连轧钢板产品简介1 、热连轧钢板产品简介:热连轧钢板、带产品,是以板坯(主要为连铸坯)为原料,经加热后由粗轧机组及精轧机组制成带钢。
从精轧最后一架轧机出来的热钢带通过层流冷却至设定温度,由卷取机卷成钢带卷,冷却后的钢带卷,根据用户的不同需求,经过不同的精整作业线(平整、矫直、横切或纵切、检验、称重、包装及标志等)加工而成为钢板、平整卷及纵切钢带产品。
由于热连轧钢板产品具有强度高,韧性好,易于加工成型及良好的可焊接性等优良性能,因而北广泛应用于船舶、汽车、桥梁、建筑、机械、压力容器等制造行业。
随着热轧尺寸精度、板形、表面质量等控制新技术的日益成熟以及新产品的不断问世,热连轧钢板、带产品得到了越来越广泛的应用并在市场上具有越来越强的竞争力。
一般说明热连轧钢板产品,钢种规格品种繁多,用途广泛,从一般的工程结构至汽车、桥梁、船舶、锅炉压力容器等制造,都得到大量使用。
各种不同用途,对钢板的材质性能、表面质量及尺寸、外形精度等要求也各不相同,因此,必须对热轧钢板产品的品种、材质、特性及其用途有所了解,才能做到经济、合理利用。
2 、力学性能考虑要点力学性能名词术语( 1 )力学性能:钢板的力学性能式指钢板在受力作用下所显示与弹性或非弹性反应相关或涉及应力——应变关系的性能。
抗拉强度、屈服点、伸长率及冲击吸收功是表示热轧钢板力学性能的主要指标。
其大小表示钢材抵抗各种作用的能力的大小,是评定钢板材料质量的主要判据,也是钢板制件设计时选材和进行强度计算的主要依据。
( 2 )力学性能实验:测定热轧钢板力学性能的实验主要有拉伸试验及冲击试验等。
( 3 )屈服强度:试样在拉伸过程中,负荷不增加或开始有所降低而试样仍能继续伸长(变形)时的应力。
钢材的屈服强度愈低,产生永久变形所需的力愈小,即愈容易成形加工。
( 4 )抗拉强度:试样拉伸时,在拉断前所承受的最大应力。
当材料所受的外应力大于其抗拉强度时,将会发生破裂,因此,钢板材料的抗拉强度愈大,则表示它愈能承受大的外应力而不断裂。
内容提要1马钢绿色环保产品开发简介2 马钢批量供货家电产品介绍3 马钢与家电产业的合作4 产品承诺书5 装备先进的板带生产线6 马钢销售服务体系1马钢绿色环保产品开发简介家电产品、所使用原材料中RoHS指令规定禁止对象物质RoHS物質測定方法5六种有害物质是指铅(Pb)、汞(Hg)、镉(Cd)、六价铬(Cr6+)和聚溴联苯(PBB)、聚溴二苯醚(PBDE);欧盟及其主要国家对六种限制有害物质的最大限量值见表:铅(Pb) 汞(Hg)镉(Cd) 六价铬(Cr6+)聚溴联苯(PBB)聚溴二苯醚(PBDE)10001000100100010001000表RoHS指令对六种有害物质的最大限量值单位:ppm4/23/2010日本钢铁企业的动向-CGL -7日本钢铁企业的动向-CCL -8的转化三价铬处理皮膜中Cr3+→Cr6+9无铬药剂的性能钝化膜镀锌层耐指纹膜镀锌层10热镀锌产品及应用牌号 无铬耐指纹热镀锌钢板 备注 IT制造业MA STEEL2008~2009年度SGS检测报告热镀锌产品及应用MA STEEL2009年度REACH检测报告彩涂家电产品及应用牌号 TJDC1 备注 用于一般性加工应用领域MA STEEL微波炉DVD 热水器 冰箱侧板彩涂家电产品及应用牌号 TSUN-1 备注 专用于太阳能热水器领域MA STEEL太阳能外壳彩涂家电产品及应用牌号 TDX51D-C1 备注 专用于花纹热转印加工领域MA STEEL彩涂家电产品及应用牌号 TMCJD1 备注 用于对耐腐蚀性、加工性要求一般的领域MA STEEL电脑机箱彩涂家电产品及应用牌号 TMCJD2 备注 用于对表面质量、加工性要求较高的领域MA STEEL冰箱面板冷柜面板彩涂家电产品及应用牌号 TJDC1 备注 用于一般性加工应用领域MA STEEL热水器微波炉彩涂家电产品及应用牌号 TJDC2 备注 用于对冲压、折弯要求较高的领域MA STEEL洗衣机饮水机空调外机彩涂家电产品及应用牌号 XZB-1 备注 用于制作白板等书写板MA STEEL马钢重要的涂镀产品合作伙伴产量:90万吨/年产品大纲:深冲钢;加磷强化钢;烘烤硬化钢;低合金高强钢;DP钢;TRIP钢。
马钢马钢螺、线类产品螺、线类产品螺、线类产品手册手册手册1、主要产品介绍牌号 订货标准 标准名称 用途 应用领域 备注HRB335 GB1499-1998钢筋混凝土用热轧带肋钢筋钢筋混凝土。
建筑用钢。
HRB400 GB1499-1998 钢筋混凝土用热轧带肋钢筋钢筋混凝土。
建筑用钢。
Q235GB/T 701-1997 低碳钢热轧园盘条 拉丝、建筑及其它一般用途。
民用、建筑 合同中注明用途:L表示拉丝用;J表示建筑及其它用途。
1008ASTM A510M-91 Q/MGB461-2003 拉丝用低碳低硅热轧盘条拉丝民用45# GB/T4354-94优质碳素钢热轧盘条镀锌钢丝、钢绞线、钢丝绳电力、机械SWRCH8A SZ200301001(第四版)低碳冷镦钢系列热轧盘条试制技术条件 4.8级紧固件 紧固件SWRCH22ASZ200301003(第四版)自攻螺钉钢系列热轧盘条试制技术条件6.8级自钻自攻螺钉紧固件SWRCH35KSZ200301002(第四版) 中碳冷镦钢技术条件8.8级紧固件 紧固件SWRCH35KMSZ200401005(第五版) 免退火SWRCH35K-M冷镦钢技术条件8.8级紧固件 紧固件CH35A-MSZ200701027(第一版) 大规格免退火冷镦钢CH35A-M 技术条件8.8级紧固件 紧固件MFT8SZ200501001(第四版)非调质冷镦钢盘条技术条件8.8级紧固件 紧固件ML40Cr SZ200301004(第四版)中碳合金冷镦钢系列热轧盘条技术条件 10.9级紧固件 紧固件SCM435SZ200301004(第四版)中碳合金冷镦钢系列热轧盘条技术条件 12.9级紧固件 紧固件2、部分产品的质量标准部分产品的质量标准((参考指标参考指标))2.1.1、、棒材类产品棒材类产品力学性能牌号 公称直径amm R eL (R p0.2) MPa R m MPaA % 弯曲试验 180°弯心直径 HRB335 12-25 28-40 ≥335 ≥490 ≥16 3 a 4 a HRB40012-25 28-40≥400≥570≥143 a4 a2.2.2、、线材类产品线材类产品SWRCH8A、 SWRCH22A、SWRCH35KM 保证1/3冷镦合格;SWRCH35K、 CH35A-M 、MFT8 、ML40Cr、SCM435保证1/2冷镦合格。
马钢简介马钢是中国特大型钢铁联合企业和重要的钢材生产基地,隶属安徽省管辖,主营业务为黑色金属冶炼及其压延加工与产品销售、钢铁产品延伸加工、矿产品采选、建筑、设计、钢结构、设备制造及安装、技术咨询及劳务服务等,其中钢铁生产业务集中于马鞍山钢铁股份有限公司。
截至2009年底,公司具备1600万吨钢配套生产能力,员工近6万人,总资产761亿元。
马钢前身是成立于1953年的马鞍山铁厂。
1958年,马鞍山钢铁公司成立。
1993年,马钢进行股份制改制,分立为马鞍山马钢总公司和马鞍山钢铁股份有限公司。
1998年,马鞍山马钢总公司改制为马钢(集团)控股有限公司。
在50多年的发展历程中,马钢为中国钢铁工业发展作出了独特贡献:中国第一个火车车轮轮箍生产厂、第一套高速线材轧机、第一条热轧大H型钢生产线、钢铁行业第一只面向全球发行的股票都诞生在这里。
马钢现拥有世界一流的冷热轧薄板、镀锌板、彩涂板、大小H型钢、高速线(棒)材、高速车轮等生产线,主体装备实现大型化和现代化,70%的工艺装备达到世界先进水平,形成了独具特色的"板、型、线、轮"产品结构。
产品出口到50多个国家和地区,广泛应用于航空、铁路、海洋、汽车、家电、造船、建筑、机械制造等领域及国家重点工程,其中H型钢、车轮产品为"中国名牌"产品。
一,马钢第一炼钢厂马鞍山钢铁公司第一炼钢厂位于雨山区,东靠宁芜公路,西连马钢第三炼钢厂,北接马钢机修厂,南邻马钢中板厂和初轧厂,全厂占地面积24万平方米.第一炼钢厂原属车轮轮箍厂的平炉车间,1963年5月正式建厂.同年10月31日13时炼出第一炉平炉钢水.到1985年,一钢厂有炼钢,铸锭,整模,原料,整锭,筑炉,除尘,机修8个生产车间(队)和18个科室.职工1403人,其中工人1066人,技术人员72人,管理人员95人,服务人员108人,其他人员62人.年末固定资产原值4591.70万元.该厂产品共40个钢种,主要有车轮轮箍钢,普通碳素钢,优质碳素结构钢,低合金钢,轻轨钢,船板钢等;钢锭有圆锭,扁锭,方锭;副产品有水淬钢渣.主要设备有:185吨双枪顶吹氧固定式碱性平炉2座,炉底面积分别为63平方米,66平方米.第一炼钢厂现有固定资产原值4592万元,生产设备170台,各种电机431台,生产设备总重量约4158.67吨.全厂设备完好率95.19%.二,马钢第二炼钢厂马鞍山钢铁公司第二炼钢厂位于金家庄区杨家山附近,东邻马钢二铁厂和铁合金厂,西与东风村,幸福村毗连,南与幸福路相接,北靠马钢第二轧钢厂,全厂占地面积16.20万平方米.第二炼钢厂于1959年3月7日从马钢二厂划出正式成立.其后一度更名为马钢公司钢铁厂.第二炼钢厂的主要产品有转炉钢,电炉钢,钒渣,冶金白云石和焦油白云石炉衬砖5种.转炉钢和电炉钢锭供给马钢第二轧钢厂,第三轧钢厂,车轮轮箍厂,中板厂作原料轧材.钒渣供给马钢铁合金厂,上海第二冶炼厂提炼纯五氧化二钒.锻烧白云石耐火材料供给马钢各钢厂,机修厂砌筑炉衬和补炉使用.从投产以来,已生产普通碳素钢,低合金钢,合金工具钢,合金结构钢,不锈钢,特殊钢等113个品种,14种规格的产品.第二炼钢厂主要生产设备有:9吨氧气顶吹转炉3座,8吨侧吹转炉1座,5吨电炉3座,连续铸坯机2台,其中R5250连铸机1台,水平连铸机1台,55立方米竖窑2座.三,马钢第三炼钢厂马鞍山钢铁公司第三炼钢厂位于西山脚下,东邻马钢第一炼钢厂,南北紧接马钢初轧厂和焦化厂,占地面积约80万平方米,生产厂房建筑面积9.5万平方米第三炼钢厂正式成立于1978年,从筹建到投产历时10年.第三炼钢厂投产初期,只冶炼普通低碳钢和沸腾钢.1981年试产低合金钢,船用钢.从1983年开始,低合金钢产量已占钢产量15%,同时还生产中高碳钢种,包括45号优质钢,55Q轻轨钢.到1985年,产品品种达28个,4种规格,累计生产过的产品品种有35种,6种规格.主要品种有BY1~BY4,20MnSi,20MnSiV,25MnSiV,16Mn,55Q等钢种,并生产冶金石灰.主要设备有:50吨氧气顶吹转炉3座,年产钢设计能力120万吨,R5.25米四机四流弧型小方坯连铸机1套,年生产能力25万吨,600吨混铁炉2座,250立方米石灰竖窑3座,175吨脱锭吊车1台,125吨吊车2台,100吨吊车5台以及带液力偶合器的800千瓦转炉除尘风机3台等.全厂有生产设备386台套,总重量约6729吨,动力机械总数量939台,动力机械总能力19571千瓦.主要车轮产品简介.GE-P3车轮:出口美国通用电器公司的系列产品之一,按美国AAR标准生产。