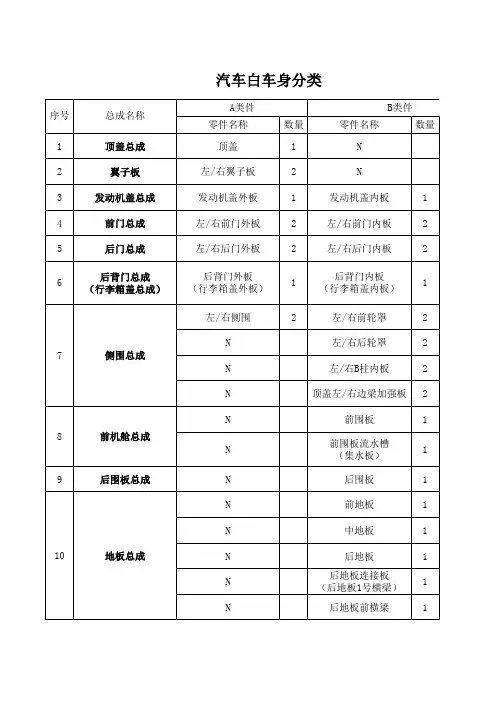
1-1车身的分类及组成
- 格式:docx
- 大小:119.39 KB
- 文档页数:2
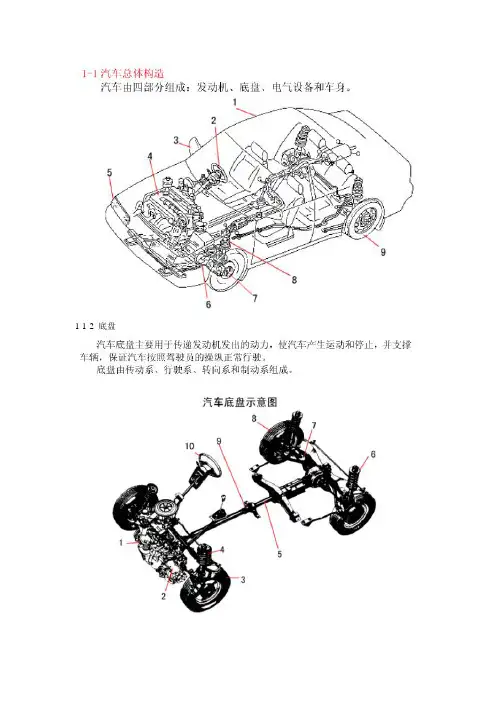
1-1-2 底盘1.发动机——将燃料燃烧的热能转化为机械能,是汽车行驶的动力源。
2.底盘——接受发动机的动力,使汽车正常行驶。
由传动系、行驶系、转向系和制动系组成。
(1)传动系——将发动机的动力传到驱动轮。
由离合器、变速器、万向传动装置、驱动桥等组成。
(2)行驶系——安装部件、支承全车并保证行驶。
由车架、车桥、车轮和悬架等组成。
(3)转向系——保证汽车按驾驶员选定的方向行驶。
由转向器和转向传动机构组成。
(4)制动系——使汽车能减速以至于停车,并保证驾驶员离去后汽车能可靠停驻。
3.车身——用以安置驾驶员、乘客或货物。
客车和轿车是整体车身;普通货车车身由驾驶室和货箱组成。
4.电气设备——-由电源和用电设备组成,包括发电机、蓄电池、起动系、点火系以及汽车的照明、信号装置和仪表等。
此外,在现代汽车上愈来愈多地装用各种电子设备:微处理机、中央计算机系统及各种人工智能装置(自诊、防盗、巡航、防抱死、车身高度自调等),显著地提高了汽车的使用性能。
按照传统划分,汽车通常由:发动机、底盘、车身、电气设备四个部分组成。
一、发动机――是把某一种形式的能量转变成机械能的机器。
现代汽车所使用的发动机多为内燃机,内燃机是把燃料燃烧的化学能转变成热能,然后又把热能转变成机械能的机器,并且这种能量转换过程是在发动机气缸内部进行的。
即:内燃机:燃料化学能→热能→机械能汽车上使用的内燃机主要有汽油机和柴油机(按燃料分)。
现今汽车广泛采用往复活塞式内燃机。
发动机总体构造(两大机构+五大系统)两大机构――曲柄连杆机构和配气机构五大系统――供给系、点火系、冷却系、润滑系、起动系柴油机是压燃的,不需要点火系。
二、汽车底盘汽车底盘组成包括传动系、行驶系、制动系和转向系四部分。
1、传动系---将发动机的动力传到驱动轮。
包括:(1)离合器---实现传动的结合与分离,起步、换档;过载保护。
(2)变速器---改变系统传动比,适应行驶需要;空档;倒档。



尾灯座板前段-左焊接方螺母背门气弹簧安装板-左焊接方螺母侧围分总成左C柱加强板总成左后侧围内板总成左后侧围内板一级总成左前门限位器加强板焊接方螺母前门上铰链加强板-左焊接方螺母前门下铰链加强板-左焊接方螺母发罩铰链螺母板焊接方螺母焊接方螺母前侧围加强板总成左前轮罩上边外板后延伸板-左焊接方螺母翼子板上安装1号支架焊接方螺母翼子板上安装2号支架-左焊接方螺母车门锁环安装螺母板焊接方螺母侧碰传感器加强板-左焊接方螺母B柱加强板-左焊接方螺母B柱中部支撑板-左焊接方螺母门槛边梁外板总成左门槛边梁隔板门槛边梁隔板支撑板侧围总成右(略)雨刮安装支架-左焊接方螺母焊接方螺母空调进气口挡水板安装支架焊接方螺母白车身骨架总成弹簧支座加强板-左前轮罩纵梁总成-左发动机舱总成前挡泥板总成-左翼子板前安装支架-右焊接方螺母翼子板前安装支架连接板总成-右翼子板前安装支架连接板-右焊接方螺母前轮罩前延伸板-左焊接方螺母前纵梁总成-左前纵梁一级分总成-左前纵梁内板总成-左前悬置梁前安装板-左焊接六角螺母前悬置梁后安装板-左焊接六角螺母前纵梁二级分总成-左前纵梁后延伸梁总成-左下车身焊接总成前纵梁外板前延伸板总成-左前纵梁外板总成-左前轮罩纵梁总成-右(略)仪表板安装支架-左焊接方螺母A柱下内板-左焊接方螺母仪表板管梁侧安装支架-左焊接方螺母前地板梁架总成-左前排座椅安装加强板焊接方螺母前排座椅安装加强板焊接方螺母前地板及梁架总成焊接方螺母安全气囊ECU安装板承面凸焊螺栓焊接方螺母备胎安装支架焊接方螺母后地板及梁架总成后纵梁后安装板焊接方螺母消音器后安装支架消音器后挂钩排气管支架挡片(自制)后纵拉力杆支架二级总成-左。
车身结构设计规范1.范围本规范归纳了白车身结构设计的一些基本方法和注意事项。
2. 规范性引用文件下列文件对于本文件的应用是必不可少的。
凡是注日期的引用文件,仅注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文本。
GB 20182 商用车驾驶室外部突出物GB 15741 汽车和挂车号牌板(架)及其位置,汽车罩(盖)锁系统GB 11568 汽车罩(盖)锁系统3.工艺要求:3.1、冲压工艺要求3.1.1 在设计钣金件时,应使钣金件有拔模角度,最小3度。
如果拉延深度越大拔模角度需要越大,如果有负角的话,就必须增加一道整形工序,大大增加成本。
3.1.2在设计钣金件时,对于影响拉延成型的圆角要尽可能放大,原则上内角R≥5,以利于拉延成型;对于折弯成型的圆角可以适当放小,原则上R≈3即可,以减小折弯后的回弹。
3.1.3在设计钣金件时,考虑防止成型时起皱,应在适当的地方(如材料聚集处)布置工艺缺口,或布置工艺凸台、筋。
3.1.4孔与孔,孔与边界距离应大于2t(t=钣金料厚),若在圆角处冲孔,孔与翻边的距离应大于R+2t。
开孔时尽量不要开在倒角面上,以避免模具刃口早期磨损。
3.1.5 三面或多面交汇的尖角处在倒圆时应尽量倒成球形。
3.2 焊接工艺要求3.2.1 焊接搭接边重叠部分的宽度一般在14—16mm为佳,最小不小于12mm;3.2.2考虑焊接时应考虑焊接工具的接近性。
3.2.3对于无法焊接的内板,可以考虑开焊接工艺过孔,一般要求Φ30以上;3.2.4焊点的距离一般是60-80mm,2.2.5 如果焊接处对于防水、隔音、隔热等性能要求较高时,焊接处需要涂焊接结构胶3.3 涂装工艺要求I3.3.1考虑在侧围下部和车门最下部开漏液孔;2.3.2考虑在地板总成低洼处布置漏液孔。
3.4 装配工艺要求3.4.1考虑零部件装配时装配工具的接近性3.4.2考虑零部件自身安装或拆卸的方便性;3.4.3对于安装工艺过孔,应考虑做成翻边孔,以增加零件本身的刚度,以及不伤手和工具4. 性能要求4.1 车身作为整车的基础结构,给各个功能件提供安装和固定的位置,并具有足够的刚度和强度,以保证所有部件相互位置的正确与稳定。
客车车身骨架结构类型整体式骨架结构整体式骨架结构以整体车身为承力构件,车身外板直接与骨架连接,共同承担载荷。
这种结构形式的优点在于强度高、刚性好、质量轻,但不利于局部维修。
单层骨架结构:车身骨架由单层钢板冲压件组成,外板与骨架直接焊接。
这种结构简单、重量轻,但强度不如其他类型骨架结构。
双层骨架结构:在单层骨架结构的基础上,增加一层外骨架,外骨架与车身外板连接,提高了车身骨架的强度和刚性。
非整体式骨架结构非整体式骨架结构将车身骨架和车身外板分开,车身骨架承担主要载荷,车身外板主要起围护作用。
这种结构形式优点在于局部维修方便、成本低,但强度和刚性不如整体式骨架结构。
板框式车身结构:车身骨架由板件和型材组成,外板通过焊接或铆接的方式与骨架连接。
这种结构强度适中、刚性较好,局部维修方便。
桁架式车身结构:车身骨架由桁架结构组成,桁架之间通过拉杆连接,外板通过焊接或铆接的方式与桁架连接。
这种结构强度高、刚性好,但重量较大、成本较高。
其他类型的骨架结构除了整体式和非整体式骨架结构外,还有其他类型的客车骨架结构,包括:笼式车身结构:车身骨架由多层框架组成,框架之间通过交叉支撑连接,外板通过焊接或铆接的方式与框架连接。
这种结构强度高、刚性好,但重量较大、成本较高。
空间桁架车身结构:车身骨架由空间桁架结构组成,桁架之间的连接点形成节点,外板通过焊接或铆接的方式与节点连接。
这种结构强度高、刚性好,重量轻、成本较低。
复合材料骨架结构:车身骨架采用复合材料制成,复合材料具有高强度、高刚度、轻质等优点,但成本较高、工艺复杂。
骨架结构材料客车骨架结构常用的材料有钢、铝合金、复合材料等。
钢:强度高、刚性好、成本低,但密度大、重量较大。
铝合金:强度高、比强度高、耐腐蚀,但成本较高、工艺复杂。
复合材料:强度高、比强度高、轻质,但成本较高、工艺复杂。
骨架结构设计客车骨架结构的设计需要考虑以下因素:载荷:包括各种工况下的载荷,如乘客载荷、行李载荷、风载荷、惯性载荷等。
第一章:汽车车身的构造型式知识目标:1、了解汽车车身的作用、结构。
2、了解汽车车身的组成。
3、了解轿车车身构造。
能力目标:1、能够掌握常见汽车车身的作用和结构。
2、能够掌握轿车车身的构造。
第一节:概述1.车身的作用汽车车身是用来运送乘客和货物并保护其免受尘土、雨雪、振动、噪声、废气等侵袭的具有特定形状的结构。
它作为汽车上与发动机、底盘相并列的三大组成之一,对行驶安全、乗坐舒适、运輪效率等均有很大影响。
车身应保证汽车具有合理的外部形状,在汽车行驶时能有效引导周围的气流,以减少空气阻力和燃料的消耗。
此外,车身还应有助于提高汽车行驶稳定性和改善发动机的冷却条件,并保证车身内部良好的通风。
同时,车身还具有保护乘员和货物安全的作用。
汽车车身是一件精致的综合艺术品,以其明断的造型艺术、优雅的装饰以及悦目的色彩使人获得美的感受,美化人们的生活环境。
电子技术和材料科学的进步,大大推动了车身向豪华化、多样化、居室化、商务化方向发展,提高了驾驶员的操纵方便性和乘员的舒适性,以适应现代人生活和工作的需要。
2.车身的结构汽车车身主要结构包括车身壳体及门窗,前后饭金件,车身附件,内外装饰件,座椅以及通风、暖气、冷气等空气调节装置。
在货车和专用汽车上还包括车厢和其他专用装备。
(1)车身壳体。
车身壳体是一切车身零、部件的安装基础。
是由纵梁、横梁和支柱等主要承力元件以及与它们相连接的飯件共同组成的刚性空间结构。
客车车身都具有明显的骨架,而轿车车身和货车驾驶室大多数没有明显的骨架。
车身壳体结构的分类如下:①按壳体的结构形式分为骨架式、半骨架式和无骨架式3种。
骨架式:像骨骼一样彼此连接成一个整体,蒙皮就固定在骨架上。
应力由骨架承受,蒙皮不承受应力,这类车身壳体的整体刚度好、承载能力强,多用于城市客车、长途汽车、游览客车车身。
半骨架式:只有部分骨架(如单独的立柱、拱形梁和其他加固件)。
它们既可彼此相连也可借蒙皮相连。
半骨架式结构简单、节省空间,在轻型客车、载货汽车驾驶室等车身壳体上应用较为广泛。