第七章 尺寸链
- 格式:ppt
- 大小:814.00 KB
- 文档页数:50
![第七章 [尺寸链]](https://uimg.taocdn.com/0ed6533f0912a216147929b6.webp)

尺寸链计算尺寸链是一种多尺度问题的计算模型,近几十年来已广泛应用于生产领域。
中学阶段主要研究方法有解析法和图解法,这两种方法计算量较大,而且得出的结果也有较大的误差。
为了弥补解析法与图解法的不足,我们通常采用一些近似公式及相关概念对它进行处理,这样可大大减少计算的工作量,而且得到的结果更接近实际情况。
尺寸链计算的目的是从局部区域求解问题转化为求解整个系统。
本文从局部入手,通过设置适当的尺寸链节点将问题转化为整体求解,然后再转化为局部问题继续求解,最终得到最终的结果。
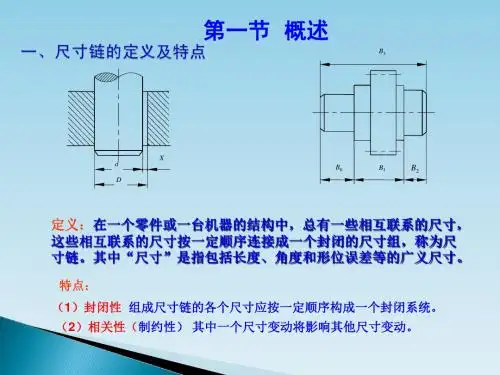
如果在合理尺寸范围内,同时考虑各尺寸之间的相互关系,便可构成尺寸链,所以尺寸链的构建必须满足两个条件: (1)各尺寸必须有确定的长度; (2)同时保证各尺寸之间满足一定的相互约束关系。
在数学上定义一个尺寸之间的关系为约束,那么在实际尺寸中可以看做约束关系越多的尺寸链其求解难度就越大。
尺寸链中最关键的步骤是构造尺寸链的起始点。
首先在局部区域分析时需要先考虑的是第二类尺寸,然后根据第二类尺寸的特征逐级进行变换,直至结束。
1、加强中学数学基础知识和能力的培养:①不能以小学算术为主要内容的课程,可适当选择“微积分”内容; ②小学应该开展奥林匹克数学活动,适当介绍应用题的解题策略。
2、改进高中数学教学:①改革教材体系,把现代数学观念渗透到中学数学教材中去,突出数学思想、方法和语言,强调思维训练,提倡运用数学的方法去认识事物; ②注重教学方法的改革,数学教学要面向全体学生,激发学生学习兴趣,培养他们创新精神和实践能力。
3、开展数学建模教学:①对于学生,让他们进行具体数学问题的建模,这是个循序渐进的过程,这对于他们今后从事科学研究和创造性地解决实际问题都是非常有益的; ②教师可通过数学建模的教学培养学生的创造精神和提高学生运用所学知识解决实际问题的能力。
4、鼓励高中数学教师积极参加科学研究:数学教师必须经常参加教学研究活动,把握数学发展的前沿和脉搏,深刻地认识到自己的责任和义务,并有意识地应用先进的教育思想和教学方法进行教学实践,为教学改革和教学质量的提高贡献自己的聪明才智。