通用焊接工艺卡
- 格式:doc
- 大小:108.50 KB
- 文档页数:2
焊接工艺
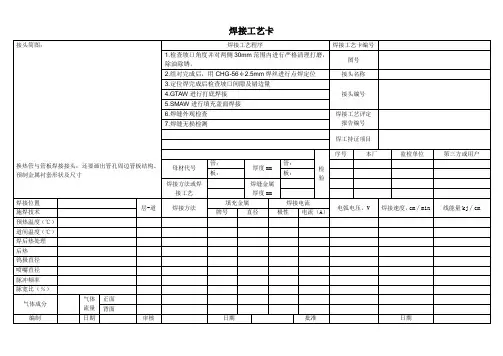
适用于接管与接管插入相交焊缝
接头简图:
1.K具体尺寸见图,a代表打底金属,b代表填充金属 焊接顺序及工艺要点 焊接工艺卡编号
1、焊前清理坡口及其两侧各20mm范围的油污﹑ 接头名称 T型接头
水气﹑泥土及其它杂物。 接头编号
2、定位焊点均布,定位焊缝数量至少为4, 焊接工艺评定报告编号
定位焊应遵守与正式焊接相同的工艺。 焊工持证项目
无损检测方法、比例
焊剂牌号 /
母材 1Cr18Ni9(1Cr18N9Ti、0Cr18Ni9)
1Cr18Ni9(1Cr18N9Ti、0Cr18Ni9)
焊缝金属 304 厚度
mm K尺寸见图
焊接位置 水平 层—道 焊接方法 填充材料 焊接电流 电弧电压(V) 焊接速度(cm/min) 线能量(kJ/cm) 焊接设备 施焊技术 摆动 牌号 直径 极性 电流(A)
预热温度(℃) / a TIG 304 ¢1.6 正 90~100 11~13 / / 氩弧焊机 层间温度(℃) ≤250℃
焊后热处理 / b TIG 304 ¢1.6 正 100~110 11~13 / / 氩弧焊机 后 热 /
钨极直径 ¢1.6
喷嘴直径 6~8
脉冲频率 /
脉宽比(%) /
气体成分 Ar 气体流量 正面 6-8L/min 更改文件号 签名 日期 标记 处数 编制 审核
背面
焊接工艺 适用于接管与接管(弯头、大小头、三通)对接焊缝
接头简图: 焊接顺序及工艺要点 焊接工艺卡编号
1、焊前清理坡口及其两侧各20mm范围的油污﹑ 接头名称 对接接头
1. t表示薄母材厚度,1.5mm≤t≤16mm,。当15%t不足1.5时,按1.5计。填充金属焊接层数由操作者根据实际情况而定。
2. 当环境温度低于10℃时,预热温度为100℃左右,当环境温度高于10℃时,可不预热。
3.如果管壁厚薄打底就能将坡口填满,则图中填充金属层就不需要。 水气﹑泥土及其它杂物。 接头编号
2、定位焊点均布,定位焊缝数量至少为4, 焊接工艺评定报告编号
定位焊应遵守与正式焊接相同的工艺。 焊工持证项目
无损检测方法、比例
检测评定标准、级别
检
验 序号 本厂 锅检所 第三方或用户
母材 1Cr18Ni9(1Cr18N9Ti、0Cr18Ni9) 厚度
mm t
1Cr18Ni9(1Cr18N9Ti、0Cr18Ni9)
焊缝金属 TG50 厚度
mm /
焊接位置 水平 层—道 焊接方法 填充材料 焊接电流 电弧电压(V) 焊接速度(cm/min) 线能量(kJ/cm) 焊接设备 牌号 直径 极性 电流(A)
施焊技术 摆动 打底 TIG 304 ¢1.6 正 90~100 11~13 / / 直流焊机
预热温度(℃) / 填充 TIG 304 ¢1.6 正 100~110 11~13 / / 直流焊机 层间温度(℃) ≤250℃
焊后热处理 /
后 热 /
钨极直径 ¢1.6
喷嘴直径 6~8
脉冲频率 /
脉宽比(%) /
气体成分 Ar 气体
流量 正面 6~8L/min 更改文件号 签名 日期 标记 处数 编制 审核
背面 6~8L/min