标准模架的选用
- 格式:ppt
- 大小:211.50 KB
- 文档页数:15

- 1 - 模具材料选用标准
成型零部件材料选用
1 成型零部件指与塑料直接接触而成型制品的模具零部件,如型腔、型芯、滑块、镶件、斜顶、侧抽等。
2 成型零部件的材质直接关系到模具的质量、寿命,决定着所成型塑料制品的外观及内在质量,必须十分慎重,一般要在合同规定及客户要求的基础上,根据制品和模具的要求及特点选用。
3 成型零部件材料的选用原则是:根据所成型塑料的种类、制品的形状、尺寸精度、制品的外观质量及使用要求、生产批量大小等,兼顾材料的切削、抛光、焊接、蚀纹、变形、耐磨等各项性能,同时考虑经济性以及模具的制造条件和加工方法,以选用不同类型的钢材。
4 对于成型透明塑料制品的模具,其型腔和型芯均需选用高镜面抛旋光性能的高档进口钢材,如718(P20+Ni类)、NAK80(P21类)、S136(420类)、H13类钢等,其中718、NAK80为预硬状态,不需再进行热处理;S136及H13类钢均为退火状态,硬度一般为HB160-200,粗加工后需进行真空淬火及回火处理,S136的硬度一般为HRC40-50,H13类钢的硬度一般为HRC45-55(可根据具体牌号确定)。
5 对于制品外观质量要求高,长寿命、大批量生产的模具,其成型零部件材料选择如下:
a) 型腔需选用高镜面抛旋光性能的高档进口钢材,如718(P20+Ni类)、NAK80(P21类)等,均为预硬状态,不需再进行热处理。
b) 型芯可选用中低档进口P20或P20+Ni类钢材,如618、738、2738、638、318等,均为预硬状态;对生产批量不大的模具,也可选用国产塑料模具钢或S50C、S55C等进口优质碳素钢。
6 对于制品外观质量要求一般的模具,其成型零部件材料选择如下:
U形弯曲件模具设计
1零件工艺性分析
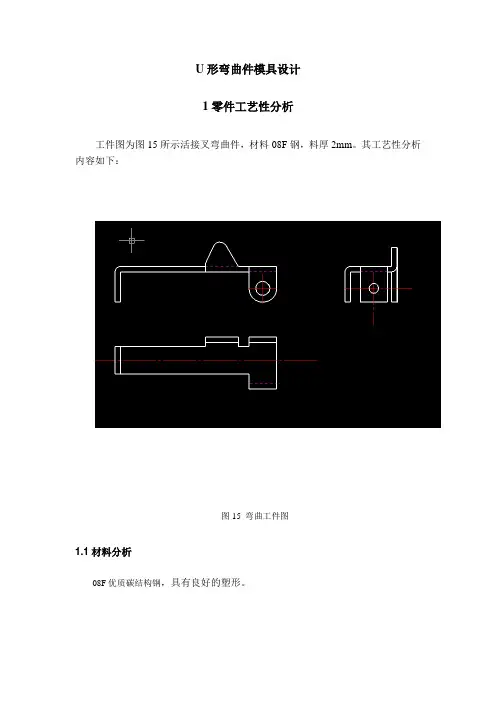
工件图为图15所示活接叉弯曲件,材料08F钢,料厚2mm。其工艺性分析内容如下:
1.1材料分析
08F优质碳结构钢,具有良好的塑形。 图15 弯曲工件图
1.2结构分析
零件结构简单,左右对称,对弯曲成形较为有利。可查得此材料所允许的最小弯曲半径r=0.5t=1,而零件弯曲半径mm5.1mm2r,故不会弯裂。另外,零件上的孔位于弯曲变形区之外,所以弯曲时孔不会变形,可以先冲孔后弯曲。计算零件相对弯曲半径1<5,卸载后弯曲件圆角半径的变化可以不予考虑,而弯曲中心角发生了变化,采用校正弯曲来控制角度回弹。
1.3.精度分析
零件上只有个别尺寸有公差要求,其余未注公差尺寸也均按IT13选取,所以普通弯曲和冲裁即可满足零件的精度要求。
4.结论:由以上分析可知,该零件冲压工艺性良好,可以冲裁和弯曲。
2工艺方案的确定
零件为搭扣,该零件的生产包括冲孔,弯曲和落料三个基本工序,可有以下三种工艺方案:
方案一:先落料,后冲孔,再弯曲。采用三套单工序模生产。
方案二:落料—冲孔复合冲压,再弯曲。采用复合模和单工序弯曲模生产。
方案三:冲孔—落料连续冲压然后弯曲。采用弯曲级进模。
方案一模具结构简单,但需三道工序三副模具,生产效率较低。
方案二需两副模具,且用复合模生产的冲压件形位精度和尺寸精度易保证,生产效率较高。。
方案三,结合了强两种方案的有点,又节省了工序和成本,所以方案三比较适合。
3零件工艺计算
3.1.弯曲工艺计算
3.1.1毛坯尺寸计算
对于tr5.0有圆角半径的弯曲件,由于变薄不严重,按中性层展开的原理,坯料总长度应等于弯曲件直线部分和圆弧部分长度之和,可查得中性层位移系数x=0.42,所以坯料展开长度为70
由于零件宽度尺寸为18mm,故毛坯尺寸应为70mm×41mm。弯曲件平面展开图.
3.1.2弯曲力计算
弯曲力是设计弯曲模和选择压力机的重要依据。
模具验收标准
一. 成型产品外观、尺寸、配合。
1、 产品表面不允许缺陷:缺料、烧焦 、顶白 、白线 、披峰 、起泡 、拉白(或拉裂、拉断) 、烘印 、皱纹。
2、 熔接痕:一般圆形穿孔熔接痕长度不大于5mm,异形穿孔熔接痕长度小于15mm,熔接痕强度并能通过功能安全测试。
3、 收缩:外观面明显处不允许有收缩,不明显处允许有轻微缩水(手感不到凹痕)。
4、一般小型产品平面不平度小于0、3mm,有装配要求的需保证装配要求。
5、 外观明显处不能有气纹、料花,产品一般不能有气泡。
6、 产品的几何形状,尺寸大小精度应符合正式有效的开模图纸(或3D文件)要求,产品公差需根据公差原则,轴类尺寸公差为负公差,孔类尺寸公差为正公差,顾客有要求的按要求。
7、 产品壁厚:产品壁厚一般要求做到平均壁厚,非平均壁厚应符合图纸要求,公差根据模具特性应做到-0、1mm。
8、 产品配合:面壳底壳配合:表面错位小于0、1mm,不能有刮手现象,有配合要求的孔、轴、面要保证配合间隔与使用要求。
二.模具外观。
1、模具铭牌内容完整,字符清晰,排列整齐。
2、 铭牌应固定在模脚上靠近模板与基准角的地方。铭牌固定可靠、不易剥落。
3、 冷却水嘴应选用塑料块插水嘴,顾客另有要求的按要求。
4、 冷却水嘴不应伸出模架表面
5、 冷却水嘴需加工沉孔,沉孔直径为25mm、30mm、35mm三种规格,孔口倒角,倒角应一致。。
6、 冷却水嘴应有进出标记。
7、 标记英文字符与数字应大于5/6,位置在水嘴正下方10mm处,字迹应清晰、美观、整齐、间距均匀。
8、 模具配件应不影响模具的吊装与存放。安装时下方有外露的油缸、水嘴,预复位机构等,应有支撑腿保护。
9、 支撑腿的安装应用螺钉穿过支撑腿固定在模架上,过长的支撑腿可用车加工外螺纹柱子紧固在模架上。
10、 模具顶出孔尺寸应符合指定的注塑机要求,除小型模具外,不能只用一个中心顶出。

模具材料选用标准
成型零部件材料选用
.1 成型零部件指与塑料直接接触而成型制品的模具零部件,如型腔、型芯、滑块、镶件、斜顶、侧抽等。
.2 成型零部件的材质直接关系到模具的质量、寿命,决定着所成型塑料制品的外观及内在质量,必须十分慎重,一般要在合同规定及客户要求的基础上,根据制品和模具的要求及特点选用。
.3 成型零部件材料的选用原则是:根据所成型塑料的种类、制品的形状、尺寸精度、制品的外观质量及使用要求、生产批量大小等,兼顾材料的切削、抛光、焊接、蚀纹、变形、耐磨等各项性能,同时考虑经济性以及模具的制造条件和加工方法,以选用不同类型的钢材。
.4 对于成型透明塑料制品的模具,其型腔和型芯均需选用高镜面抛光性能的高档进口钢材,如718(P20+Ni类)、NAK80(P21类)、S136(420类)、H13类钢等,其中718、NAK80为预硬状态,不需再进行热处理;S136及H13类钢均为退火状态,硬度一般为HB160-200,粗加工后需进行真空淬火及回火处理,S136的硬度一般为HRC40-50,H13类钢的硬度一般为HRC45-55(可根据具体牌号确定)。
.5 对于制品外观质量要求高,长寿命、大批量生产的模具,其成型零部件材料选择如下:
a) 型腔需选用高镜面抛光性能的高档进口钢材,如718(P20+Ni类)、NAK80(P21类)等,均为预硬状态,不需再进行热处理。
b) 型芯可选用中低档进口P20或P20+Ni类钢材,如618、738、2738、638、318等,均为预硬状态;对生产批量不大的模具,也可选用国产塑料模具钢或S50C、S55C等进口优质碳素钢。
.6 对于制品外观质量要求一般的模具,其成型零部件材料选择如下:
a) 小型、精密模具型腔和型芯均选用中档进口P20或P20+Ni类钢材。
b) 大中型模具,所成型塑料对钢材无特殊要求,型腔可选用中低档进口P20或P20+Ni类钢材;型芯可选用低档进口P20类钢材或进口优质碳素钢S50C、S55C等,也可选用国产塑料模具钢。