某转台方位回转抖动问题分析
- 格式:pdf
- 大小:8.59 MB
- 文档页数:4
回转工作台的常见故障及排除方法精选文档 TTMS system office room 【TTMS16H-TTMS2A-TTMS8Q8-回转工作台的常见故障及排除方法回转工作台的常见故障及排除方法参见表8-5。
表8-5 回转工作台的常见故障及排除方法故障现象故障原因排除方法工作台没有抬起动作控制系统没有抬起信号输入检查控制系统是否有抬起信号输出抬起液压阀卡住没有动作修理或清除污物,更换液压阀液压压力不够检查油箱内油是否充足,并重新调整压力抬起液压缸研损或密封损坏修复研损部位或更换密封圈与工作台相连接的机械部分研损修复研损部位或更换零件工作台不转位工作台抬起或松开完成信号没有发出检查信号开关是否失效,更换失效开关控制系统没有转位信号输入检查控制系统是否有转位信号输出与电动机或齿轮相联的胀紧套松动检查胀紧套联接情况,拧紧胀紧套压紧螺钉液压转台的转位液压缸研损或密封损坏修复研损部位或更换密封圈液压转台的转位液压阀卡住没有动作修理或清除污物,更换液压阀工作台支承面回转轴及轴承等机械部分研损修复研损部位或更换新的轴承工作台转位分度不到位,发生顶齿或错齿控制系统输入的脉冲数不够检查系统输入的脉冲数机械转动系统间隙太大调整机械转动系统间隙,轴向移动蜗杆,或更换齿轮、锁紧胀紧套等液压转台的转位液压缸研损,未转到位修复研损部位转位液压缸前端的缓冲装置失效.死挡铁松动修复缓冲装置,拧紧死挡铁螺母闭环控制的圆光栅有污物或裂纹修理或清除污物.或更换圆光栅工作台不夹紧,定位精度差控制系统没有输入工作台夹紧信号检查控制系统是否有夹紧信号输出夹紧液压阀卡住没有动作修理或清除污物,更换液压阀液压压力不够检查油箱内油是否充足,并重新调整压力与工作台相连接的机械部分研损修复研损部位或更换零件上下齿盘受到冲击松动,两齿牙盘间有污物,影响定位精度重新调整固定修理或清除污物闭环控制的圆光栅有污物或裂纹,影响定位精度修理或清除污物,或更换圆光栅回转工作台故障维修6例例381~例382.工作台分度盘的故障维修例381.故障现象:某加工中心运行时,工作台分度盘不回落,发出7035#报警。

转动设备常见振动故障频谱特征及案例分析一、不平衡转子不平衡是由于转子部件质量偏心或转子部件出现缺损造成的故障,它是旋转机械最常见的故障。
结构设计不合理,制造和安装误差,材质不均匀造成的质量偏心,以及转子运行过程中由于腐蚀、结垢、交变应力作用等造成的零部件局部损坏、脱落等,都会使转子在转动过程中受到旋转离心力的作用,发生异常振动。
转子不平衡的主要振动特征:1、振动方向以径向为主,悬臂式转子不平衡可能会表现出轴向振动;2、波形为典型的正弦波;3、振动频率为工频,水平与垂直方向振动的相位差接近90度。
案例:某装置泵轴承箱靠联轴器侧振动烈度水平13.2 mm/s,垂直11.8mm/s,轴向12.0 mm/s。
各方向振动都为工频成分,水平、垂直波形为正弦波,水平振动频谱如图1所示,水平振动波形如图2所示。
再对水平和垂直振动进行双通道相位差测量,显示相位差接近90度。
诊断为不平衡故障,并且不平衡很可能出现在联轴器部位。
解体检查未见零部件的明显磨损,但联轴器经检测存在质量偏心,动平衡操作时对联轴器相应部位进行打磨校正后振动降至2.4 mm/s。
二、不对中转子不对中包括轴系不对中和轴承不对中两种情况。
轴系不对中是指转子联接后各转子的轴线不在同一条直线上。
轴承不对中是指轴颈在轴承中偏斜,轴颈与轴承孔轴线相互不平行。
通常所讲不对中多指轴系不对中。
不对中的振动特征:1、最大振动往往在不对中联轴器两侧的轴承上,振动值随负荷的增大而增高;2、平行不对中主要引起径向振动,振动频率为2倍工频,同时也存在工频和多倍频,但以工频和2倍工频为主;3、平行不对中在联轴节两端径向振动的相位差接近180度;4、角度不对中时,轴向振动较大,振动频率为工频,联轴器两端轴向振动相位差接近180度。
案例:某卧式高速泵振动达16.0 mm/s,由振动频谱图(图3)可以看出,50 Hz(电机工频)及其2倍频幅值显着,且2倍频振幅明显高于工频,初步判定为不对中故障。
《起重机回转晃动故障分析与排除》摘要:文题目起重机回转晃动故障分析与排除专业班级学生姓名学号指导教师日期目录文献综述. 3英文文献. 4前言. 5第一章绪论. 71.1 起重机械概述. 71.1.1起重机械在国民经济建设中的作用. 71.1.2起重机械发展概况. 81.2 起重机械安全存在的问题. 8第二章起重机回转晃动故障分析与排除. 92.1 起重机回转系统的组成及工作原理. 92.1.1 液压驱动的回转系统. 92.1.2 机械驱动的回转系统. 102.2 起重机回转系统晃动故障分析与排除. 112.2.1设计因素. 112.2.2回转机构制造安装质量因素. 112.2.3安装使用维护因素. 12第三章结论和展望. 14参考文献. 15致谢. 16 文献综述,针对以上现状,本文把起重机的回转机构作为主要研究对象,首先在充分了解回转系统的组成和工作原理,详细分析了回转机构晃动故障原因以及排除的方法,以期为企业能够采取具体的预防措施,进而防止事故的发生提供了切实的依据,起重机回转晃动故障分析与排除2.1 起重机回转系统的组成及工作原理2.1.1 液压驱动的回转系统起重机械是一种对重物能同时完成垂直升降和水平移动的机械。
在工业和民用建筑工程中,起重机械作为主要施工机械用于建筑构件和材料在运输过程的装卸,并将构件吊到设计位置进行安装等,不仅解决了人力无法胜任的作业,而且能保证工程质量,缩短工期,降低成本,成为极其重要的建筑施工机械。
从我国工程起重机行业技术发展趋势上来看:国内工程机械产品近十年来随着技术的引进、消化、吸收,有了长足的进步,产品性能、可靠性、外观都有较大幅度的提高,但同国外工程机械比较来看,还存在较大差距。
起重机在使用过程中故障率的高低,是由该产品的设计、制作质量的优劣和操作、维护水平的高低所决定的。
国产塔机的常见故障,多数出现在电器和回转机构两部分。
本文就是围绕起重机的回转机构晃动故障分析与排除来进行了大量的阐述与分析。


转动设备常见振动故障频谱特征及案例分析一、不平衡转子不平衡是由于转子部件质量偏心或转子部件出现缺损造成的故障,它是旋转机械最常见的故障。
结构设计不合理,制造和安装误差,材质不均匀造成的质量偏心,以及转子运行过程中由于腐蚀、结垢、交变应力作用等造成的零部件局部损坏、脱落等,都会使转子在转动过程中受到旋转离心力的作用,发生异常振动。
转子不平衡的主要振动特征:1、振动方向以径向为主,悬臂式转子不平衡可能会表现出轴向振动;2、波形为典型的正弦波;3、振动频率为工频,水平与垂直方向振动的相位差接近90度。
案例:某装置泵轴承箱靠联轴器侧振动烈度水平13.2mm/s,垂直11.8mm /s,轴向12.0mm/s。
各方向振动都为工频成分,水平、垂直波形为正弦波,水平振动频谱如图1所示,水平振动波形如图2所示。
再对水平和垂直振动进行双通道相位差测量,显示相位差接近90度。
诊断为不平衡故障,并且不平衡很可能出现在联轴器部位。
解体检查未见零部件的明显磨损,但联轴器经检测存在质量偏心,动平衡操作时对联轴器相应部位进行打磨校正后振动降至2.4mm/s。
二、不对中转子不对中包括轴系不对中和轴承不对中两种情况。
轴系不对中是指转子联接后各转子的轴线不在同一条直线上。
轴承不对中是指轴颈在轴承中偏斜,轴颈与轴承孔轴线相互不平行。
通常所讲不对中多指轴系不对中。
不对中的振动特征:1、最大振动往往在不对中联轴器两侧的轴承上,振动值随负荷的增大而增高;2、平行不对中主要引起径向振动,振动频率为2倍工频,同时也存在工频和多倍频,但以工频和2倍工频为主;3、平行不对中在联轴节两端径向振动的相位差接近180度;4、角度不对中时,轴向振动较大,振动频率为工频,联轴器两端轴向振动相位差接近180度。
案例:某卧式高速泵振动达16.0mm/s,由振动频谱图(图3)可以看出,50 Hz(电机工频)及其2倍频幅值显著,且2倍频振幅明显高于工频,初步判定为不对中故障。
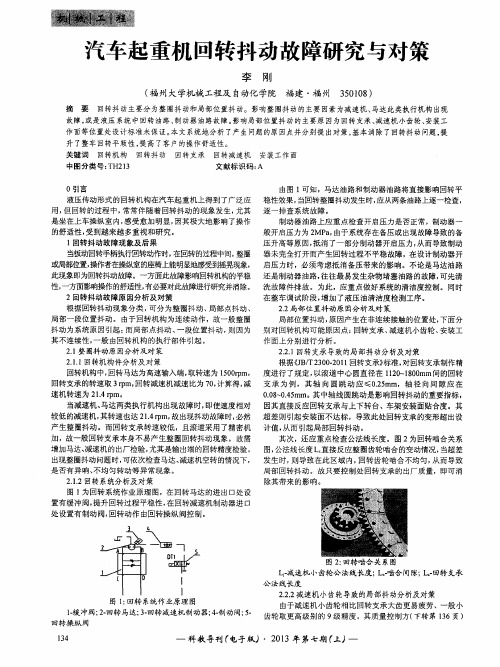
60产品与技术WMEM·2017年 第5期图1 回转工作台水平端面跳动示意图图2 工作台平面旋转180°圆心偏移示意图图4 工作台平面旋转180°圆心偏移加工发动机体另一端端孔示意简图图3 工作台初始加工发动机机体端孔示意简图浅谈回转工作台同心度误差、水平回转平面端跳误差和分度精度的重要性武汉智德立精工 王学新一、技术分析为了在阐述过程中的需要,现将回转工作台的中心设定为Y轴,工作台平面设定为X轴,分度精度基准零位线设定为X0,分度射线为Xa,工作台平面上下跳动设定为X正和X 负,如图1所示。
回转工作台的分度精度和重复定位精度首先取决于回转工作台的圆心Y轴的精度,Y轴径向跳动误差过大就会直接影响分度的精准度,因为圆心都不在同一个圆心上,所以测量出来的角度就谈不上精准,更谈不上重复定位的精准(这里谈的是实际测量值和理论值是有差异的),因此Y 轴(即圆心)的径向精度是确保分度精度和重复定位精度的重要基础。
如果Y轴径向跳动过大,那么当X0旋转1800至Xa位置时就会在0点形成0—X0和0—Xa两线之间一定的夹角,本来Xa-0-X0是在同一直线上,无论工作台怎样旋转这条直线始终应保持才是最理想的.但由于0点的偏摆导至这条直线度不理想.这里要想达到理想的直线度只能是0点的偏摆越小越好,如果在加工箱体两个对面上的同轴轴承孔时就会产生这样的情况;X0面的孔先加工.刀头固定不动,回转台通过机床工作台向刀头方向水平移动进给加工完X0面的孔,工作台退回再转动回转台使Xa旋转至X0位置加工Xa面的孔,这时由于0点发生了位移至使相对不动的刀头对应Xa面的孔的圆心在水平方向产生了偏移,从而使两对孔的圆心在水平方向就不同心,如果转台本身0点有0.01的精度误差,那么两对孔在水平方向的圆心误差最大就可达到0.02的误差。
同理如果回转工作台平台回转端跳误差过大,就会直接导致两对孔中心高方向的误差,如图2、图3、图4所示。