锂离子电池极片辊压工序简介.ppt
- 格式:ppt
- 大小:3.26 MB
- 文档页数:14
锂离子电池辊压工艺锂离子电池辊压工艺是一种有利于流体化生产的锂离子电池生产工艺,它是将涂布好的正负极片通过辊压设备将正负极片压紧,从而形成电池正负极接触面,并通过其他工序完善电池的组装工艺,从而达到电池的组装和完善的目的。
2. 工艺特点(1)辊压工艺的技术要求比较严格,辊压设备要求具备较强的压力精度,能够精确的控制压力,并且正负极片的厚度也必须保持一定的精度要求,同时特殊的表面处理要求也得到了有效的满足。
(2)辊压工艺的特点是快速、不变形、省时、省力,对正负极片的厚度要求也相对较低,从而能够降低过厚的正负极片产生的表面损耗,提高电池产品的成型效果。
(3)辊压工艺还具有良好的灵活性和可靠性,它可以根据电池的型号和规格随意更改,实现快速的电池更换,提高了工作效率。
3. 设备要求辊压工艺所需要的设备主要包括:(1)辊压机:需要能够满足规定的压力要求,正负极片的厚度必须保持一定的精度要求,能够有效的将正负极片压紧,从而将正负极片的接触面紧密接合。
(2)辊压轴:辊压工艺的核心设备,需要具有良好的抗磨损、耐腐蚀性能,同时能够有效的控制正负极片的厚度,保持一定的表面处理精度。
(3)辊压组件:辊压组件的设计要求要符合正负极片的设计规范,誊损要合理,正负极片要保持足够的表面粘结力,以及一定的弹性。
4. 操作要求(1)在进行辊压工艺前,需要首先将正负极片涂布好,确保正负极片接触面涂料均匀,接触面涂布厚度一致。
并且在辊压前,需要辊压机进行调试,确保辊压机的压力是否能够达到规定要求。
(2)正负极片在辊压工艺过程中,需要注意正负极片的厚度调节,确保正负极片的厚度调节在一个可接受的范围内,以保证电池的质量。
(3)在辊压工艺过程中,需要定期对辊压机进行维护,以确保辊压机的正常运行,并保持辊压机的压力精度。
5. 安全注意事项(1)辊压过程中必须注意控制压力,确保压力控制在规定的范围内,以免对正负极片造成损坏。
(2)辊压过程中,应注意人身安全,不要接触辊压机的高速运转部分,防止发生受伤。
锂电池极片辊压工艺基础解析锂电池极片辊压工艺基础解析锂离子电池极片制造一般工艺流程为:活性物质,粘结剂和导电剂等混合制备成浆料,然后涂敷在铜或铝集流体两面,经干燥后去除溶剂形成极片,极片颗粒涂层经过压实致密化,再裁切或分条。
辊压是锂电池极片最常用的压实工艺,相对于其他工艺过程,辊压对极片孔洞结构的改变巨大,而且也会影响导电剂的分布状态,从而影响电池的电化学性能。
为了获得最优化的孔洞结构,充分认识和理解辊压压实工艺过程是十分重要的。
辊压工艺基本过程工业生产上,锂电池极片一般采用对辊机连续辊压压实,如图1所示,在此过程中,两面涂敷颗粒涂层的极片被送入两辊的间隙中,在轧辊线载荷作用下涂层被压实,从辊缝出来后,极片会发生弹性回弹导致厚度增加。
因此,辊缝大小和轧制载荷是两个重要的参数,一般地,辊缝要小于要求的极片最终厚度,或载荷作用能使涂层被压实。
另外,辊压速度的大小直接决定载荷作用在极片上的保持时间,也会影响极片的回弹,最终影响极片的涂层密度和孔隙率。
图1 极片辊压过程示意图在轧制速度V cal下,极片通过辊缝时,线载荷可由式(1)计算:q L = F N / W C其中,q L为作用在极片上的线载荷,F N为作用在极片上的轧制力,Wc为极片涂层的宽度。
辊压过程极片微观结构的演变通过辊缝,极片被压实,涂层密度由初始值ρc变为ρc。
压实密度ρc可由,0式(2)计算:其中,m E为单位面积内的电极片重量,m C为单位面积内的集流体重量,h E为电极片厚度,h C为集流体厚度。
而压实密度与极片孔隙率相关,物理上的涂层孔隙率εc,ph可由式(3)计算,其含义为颗粒内部的孔隙和颗粒之间的孔隙在涂层的体积分数:其中,ρph为涂层各组成材料平均物理真密度。
在实际的辊压工艺中,随着轧制压力变化,极片涂层压实密度具有一定规律,图2为极片涂层密度与轧制压力的关系。
图2 极片涂层密度与轧制压力的关系曲线 I 区域,为第一阶段。
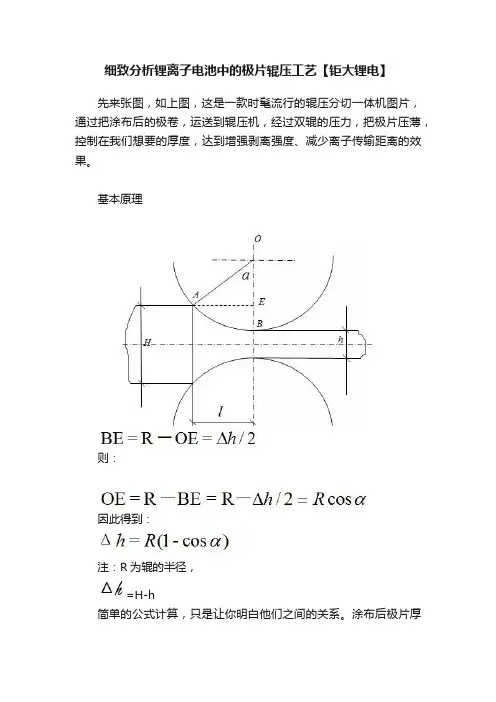
细致分析锂离子电池中的极片辊压工艺【钜大锂电】先来张图,如上图,这是一款时髦流行的辊压分切一体机图片,通过把涂布后的极卷,运送到辊压机,经过双辊的压力,把极片压薄,控制在我们想要的厚度,达到增强剥离强度、减少离子传输距离的效果。
基本原理则:因此得到:注:R为辊的半径,=H-h简单的公式计算,只是让你明白他们之间的关系。
涂布后极片厚度不变的情况下,辊的直径越大,极片越薄。
极片所需要的厚度,通过张力控制双辊来实现。
辊压后的结构更加稳定,颗粒之间空隙间距更小。
辊压影响克容量、首次库伦效率、倍率性能,循环性能等。
辊压关键点1、厚度影响极片厚度一致性的主要原因有轧辊直线度,辊跳度,辊弯曲等。
轧辊直线度影响因素多是由于长期使用,辊有磨损。
辊跳值则是由辊的刚性有关,刚性越好,辊跳值越小。
辊弯曲则是需要张力和轧件的变形抗力共同决定,轧件变形张力越大,辊弯曲越大,简单来说就是轧纸片和铁片,两者造成的辊弯曲度不一样。
2、打皱影响极片打皱的原因主要有导辊水平度和平行度,张力不均,收卷张力等。
辊压过辊打皱示意图3、PINCH工艺主要是为了消除打皱而提出的一种工艺,通过差速拉伸,使得涂覆区和极耳区长度一致,消除打皱。
在辊压的过程中,极耳区比较薄,双面涂布下是无法接触到轧辊,涂覆区受到辊的压力,两边张力不一致,一般来讲,辊径越小,极片延展越严重,褶皱越厉害。
4、极片反弹上一张老图,如上图:1塌陷期-2初步作用期-3剧烈作用期-4受控反弹期-5自由反弹期。
反弹是一定的,但是反弹率我们希望在可接受的范围,并且稳定下来,使用辊压后烘烤(baking)可以加速极片的反弹并让其尽快稳定下来。
辊压后测试辊压阶段常测量极片厚度、剥离强度、弧高和延伸率。
一般来说,压力越大,膜片区延伸就越大。
一般控制孤高为±3mm之内,延伸率<0.8%。
厚度可实时监测,剥离强度需根据样本检测,如果配备分切设备,还需要测量毛刺,允许毛刺长度<隔膜厚度/2。
锂电池极片辊压工艺基础解析锂离子电池极片制造一般工艺流程为:活性物质,粘结剂和导电剂等混合制备成浆料,然后涂敷在铜或铝集流体两面,经干燥后去除溶剂形成极片,极片颗粒涂层经过压实致密化,再裁切或分条。
辊压是锂电池极片最常用的压实工艺,相对于其他工艺过程,辊压对极片孔洞结构的改变巨大,而且也会影响导电剂的分布状态,从而影响电池的电化学性能。
为了获得最优化的孔洞结构,充分认识和理解辊压压实工艺过程是十分重要的。
辊压工艺基本过程工业生产上,锂电池极片一般采用对辊机连续辊压压实,如图1所示,在此过程中,两面涂敷颗粒涂层的极片被送入两辊的间隙中,在轧辊线载荷作用下涂层被压实,从辊缝出来后,极片会发生弹性回弹导致厚度增加。
因此,辊缝大小和轧制载荷是两个重要的参数,一般地,辊缝要小于要求的极片最终厚度,或载荷作用能使涂层被压实。
另外,辊压速度的大小直接决定载荷作用在极片上的保持时间,也会影响极片的回弹,最终影响极片的涂层密度和孔隙率。
图1 极片辊压过程示意图在轧制速度V cal下,极片通过辊缝时,线载荷可由式(1)计算:q L = F N / W C其中,q L为作用在极片上的线载荷,F N为作用在极片上的轧制力,Wc为极片涂层的宽度。
辊压过程极片微观结构的演变通过辊缝,极片被压实,涂层密度由初始值ρc变为ρc。
压实密度ρc可,0由式(2)计算:其中,m E为单位面积内的电极片重量,m C为单位面积内的集流体重量,h E为电极片厚度,h C为集流体厚度。
而压实密度与极片孔隙率相关,物理上的涂层孔隙率εc,ph可由式(3)计算,其含义为颗粒内部的孔隙和颗粒之间的孔隙在涂层的体积分数:其中,ρph为涂层各组成材料平均物理真密度。
在实际的辊压工艺中,随着轧制压力变化,极片涂层压实密度具有一定规律,图2为极片涂层密度与轧制压力的关系。
图2 极片涂层密度与轧制压力的关系曲线 I 区域,为第一阶段。
此阶段压力相对较小,涂层内颗粒产生位移,孔隙被填充,压力稍有增加时,极片的密度快速增加,极片的相对密度变化有规律。

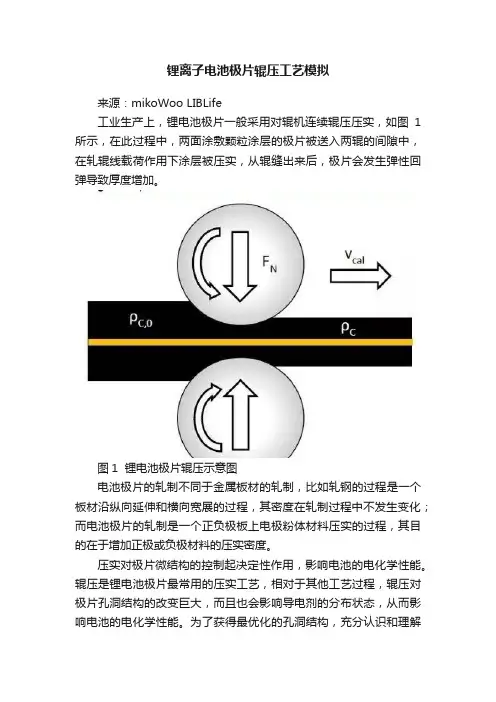
锂离子电池极片辊压工艺模拟来源:mikoWoo LIBLife工业生产上,锂电池极片一般采用对辊机连续辊压压实,如图1所示,在此过程中,两面涂敷颗粒涂层的极片被送入两辊的间隙中,在轧辊线载荷作用下涂层被压实,从辊缝出来后,极片会发生弹性回弹导致厚度增加。
图1 锂电池极片辊压示意图电池极片的轧制不同于金属板材的轧制,比如轧钢的过程是一个板材沿纵向延伸和横向宽展的过程,其密度在轧制过程中不发生变化;而电池极片的轧制是一个正负极板上电极粉体材料压实的过程,其目的在于增加正极或负极材料的压实密度。
压实对极片微结构的控制起决定性作用,影响电池的电化学性能。
辊压是锂电池极片最常用的压实工艺,相对于其他工艺过程,辊压对极片孔洞结构的改变巨大,而且也会影响导电剂的分布状态,从而影响电池的电化学性能。
为了获得最优化的孔洞结构,充分认识和理解辊压压实工艺过程是十分重要的。
文献[1]采用离散元法模拟了锂离子电池极片辊压过程中,微结构的演变过程。
离散元是一种与连续介质力学中的finite element method相区别的数值计算方法,主要用来计算大量颗粒在给定条件下如何运动。
单颗粒力学行为首先,作者采用纳米压痕设备测试了单个颗粒的压缩载荷应力-应变曲线,并采用两种材料本构模型拟合数据:弹塑性模型和Hertz模型,结果如图2所示。
从应力-应变曲线确定材料屈服点,屈服点以下材料主要是弹性行为,颗粒形貌基本无变化(图2c),符合Hertz理论;屈服点以上,材料是塑性行为,颗粒发生断裂(图2b),符合弹塑性理论。
通过大量实验,拟合了屈服应变与颗粒尺寸的关系(图2d)。
Hertz接触理论是研究两物体因受压相触后产生的局部应力和应变分布规律的学科。
1881 年 H.R.赫兹最早研究了玻璃透镜在使它们相互接触的力作用下发生的弹性变形。
他假设:① 接触区发生小变形。
②接触面呈椭圆形。
③相接触的物体可被看作是弹性半空间,接触面上只作用有分布的垂直压力。


负极极片辊压
负极极片辊压是锂离子电池制造过程中的一个重要步骤。
在这个过程中,负极极片会经过辊压机的压制,以达到一定的厚度和密度。
负极极片通常由负极材料(如石墨)、粘合剂和其他添加剂组成。
在辊压之前,负极材料被涂覆在基材上,形成一层薄膜。
当负极极片进入辊压机时,辊压机的辊子会对极片进行压缩和挤压。
这一过程有助于减少极片的厚度,增加极片的密度,并提高极片的导电性和机械强度。
辊压过程的主要目的是优化负极极片的性能,确保其在电池充放电过程中能够有效地传导电子和离子,并与正极极片相互作用。
此外,适当的辊压可以改善电池的能量密度、循环寿命和安全性。
然而,辊压过程中的压力、速度和温度等参数需要精确控制,以避免对负极极片造成过度的损伤或不良影响。
此外,选择合适的辊压机设备和优化工艺条件也是确保负极极片质量的关键因素。
一文看懂锂电池极片辊压工序导读:极片在涂布、干燥完成后,活物质与集流体箔片的剥离强度很低,需要对其进行辊压,以增强活物质与箔片的粘接强度,以防在电解液浸泡、电池使用过程中剥落。
同时,极片辊压可以压缩电芯体积,提高电芯能量密度,降低极片内部活物质、导电剂、粘结剂之间的孔隙率,降低电池的电阻提高电池性能。
一、辊压机介绍为了提高电池极片表面材料的密度及厚度的一致性,正负极片在涂布工序之后须进行滚压,此工序称为电池极片的辊压。
目前国内外锂离子电池厂家均使用二辊辊压机辊压极片,双辊压机是由两个铸钢压实辊以及电机和传动轴组成。
主流机型辊径为500 mm,辊身长度为500 mm~700 mm,辊压出的极片沿宽度方向的厚度一致性较差。
为保证厚度一致性的精度要求,轧辊长度与直径比值往往较小,最终导致极片辊压宽度较窄。
图1 极片轧制生产线示意图而在铜箔、铝箔等箔材制造领域,箔材绝大多数由四辊辊压机辊压制造,表面精度能达到几微米的同时,辊压宽度能达到1 m 以上。
但是当前还没有四辊辊压机在极片辊压中应用的先例?(如果有,欢迎给我们留言补充)图2 左:二辊辊压机辊系布置示意图右:四辊辊压机辊系布置示意图完整的辊压过程是将涂布完成的极片,固定于放卷机构后,将极片正确穿过双辊间隙,并连接收卷系统。
开启辊压模式后,电机带动上下辊同时转动,收卷机构拉动极片将稳步穿过辊压间隙,最终被压到所需压实密度。
辊压机在非工作状态时需要涂一层薄油层,以防其生锈,在使用前用无水乙醇将油层擦干净,并清理收放卷机构、自动纠偏机构。
因此,一个优秀的辊压机必须包含以下八大功能模块:图3:气液增压泵加压式极片轧机轧辊压力调整及快速反应功能:滚压机两只轧辊之间的压力调整是提高电池极片活性物质压实密度的必要条件,由于涂布间歇、单双面交错等因素影响,两辊之间的压力调整必须快速反应。
轧辊间隙调整及准确复位功能:滚压机两只轧辊之间的间隙调整是获得电池极片厚度的必要条件。
极片辊压是锂离子电池制造过程中必经的一道工序,辊压的目的是获得符合设计参数的极片。
通常通过监控极片辊压后压实密度、厚度、活物质与箔材的剥离强度等来确保极片符合制造要求。
极片辊压之所以是必要的,是因为极片在涂布、干燥完成后,活物质与集流体箔片的剥离强度很低,需要对其进行辊压,以增强活物质与箔片的粘接强度,以防在电解液浸泡、电池使用过程中剥落。
同时,极片辊压可以压缩电芯体积,提高电芯能量密度,降低极片内部活物质、导电剂、粘结剂之间的孔隙率,降低电池的电阻提高电池性能。
极片辊压压实密度的选择非常重要,不同材料的压实密度不同。
目前商业化正极材料的真密度大小约为:钴酸锂(5.1g/cm3)>三元材料(4.8/cm3)>锰酸锂(4.2g/cm3)>磷酸铁锂(3.6g/cm3),和这几种材料的压实密度规律一致,材料的真密度对压实密度的影响是无法改变的。
压实密度既对电池能量密度有影响,也对极片的电阻率、极片制造过程中的辊压打皱、分切毛刺数量、大小有重要影响。
今日要说的是辊压过程中极片打皱情况,下面针对极片打皱的原因进行分析,并针对打皱原因提出一些解决方案。
一、极片打皱的机理极片的打皱有几种类型,极耳波浪边、极耳褶皱、涂料区起皱。
当然,这几种打皱严重程度有好几种。
极片涂料区打皱会造成裸电芯表面不平整,应力集中处可能造成隔膜破损,引起电芯微短路或短路。
极耳处打皱则会影响极耳焊接强度,导致焊接不良或者增大了电池的电阻,电池充放电过程中发热快,循环寿命衰减加快。
极耳皱也可能会造成隔膜刺穿,引起短路。
极片边缘打皱处,活物质也更容易脱落,露箔对极片来说是比较严重的品质问题。
综上,极片打皱必须要控制好,对应极片打皱的原因也有多种,有电极材料本身原因也有设备精度的原因,下面将逐一进行分析。
铜箔和铝箔都是利用铜铝块经过挤压压片制成的,具有很好的金属加工性和延展性。
当极片在辊压的过程中,活物质之间相互挤压,并对铜箔、铝箔施加了一定的压力,则会产生一定的延展。
锂电池极片辊压工艺基础解析锂离子电池极片制造一般工艺流程为:活性物质,粘结剂和导电剂等混合制备成浆料,然后涂敷在铜或铝集流体两面,经干燥后去除溶剂形成极片,极片颗粒涂层经过压实致密化,再裁切或分条。
辊压是锂电池极片最常用的压实工艺,相对于其他工艺过程,辊压对极片孔洞结构的改变巨大,而且也会影响导电剂的分布状态,从而影响电池的电化学性能。
为了获得最优化的孔洞结构,充分认识和理解辊压压实工艺过程是十分重要的。
辊压工艺基本过程工业生产上,锂电池极片一般采用对辊机连续辊压压实,如图1所示,在此过程中,两面涂敷颗粒涂层的极片被送入两辊的间隙中,在轧辊线载荷作用下涂层被压实,从辊缝出来后,极片会发生弹性回弹导致厚度增加。
因此,辊缝大小和轧制载荷是两个重要的参数,一般地,辊缝要小于要求的极片最终厚度,或载荷作用能使涂层被压实。
另外,辊压速度的大小直接决定载荷作用在极片上的保持时间,也会影响极片的回弹,最终影响极片的涂层密度和孔隙率。
图1 极片辊压过程示意图在轧制速度V cal下,极片通过辊缝时,线载荷可由式(1)计算:q L = F N / W C其中,q L为作用在极片上的线载荷,F N为作用在极片上的轧制力,Wc为极片涂层的宽度。
辊压过程极片微观结构的演变通过辊缝,极片被压实,涂层密度由初始值ρc变为ρc。
压实密度ρc可,0由式(2)计算:其中,m E为单位面积内的电极片重量,m C为单位面积内的集流体重量,h E为电极片厚度,h C为集流体厚度。
而压实密度与极片孔隙率相关,物理上的涂层孔隙率εc,ph可由式(3)计算,其含义为颗粒内部的孔隙和颗粒之间的孔隙在涂层的体积分数:其中,ρph为涂层各组成材料平均物理真密度。
在实际的辊压工艺中,随着轧制压力变化,极片涂层压实密度具有一定规律,图2为极片涂层密度与轧制压力的关系。
图2 极片涂层密度与轧制压力的关系曲线 I 区域,为第一阶段。
此阶段压力相对较小,涂层内颗粒产生位移,孔隙被填充,压力稍有增加时,极片的密度快速增加,极片的相对密度变化有规律。