CST-643H中文资料
- 格式:pdf
- 大小:559.75 KB
- 文档页数:4
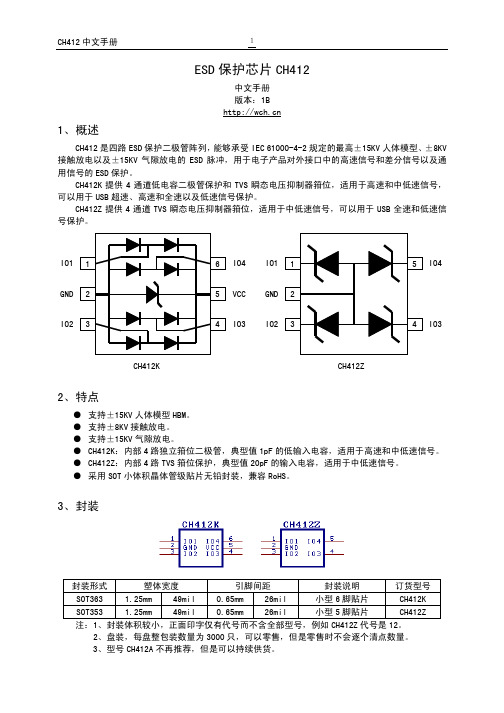
ESD 保护芯片CH412中文手册 版本:1B 1、概述CH412是四路ESD 保护二极管阵列,能够承受IEC 61000-4-2规定的最高±15KV 人体模型、±8KV 接触放电以及±15KV 气隙放电的ESD 脉冲,用于电子产品对外接口中的高速信号和差分信号以及通用信号的ESD 保护。
CH412K 提供4通道低电容二极管保护和TVS 瞬态电压抑制器箝位,适用于高速和中低速信号,可以用于USB 超速、高速和全速以及低速信号保护。
CH412Z 提供4通道TVS 瞬态电压抑制器箝位,适用于中低速信号,可以用于USB 全速和低速信号保护。
CH412K CH412Z2、特点● 支持±15KV 人体模型HBM 。
● 支持±8KV 接触放电。
● 支持±15KV 气隙放电。
● CH412K :内部4路独立箝位二极管,典型值1pF 的低输入电容,适用于高速和中低速信号。
● CH412Z :内部4路TVS 箝位保护,典型值20pF 的输入电容,适用于中低速信号。
● 采用SOT 小体积晶体管级贴片无铅封装,兼容RoHS 。
3、封装封装形式 塑体宽度 引脚间距 封装说明 订货型号 SOT363 1.25mm 49mil 0.65mm 26mil 小型6脚贴片 CH412K SOT353 1.25mm 49mil 0.65mm 26mil 小型5脚贴片 CH412Z 注:1、封装体积较小,正面印字仅有代号而不含全部型号,例如CH412Z 代号是12。
2、盘装,每盘整包装数量为3000只,可以零售,但是零售时不会逐个清点数量。
IO4 IO3 IO3 VCC IO44、型号CH412B已经停产,请换用CH412K,多出的两个通道可以悬空或并联(低速时)。
4、引脚CH412K 引脚号CH412Z引脚号引脚名称类型引脚说明2 2 GND 电源公共接地端,必须直接连接到全局地5 无VCC 电源正电源端,必须靠近引脚对GND连接0.1μF电容,用于USB信号保护时通常为3.3V(或者5V),用于其它信号须同被保护芯片的电源电压(2V~5V)1,3,4,6 1,3,4,5 IO1~IO4 信号ESD保护通道,与被保护芯片的信号引脚并联5、应用说明CH412设计用来与被保护芯片内置的ESD保护一起工作。

OMEGAOS643Infrared ThermometerOMEGAnet On-Line Service Internet e-mail **************For immediate technical or application assistance:USA and Canada:Mexico and Latin America:Sales Service: 1-800-826-6342 / 1-800-TC-OMEGA Tel: (95) 800-TC-OMEGA Customer Service: 1-800-622-2378 / 1-800-622-BEST FAX: (95) 203-359-7807Engineering Service: 1-800-872-9436 / 1-800-USA-WHEN En Español: (203) 359-7803TELEX: 996404 EASYLINK: 62968934 CABLE: OMEGA e-mail:*****************Servicing North America:USA: ISO 9001 Certified Canada:One Omega Drive, Box 4047976 Bergar Stamford, CT 06907-0047Laval (Quebec) H7L5A1Tel: (203) 359-1660Tel: (514) 856-6928FAX: (203)359-7700FAX: (514) 856-6886e-mail:**************e-mail:**************Servicing Europe:Benelux:Postbus 8034, 1180 LA Amstelveen,The Netherlands Tel: (31) 20 6418405 FAX: (31) 20 6434643Toll Free in Benelux: 06 0993344e-mail:************Czech Republic:ul. Rude armady 1868, 733 01 Karvina-Hranice, Czech Repubic Tel: 420 (69) 6311627 FAX: 420 (69)6311114e-mail:***************France:9, rue Denis Papin, 78190 Trappes Tel: (33) 130-621-400 FAX: (33)130-699-120Toll Free in France: 0800-4-06342e-mail:****************Germany/Austria:Daimlerstrasse 26, D-75392Deckenpfronn, Germany Tel: 49 (07056) 3017 FAX: 49 (07056) 8540TollFreeinGermany************e-mail:*****************United Kingdom: ISO 9002 Certified One Omega Drive Riverbend Technology Centre Northbank, Irlam,Manchester, M44 5EX, England Tel: 44 (161) 777-6611 FAX: 44 (161) 777-6622Toll Free in England: 0800-488-488e-mail:***************.ukINTRODUCTIONThis instrument is a portable easy use 3½ digit, compact-sized digital infrared thermometer simple one hand operation. Meter with Backlit LCD display, Auto-hold function and auto power off (15 seconds approx.) feature after releasing MEAS button to extend battery life and with analog signal output function.SAFETY INFORMATIONIt is recommended that you read the safety and operation instructions before using the thermometer.The symbol on the instrument indicates that the operator must refer to an explanation in this manual.CAUTION•Do not use the unit near any device which generates strong electromagnetic radiation or near a static electrical charge, as these may cause errors.•Do not point the lens at the sun or at any other source of strong light. If you do, the sensor may be damaged.•Do not contact the lens against the object whose temperature is to be measured, or get it dirty, allow it to be scratched, or allow any foreign material to adhere to it. Doing so may cause errors.•Do not touch or hold by the front cone. Temperature reading can be affected by heat from hand.•Do not place the meter on or around hot objects (70°C/158°F). It may cause damage to the case.•If the meter is exposed to significant changes in ambient temperature (hot to cold or cold to hot). Allow 20 minutes for temperature stabilization, before taking measurement.•Condensation may form on the lens when going from a cold to hot environment-wait 10 minutes for conden sation to dissipate befor taking measurements.•This unit is not constructed to be water proof or dustproof, so do not use it in a very dusty environment or in one where it will get wet.SPECIFICATIONSGENERALDisplay: 3½ digit liquid crystal display (LCD) with maximum reading of 1999. Overrange: (OL) or (-OL) is displayed.Low battery indication: the "below the operating level.Measurement rate: 2.5 times per second, nominal.Operating Environment: 32°F to 122°F (0°C to 50°C) at < 70% relative humidity.Storage Temperature: 40°F to 140°F (-20°C to 60°C), 0 to 80% R.H. with battery removed from meter.Auto power off: 15 seconds approx.Standby consume current: <1µA.Battery: 4 pcs 1.5V (AAA size).Battery Life: 100 hours (continuity) typical (Back-Light not illuminated). Dimensions: 170mm(H) x 44mm(W) x 40mm(D).Weight: 160g including batteries.ELECTRICALTemperature Range: 0°F to 500°F / -20°C to 260°C.Display Resolution: 1°F / 1°C.Accuracy:±3%ofreadingor±6°F/3°C,***************************.4°F (@ 18 to 28°C) ambient operating temperature.Temperature Coefficient: ±0.2% of reading or ±0.36°F/0.2°C, whichever is greater, change in accuracy per °F/°C change in ambient operating tempera-ture above 82.4°F/28°C or below 64.4°F/18°C.Response Time: 1 second.Spectral Response: 6 to 14µm nominal.Emissivity: Pre-set 0.95.Analog Output: 1mV/°F(°C).Detection Element: Thermopile.Optical Lens: Fresnal Lens.Field of View: 65mmØ at 1000mm.Spot size increases with distance from the probe tip as shownOPERATING INSTRUCTIONSPush buttonsDisplay Back-Light ButtonRelease MEAS button then press "" button to toggle between turn on and turn off the Back-Light. When releasing MEAS button Back-Light will turn off auto-matically after 15 seconds to extend battery life.MEAS (MEASURE) ButtonDepress MEAS button to turn on the meter for measuring temperature. Releasing MEAS button to stop measuring temperature and automatically hold the display reading, the meter turns off automatically after 15 seconds.OPERATION1. When the power is off, pressing the MEAS button turns on the power.2. Use "" button to select turn on or turn off the display Back-Light.3. Use "°F/°C" button to select °F or °C the Temperature Range.4. Point the lens at the object whose temperature is to be measured.5. Press the MEAS button. Measurement is performed as long as the MEAS button is kept pressed.6. Referring to the spot size figure, aim the laser beam at the object whose temperature is to be measured.NOTE: Although the field of measurement (or Field of View) and the spot almost coincide, actually the field of measurement corresponds to the diameter for 90% optical response. The object whose temperature is to be measured needs to be larger than the measurement diameter (spot of size) by an adequate margin at least 1.5 to 2 times larger.7. Read the diaplay.MEASUREMENT CONSIDERATIONS1.Theory of MeasurementEvery object emits infrared energy in accordance with its temperature. By measuring the amount of this radiant energy, it is possible to determine the temperature of the emitting object.2.About InfraredInfrared radiation is a form of light (electromagnectic radiation), and has the property that it, passes easily through air while it is easily absorbed by solid matter. With an emission thermometer which operates by detecting infrared radiation accurate measurement is possible, irrespective of the air tempera-ture or the measurement distance.3.Emission Thermometer StructureInfrared radiation which has been emitted from the object is focused upon an infrared radiation sensor, via an optical system which includes a lens is transparent to infrared rediation, an 5.3µm cut off filter. The output signal from the infrared radiation sensor is input to an electronic circuit along with the output signal from a standard tempeature sensor (Thermopile).4.EmissivityAll objects emit invisible infrared energy. The amount of energy emitted is proportional to the object's temperature and its ability to emit IR energy. This ability, called emissivity, is based upon the material that the object is made of and its surface finish. Emissivity values range from 0.10 for a very reflective object to 1.00 for a black body. Factory set emissivity value of 0.95, which cover 90% of typical applications.5.If the surface to the measured is covered by frost or other material, clean it to expose the surface.6.If the surface to be measured is highly reflective, apply masking tape or matt finish black paint to the surface.7.If the meter seems to be giving incorrect readings check the front cone. There may be condensation or debris obstructing the sensor; clean per instructions in the maintenance section.MAINTENANCEBattery ReplacementPower is supplied by four 1.5V (AAA size) batteries. The "" appears on the LCD display when replacement is needed.To replace the batteries, remove the screw from the back of the meter and lift off the battery cover case. Remove the batteries from battery contacts.CleaningPeriodically wipe the case with a damp cloth and detergent, do not use abrasives or solvents.Substance Thermal Substance Thermalemissivity emissivity Asphalt0.90 to 0.98Cloth (black)0.98 Concrete0.94Human skin0.98 Cement0.96Lather0.75 to 0.80 Sand0.90Charcoal (powder)0.96Earth0.92 to 0.96Lacquer0.80 to 0.95 Water0.92 to 0.96Lacquer (matt)0.97Ice0.96 to 0.98Rubber (black)0.94Snow0.83Plastic0.85 to 0.95 Glass0.90 to 0.95Timber0.90 Ceramic0.90 to 0.94Paper0.70 to 0.94 Marble0.94chromium oxides0.81 Plaster0.80 to 0.90Copper oxides0.78 Mortar0.89 to 0.91lron oxides0.78 to 0.82 Brick (red)0.93 to 0.96T extiles0.90WARRANTYOMEGA warrants this unit to be free of defects in materials and workmanship and to give satisfactory service for a period of 13 months from date of purchase. OMEGA Warranty adds an additional one (1) month grace period to the normal one (1) year product warranty to cover handling and shipping time. This ensures that OMEGA's customers receive maximum coverage on each product. If the unit should malfunction, it must be returned to the factory for evaluation. OMEGA's Customer Service Department will issue an Authorized Return (AR) number immediately upon phone or written request. Upon examination by OMEGA, if the unit is found to be defective it will be repaired or replaced at no charge. However, this WARRANTY is VOID if the unit shows evidence of having been tampered with or shows evidence of being damaged as a result of excessive corrosion; or current, heat moisture or vibration; improper specification; misapplication; misuse or other operating conditions outside of OMEGA's control. Components which wear or which are damaged by misuse are not warranted. This includes contact points, fuses, and triacs. OMEGA is glad to offer suggestions on the of use of its various products. Nevertheless, OMEGA only warrants that the parts manufactured by it will be as specified and free of defectsOMEGA MAKES NO OTHER WARRANTIES OR REPRESENTATIONS OF ANY KIND WHATSOEVER, EXPRESSED OR IMPLIED, EXCEPT THAT OF TITLE AND ALL IMPLIED WARRANTIES INCLUDING ANY WARRANTY OF MERCHANTABILITY AND FITNESS FOR A PARTICULAR PURPOSE ARE HEREBY DISCLAIMED.LIMITATION OF LIABILITY: The remedies of purchaser set forth herein are exclusive and the total liability of OMEGA with respect to this order, whether based on contract warranty, negligence, indemnification, strict liability or otherwise, shall not exceed the purchase price of the component upon which liability is based. In no event shall OMEGA be liable for consequential, incidental or special damages.Every precaution for accuracy has been taken in the preparation of this manual; however, OMEGA ENGINEERING, INC. neither assumes responsibility for any omissions or errors that may appear nor assumes liability for any damages that result from the use of the products in accordance with the information contained in the manual.SPECIAL CONDITION: Should this equipment be used in or with any nuclear installation or activity, purchaser will indemnity OMEGA and hold OMEGA harmless from any liability or damage whatsoever arising out of the use of theIt is the policy of OMEGA to comply with all worldwide safety and EMC/EMI regulations that apply. OMEGA is constantly pursuing certification of its products to the European New Approach Directives. OMEGA will add the CE mark to every appropriate device upon certification.The information contained in this document is believed to be correct but OMEGA Engineering, Inc. accepts no liability for any errors it contains, and reserves the right to alter specifications without notice.WARNING: These products are not designed for use in, and should not be used for, patient connected application.RETURN REQUESTS / INQUIRIESDirect all warranty and repair requests/inquiries to the OMEGA Customer Service Department. BEFORE RETURNING ANY PRODUCT(S) TO OMEGA, PURCHASER MUST OBTAIN AN AUTHORIZED RETURN (AR) NUMBER FROM OMEGA'S CUSTOMER SERVICE DEP ARTMENT (IN ORDER TO AVOID PROCESSING DELAYS). The assigned AR number should then be marked on the outside of the return package and on any correspondence.The purchaser is responsible for shipping charges, freight, insurance and proper packaging to prevent breakage in transit.FOR WARRANTY RETURNS, please have the following information available BEFORE contacting OMEGA: 1.P.O. number under which the product wasPURCHASED.2.Model and serial number of the product underwarranty, and3.Repair instructions and/or specific problems relativeto the product.FOR NON-WARRANTY REPAIRS, consult OMEGA for current repair charges. Have the following information available BEFORE contacting OMEGA:1.P.O. number to cover the COST of the repair.2.Model and serial number of product , and3.Repair instructions and/or specific problems relativeto the product.OMEGA's policy is to make running changes, not model changes, whenever an improvement is possible. This affords our customers the latest in technology and engineering. OMEGA is a registered trademark of OMEGA ENGINEERING, INC. © Copyright 1999 OMEGA ENGINEERING, INC. All rights reserved. This document may not be copied, photocopied, reproduced, translated, or reduced to any electronic medium or machine-readable from, in whole or in part, without prior written consent of OMEGA ENGINEERING, INC.Where Do I Find Everything I Need for Process Measurement and Control?OMEGA...Of Course!HEATERSþHeating CableþCartridge & Strip HeatersþImmersion & Band HeatersþFlexible HeatersþLaboratory HeatersPRESSURE/STRAIN AND FORCE þTransducers & Strain GaugesþLoad Cells & Pressure GaugesþDisplacement TransducersþInstrumentation & AccessoriesFLOW/LEVELþRotameters, Gas MassFlowmeters & Flow Computers þAir Velocity IndicatorsþTurbine/Paddlewheel SystemsþTotalizers & Batch Controllers TEMPERATUREþThermocouple, RTD & ThermistorProbes, Connectors, Panels &AssembliesþWire: Thermocouple, RTD &ThermistorþCalibrators & Ice Point ReferencesþRecorders, Controllers & ProcessMonitorsþInfrared PyrometersENVIRONMENTALMONITORING AND CONTROLþMetering & Control InstrumentationþRefractometersþPumps & TubingþAir, Soil & Water MonitorsþIndustrial Water & WastewaterTreatmentþpH, Conductivity & DissolvedOxygen InstrumentspH/CONDUCTIVITYþpH Electrodes, Testers &AccessoriesþBenchtop/Laboratory MetersþControllers, Calibrators,Simulators & PumpsþIndustrial pH & ConductivityEquipmentDATA ACQUISITIONþData Acquisition & EngineeringSoftwareþCommunications-BasedAcquisition SystemsþPlug-in Cards for Apple, IBM& CompatiblesþDatalogging SystemsþRecorders, Printers & PlottersM-2983/0799。

Ka宽频带卫星通信馈源系统袁朝晖;杜彪;金超【摘要】作为下一代Ka频段卫星通信系统的关键天馈设备,新研制了一种高性能Ka宽频带卫星通信地球站四端口圆极化馈源系统,文章介绍.了该馈源系统的方案特点及关键部件的选取原则,并给出实测结果.测试结果表明馈源系统在19.2~21.2 GHz的接收频带、29.0~31.0 GHz的发射频带内具有优良的性能,轴比小于0.5 dB、回波损失小于-21 dB,整体技术指标达到了国际先进水平.【期刊名称】《现代电子技术》【年(卷),期】2008(031)015【总页数】3页(P163-165)【关键词】Ka频段;圆极化;轴比;同轴滤渡器;隔板移相器【作者】袁朝晖;杜彪;金超【作者单位】中国电子科技集团公司第54研究所,河北,石家庄,050081;中国电子科技集团公司第54研究所,河北,石家庄,050081;中国电子科技集团公司第54研究所,河北,石家庄,050081【正文语种】中文【中图分类】TN927+211 引言目前,多数商用卫星固定业务使用C波段(4/6 GHz)和Ku波段(12/14 GHz)。
随着卫星通信业务种类日益繁多,经过缩小轨位间距、采用正交极化复用和空间复用等手段充分开发后的C和Ku频段,频道资源愈来愈拥挤且日渐饱和。
70年代,国外一些空间研究机构就开始致力于新一代大容量卫星通信系统的研制。
就使用带宽而言,Ka频段远大于C、Ku频段,因此是的新一代大容量卫星通信系统的首选频段。
经过20多年的研究与试验,国外Ka频段卫星通信系统已进入实用化阶段。
近年,我国也正在开展Ka频段卫星通信系统的研制。
本文介绍了我单位新研制的一种Ka宽频带卫星通信馈源系统,其收发频带分别为19.2~21.2 GHz,29.0~31.0 GHz,接收频带及发射频带内回波损失小于-20 dB,轴比小于0.5 dB。
2 系统方案Ka宽频带卫星通信馈源系统由波纹喇叭、同轴滤波器、分波器、发射频段隔板移相器及接收频段90°电桥与多弯波导组成。

FUJI CP643简介各驱动轴名称:X轴驱动轴马达Y轴驱动轴马达Z轴驱动轴马达C轴驱动轴马达Fθ轴驱动轴马达FRθ轴驱动轴马达C轴驱动轴马达D1轴驱动轴马达D2轴驱动轴马达X轴→置件平台、左右驱动轴Y轴→置件平台、前后驱动轴Z轴→置件平台、升降驱动轴C→凸轮驱动轴Fθ轴→最终置件角度驱动轴FRθ轴→最终置件角度还原驱动轴NC轴→吸嘴切换驱动轴D1轴→供料平台1驱动轴D2轴→供料平台2驱动轴20个工作站之功用:第1站零件用尽检知﹑供料连杆﹑真空开关切换﹑废料带切刀第2站大零件取件成败检知第3站置件角度预转第5站置件工作头误差角度修正第6站画像处理第10站最终置件角度第11站吸嘴上下移动第11站真空开关切换第12站最终置件角度旋转还原第13站置件角度预转还原第14站置件工作头A检知第15站吸嘴头角度原点确认第16站不良零件收集盒第16站零件清除第17站吸嘴切换前位置检知第18站吸嘴位置切换第19站吸嘴切换后位置确认置件工作头各部名称*吸嘴头支座--------装置吸嘴头之机构*吸嘴头----------装置吸嘴头之机构*吸嘴----------吸取零件之机构第四章各机构功能说明4. 各机构功能说明现在说明各机构之功能4.1 各机构之分类4.2置件相关机构*凸轮箱凸轮箱是由凸轮轴驱动马达、主驱动装置、凸轮轴、驱动连杆、气压缸等机构所组成.各工作站依照各凸轮之工作曲线执行动作.*主驱动装置凸轮箱中主驱动装置由2部份所构成,一个是带动置件工作头上的角度驱动离合器,驱动齿轮盘动作的角度驱动离合器驱动装置,另一个是带动置件工作头下半部吸嘴头动作的吸嘴头驱动装置.*置件工作头旋转主轴上装置有20组置件工作头,每一个置件工作头是由吸嘴、吸嘴头及吸嘴头支座所构成.每组置件工作头上,均配备有6种不同之吸嘴,可依不同之零件呎寸作适当之选择.置件工作头之功能,就是执行从供料器上吸取零件,然后搬运零件去做画像处理,再将零件放置到生产基板上.*1-20工作站第一页20个置件工作头所在之位置称为工作站,由于各工作站所执行之工作均不相同,以下将针对各工作站逐一进行说明.第1站: 执行供料器送料,零件吸取及零件用尽检知等.第2站: 使用侦测器进行大零件取件成败检知.第3:站: 执行置件角度预转,置件角度预转是将从第1站吸取之零件预先旋转,使其较接近生产所设定之置件角度.第3站之最主要目的,是为了减少零件在第6站进行画像处理后,必须在第10站所旋转之角度,也就是为了在第10站将零件旋转至最终置件角度时,因旋转时之惯性所导致之角度误差量.并且因为将置件角度分工至第3站及第10站旋转,可提高机器之运转速度.但是,第3站之凸轮轨迹仅设计能旋转+90°及-90°二者而已.第5站: 执行置件工作头误差角度修正.第3站置件角度预转时所导致之些微误差消除. 第6站: 使用大视野与小视野2组相机,进行零件之位置、角度偏差状况、零件外形、有无零件等之检查.第10站: 执行最终置件角度旋第6站画像处理的检查结果,在第10站用伺服马达,进行最终置件角度旋转. 第11站: 执行将零件置放到生产基板上.但是在第6站画像处理结果,判定不良之零件,不做置放.第12站: 执行最终置件角度旋转还原,也就是将在第10站所旋转之角度予以还原.第13站: 执行置件角度旋转还原,也就是将在第3站所旋转之角度予以还原.第14站: 为了计算生产情报,执行置件工作头A检知.第15站: 执行吸嘴头原点角度确认.第16站: 执行将第6站画像处理结果判定不良之零件,从吸嘴上清除.第17站: 执行吸嘴切换前,吸嘴头上6支吸嘴所在位置检知.第18站: 使用伺服马达,执行6支吸嘴位置切换.第19站: 执行吸嘴位置切换前,是否正确完成切换之确认.光学总成光学总成是由CCD相机、光源机构及相机固定座等所组成.使用CCD相机读取生产基板上之基准定位点,在机器内计算也坐标修正量,做为自动置件时之依据.4.3 零件供应相关机构*供料器将料带上的零件供应到第1站零件吸取位置之装置.在CP-6上必须使用CP-6专用之供料器. *供料平台装置位于机器背面,包括供料平台1/2、滚珠、螺杆及伺服马达等装置.供料平台用以搭载供料器依照生产程序设定,使用伺服马达,将供料器驱动到指定位置.废料带切刀装置位于第1站置件工作头下方,利用上下切刀将从供料器上送出之废料带予以切除,剪切后之废料带,经由导管收集到机器背面之废料带收集箱中.4.4 基板搬运相关机构*置件平台置件平台是由X、Y、Z轴伺服马达,及X、Y轴之直线滑轨及基板支撑销支座等所组成.置件平台依据生产程序的设定,将生产基板驱动到指定位置,并可随零件高度不同进行高度之变换.*输入侧基板搬运轨道输入侧基板搬运轨道,是由轨道侧板、T型皮带及T型皮带驱动马达所组成,是将生产基板由机器外搬运到置件平台之搬运轨道.*输出侧基板搬运轨道第二页输出侧基板搬运轨道, 是由轨道侧板、T型皮带及驱动马达所组成,是将生产基板由机器外搬运到机器的搬运轨道.第五章20个工作站5. 20个工作站5.1 第1站5.1.1 送料连杆送料连杆是驱动供料器使供料器送料之机构,藉由送料连杆上下移动,将零件送达吸嘴之吸料位置.*间隙调整螺杆之调整方法(1) 将8×4纸带供料器安装于供料平台第1站之位置.(2) 选择SET→POSITION→D AXIS输入1后,按激活键将供料器驱到第1站之位置.(3) 选择SET→MANUAL→I/O然后按下紧急停止按键.(4) 使用手摇杆将C轴旋转到C轴角刻度盘0度之位置.(5) 将I/O中之TAPE FEED SOL ON之项目设定成OFF之状态.(6)调整间隙调整螺杆,使第1站送料连杆与供料器连杆顶端之间隙为0.5/mm.*第1站送料连杆上/下行程确认侦测器之调整*下行程侦测器(1) C轴角度200度时,送料连杆上之感应器在下行程位置,请确认此时下行程侦测器为ON.(2) 将杠杆式量表架设在滚子支座处,调整侦测器位置,使其在送料连杆由下始点往上移动0.6m/m时OFF.*上行程侦测器(1) C轴角度0度时,送料连杆上之感应器在上行程位置,请确认此时上行程侦测器为ON.(2) 将杠杆式量表架设在滚子支座处,调整侦测器位置,使其在送料连杆由上始点往下移动0.3m/m时OFF.5.1.2 零件用尽检知零件用尽检知是使用反射型侦侧器去感应零件料带的最末端,使操作者能在零件用尽之前事先得知.(1) 将装有零件料带的8×4纸带供料器,安装在供料平台第1站之位置.(2) 选择SET→POSITION→D输入1后,按激活键将供料器驱到第1站之位置.(3) 按下紧急停止按键.(4) 调整侦测器高低位置,使其与供料器上的零件料带间之间隙约为10m/m.(5) 调整侦测器前后位置,使侦测器发射出之光束反射点,大约离感应区之椭圆末端2.5m/m 的位置.(6) 调整侦测器左右位置,使侦测器发射出之光束反射点大约在感应区之椭圆长槽中央位置.*侦测器的感度调整(1) 将扩大器上之感度调整旋钮,由MIN之位置慢慢顺时针方向旋转,直到绿色灯亮,记下其位置A.(2) 将扩大器上之感度调整旋钮位置,调整到A与MAX位置之中间.(3) 将供料器上之零件料带取出,此时扩大器上之红色灯应该亮.将零件料带放回,绿色灯亮,重复此动作数次确认动作无误.(4) 实际生产测试零件用尽是否能正确检知.5.1.3 废料带切刀废料带切刀是将供料器前端送出之废料带切除的装置,切除后的废料带,经由吸力导管收集到机器背面的废料带收集箱中.5.1.4 吸嘴上下移动*驱动滑块间隙调整螺杆调整方法为了使各置件工作头能在旋转主轴与上/下驱动滑块间平顺运转,故须调整驱动滑块之高低位置.(1) 选择SET→MANUAL→I/O然后按下紧急停止按键.第三页(2) 以3m/m之六角扳手,将位于第11站之置件工作头角度驱动离合器拆除.(以六角扳手将固定螺丝拆松后,以手将固定螺丝慢慢旋下)(3) 将吸嘴头支座固定块拆除,拔掉真空吸力导管后将吸嘴头支座拆下.主1: 角度驱动离合器下方有弹簧及轴承,当固定螺丝拆除时须拿稳以防弹出遗失.主2: 吸嘴头支座固定块螺丝锁紧时须使用扭力扳手,避免因施力过大造成旋转主轴上的固定螺丝孔损坏.扭力扳手所须扭力请参照下表X NO. 固定螺丝呎寸固定块编号扭力值~166 A M4 WPH0331 20B M4 WPH0331 33167~ A M4 WPH0331 20B M5 WPH1031 40261~ A M4 WPH0331 20B M5 WPH1020 40注意: 当拆下吸嘴头支座时,由于直线滑轨的顶端没有行程限制的装置,须注意不可将直线滑轨上的滑座取出,以免滑座内的钢珠掉落,另外也不可将伸缩导杆之轴心跟外套分离,因为每组伸缩导杆之轴心跟外套都经过精度测量后配对组合而成.吸嘴头支座为一经过精度测量之组合部品,包括直线滑轨、伸缩导杆等与精度有关之部份均不单独贩售,请操作者拆卸时特别注意.(4) 将拆除吸嘴头支座的部份转到第一站之位置,在C轴角度刻度0盘度时将I/O YO20 PICKUP SOL ON设定ON,使上/下驱动滑块动作.(5) 将杠杆式量表架设在旋转主轴之轨道部份,在C轴角度313°~43°时调整间隙调整螺杆,使旋转主轴之轨道与上/下驱动滑块之轨道的高低差在0~0.03m/m之内.(6) 调整完成后,将拆除吸嘴头支座部份转回第10站,以相反程序将吸嘴头支座重新装回旋转主轴.注:锁紧角度驱动离合器时,须使用吸嘴头与角度驱动离合器定位治具.*确认吸嘴高度位置吸嘴吸取零件时会下降到供料器所在位置,并驱动真空开关产生吸力以吸取零件.(1) 将8×4纸带供料器安装在供料平台第1站之位置.(2) 选择SET→POSITION→D AXIS输入1后,按激活键将供料器驱到第1站之位置.(3) 选择SET→MANUAL→I/O然后按下紧急停止按键.(4) 在C轴角度度盘0度的位置将I/O YO20 PICKUP SOL ON设定为ON,使上/下驱动连杆动作.(5) 以手摇杆将C轴转到C轴角度刻度盘175度的位置.(6) 以厚薄规确认吸嘴与供料器表面的间隙为0.65mm.(7) 如果所测得之间隙与标准间隙不符,则须调整驱动连杆的调整杆前后位置,以改变吸嘴高度位置.(8) 调整驱动连杆调整杆的前后位置,除了会改变吸取零件时之吸嘴高度位置,同时也会影响上下驱动滑块与旋转主轴滑轨之高低位差(0~0.03 m/m),请重复确认此二部份之间隙.另外真空开关的切换位置也必须重新确认.5.1.5真空开关切换驱动连杆第1站真空开关切换驱动连杆是将真空开关由OFF状态切换为ON状态,使吸嘴产生真空吸力以便将零件吸起之机构.(1) 真空开关切换驱动连杆调整前,必须先量测20个真空开关的高度,选择位置最低之真空开关为基准进行调整.测量真空开关位置时,将每个真空开关切换至OFF的位置,将杠杆式量表架在切换轴底部进行测量.(2) 将(1)测出之基准真空开关转到第1站,选择SET→MANUAL→I/O后按下紧急停止按钮. 第四页(3) 使用手摇杆将C轴转到C轴角度刻度盘175度的位置,将真空开关保持在OFF位置,调整驱动连杆座,使驱动连杆与真空开关切换轴之间隙为0.7m/m.(4) 在C轴角度刻盘0度位置将I/O YO20 PICKUP SOL ON设定ON.(5) 使用手摇杆将C轴转到C轴角度刻度盘175度的位置.(6) 将杠杆式量表架在切换轴底部,调整驱动销位置使驱动连杆与切换轴之间隙为0~0.1m/m.(7) 20组置件工作头必须逐一进行步骤(6)之调整.5.1.6 供料器翘起检知装置(1) 确认供料器正确安装在供料平台上.(2) 确认供产器与侦测器支座无任何干涉,也没有被侦测器所投射之光束感应到.*侦测器感度调整(1) 将扩大器上之两个旋钮顺时针方向转到底.(2) 侦测器光束收发正常状况下将旋钮2慢慢逆时针方向调整直到红色灯亮,记下此时旋钮2之位置A.(3) 使用钢尺或其它物品将侦测器光束遮断,将旋钮2慢慢顺时针调整直到红色灯熄灭,记下此时旋钮2之位置B.(4) 将扩大器旋钮2调整到A及B之中间位置.*驱动连杆位置调整侦测器位置调整(1) 调整驱动连杆支座之上、下位置,使供料器底面与驱动连杆的间隙为0.2m/m(驱动连杆不可接触供料器).(2) 调整侦测器支座上下位置,使侦测器在驱动连杆与供料器底面的间隙为0.7m/m(驱动连杆下压0.5m/m),侦测器ON.5.1.7供料器安装确认为了使吸嘴可以正确的吸着零件,所以供料器必须正确的安装在置件平台上.(1)安装供料器前,请先将供料平台上及供料器底面之附着物清除(废料带碎屑或零件),避免安装供料器时异物夹在中间,造成供料器无法紧密安装在供料平台上.(2)供料器之零件导盖是否变形.(3)各种零件料带是否正确选用合适之供料器,若选用不当,将可能造成零件导盖无法扣紧或其它取件上之问题.5.2第2站大零件取件成败检知第2站是检查吸嘴在第1站吸取大零件(厚度1以上)成败与否的机构.当检查取件失败时,机器将马上停止.(1)按下紧急停止按键.(2)使用手摇杆将C轴转到C轴角度刻度盘200度的位置.(3)将杠杆式量表架在吸嘴萤光纸表面.(4)调整侦测器支座高度在吸嘴下降0.7~0.8 m/m),侦测器ON.(5)调整完成时,实际吸取大零件进行确认侦测器动作是否正常.注意: 进行确认时,请注意吸嘴吸取零件状况须正常.*侦测器感度调整(1)使用钢尺或其它物品遮断侦测光束,此时将扩大器上之旋钮慢慢顺时针方向调整直到红色灯熄灭,记下此时旋钮位置A.(2)拿开钢尺,在侦测器光束收发正常状况下,将扩大器上的旋钮慢慢逆时针方向调整,直到红色灯亮记下旋钮位置B.(3)将扩大器旋钮位置调整到A与B中间.5.4 第10站最终置件旋转角度第10站是依照第6站画像处理所求得的结果,将零件旋转到最终置件角度之机构.*角度驱动离合器高度调整第五页(1)在C轴角度刻盘0度时,将I/O YO30 F θSOL ON设定为ON,使驱动连杆动作.(2)将杠杆式量表架在角度定位离合器之底部.(3)以用手摇杆将C轴转到C轴角度刻度盘200度的位置.(4)确定上下角度驱动离合器完全吻合,记下角度定位离合器之下压量.(5) 将20个角度定位离合器之下压量逐一测出选择下压量最少之角度位离合器为基准,(也可直接以第3站所测出下压量最小之角度定位离合器为基准)调整角度驱动离合器间隙调整螺杆,使其下压量为0.3~0.35 m/m.5.5 第11站置件5.5.1第11站吸嘴上下移动第11站吸嘴上下移动是将已经吸取零件的吸嘴驱动到置件高度,同时驱动真空开关将吸力关闭而将零件置放到生产基板上的机构.*驱动滑块间隙调整螺杆调整方法为了方便各置件工作头能在旋转主轴与上/下驱动滑块间平顺运转,故须调整驱动滑块之位置.(1)选择SET→MANUAL→I/O然后按下紧急停止按键.(2)以3 m/m之六角扳手,将位于第11站之置件工作头角度驱动离合器拆除.(以六角扳手将固定螺丝拆松后,以手将固定螺丝慢慢旋下)(3) 将吸嘴头支座固定块拆除,拔掉真空吸力导管后将吸嘴头支座拆下.注1: 角度驱动离合器下方有弹簧,当固定螺丝拆除时须拿稳以防弹出遗失.注2: 吸嘴头支座固定螺丝锁紧时须使用扭力扳手,避免因施力过大造成旋转主轴上的固定螺丝孔损坏.扭力扳手所需扭力请参照下表.X NO. 固定螺丝呎寸固定块编号扭力值~166 A M4 WPH0331 20B M4 WPH0331 33260~ A M4 WPH0331 20B M5 WPH1031 40261~ A M4 WPH0331 20B M5 WPH1020 40注意: 当拆下吸嘴头支座时,由于直线滑轨的顶端没有行程限制的装置,须注意不可将直线滑轨上的滑座取出,以免滑座内的钢珠掉落,另外也不可将伸缩导杆之轴心跟外套都经过精度测量后配对组合而成.吸嘴头支座为一经过精度测量之组合部品,包括直线滑轨、伸缩导杆等与精度有关之部份均不单独贩售,请操作者拆卸时特别注意.(4) 将拆除吸嘴头部份转到第11站之位置,在C轴角度刻盘0度时,将I/O Y028 PLACE SOL ON设定ON,使上/下驱动滑座动作.(5) 将杠杆式量表架设在旋转主轴之滑轨部份,在C轴角度313度~53度时调整间隙调整螺杆,使旋转主轴之滑轨与上/下驱动滑块之滑轨的高低差在0~0.03之内m/m.(6) 调整完成后,将拆除吸嘴头支座部份转回第10站,以相反程序将吸嘴头支座重新装回旋转主轴.注: 锁紧角度驱动离合器时,须使用吸嘴头与角度驱动离合器定位治具.5.5.2真空开关切换驱动连杆第11站真空开关切换驱动连杆是将真空开关由ON状态切换为OFF状态之机构.当切换到OFF状态时,破坏吸嘴内之真空吸力以便将零件置放到生产基板.(1)真空开关切换驱动连杆位置调整前必须先测出位置最低之真空开关为基准.将杠杆式量表架在切换底部,真空开关保持在OFF状态,逐一测量20个真空开关之位置选择位置最低者为基准.(2)选择SET→MANUAL→I/O然后按下紧急停止按键.第六页(3)在C轴0度时,将I/O Y028 PLACE SOL ON切换为ON,使驱动连杆动作.(4)使用手摇杆将C轴转到C轴角度刻度盘200度的位置.(5)调整驱动连杆之位置,使切换轴与驱动连杆之间隙为0.05~0.1m/m.(6)确认所有真空开关与切换驱动连杆之间隙均大于0m/m.注: 节流阀标准设定状态为全闭后旋开4~5圈,设定后请勿任意调整.5.6第12站最终置件角度旋转还原5.6.1最终置件角度旋转还原是将第10站最终置件角度旋转所旋转的角度予以还原的机构. *角度驱动离合器高度调整角度驱动离合器高度调整时,必须以位置最低的角度定位离合器为准.(1)以杠杆式量表架在角度定位离合器之底部.(2)以手摇杆将C轴转到C轴角度刻度盘200度的位置.(3) 确定上下角度驱动离合器完全合,记下角度定位离合器之下压量.(4) 将20个角度定位离合器之下压量逐一测出,选择下压量最小的角度定位离合器为基准,(也可直接以第3站或第10站所测出下压量最小的角度定位离合器为准)调整角度驱动离合器间隙调整螺杆使其下压量为0.3~0.35 m/m.5.6.2角度驱动离合器合状况检查侦测器角度驱动离合器合状况检查侦测器是执行最终置件角度还原时,确认上下角度驱动离合器是否合的侦测器.请确认当上下角度驱动离合器正确合时侦测器的扩大器显示,当上下角度驱动离合器未合时,侦测器的扩大器显示.请按照下图指定的位置,设定扩大器ON/OFF的状态.(1) 将扩大器的状态切换开关切换到位置.(2) 当上下角度驱动离合器未合状态下,按下设定键ON.(3) 当上下角度驱动离合器合状态下,按下设定键OFF.(4) 当状态切换开关切回RUN.(注意扩大器上之绿灯须闪烁5次,代表完成设定,否则须确认侦测器光纤与扩大器之连接状况是否正常后,重新设定)注: 设定扩大器前请先将侦测器与感应器擦拭干凈.5.7 第13站置件角度预转还原第13站是将第3站置件角度预转所旋转的角度还原的机构.*角度定位离合器之调整角度驱动离合器调整时必须以位置最低的角度定位离合器为准.(1) 在C轴角度刻度盘0度时,将I/O Y02C PR θROT SOL ON切换为ON,使驱动连杆动作.(2) 将杠杆式量表架在角度定位离合器之底部.(3) 以手摇杆将C轴转到C轴角度刻度盘200度的位置.(4) 确定上下角度离合器之下压量逐一求出,选择下压量最少之角度定位离合器为基准,(也可直接以第3站或第10站所测出下压量最少的角度定位离合器为准)调整角度驱动离合器间隙调整螺杆使其下压量为0.3~0.35 m/m.5.8 第16站零件清除第16站是执行关闭真空开关,使吸嘴的吸力由ON切换为OFF的机构.当吸力切换为OFF,吸嘴内部即不再处于真空状态,吸嘴吸取零件的能力即消失,第6站画像处理判定不良的零件便掉进不良零件收集盒中.(1)按下紧急停止按键.(2)使用手摇杆将基准置件工作头转到第16站(调整用的基准置件工作头选择方法请参照第5.1.5节)(3) 将C轴转到C轴角度刻度盘200度的位置.第七页(4) 调整间隙调整螺丝使驱动连杆与真空开关之切换轴的间隙为0.05~0.1 m/m.5.9 第17站吸嘴切换前位置检知切换前吸嘴位置检知是使用3组侦测器来检知6组吸嘴中位于正下方位置吸嘴形式的机构,各侦测器的位置如下所示.*确认方法(1) 用手将6号吸嘴转到正下方位置,确认侦测器之扩大器灯号显示如下图.(2) 接下来将2号吸嘴转到正下方的位置,确认侦测器之显示灯号如下图.(3) 其余各吸嘴之显示状况,请参照下表.侦测器1 侦测器2 侦测器3吸嘴1 O ××吸嘴2 ×O ×吸嘴3 ××O吸嘴4 O O ×吸嘴5 ×O O吸嘴6 O ×O红灯亮: O 红灯不亮: ×*防止各侦测器间互相干扰因为3个侦测器距离很近,为避免各侦测器所发射出之光束互相干扰,可将相邻之扩大器设成不同之周波数.(1) 将状态切换开关切到SET的位置.(2) 同时按住ON及OFF设定键直到绿色灯闪烁.(3) 此时若再按设定键ON,将状态切换开关切回RUN.则扩大器设定为A周波.若按设定键OFF,将状态切换开关切回RUN,则扩大器设定为B周波.*侦测器设定方式(1) 将置件工作头A及B之吸嘴切换转轮分别切换到6号吸嘴及2号吸嘴在正下方的位置.(吸嘴头角度须保持在原点).(2) 使用手摇杆将置件工作头A转到第17站,C轴停留在C轴角度刻度盘200度之位置.(3) 将3个扩大器之状态切换开关人武部切到SET的位置.(4) 当6号吸嘴在正下方位置时,分别按下ON/OFF/ON.(5) 使用手摇杆将置件工作头B轴转到第17站,C轴停留在C轴角度刻度盘200度之位置.(6) 当2号吸嘴在正下方位置时,分别按下OFF/ON/OFF.(7) 将扩大器之状态切换开关分别切回RUN,请确认切回RUN时,绿色灯如果闪烁5次,代表设定完成.否则,须确认以下2点后重新设定,.a. 扩大器与侦测器光纤线之连接状况.b. 扩大器周波数设定状况.以上为SUNX的扩大器之确认、调整方法.接着将说明YAMATAKE扩大器的确认、调整方法.注意: 使用YAMATAKE扩大器的机器,请将第12站吸嘴头原点位置侦测及D-ON之位置,其余各站请切到L-ON之位置.*侦测器感度调整(1) 将置件工作头A及B之吸嘴切换转轮分别切换到6号吸嘴有2号吸嘴在正下方的位置(吸嘴头角度须保持在原点).(2) 使用手摇杆将置件工作头A转到17站,C轴停留在C轴角度刻度盘200度位置.(3) 将3个扩大器状态切换开关全部切到SET位置.(4) 当6号吸嘴在正下方位置时,分别按下三个扩大器之TONING按钮.第八页(5) 使用手摇杆将置件工作头B转到17站,C轴停留在C轴角度刻度盘200度位置.(6) 当2号吸嘴在正下方位置时,分别按下三个扩大器之TONING按钮.。

关于《CST630KV/630KS驱动系统》2技术参数:2×630KV CST,用于地面胶带运输机。
2.1 CST减速器●减速比:19.2476●输出轴速度:76.88●输入轴的速度:1480●驱动设备由以下构成:A:带有桥式节流的二级机械泵,速度输出轮和速度传感器组件,油槽温度传感器,冷却液流量传感器及仪表,以及节流桥,油箱与离合器间所有的连接管子。
B:液压控制桥式配流块,包括离合器仪表、传感器4-20mA、润滑油、比例控制阀、阀组、在线过滤器、安全阀。
所有与接线盒连接的健康监测仪器,这些仪器都带有直流电源和PWM转换器。
C:油箱加热器,3/380/50 5KWD:CST齿轮减速器组件,注有424美浮油。
E:管接头及法兰。
2.2 CST冷却系统(CST辅件)●垂直冷却泵,带有TEFC电机(3/380/50 22KW)和Y型过滤器。
●热交换器,自由立式油风散热器,配备3/380/50 2.2KW的风扇和电机。
不包括:●冷却泵、风扇电机和加热器的起动器,●电机控制中心与CST设备间的动力和控制电缆●冷却管路●制动控制模拟信号隔离,如果使用制动控制,在CST控制板输出一个非隔离模拟信号(4~20mAdc),一个不连续的隔离输出和接收一个不连续的隔离输入反馈,买方在制动控制接收端提供隔离模拟信号。
2.3 CST控制(地面两套CST)●使用AB公司的PLC(SLC-5/04)控制系统,装于NEMA4密封壳内,设计有输入/输出、电源、人/机界面(AB控制板),用于控制起动、停止加速度和两个CST的负荷分配。
●起动加速度曲线可在25-300秒范围内进行调整,减速度曲线也可以调,电机载荷的分配误差在±2%左右,在使用一个CST驱动器时,空载的情况下,皮带爬行速度在15-50%间可调。
●所有的处理参数,如电机功率、CST离合器压力、冷却/润滑油压力、速度、油温以及设备的起动、停止状态都能由CST系统上安装的SLC-5/04处理器的DH+接口获取,用户提供必要的电缆、件和软件。




气相色谱法测定空气中痕量三氟化氮尹强; 陈玲; 许俊斌; 贾相锐; 叶丽芳; 毛沅文; 周阳; 黄彦捷; 周瑾艳【期刊名称】《《化学分析计量》》【年(卷),期】2019(028)0z1【总页数】4页(P28-31)【关键词】三氟化氮; 气相色谱; 校正曲线; 不确定度【作者】尹强; 陈玲; 许俊斌; 贾相锐; 叶丽芳; 毛沅文; 周阳; 黄彦捷; 周瑾艳【作者单位】广东省计量科学研究院广州 510000【正文语种】中文【中图分类】O657.7三氟化氮(NF3)是一种人工合成的无色无味的气体,主要应用于微电子工业中,是一种优良的等离子刻蚀剂和清洗剂。
对于硅半导体材料,NF3具有良好的刻蚀速度和选择性。
作为一种气体清洁剂,NF3清洗效率高且不留痕迹[1]。
另外,NF3也可作为高能激光中的氟源。
NF3还用作电化学氟化剂生产全氟有机和无机化合物[2],是制备四氟肼和生产氟锆酸盐玻璃的试剂[3-4];利用其与氢气反应放热大的特点,可作为特殊焊接气体使用;在核工业中可用于分离提纯铀和钚等[5]。
NF3具有一定毒性,容易与血红蛋白结合,人体吸入一定量后会引起高铁血红蛋白症[6]。
另外,NF3也是一种具有极强温室效应的气体,实验室测量结果表明,其存储热量的能力约是二氧化碳的1.7万倍,在空气层中不能被其它空气过程去除(与O3、水吸收等反应),空气寿命长达740年之久[7],近年来NF3的排放量仍在不断增加,严重影响环境安全,而我国的NF3检测技术尚处于起步阶段,相关研究工作亟待加强。
目前获得应用的三氟化氮检测方法包括催化热裂解/电化学法、超高温热裂解/电化学法、非分光红外法及气相色谱法[8],其中两种裂解/电化学方法主要原理是利用催化剂或超高温将NF3分解为氮氧化物及氟化物,分析其裂解产物并进行间接定量,这类方法精度不高,需要较长时间预热,且会产生二次污染,无法满足微量NF3的快速定量检测。
非分光红外法是一种最新开发出来的检测方法,检测快速准确,灵敏度高,但是检测仪器需要特定的红外波长滤光片,目前市场上还没有相关产品。




CST 的介绍葆德CST(可控启动传输)是一个二合一齿轮箱,组合了一个行星齿轮减速装置和一个一体式湿式离合器系统。
CST二合一驱动成套方案是一个极具成本效益的解决方案,其设计和制造专门适用于最困难的高惯性负载的全方位控制,如长距离皮带机(1~10公里)或多点同步驱动的皮带机CST的作用:葆德CST(可控启动传输)是一个二合一齿轮箱,组合了一个行星齿轮减速装置和一个一体式湿式离合器系统。
当连接交流感应电机时,CST齿轮箱将电机的高转速低扭矩输入变为低转速高扭矩输出,适合直接连接到高惯性的负载,如皮带机。
葆德CST二合一驱动成套方案是一个极具成本效益的解决方案,其设计和制造专门适用于最困难的高惯性负载的全方位控制,如长距离皮带机(1~10公里)或多点同步驱动的皮带机。
无论皮带机上的负载或周围环境有何变化,CST驱动器都能够高效地传递电机功率和扭矩,并保持启动和停止的平滑。
CST的工作原理:葆德CST采用了一个位于齿轮箱输出轴的湿式离合器系统,使电机能够在无负载的条件下启动。
离合器系统包括一套摩擦片(旋转片)和静止片,靠油压推动的环形活塞,以及一套释放离合器的弹簧结构。
油通过油泵在闭合回路内,经过摩擦片之间循环,并通过热交换器冷却。
当液压油对活塞施压时,离合器片啮合,使输出轴转动,并在预定的控制时间内逐渐加速到驱动速度。
齿轮箱上装有驱动控制和反馈装置,包含一个液压阀块、比例阀、调压阀、过滤器、压力表和传感器等。
这些装置通过硬接线或数据网络和由PLC构成的CST控制器连接。
CST控制器最多可以控制四台CST驱动器,用于多点同步驱动应用。
同步控制:葆德CST控制系统能执行多达四台CST驱动器的同步软启动和负载分配控制,并能通过硬接线或数据网络与工厂远程监控,连锁和安全系统进行接口。
控制器和CST驱动器之间的距离可达100米。
CST控制器使用Allen-Bradley RSLogix和Contrologix平台。

PSX643技术说明书软件使用说明国电南京自动化有限公司2001.08一、硬件概述1、以太网的使用4=英寸-方式选择由指拨开关决定,1、2号开关用于串口1,其中,1、2在off位置为232方在422/485模式下,短路1-2;在232模式下工作时,需要短路2-3。
Psx640采用电子切换方式,只需使用相应的插座,无需设置硬件接线。
3.参数设置板串口1/2(需设置为232接线方式)或psx640的rs232口,上电。
启动windows超级终端,设置PC串口9600的波特率,8个数据位,不检查,1个停止位,【ascii码发送】选项选中【以换行符作为发送行末尾】,【ascii码接收】选项选中【将超过终端宽度的行自动换行】,按回车键,输入用户名(sac)和用户密码(1234),将显示选择菜单,可进行相应参数的设置。
?设置完成后,选择【保存修改】即可。
在正常操作期间,最后两个位置旋钮开关必须置于断开位置。
4.终端调试1二、软件概述2、系统启动模块(system.h)?初始化硬件环境?初始化软件环境执行设备端初始化过程ied_uuInitialize()该接口需要开发人员定义,用以创建ied设备。
?执行主站侧初始化过程mst_initialize()在实现传出功能时,接口需要由实现者定义,以初始化主站端协议。
对于访问功能,接口由系统定义。
创建虚拟设备用以报告设备的通讯状态虚拟设备根据设备创建顺序(设备的通信状态由设备端协议设置)定期查询设备的通信状态,并生成远程信令卷。
目前,可监控的设备数量为64台。
虚拟设备占用设备ID。
?提供软定时和看门狗服务3。
设备管理模块(dev_mng.H)?是否提供统一的设备描述和数据描述?提供设备创建和设备检索功能利用设备提交的协议接口为系统提供一组统一的设备操作接口所谓协议接口,是指从系统的设备操作接口到具体设备的实现接口的映射。
协议接口必须由设备端协议实现,否则无法创建此类设备。

CP-643讲义FUJI CP-643 讲义2. Environmental Specifications2.1 Electrical Power and Air*V oltage: 3-phase 200V AC±10%*Frequency: 50/60Hz*Power consumption: 10KV ANotes:(1)Input voltage: Selectable from 200,210,220,230,380,400,415,460 and 480V (by selecting the transformer taps)(2)An exclusive power source should be used for the machine in order to avoid problems from noise, fluctuations in voltage, and high-frequency distortion.(3)Compressed air: 0.5Mpa(5kgf/cm2)(4)Air consumption: 50Nl/min2.2 Environmental Conditions*Ambient temperature: 15 to 35℃*Ambient humidity: 30 to 80%*Protection Structure: Class IP22 equivalent2.3 Machine WeightApproximately 6000 kg(excluding the D-axis rear cover)2.4 Machine MonitorEither Japanese or English.2.5 Machine Components*XY-table*Board conveyor*Feeder setting tables*Nozzles*Placing heads*Vision processing system2.6 Machine ColorBody: BeigeTrim: Reddish brown3. Machine Specifications3.1 Basic Specifications*Placing Speed 0.09sec/chip under the following conditions>XY-table travel distance: within 14.8mm(within15.3mmincluding compensations)>D-axis rotation angle: None>FQ-axis rotation angle: within 20degrees>PQ-axis rottion angle: 90°or -90°>Cam speed: 100%>180° rotation placement: 0.13sec*Placing Accuracy ±0.1mm(3 sigma) in XY-direction>Fiducial mark reference>Rotational error is translated into an XY-coordinate.*Placing Reliability 99.99%(After auto recovery)*Part Dimensions 1005 to 19×20mm(20×20mm for J-lead parts)Part height: maximum 6mm*Package Type 8,12,16,24 and 32mm tapeReel diameter: 180mm,330mm and 380mm*Maximum Feeder Number 140 feeders(using 8mm tape feeders)*Board Loading Time 4.0sec(XY-table travel time is not included)*Fiducial Mark Read Time Approximately 0.5sec/mark>1.2mm mark diameter.Time needed to movebetween the marks and to compensate for markappearance and displacement is not included.*Nozzle Indexing Time 1 pitch rotation: 0.09sec2 pitch rotation: 0.15sec3 pitch rotation: 0.18sec3.2 Board Transport(1)Direction of Board Flow*Left to right-Standard*Right to left-Optional(2)Board Transport Height*900(+15,-5)mm Standard*950(+15,-5)mm OptionalVibration isolation pads may increase the board transport height by 12mm.(3)Board Transport*Conveyor belt system*In-conveyor ->main conveyor(XY-table)->out-conveyor(4)Maximum Transport Weight*1kg maximum (2kg with optional roller guided conveyor)(5)Conveyor Width Adjustment*The width of the conveyors can be changed individually or jointly using the adjustment handle and the front rail as a reference .3.3 PCB Requirements(1)Board Size*356mm(W)×457mm(L)maximum*50mm(W)×80mm(L)minimum*Thickness 0.5mm-4.0mmNote: Consult Fuji if board backup is required.(2)Board Material*Glass epoxy, composites, paper phenol, alumina, polyimide, etc.(3)Board Restrictions*Warpage: ±1.0mm maximum*Height of premounted parts: 6.0mm maximum*Height of prmounted bottom side parts: 25.4mm*Fiducial mark reference3.4 Warranty*Warranty period 2000 hours or 1 years. Fuji will bear no responsibility fordamage duet to acts of nature (fire, flood, earthquakes,etc) or incorrect operation.4.Placing Heads4.1 Placing HeadsStation Function1Pick-up part from the D-table2Part detection (large part only)3Pθ: Placement angle pre-rotation in 90 degree angles4Idle5θ–axis nozzle rotation6Vision processing7Idle8Idle9Idle10Fθ: Fine rotation origin return(incl.adjustment)11Placement12FRθ: Fθ:Fine rotation origin return13PRθ: Pθ:Pre-rotation origin return(cam driven)14A-head detection15Nozzle clutch origin detection16NG parts discarded17Detection of nozzle type No.1-No.618Nozzle change19Nozzle change check (detect type NO.1-6)20IdleStation 1:tape end detectionStation 1:feeder advanceStation 1:valve switchStation 1:valve up/downWaste tape cutStation 2:parts checkStation 3:preθStation 5:nozzleθ axis positionStation 6:vision processingStation 10:fine θStation 11:nozzle up/downStation 11:valve switchStation 12:fine θ reverseStation 13:pre θ reverseStation 15:nozzle origin position checkStation 16:reject dump partsStation 16:valve returnStation 17:nozzle pre-change checkStation 18:nozzle changeStation 19:nozzle post-change check5.Nozzle5.1Nozzle and Nozzle Assembly(1)Each placing head carries up to 6 nozzles of different types, selected from a range of 15.(2)Refer to the following table for nozzle types and applicable parts.Bkgd Nozzle Applicable Nozzle nameΦ12Φ0.71005,1608,SSMIN R12-007 Φ1.01608,2125,SMIN,MIN R12-010 Φ1.32125,3216,MIN,Tantalum A, Melf R12,M12-013Φ1.83216,3225,4532,TanlumA/B,PTRR,Trimmer potentiometerR12-018Φ16Φ20Φ2.5Tantalum B/C/D,PTRR,Melf,SOIC 8,SSOP16~20,FilterR16-025,R20,M20-025 Φ3.7Trimmer potentiometer,Alumimumelectrolytic capacitor,Tantalum D,SOIC20~28W,SSOP16~30,PLCC18~28,SQFP48,SOJ26R16-037,R20-03720mmsquare Φ5.0SOIC20~28W,SSOP24~30,PLCC18~32,SQFP48,SOJ26,QFP48S20-050S22-050S22-05022mm square22mm square(black)S22-070B22-070 Φ7.0SOIC20~28W,SOJ26,PLCC20~52Notes:(1)The letter in “Nozzle name” denotes the shape of the diffuser (except MεB).R: Round (back light)M: Special nozzle for Melf (back light)S: Square (back light)B: Square (front light) (Bindicates blck)(2) Depending on the shape and weight of the part, a different nozzle may be required.5.2 Nozzle ArrangementThe standard arrangement of nozzles is either type A or B, as shown below. Other arrangements made up of nozzles A~Oare possible.Type A and Type B Nozzle ArrangementsPosition on Head 1 2 3 4 5 6Type A A B C H J KType B B C E H J KThe nozzle types listed here are identified in the following table.Nozzle TypeA R12-007 F R16-025 H R20-025 L S22-050B R12-010 G R16-037 I M20-025 M B22-050C R12-013 J R20-037 N S22-070D M12-013 K S20-050 O B22-070E R12-018Notes: (1) Only a nozzle with a Φ20 reflective disk or smaller can be attached on either side of a nozzle with a 20 mm square reflective plate.(2) Only a nozzle with a Φ16 reflective disk or smaller can be attached oneither side of a nozzle with a 22 mm square or 22 square(black) reflectiveplate.6. Parts Supply System6.1 Parts Supply Table (D-axis) and Tape Feeders(1) Types of Components 140 types (using 70×2tables with 8mm feeders)(2) Placeable Components Components that comply with the packaging,feed pitch and parts height requirements aspreviously outlined.(3) Table Drive Method 2 motor/2 independent drive mechanisms. (4) D-table Drive Modes May be selected from the following *Device Change Mode *Changeover Mode *Joint Mode (5) Feeder PitchRight side W8W12 W16 W24 W32 L e f t s i d eW81P 2P 2P 2P 2P W12 2P 2P 2P 2P 3P W16 2P 2P 2P 2P 3P W24 2P 2P 2P 3P 3P W322P3P3P3P3PNote: The expressions “left side” and “right side” refer to the feeder mounting positions when viewed from the rear of the machine.(6) Feeder Types (which can be placed at the ends of the device tables)W8 W12 W16 W24 W32 D1 √ N/A N/A N/A N/A D70 √ N/A N/A N/A N/A D71 √ N/A N/A N/A N/A D140√N/AN/AN/AN/A(7) Feeder Stands*A feeder stand is 3-tier shelf designed to accommodate unused or spare feeders. Shelves can be selected from the following list and attached to the stand. Feeder Stand (3 Shelves / Stand) Holds 8,12mm (accommodates 34 feeders) Holds 16mm (accommodates 27 feeders) Holds 24mm (accommodates 22 feeders) Holds 32mm (accommodates 19 feeders)(8) List of CP642/CP642(E) Compatible FeedersFor 180mm reel For 330mm reelFor 380mm reelWD-0802-0.7-180WD-0804-1.0-180 WD-0804-1.0-330 WD-0804-1.3-180 WD-0804-1.3-330 WD-0804-1.8-180 WD-0804-1.8-330WE-0802-0.7-180WE-0804-1.0-180 WE-0804-1.0-330WE-0804-1.3-180 WE-0804-1.3-330WE-0804-1.8-180 WE-0804-1.8-330WE-1204-2.5-180 WE-1204-2.5-330 WE-1204-2.5-380WE-1208-2.5-180 WE-1208-2.5-330 WE-1208-2.5-380WE-1212-2.5-180 WE-1212-2.5-330 WE-1212-2.5-380WE-1604-3.7-330 WE-1604-3.7-380WE-1608-3.7-330 WE-1608-3.7-380WE-1612-3.7-330 WE-1612-3.7-380WE-2404-5.0-330WE-2408-5.0-330WE-2412-5.0-330WE-2416-5.0-330WE-2424-5.0-330 (12mm Double feeding)WE-3212-7.0-330WE-3216-7.0-330WE-3224-7.0-330 (12mm Double feeding) Notes: (1) Both 330 and 380 diameter reels can be mounted on reel holders. The feeding capacity is a maximum 10,000 parts at 4 mm/pitch and a maximum5,000 parts at 8 mm/pitch.(2) A part is fed by a single stroke for a pitch of 2, 4, 8, 12 and 16mm,and bymultiple strokes for a pitch up to 24mm. (24mm is the maximum length of tape which cab be cut off.)(3) 380 diameter reel holders are manufactured on demand.(4) The reel’s alphanumeric number includes the applicable nozzle size. Thesize is the maximum nozzle diameter. Nozzles of smaller diameter can beused on the feeder as well.(5) All FCP-6 dedicated feeders are made of aluminum.(6) The dimensions of the W8, 13-inch parts reel are shown below. Feeders forthe CP6 use a box-type reel holder, providing structural stability whichensures repeated component pick-up.7. Vision System7.1 Camera Unit (Parts Recognition)The CP642/CP-642(E) is equipped with two cameras, each camera being adapted for different uses; a high resolution small F.O.V. camera is used to acquire images of small components such as 1005s and small SOTs, and a large F.O.V. camera is used for SOICs and PLCCs. Also, frontlighting or backlighting can be selected according to the configuration of the parts.(1)Vision ControllerAttached inside the machine’s base control box.(2)Narrow View CameraPart camera for backlight use*1005, 1608, 2125,3216, SSMin, SMin, etc.(3)Wide View CameraThe parts cameras can be switched from backlight to frontlight use. Frontlight use is limited to J-lead parts.*Backlight compatible parts: 19×20mm maximum* Frontlight compatible parts: 19×20mm maximum J-lead partsNotes:(1) Specify the camera type, narrow or wide view, in part data.(2)If a part larger than 3216 in size is inspected using the narrow view camera, theplacing speed may be reduced. The narrow view camera is intended for inspecting small components at high resolution.(3)If a part smaller than 4532 in size is inspected using the wide view camera, theplacing accuracy may be adversely affected. The wide view camera is designed for large components from 4532 size parts to SQFP 48 pin devices.7.2 Fiducial Mark Camera(1)The camera is installed within the head assembly.(2)The camera is used to accurately locate the board position by inspecting two ormore fiducial marks on the PCB. During operation, corrections are made to the part placement position using the fiducial mark data.8.Machine Control System8.1 Machine Control Specificatons(1) Placement Positions Data Entry *Absolute data(2) Acceleration Control (XY-table) *UHi, Hi, Mid, Low, ULow:*5-level adjustable acceleration anddeceleration settings.(3) Controllable Axes *Cam, X, Y, Z, D1, D2, Fθ, FRθ, Nozzlechanger: 9 axes(4) CPU *32 bit(5) Maximum Number of Input Sequences *5,000 sequences/board(6) Maximum Number of Programs in storage *10(1,500 sequences/program)(7) Memory *Battery backup (lithium battery)(8) Data Input *F4G systemNote: Refer to 9.2.12, “F4G System”. (9) Data Unit * 0.01mm on X-,Y- and Z-axes. *θ axis units: deg, and min.(10) Communication *RS-232C(11) Control Panel * Numerical keypad and function keys(12) Vision Recognition Error Correction *Board displacement correction*Part displacement correction8.2 Signal TowerMachine StatusBlue(steady)Blue(flashing)Yellow(steady)Yellow(flashing)Red(steady)Red(flashing)Automatic Operation √Board Loading √Board Waiting √Command Waiting √Parts Out √√M/C Stop Due To Parts Out √M/C Stop Due To Error √Statistical Warning √√Operator Call During Changeover √Vision Processing Error √Ready Mode √Changeover in Process √M/C Stop Due To ProductionCount Up√Notes:(1)The signal tower lighting condition settings are made in proper data.(2)The blue light is replaced by a green light on IEC-compatible machines.9. Options9.1 Installation of Optional Parts and FunctionsThe options listed below are categorized into three groups.Category A Factory installed (installed by Fuji prior to shipping)Category B Site installed (installed on-site by Fuji)Category C User installed (installed by the customer)*Reference pin unit A or B*Reference pins C*Backup pins C*Vacuum-type backup pins A or B*Additional nozzles C*Tape feeders C*Handy terminal C*Board-flow direction A*Roller-guided conveyor A*Tri-color signal tower A*HELPS A*F4G C*Others9.2 Further Information9.2.1 Reference Pin Unit(1)The CP642/CP-642(E) comes equipped with a fiducial mark camera that reads fiducial marks ato ascertain a board’s position. Board-holdign units for use withreference pins are available as an option.(2)Reference pin units can be used together with fiducial marks.(3)The reference pin unit does not include reference pins. The reference pins must beordered using the customer specification form.9.2.2 Reference PinsThe following reference pins are available. Please specify the quantity and size in your order.*Φ3.0 round or diamond shaped*Φ4.0 round or diamond shaped9.2.3 Backup PinsOrder backup pins as needed9.2.4 Vacuum Style Backup Pins6 pins are used. Use of the vacuum backup pins increases board loading time by onesecond compared to standard backup pins. However, this may vary depending on the specified table mode. Loading Speed Mode Time (sec)Hi 5.0Mid 5.5Low 6.09.2.5 Additional NozzlesOrder additional nozzles as needed.9.2.6 Part Supply Feeders8,12,16,24 and 32 mm feeders are available. Note requirements in your order.9.2.7 Handy Terminal(1) Permits the operator to conveniently enter and view data normally displayed on thecontrol CRT during device checks.(2) Eliminate errors when replacing reels by allowing device checks via the attachedpen-type barcode reader.9.2.8 Board-flow Direction(1)Provides support for right to left board flow.9.2.9 Roller-Guided Conveyor(1)This unit enhances board transport performance by incorporation rollers under thePCB transport conveyor belt.(2)The maximum weight allowable is 1 to 2kg including the transport pallet.9.2.10 Tri-color Signal Tower(1)Customer selectable green or blue lights with standard red and yellow lights.9.2.11 HELPS Specifications(1)The HELPS system provides an in-line productions system that supports automaticchangeover. The main features are as follows:*Automatic changeover of production programs*Automatic conveyor width adjustment*Displays confirmation items and manual procedure instructions for automaticchangeover operation.(2)The level of automation varies according to the customer’s specification.*Board type (barcode or pattern-code) trigger.*Manual (operation SW) triggerNote: When a barcode or pattern-code is used as a trigger, a separate unit to read data at the previous stage is required. Details are available separately.9.2.12 F4G System(1)The F4G system perform data communication with the machine using the following:*Computer (IBM PC compatible)*C/C (communication center)*Program modules (F4GO, F4GP, F4GM, etc.as required)(2)Refer to the separate “F4G Specifications” for details.Note: The PC for the F4G system should be prepared by the customer prior to the installed of the machine.9.2.13 Other Requirements(1)Any requirements not covered in these specifications may be discussed separately.(2)If you have any questions, please contact Fuji or one of our sales representatives.各驱动轴名称:X轴驱动轴马达Y轴驱动轴马达Z轴驱动轴马达C轴驱动轴马达Fθ轴驱动轴马达FRθ轴驱动轴马达C轴驱动轴马达D1轴驱动轴马达D2轴驱动轴马达X轴→置件平台、左右驱动轴Y轴→置件平台、前后驱动轴Z轴→置件平台、升降驱动轴C→凸轮驱动轴Fθ轴→最终置件⾓度驱动轴FRθ轴→最终置件⾓度还原驱动轴NC轴→吸嘴切换驱动轴D1轴→供料平台1驱动轴D2轴→供料平台2驱动轴20个⼯作站之功⽤:第1站零件⽤尽检知第1站供料连杆第1站真空开关切换第1站废料带切⼑第2站⼤零件取件成败检知第3站置件⾓度预转第5站置件⼯作头误差⾓度修正第6站画像处理第10站最终置件⾓度第11站吸嘴上下移动第11站真空开关切换第12站最终置件⾓度旋转还原第13站置件⾓度预转还原第14站置件⼯作头A检知第15站吸嘴头⾓度原点确认第16站不良零件收集盒第16站零件清除第17站吸嘴切换前位置检知第18站吸嘴位置切换第19站吸嘴切换后位置确认置件⼯作头各部名称*吸嘴头⽀座--------装置吸嘴头之机构*吸嘴头----------装置吸嘴头之机构*吸嘴----------吸取零件之机构第四章各机构功能说明4. 各机构功能说明现在说明各机构之功能4.1 各机构之分类4.2置件相关机构*凸轮箱凸轮箱是由凸轮轴驱动马达、主驱动装置、凸轮轴、驱动连杆、⽓压缸等机构所组成.各⼯作站依照各凸轮之⼯作曲线执⾏动作. *主驱动装置凸轮箱中主驱动装置由2部份所构成,⼀个是带动置件⼯作头上的⾓度驱动离合器,驱动齿轮盘动作的⾓度驱动离合器驱动装置,另⼀个是带动置件⼯作头下半部吸嘴头动作的吸嘴头驱动装置. *置件⼯作头旋转主轴上装置有20组置件⼯作头,每⼀个置件⼯作头是由吸嘴、吸嘴头及吸嘴头⽀座所构成.每组置件⼯作头上,均配备有6种不同之吸嘴,可依不同之零件呎⼨作适当之选择.置件⼯作头之功能,就是执⾏从供料器上吸取零件,然后搬运零件去做画像处理,再将零件放置到⽣产基板上.置件相關機構零件供應相關機構 1~20⼯作站置件⼯作頭主驅動裝置凸輪箱光學總成供料平臺供料器廢料帶切⼑裝置輸⼊側基板搬運軌道置件平臺基板搬運軌道輸出側基板搬運軌道控制箱操作⾯板基板搬運相關機構電氣控制相關機構空壓控制相關機構機器本體CP-6*1-20⼯作站20个置件⼯作头所在之位置称为⼯作站,由于各⼯作站所执⾏之⼯作均不相同,以下将针对各⼯作站逐⼀进⾏说明.第1站: 执⾏供料器送料,零件吸取及零件⽤尽检知等.第2站: 使⽤侦测器进⾏⼤零件取件成败检知.第3:站: 执⾏置件⾓度预转1.置件⾓度预转是将从第1站吸取之零件预先旋转,使其较接近⽣产所设定之置件⾓度.第3站之最主要⽬的,是为了减少零件在第6站进⾏画像处理后,必须在第10站所旋转之⾓度,也就是为了在第10站将零件旋转⾄最终置件⾓度时,因旋转时之惯性所导致之⾓度误差量.并且因为将置件⾓度分⼯⾄第3站及第10站旋转,可提⾼机器之运转速度.但是,第3站之凸轮轨迹仅设计能旋转+90°及-90°⼆者⽽已.第5站: 执⾏置件⼯作头误差⾓度修正.第3站置件⾓度预转时所导致之些微误差消除.第6站: 使⽤⼤视野与⼩视野2组相机,进⾏零件之位置、⾓度偏差状况、零件外形、有⽆零件等之检查.第10站: 执⾏最终置件⾓度旋转.第6站画像处理的检查结果,在第10站⽤伺服马达,进⾏最终置件⾓度旋转.第11站: 执⾏将零件置放到⽣产基板上.但是在第6块画像处理结果,判定不良之零件,不做置放.第12站: 执⾏最终置件⾓度旋转还原,也就是将在第10站所旋转之⾓度予以还原.第13站: 执⾏置件⾓度旋转还原,也就是将在第3站所旋转之⾓度予以还原.第14站: 为了计算⽣产情报,执⾏置件⼯作头A检知.第15站: 执⾏吸嘴头原点⾓度确认.第16站: 执⾏将第6站画像处理结果判定不良之零件,从吸嘴上清除.第17站: 执⾏吸嘴切换前,吸嘴头上6⽀吸嘴所在位置检知.第18站: 使⽤伺服马达,执⾏6⽀吸嘴位置切换.第19站: 执⾏吸嘴位置切换前,是否正确完成切换之确认.光学总成光学总成是由CCD相机、光源机构及相机固定座等所组成.使⽤CCD相机读取⽣产基板上之基准定位点,在机器内计算也坐标修正量,做为⾃动置件时之依据.4.3 零件供应相关机构*供料器将料带上的零件供应到第1站零件吸取位置之装置.在CP-6上必须使⽤CP-6专⽤之供料器.*供料平台装置位于机器背⾯,包括供料平台1/2、滚珠、螺杆及伺服马达等装置.供料平台⽤以搭载供料器依照⽣产程序设定,使⽤伺服马达,将供料器驱动到指定位置.废料带切⼑装置位于第1站置件⼯作头下⽅,利⽤上下切⼑将从供料器上送出之废料带予以切除,剪切后之废料带,经由导管收集到机器背⾯之废料带收集箱中.4.4 基板搬运相关机构*置件平台置件平台是由X、Y、Z轴伺服马达,及X、Y轴之直线滑轨及基板⽀撑销⽀座等所组成. 置件平台依据⽣产程序的设定,将⽣产基板驱动到指定位置,并可随零件⾼度不同进⾏⾼度之变换.*输⼊侧基板搬运轨道输⼊侧基板搬运轨道,是由轨道侧板、T型⽪带及T型⽪带驱动马达所组成,是将⽣产基板由机器外搬运到置件平台之搬运轨道. *输出侧基板搬运轨道输出侧基板搬运轨道, 是由轨道侧板、T型⽪带及驱动马达所组成,是将⽣产基板由机器外搬运到机器的搬运轨道.第五章20个⼯作站5. 20个⼯作站5.1 第1站5.1.1 送料连杆送料连杆是驱动供料器使供料器送料之机构,藉由送料连杆上下移动,将零件送达吸嘴之吸料位置.*间隙调整螺杆之调整⽅法(1)将8×4纸带供料器安装于供料平台第1站之位置.(2)选择SET→POSITION→D AXIS输⼊1后,按启动键将供料器驱到第1站之位置.(3)选择SET→MANUAL→I/O然后按下紧急停⽌按键.(4)使⽤⼿游戏杆将C轴旋转到C轴⾓刻度盘0度之位置.(5)将I/O中之TAPE FEED SOL ON之项⽬设定成OFF之状态.(6)调整间隙调整螺杆,使第1站送料连杆与供料器连杆顶端之间隙为0.5/mm.*第1站送料连杆上/下⾏程确认侦测器之调整*下⾏程侦测器(1)C轴⾓度200度时,送料连杆上之传感器在下⾏程位置,请确认此时下⾏程侦测器为ON.(2)将杠杆式量表架设在滚⼦⽀座处,调整侦测器位置,使其在送料连杆由下始点往上移动0.6m/m时OFF.*上⾏程侦测器(1)C轴⾓度0度时,送料连杆上之传感器在上⾏程位置,请确认此时上⾏程侦测器为ON.(2)将杠杆式量表架设在滚⼦⽀座处,调整侦测器位置,使其在送料连杆由上始点往下移动0.3m/m时OFF.5.1.2 零件⽤尽检知零件⽤尽检知是使⽤反射型侦侧器去感应零件料带的最末端,使操作者能在零件有尽之前事先得知.(1)将装有零件料带的8×4纸带供料器,安装在供料平台第1站之位置.(2)选择SET→POSITION→D输⼊1后,按启动键将供料器驱到第1站之位置.(3)按下紧急停⽌按键.(4)调整侦测器⾼低位置,使其与供料器上的零件料带间之间隙约为10m/m.(5)调整侦测器前后位置,使侦测器发射出之光束反射点,⼤约离感应区之椭圆末端2.5m/m的位置.(6)调整侦测器左右位置,使侦测器发射出之光束反射点⼤约在感应区之椭圆长槽中央位置.*侦测器的感度调整(1)将扩⼤器上之感度调整旋钮,由MIN之位置慢慢顺时针⽅向旋转,直到绿⾊灯亮,记下其位置A.(2)将扩⼤器上之感度调整旋钮位置,调整到A与MAX位置之中间.(3)将供料器上之零件料带取出,此时扩⼤器上之红⾊灯应该亮.将零件料带放回,绿⾊灯亮,重复此动作数次确认动作⽆误.(4)实际⽣产测试零件⽤尽是否能正确检知.5.1.3 废料带切⼑废料带切⼑是将供料器前端送出之废料带切除的装置,切除后的废料带,经由吸⼒导管收集到机器背⾯的废料带收集箱中.5.1.4 吸嘴上下移动*驱动滑块间隙调整螺杆调整⽅法为了使各置件⼯作头能在旋转主轴与上/下驱动滑块间平顺运转,故须调整驱动滑块之⾼低位置.(1)选择SET→MANUAL→I/O然后按下紧急停⽌按键.(2)以3m/m之六⾓扳⼿,将位于第11站之置件⼯作头⾓度驱动离合器拆除.(以六⾓扳⼿将固定螺丝拆松后,以⼿将固定螺丝慢慢旋下)(3)将吸嘴头⽀座固定块拆除,拔掉真空吸⼒导管后将吸嘴头⽀座拆下.主1: ⾓度驱动离合器下⽅有弹簧及轴承,当固定螺丝拆除时须拿稳以防弹出遗失.主2: 吸嘴头⽀座固定块螺丝锁紧时须使⽤扭⼒扳⼿,避免因施⼒过⼤造成旋转主轴上的固定螺丝孔损坏.扭⼒扳⼿所须扭⼒请参照下表X NO. 固定螺丝呎⼨固定块编号扭⼒值~166 A M4 WPH0331 20B M4WPH033133167~ A M4WPH033120B M5WPH103140261~ A M4WPH033120B M5WPH102040注意: 当拆下吸嘴头⽀座时,由于直线滑轨的顶端没有⾏程限制的装置,须注意不可将直线滑轨上的滑座取出,以免滑座内的钢珠掉落,另外也不可将伸缩导杆之轴⼼跟外套分离,因为每组伸缩导杆之轴⼼跟外套都经过精度测量后配对组合⽽成.吸嘴头⽀座为⼀经过精度测量之组合部品,包括直线滑轨、伸缩导杆等与精度有关之部份均不单独贩卖,请操作者拆卸时特别注意.(4)将拆除吸嘴头⽀座的部份转到第⼀站之位置,在C轴⾓度刻度0盘度时将I/O YO20PICKUP SOL ON设定ON,使上/下驱动滑块动作.(5)将杠杆式量表架设在旋转主轴之轨道部份,在C轴⾓度313°~43°时调整间隙调整螺杆,使旋转主轴之轨道与上/下驱动滑块之轨道的⾼低差在0~0.03m/m之内.(6)调整完成后,将拆除吸嘴头⽀座部份转回第10站,以相反程序将吸嘴头⽀座重新装回旋转主轴.注:锁紧⾓度驱动离合器时,须使⽤吸嘴头与⾓度驱动离合器定位治具.*确认吸嘴⾼度位置吸嘴吸取零件时会下降到供料器所在位置,并驱动真空开关产⽣吸⼒以吸取零件.(1)将8×4纸带供料器安装在供料平台第1站之位置.(2)选择SET→POSITION→D AXIS输⼊1后,按启动键将供料器驱到第1站之位置.(3)选择SET→MANUAL→I/O然后按下紧急停⽌按键.(4)在C轴⾓度度盘0度的位置将I/O YO20 PICKUP SOL ON设定为ON,使上/下驱动连杆动作.(5)以⼿游戏杆将C轴转到C轴⾓度刻度盘175度的位置.(6)以厚薄规确认吸嘴与供料器表⾯的间隙为0.65mm.(7)如果所测得之间隙与标准间隙不符,则须调整驱动连杆的调整杆前后位置,以改变吸嘴⾼度位置.(8)调整驱动连杆调整杆的前后位置,除了会改变吸取零件时之吸嘴⾼度位置,同时也会影响上下驱动滑块与旋转主轴滑轨之⾼低位差(0~0.03 m/m),请重复确认此⼆部份之间隙.另外真空开关的切换位置也必须重新确认.5.1.5真空开关切换驱动连杆第1站真空开关切换驱动连杆是将真空开关由OFF状态切换为ON状态,使吸嘴产⽣真空吸⼒以便将零件吸起之机构.(1)真空开关切换驱动连杆调整前,必须先量测20个真空开关的⾼度,选择位置最低之真空开关为基准进⾏调整.测量真空开关位置时,将每个真空开关切换⾄OFF的位置,将杠杆式量表架在切换轴底部进⾏测量.(2)将(1)测出之基准真空开关转到第1站,选择SET→MANUAL→I/O后按下紧急停⽌按钮.(3)使⽤⼿游戏杆将C轴转到C轴⾓度刻度盘175度的位置,将真空开关保持在OFF位置,调整驱动连杆座,使驱动连杆与真空开关切换轴之间隙为0.7m/m.(4)在C轴⾓度刻盘0度位置将I/O YO20 PICKUP SOL ON设定ON.(5)使⽤⼿游戏杆将C轴转到C轴⾓度刻度盘175度的位置.(6)将杠杆式量表架在切换轴底部,调整驱动销位置使驱动连杆与切换轴之间隙为0~0.1m/m.(7)20组置件⼯作头必须逐⼀进⾏步骤(6)之调整.5.1.6 供料器翘起检知装置(1)确认供料器正确安装在供料平台上.(2)确认供产器与侦测器⽀座⽆任何⼲涉,也没有被侦测器所投射之光束感应到.*侦测器感度调整(1)将扩⼤器上之两个旋钮顺时针⽅向转到底.(2)侦测器光束收发正常状况下将旋钮2慢慢逆时针⽅向调整直到红⾊灯亮,记下此时旋钮2之位置A.(3)使⽤钢尺或其它物品将侦测器光束遮断,将旋钮2慢慢顺时针调整直到红⾊灯熄灭,记下此时旋钮2之位置B.(4)将扩⼤器旋钮2调整到A及B之中间位置.*驱动连杆位置调整侦测器位置调整(1)调整驱动连杆⽀座之上、下位置,使供料器底⾯与驱动连杆的间隙为0.2m/m(驱动连杆不可接触供料器).(2)调整侦测器⽀座上下位置,使侦测器在驱动连杆与供料器底⾯的间隙为0.7m/m(驱动连杆下压0.5m/m),侦测器ON.5.1.7供料器安装确认为了使吸嘴可以正确的吸着零件,所以供料器必须正确的安装在置件平台上.(1)安装供料器前,请先将供料平台上及供料器底⾯之附着物清除(废料带碎屑或零件),避免安装供料器时异物夹在中间,造成供料器⽆法紧密安装在供料平台上.(2)供料器之零件导盖是否变形.(3)各种零件料带是否正确选⽤合适之供料器,若选⽤不当,将可能造成零件导盖⽆法扣紧或其它取件上之问题.5.2第2站⼤零件取件成败检知第2站是检查吸嘴在第1站吸取⼤零件(厚度1以上)成败与否的机构.当检查取件失败时,机器将马上停⽌.(1)按下紧急停⽌按键.(2)使⽤⼿游戏杆将C轴转到C轴⾓度刻度盘200度的位置.(3)将杠杆式量表架在吸嘴荧光纸表⾯.(4)调整侦测器⽀座⾼度在吸嘴下降0.7~0.8 m/m),侦测器ON.(5)调整完成时,实际吸取⼤零件进⾏确认侦测器动作是否正常.注意: 进⾏确认时,请注意吸嘴吸取零件状况须正常.*侦测器感度调整。


YTC6430工频输电线路参数测试仪用户操作手册尊敬的顾客感谢您购买本公司YTC6430工频输电线路参数测试仪。
在您初次使用该仪器前,请您详细地阅读本使用说明书,将可帮助您熟练地使用本仪器。
我们的宗旨是不断地改进和完善公司的产品,因此您所使用的仪器可能与使用说明书有少许的差别。
如果有改动的话,我们会用附页方式告知,敬请谅解!您有不清楚之处,请与公司售后服务部联络,我们定会满足您的要求。
由于输入输出端子、测试柱等均有可能带电压,您在插拔测试线、电源插座时,会产生电火花,小心电击,避免触电危险,注意人身安全!◆慎重保证本公司生产的产品,在发货之日起三个月内,如产品出现缺陷,实行包换。
三年(包括三年)内如产品出现缺陷,实行免费维修。
三年以上如产品出现缺陷,实行有偿终身维修。
◆安全要求请阅读下列安全注意事项,以免人身伤害,并防止本产品或与其相连接的任何其它产品受到损坏。
为了避免可能发生的危险,本产品只可在规定的范围内使用。
只有合格的技术人员才可执行维修。
—防止火灾或人身伤害使用适当的电源线。
只可使用本产品专用、并且符合本产品规格的电源线。
正确地连接和断开。
当测试导线与带电端子连接时,请勿随意连接或断开测试导线。
产品接地。
本产品除通过电源线接地导线接地外,产品外壳的接地柱必须接地。
为了防止电击,接地导体必须与地面相连。
在与本产品输入或输出终端连接前,应确保本产品已正确接地。
注意所有终端的额定值。
为了防止火灾或电击危险,请注意本产品的所有额定值和标记。
在对本产品进行连接之前,请阅读本产品使用说明书,以便进一步了解有关额定值的信息。
请勿在无仪器盖板时操作。
如盖板或面板已卸下,请勿操作本产品。
使用适当的保险丝。
只可使用符合本产品规定类型和额定值的保险丝。
避免接触裸露电路和带电金属。
产品有电时,请勿触摸裸露的接点和部位。
在有可疑的故障时,请勿操作。
如怀疑本产品有损坏,请本公司维修人员进行检查,切勿继续操作。
请勿在潮湿环境下操作。

CST减速器系统技术协议工作号:甲方:山西潞安集团司马煤业有限公司(以下简称甲方)乙方:长治市林西工贸有限公司(以下简称乙方)经甲乙双方共同协商,就常村煤矿带式输送机采用CST减速器的有关技术问题达成以下协议:1. CST选择,井下输送机2.1 4 x CST H450KS , 平行轴输出,水平冷却泵,煤矿井下用 , CST箱体和冷却系统由葆德电气(上海)有限公司供给。
CST控制箱应具有以太网接口。
并提供相应的软件、硬件设备,通过矿方井下的以太网系统和上位机系统将CST的主要运行参数上传至地面并显示。
2.1.1, CST减速器∙减速器速比=24.7692∙驱动系统包括:(a)二级机械式油泵,Y型过滤器、用于润滑系统和液压系统的过滤器,输出轴速度传感器、油箱温度传感器。
(b)液压控制回路包括液压桥路、压力表、用于离合器和润滑系统的压力传感器(4~20mAdc)、过滤器,溢流阀和比例控制阀。
(c)CST减速器采用美孚fluid 424油(供货时乙方应注标准量润滑油)2.1.2, CST冷却系统∙水平冷却泵: 电机为3ph/660/1140V/50Hz/18.5kW。
∙热交换器: 油/空气热交换器, 风机电机为3ph/660/1140V /50Hz/5.5kW∙乙方提供分体式CST冷却系统,如附图61600134。
与主机相连使用金属管线,乙方提供金属管线连接所需的法兰盘、膨胀节等配件。
金属管线由矿方自备,乙方提供布置如附图。
(GB3092低压流体输送焊接管,3,4吋,不镀锌,钢管与法兰焊接后去净焊渣,然后酸洗去锈,并用铁刷清洁管内壁),矿方负责到井下现场根据设备的布置情况安装管路。
∙乙方提供冷却系统的流量计,矿方按乙方的图纸安装。
∙要求在CST的出油口处配有变径法兰,同时增加一组球形阀(碟阀发货前安装在CST上),以方便冷却装置的维修。
2.1.3, CST控制器:∙采用AB_PLC控制系统,井下防爆,包括全部输入/输出信号、电源,AB600型显示屏带ATA汉显卡,并装入可控起/停和功率平衡的控制软件。

官方微信官方网站目 录SDAC6000(u)量热仪SDACM4000量热仪SDACM3100量热仪SDC712量热仪SDC715量热仪01-05热值分析系列020*********-11元素分析系列SDCHN536碳氢氮元素分析仪SDCH536红外碳氢仪SDH536红外测氢仪SDS350红外定硫仪SDS820自动定硫仪SDS720自动定硫仪SDS-V 定硫仪SDFCl3000自动氟氯分析仪SDFCl1000(a)氟氯分析仪070707080909101111SDTGA8000(a)工业分析仪SDTGA6000工业分析仪SDTGA6000A 工业分析仪SDTGA6000V 工业分析仪SDTGA5000a 工业分析仪SDTGA520(a)水分测试仪SDTGA500光波水分测试仪SDIMF200智能马弗炉SDMF300马弗炉SDIDB413智能干燥箱SDDH315通氮鼓风干燥箱SDDH323鼓风干燥箱SDDH313鼓风干燥箱SDDH306鼓风干燥箱12-22成分分析系列1314151516171819202121222222SDAF105(a /b )灰熔融性测试仪SDAF4000灰熔融性测试仪SDHG60a 哈氏可磨性指数测定仪23-26物理特性分析系列242526S DUC3150(D )联合制样机S DHD150t 锤式破碎缩分机S DHC锤式破碎机S DJC颚式破碎机S DRC对辊破碎机S DHCW400×260湿煤破碎机S DPP制样粉碎机S DMD16自动机械缩分器S DNS300环保振筛机S DNS200a标准振筛机S DRD二分器采制样辅助工具30-38样品制备系列313232333334343535353637-38激光盘料仪系列SDLM200便携式激光盘料仪SDLM1250固定式激光盘料仪39-41404142-43公司简介44发展历程45运维服务2829S DVD25风透 式快速除湿干燥系统S DVD3mm 风透 干燥机27-29风透 式低温快速除湿干燥系列热值分析系列适用范围符合标准GB/T213-2008GB/T384-1981 GB/T30727-2014ASTM D5865-2007ISO 1928-2009 JC/T1005-2006《煤的发热量测定方法》《石油产品热值测定法》《固体生物质燃料发热量测定方法》《煤与焦炭总热值的标准试验方法》《固体矿物燃料-氧弹式量热计测定总值并计算净热值》《水泥黑生料发热量测定方法》三德科技是中国第一台自动量热仪(1996年)的发明者,先后自主研发出6代量热仪,缔造了2个“国家重点新产品”。