螺纹测量的方法|三针法测量|螺纹环塞规|螺纹千分尺|游标卡尺螺纹测量的方法
摘要:螺纹作为标准件在机件联结和传动中有着重要地位,在维修中加工螺纹也是常见的,螺纹的精度对其联结和传动有直接影响,螺纹检测的方法也是必备的。
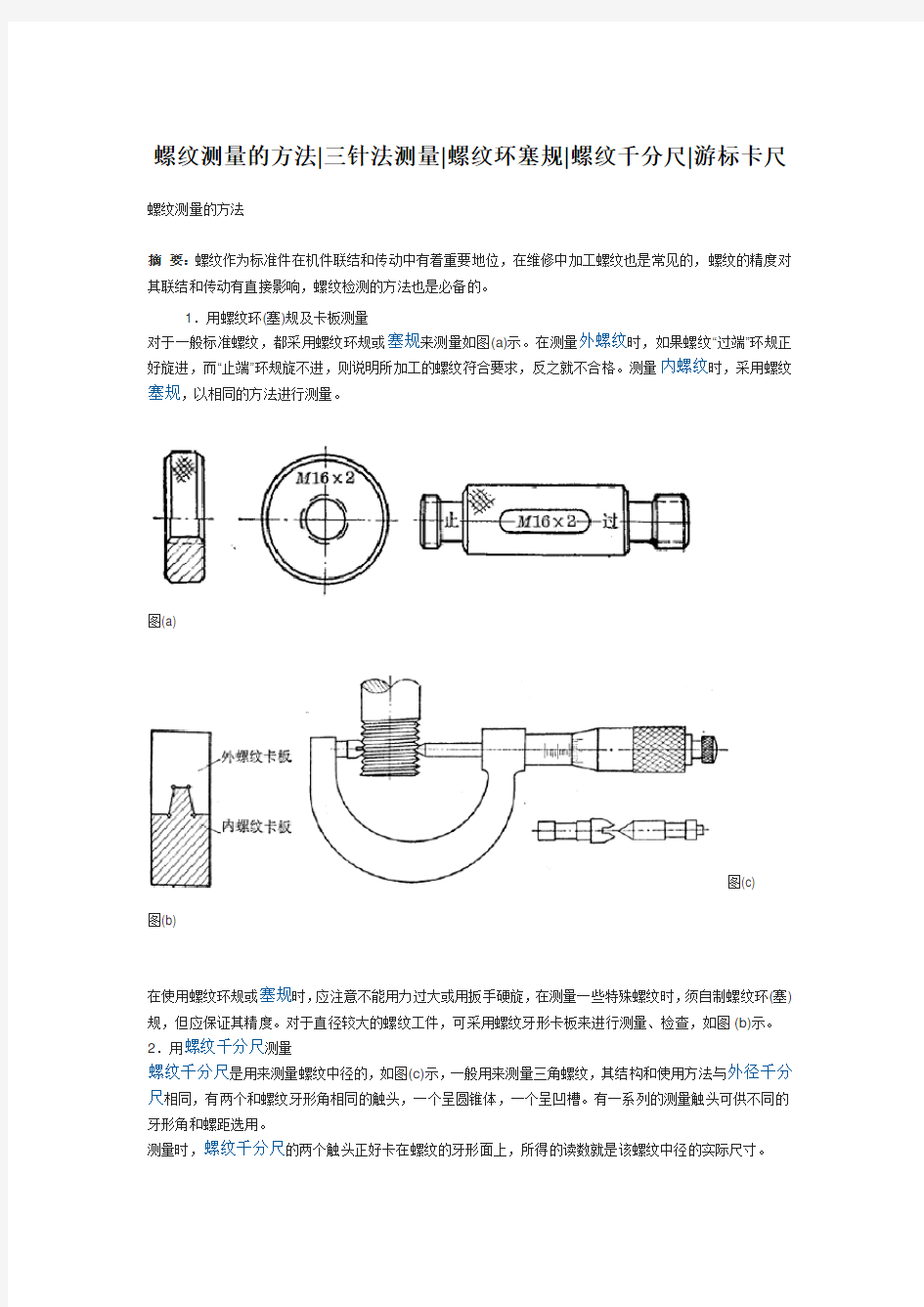
1.用螺纹环(塞)规及卡板测量
对于一般标准螺纹,都采用螺纹环规或塞规来测量如图(a)示。在测量外螺纹时,如果螺纹“过端”环规正好旋进,而“止端”环规旋不进,则说明所加工的螺纹符合要求,反之就不合格。测量内螺纹时,采用螺纹塞规,以相同的方法进行测量。
图(a)
图(c)
图(b)
在使用螺纹环规或塞规时,应注意不能用力过大或用扳手硬旋,在测量一些特殊螺纹时,须自制螺纹环(塞)规,但应保证其精度。对于直径较大的螺纹工件,可采用螺纹牙形卡板来进行测量、检查,如图(b)示。2.用螺纹千分尺测量
螺纹千分尺是用来测量螺纹中径的,如图(c)示,一般用来测量三角螺纹,其结构和使用方法与外径千分尺相同,有两个和螺纹牙形角相同的触头,一个呈圆锥体,一个呈凹槽。有一系列的测量触头可供不同的牙形角和螺距选用。
测量时,螺纹千分尺的两个触头正好卡在螺纹的牙形面上,所得的读数就是该螺纹中径的实际尺寸。
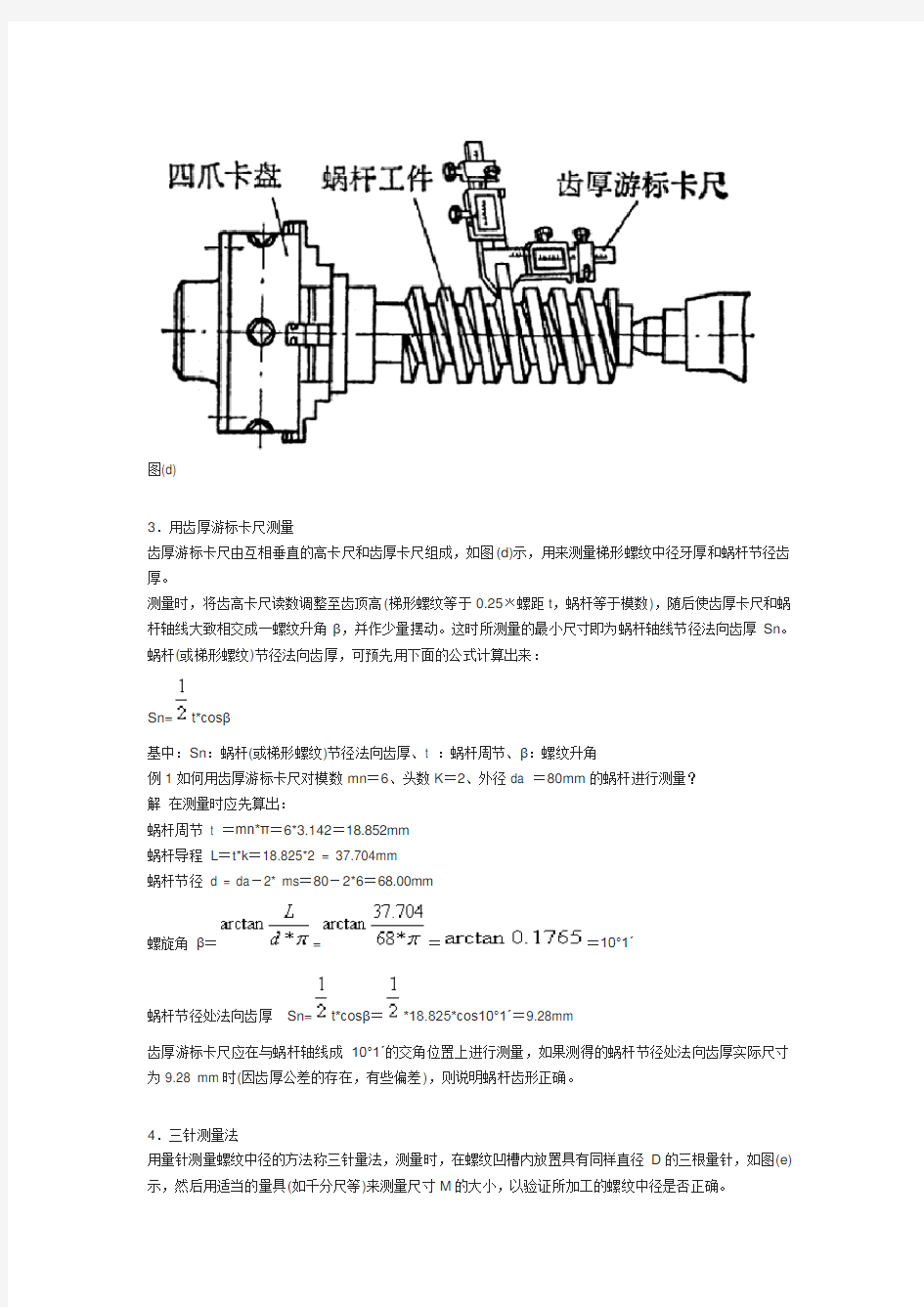
图(d)
3.用齿厚游标卡尺测量
齿厚游标卡尺由互相垂直的高卡尺和齿厚卡尺组成,如图(d)示,用来测量梯形螺纹中径牙厚和蜗杆节径齿厚。
测量时,将齿高卡尺读数调整至齿顶高(梯形螺纹等于0.25﹡螺距t,蜗杆等于模数),随后使齿厚卡尺和蜗杆轴线大致相交成一螺纹升角β,并作少量摆动。这时所测量的最小尺寸即为蜗杆轴线节径法向齿厚Sn。蜗杆(或梯形螺纹)节径法向齿厚,可预先用下面的公式计算出来:
Sn=t*cosβ
基中:Sn:蜗杆(或梯形螺纹)节径法向齿厚、t :蜗杆周节、β:螺纹升角
例1如何用齿厚游标卡尺对模数mn=6、头数K=2、外径da =80mm的蜗杆进行测量?
解在测量时应先算出:
蜗杆周节t =mn*π=6*3.142=18.852mm
蜗杆导程L=t*k=18.825*2 = 37.704mm
蜗杆节径 d = da-2* ms=80-2*6=68.00mm
螺旋角β====10°1ˊ
蜗杆节径处法向齿厚Sn=t*cosβ=*18.825*cos10°1ˊ=9.28mm
齿厚游标卡尺应在与蜗杆轴线成10°1ˊ的交角位置上进行测量,如果测得的蜗杆节径处法向齿厚实际尺寸为9.28 mm时(因齿厚公差的存在,有些偏差),则说明蜗杆齿形正确。
4.三针测量法
用量针测量螺纹中径的方法称三针量法,测量时,在螺纹凹槽内放置具有同样直径D的三根量针,如图(e)示,然后用适当的量具(如千分尺等)来测量尺寸M的大小,以验证所加工的螺纹中径是否正确。
螺纹中径的计算公式:
d2=M-D+t*ctg
M:千分尺测量的数值(mm)、D:量针直径(mm)、α/2:牙形半角、t:工件螺距或蜗杆周节(mm)
量针直径D的计算公式:
D=
如果已知螺纹牙形角,也可用下面简化公式计算:
图(e)
例2对M24﹡1.5的螺纹进行三针测量,已知M=24.325,求需用的量针直径D及螺纹中径d2 ?解∵α = 60°代入D=0.577t中得D=0.577﹡1.5=0.8655mm
∴d2=24.325-0.8655(1+1/0.5)+1.5﹡1.732/0.5=23.0275mm
与理论值(d2=23.026)相差△=23.0275-23.026=0.0015mm,可见其差值非常的小。
实际上螺纹的中径尺寸,一般都可以从螺纹标准中查得或从零件图上直接注明,因此只要将上面计算螺纹中径的公式移项,变换一下,便可得出计算千分尺应测得的读数公式:
M=d2+D-t*ctg
如果已知牙形角,也可以用下面简化公式计算:
例3用三针量法测量M24﹡1.5的螺纹,已知 D = 0.866mm,d2=23.026mm,求千分尺应测得的读数值?
解∵α = 60°代入上式
M = d2+3D-0.866t = 23.026+3﹡0.866-0.866﹡1.5
=24.325mm
5.双针测量法
双针测量法的用途比三针测量法还要广泛,如螺纹圈数很少的螺纹,以及螺距大的螺纹(螺距大于6.5),都不便用三针量法测量,而用双针量法测量则简便可行,对于普通螺纹,牙形角α =60°,如图(f)示。
图(f)
d2=Mˊ-3D-+0.866t
Mˊ:双针量法的测量尺寸(mm)
(d2、D、t的含义同前,在图(f)上不再标注)
从上公式中可看出,在公式右端第一项与第三项中都含有Mˊ值,而Mˊ值需要在测量之前就计算出来,直接应用上述公式是不便计算理论Mˊ值,需对上式化简才能求出,以便在加工时准确控制Mˊ尺寸,保证螺纹中径d2合格。
双针量法测量螺纹中径用Mˊ值的计算如下:
由上式变形为:
d2=(Mˊ-D)-2D-+0.866t
设Mˊ-D = x上式变为:
d2= x-2D-+0.866t
将上式变形为:8 x d2= 8 x2-16 x D-t2+0.866(8 x) t
整理后变为:x2+(0.866 t-2 D-d2) x-=0
求解出x来
x 1=
x 2=
舍去x 2这个根,保留x 1得出:
x =
将上式代入Mˊ-D = x进一步求解Mˊ:
Mˊ=+D
这就是用双针法测量普通螺纹中径的理论值Mˊ的公式
例4用双针量法测量M12(6h)的螺纹,已知D = 1.008mm,d2=10.863,求用双针量法测量时测得的读数?解∵M12的粗牙螺纹α = 60° 螺距t =1.75mm
Mˊ=+D
=
+1.008
=12.4051mm
而螺纹中径本身存在着公差,所测量出来的值也有范围。
由于螺纹是标准件,使用极其广泛,检测其精度是否符合标准是常见的工作,上面所介绍的几种测量方法也是常用的,对其归纳、总结、推导和演绎,希望对检测工作有所帮助。
螺纹测量的方法 1.用螺纹环(塞)规及卡板测量 对于一般标准螺纹,都采用螺纹环规或塞规来测量如图(a)示。在测量外螺纹时,如果螺纹“过端”环规正好旋进,而“止端”环规旋不进,则说明所加工的螺纹符合要求,反之就不合格。测量内螺纹时,采用螺纹塞规,以相同的方法进行测量。 图(a) 图(b) 图(c) 在使用螺纹环规或塞规时,应注意不能用力过大或用扳手硬旋,在测量一些特殊螺纹时,须自制螺纹环(塞)规,但应保证其精度。对于直径较大的螺纹工件,可采用螺纹牙形卡板来进行测量、检查,如图(b)示。 2.用螺纹千分尺测量外螺纹中径 图1为螺纹千分尺的外形图。它的构造与外径千分尺基本相同, 只是在测量砧和测量头上装有特殊的测量头1和2,用它来直接 测量外螺纹的中径。螺纹千分尺的分度值为0.01毫米。测量前, 用尺寸样板3来调整零位。每对测量头只能测量一定螺距范围内 的螺纹,使用时根据被测螺纹的螺距大小,按螺纹千分尺附表来 选择,测量时由螺纹千分尺直接读出螺纹中径的实际尺寸。 图1 3.用齿厚游标卡尺测量 齿厚游标卡尺由互相垂直的高卡尺和齿厚卡尺组成,如图(d)示,用来测量梯形螺纹中径牙厚和蜗杆节径齿厚。 测量时,将齿高卡尺读数调整至齿顶高(梯形螺纹等于0.25﹡螺距t,蜗杆等于模数),随后使齿厚卡尺和蜗杆轴线大致相交成一螺纹升角β,并作少量摆动。这时所测量的最小尺寸即为蜗杆轴线节径法向齿厚S n。 蜗杆(或梯形螺纹)节径法向齿厚,可预先用下面的公式计算出来: S n =2 1 t*cosβ
基中:S n :蜗杆(或梯形螺纹)节径法向齿厚、t :蜗杆周节、β:螺纹升角 例1如何用齿厚游标卡尺对模数m n =6、头数K =2、外径d a =80mm 的蜗杆进行测量? 解在测量时应先算出: 蜗杆周节t =m n *π=6*3.142=18.852mm 蜗杆导程L =t*k =18.825*2=37.704mm 蜗杆节径d=d a -2*m s =80-2*6=68.00mm 螺旋角β= π*arctan d L =π*68704.37arctan =1765.0arctan =10°1ˊ 蜗杆节径处法向齿厚 S n =21t*cos β=21 *18.825*cos10°1ˊ=9.28mm 齿厚游标卡尺应在与蜗杆轴线成10°1ˊ的交角位置上进行测量,如果测得的蜗杆节径处法向齿厚实际尺寸为9.28mm 时(因齿厚公差的存在,有些偏差),则说明蜗杆齿形正确。 4.三针测量法 用量针测量螺纹中径的方法称三针量法,测量时,在螺纹凹槽内放置具有同样直径D 的三根量针,如图(e)示,然后用适当的量具(如千分尺等)来测量尺寸M 的大小,以验证所加工的螺纹中径是否正确。 螺纹中径的计算公式: d 2=M -D ) 2sin 1 1(α ++21t*ctg 2α M :千分尺测量的数值(mm)、D :量针直径(mm)、α/2:牙形半角、t :工件螺距或蜗杆周节(mm) 量针直径D 的计算公式: D=212cos αt 如果已知螺纹牙形角,也可用下面简化公式计算: 例2对M24,求需用的
6g外螺纹大径6H内螺纹小径 序号规格型号最大最小公差最大最小公差 1 M10*1 9.974 9.794 0.180 9.157 8.917 0.240 2 M12*1.5 11.968 11.732 0.236 10.676 10.376 0.300 3 M14*1.5 13.968 13.732 0.236 12.676 12.376 0.300 4 M16*1. 5 15.968 15.732 0.23 6 14.676 14.376 0.300 5 M18*1.5 17.968 17.732 0.23 6 16.676 16.376 0.300 6 M20*1.5 19.968 19.732 0.236 18.676 18.376 0.300 7 M22*1.5 21.968 21.732 0.236 20.676 20.376 0.300 8 M24*1.5 23.968 23.732 0.236 22.676 22.376 0.300 9 M26*1.5 25.968 25.732 0.236 24.676 24.376 0.300 10 M27*1.5 26.968 26.732 0.236 25.676 25.376 0.300 11 M30*1.5 29.968 29.732 0.236 28.676 28.376 0.300 12 M27*2 26.962 26.682 0.280 25.210 24.835 0.375 13 M30*2 29.962 29.682 0.280 28.210 27.835 0.375 14 M33*2 32.962 32.682 0.280 31.210 30.835 0.375 15 M36*2 35.962 35.682 0.280 34.210 33.835 0.375 16 M42*2 41.962 41.682 0.280 40.210 39.835 0.375 1 G1/8-28 9.728 9.514 0.214 8.848 8.566 0.282 2 G1/4-19 13.157 12.907 0.250 11.890 11.445 0.445 3 G3/8-19 16.662 16.412 0.250 15.395 14.950 0.445 4 G1/2-14 20.95 5 20.671 0.284 19.172 18.631 0.541 5 G3/4-14 26.441 26.157 0.284 24.658 24.117 0.541 6 G1-11 33.249 32.889 0.360 30.931 30.291 0.640 7 G11/4-11 41.910 41.550 0.360 39.592 38.952 0.640 8 G11/2-11 47.803 47.443 0.360 45.485 44.845 0.640
1.英制螺纹和公制螺纹的区别。 扣轨分为两种,一种是英制一种为公制。将螺纹与扣轨对比,那个吻合就属于那种螺纹。公制螺纹的分度号:0.75、1、1.25、1.5、2.0等等;英制螺纹的分度号:11、14、19、28等等。他代表的意思不一样。公制螺纹的数字表示螺纹的距离。英制螺纹的数字代表每英寸的牙数。 2.公制英制螺纹的表示方法: 公制:例如M27X2 (27代表螺纹的外径,2代表扣轨的螺距) 英制:例如1/2NPT (1/2代表每英寸内的牙数是14,大径20.955、中径19.793、小径18.631。 英制螺纹对照表:
NPT,PT,G都是管螺纹. NPT 是National (American) Pipe Thread 的縮寫,屬於美国標准的60 度锥管螺纹,用於北美地區.国家標准可查阅GB/T12716-1991 PT 是Pipe Thread 的縮寫,是55 度密封圓锥管螺纹,屬惠氏螺紋家族,多用於欧洲及英联邦国家.常用於水及煤气管行业,锥度規定为1:16.国家標准可查阅GB/T7306-2000 G 是55 度非螺纹密封管螺纹,屬惠氏螺紋家族.标记为G 代表圓柱螺紋.国家標准可查阅GB/T7307-2001 另外螺纹中的1/4、1/2、1/8 标记是指螺紋尺寸的直徑,單位是英吋. 行內人通常用分來稱呼螺紋尺寸,一吋等於8分,1/4 吋就是2分,如此類推G 好像就是管螺纹的统称(Guan),55,60度的划分属于功能性的,俗称管圆。即螺纹由一圆柱面加工而成。 ZG俗称管锥,即螺纹由一圆锥面加工而成,一般的水管接头都是这样的,老国标标注为Rc 公制螺纹用螺距来表示,美英制螺纹用每英寸内的螺纹牙数来表示,这是它们最大的区别, 公制螺纹是60度等边牙型,英制螺纹是等腰55度牙型,美制螺纹60度。 公制螺纹用公制单位,美英制螺纹用英制单位。 管螺纹主要用来进行管道的连接,其内外螺纹的配合紧密,有直管与锥管两种。公称直径是指所连接的管道直径,显然螺纹大径比公称直径大。 1/4,1/2,1/8是英制螺纹的公称直径,单位是英寸。 以常见的三角螺纹为例: 公制中主要分为普通螺纹和管螺纹, 其中普通螺纹的牙型角=60度,其表示方法为:粗牙(ex. M24)和细牙(ex. M24*1.5)
N P T螺纹以及检测方法详 解 Prepared on 22 November 2020
一、目的:规范公司技术员,检验员,操作员对NPT螺纹的了解。 二、适用范围:适用于公司任何NPT螺纹类产品,参考资料为通用管螺 纹和国家标准GB/T12716-2011。 三、目录 1、NPT和NPTF介绍 2、螺纹技术参数参数讲解 3、NPT与NPTF加工工艺 4、NPT和NPTF的检测方法 四、内容: NPT和NPTF螺纹介绍 NPT 是 National (American) Pipe Thread 的缩写,属於美国标准的 60 度锥管 密封螺纹,用於北美地区,美国标准为13)通用管螺纹.国家标准可查阅 GB/T12716-2011。NPTF:美制干密封圆锥管螺。NPTF = National Pipe Thread Fine 称之为一般用途的锥管螺纹,这也是我们以前称之为的布氏锥螺纹。NPTF 螺纹称之为干密封式锥管螺纹,它连接密封的原理是在没有润滑剂或密封填 料情况下完全依靠螺纹自身形成密封,设计意图是使内、外螺纹牙的侧面、 牙顶和牙底同时接触,来达到密封的目的。它们两者的牙型角、斜度等指标 都是相同的,关键是牙顶和牙底的削平高度不一样,所以,量规的设计也是 不一样的。NPTF干密封管螺纹的牙形精度比NPT螺纹高,旋合时不用任何 填料,完全依靠螺纹自身形成密封,螺纹间无任何密封介质。干密封管螺纹 规定有较为严格的公差,属精密型螺纹,仅用在特殊场合。这种螺纹有较高 的强度和良好的密封性,在具有薄截面的脆硬材料上采用此螺纹可以减少断 裂现象。NPTF内、外螺纹牙顶与牙底间没有间隙,是过盈配合,而NPT螺 纹是过渡配合。NPTF螺纹主要用于高温高压对密封要求严格的场所。NPT
公制英制美制螺纹标准叫法 编辑:信耐精密工具 BSPT/NPT ? BSPT就是英制圆锥管螺纹标准:指螺纹得牙型角为55°、螺纹具有1:16得锥度 1、BSP BSP就是英制管螺纹。不过,有BSP。Tr。, BSP、PI、, BSP。F。之分。 BSP。Tr.就是锥管螺纹,用于密封接合。BSP。PI.就是平行管螺纹,用于密封接合,只有内螺纹,与BSP.Tr.得外螺纹嵌合。 BSP。F。为平行管螺纹,用于一般得接合、 光知道BSP,可不能乱加工。最好再做详细确认。要不然漏了油或者煤气什么得,麻烦大了。 2、G/BSPP 螺紋G與螺紋BSPP一样,均为英制圆柱管螺纹代号牙型角55° 3、英制螺纹有几种?BSP螺纹得特点及表示法? 两种,BSPP(管螺纹)与BSPT(55度角锥管螺纹,与美制60度角锥管螺纹NPT相对,互不兼容) 4、 G螺纹与Rp螺纹对比,哪些地方相同,哪些地方不同,两者在用途上有区别不?能否通用? G螺纹与Rp螺纹都就是55°圆柱管螺纹。只就是国别(组织)不同而产生了不同得代号而已。 G就是中国、法国、前苏联、日本得代号; PF就是日本得代号; BSP、BSPP就是英国得代号; R、K就是德国得代号(R就是内螺纹、K就是外螺纹); TPYБ就是前苏联得代号; Rp就是ISO得代号。 --——----—---——---——----—--- BSPT与BSP 就是英国规格得锥度螺纹。 NPT 就是美国规格得锥度螺纹。 PT 就是日本得旧JIS规格锥度螺纹,相当于ISO规格得R,Rc、 代号前面得数字表示每一英寸(25、4mm)得螺纹数、 DIN2999就是欧洲主要就是德国得管道用螺纹。 一、NPT牙 NPT就就是一般用途得美国标准锥管螺纹、 其中N表示National (American)美国国家标准,P表示PIPE管子,T表示TAPER锥形,牙型角为60°、 这种管螺纹在北美地区常用,或在使用ANSI规范中经常瞧到。国家标准可查阅GB/T12716-1991 我必须注意:在做ANSI规范中须使用NPT牙哦! 二、PT牙 PT牙为英制锥螺纹,牙型角为55°,密封中最常用、多用在欧洲与英联邦国家,其实在台湾日本JIS规范也走英制规范,而中国其实也就是使用英制螺牙。属惠氏螺纹家族、国家标准可查阅GB/T7306—2000、 英制管螺纹就是细牙螺纹,因为粗牙螺纹得牙深大,会严重得降低所切螺纹外径管子得强度。
本文介绍了几种螺纹参量的测量方法:综合测量法(量规测量法)、三针测量法和仪器测量法等,并对这几种测量法进行了比较。综合测量法(量规测量法)测量螺纹效率高,三针测量法适合测量外螺纹中径,仪器测量法则可以一次测出多个参数。 一、综合测量法(量规测量法) 螺纹的检验可用综合测量,也可单项测量。螺纹量规检验螺纹属综合测量。螺纹量规的形状和被测螺纹量规的形状相反,通规与止规配对使用。目前工厂使用的螺纹量规一般按图1所示的传递系统传递。 由图1可看出,内、外螺纹制件均可通过一种合格的螺纹量规以旋合法检验,其基本要点是: 1)螺纹基本尺寸集中控制在外螺纹量规上,这是因为外尺寸简单,易达到足够的准确度。 2)螺纹量规(塞规或环规)与制件旋合,是一种理想的螺旋副,这时检验制件的塞规或环规就是一种传递尺寸的理想标准,它满足量学上的一个基本准则,即量规仅用基准尺寸与被检制件进行比较,通过的量规(1_r、1Y 、T)是全牙形,它控制被检制件的全部尺寸,不通过量规(TZ、zZ、Z),则是截短牙形,它只控制被检制 件的实际螺纹中径尺寸。 图1 螺纹量规的传递系统 螺纹与制件旋合,可出现四种典型情况:1)量规与制件半角相等,但其中有一个偏斜,只要中径不一样,它们能旋合,但牙面是点接触。 2)螺距不同,但只要内螺纹中径~gp[-螺纹中径足够大,同样也可能出现点接触。 3)中径一样大,半角不同,这时不能旋合。 4)半角不同,但中径有足够差别,它们也可旋合。因此,只要采用通端和止端的两种量规,就可对螺纹制件的全部尺寸(螺纹内径、中径、外径、螺距、牙型角)进行综合检查。 1.1 检验内螺纹的量规 1)通端工作塞规用以控制被检内螺纹的大径最小极限尺寸和作用中径的最小极限尺寸,其牙型完整,螺纹长度与被检螺纹长度一样,一般8~9扣,合格标志为顺利通过被检内螺纹。 2)止端工作塞规控制被检内螺纹的实际中径,为消除牙型误差,制成截断牙型,为减少螺距误1 1差影响,其扣数为2 1~3 扣,合格标志是不能通过,但可以部分旋入,多于4扣的内螺纹旋入量不得多于2扣;少于4扣的,两端旋入量不得多于2扣。 3)通端验收塞规的检验作用与螺纹通端工作塞规相同,一般是选取部分磨损的,但螺距和半角误差较小的通端塞规,验收人员用以验收螺纹制件,其中径尺寸因磨损而稍小,可减少被通端工作塞规检验为合格而被验收塞规验成不合格的矛盾。验收塞规无止端。
内螺纹中径的简便测量法 内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展. 对于小批量、多规格内螺纹中径的测量,采用在万能测长仪上用测钩和带有V形槽的专用附件组合标准尺寸进行比较测量的传统方法,比较麻烦且效率低。本文推荐一种简便的测量方法,其具体测量步骤如下: 根据被测内螺纹的螺距P,在螺纹数值表中选用合适的测量球直径d0,“标准”尺寸的组合方法也与传统方法相同,只是E值不用计算,也不需3~4块量块组合,而只用1块任意尺寸的三等量块(一般选用大于20mm的整数值的量块)代替E值。将其组合成“标准”尺寸的组合体,安放在浮动工作台上,将带有测钩的尾座固定在仪器导轨的适当位置上,再使两测钩的测球与“标准”尺寸组合体的V形槽接触,调整测量头座使仪器的读数值与选用的量块的实测尺寸相符。然后将测量头座固定在仪器的导轨上,重复接触几次,直至读数值稳定。取下组合体,就可以对内螺纹工件进行测量。将读数值A加上各自的修正值K,就是被测内螺纹的实测中径D2,即: D2=A+K (1)
修正值K是仪器在用“标准”尺寸组合体调整仪器读数值时的一个差值,如图1所示,组合“标准”尺寸的量块值等于E,而测球与V形槽接触时相当于被测螺纹D2的位置,我们将仪器的读数值调到与E相同的刻度,因此: K=D20-E 图1 由图1可见: E=X-(a+b) 所以:K=D20-〔x-(a+b)〕=(a+b)+D20-x (2) 式中:D20——被测内螺纹公称中径;X——被测内螺纹牙凹全牙形的尖端距离;a+b——选用的V形测块常数。 D20、x的计算值,在万能测长仪的仪器说明书的附表中均可查到;a+b为常数值,其刻在V形测块上。从式(2)可知,利用原有的螺纹数值表,就可以很容易地求得不同规格的内螺纹中径测量的修正值K。如测量者无此螺纹表,K值可按式(3)计算:
内螺纹中径的简便测量法 对于小批量、多规格内螺纹中径的测量,采用在万能测长仪上用测钩和带有V形槽的专用附件组合标准尺寸进行比较测量的传统方法,比较麻烦且效率低。本文推荐一种简便的测量方法,其具体测量步骤如下: 根据被测内螺纹的螺距P,在螺纹数值表中选用合适的测量球直径d0,“标准”尺寸的组合方法也与传统方法相同,只是E值不用计算,也不需3~4块量块组合,而只用1块任意尺寸的三等量块(一般选用大于20mm的整数值的量块)代替E值。将其组合成“标准”尺寸的组合体,安放在浮动工作台上,将带有测钩的尾座固定在仪器导轨的适当位置上,再使两测钩的测球与“标准”尺寸组合体的V形槽接触,调整测量头座使仪器的读数值与选用的量块的实测尺寸相符。然后将测量头座固定在仪器的导轨上,重复接触几次,直至读数值稳定。取下组合体,就可以对内螺纹工件进行测量。将读数值A加上各自的修正值K,就是被测内螺纹的实测中径D2,即: D2=A+K (1) 修正值K是仪器在用“标准”尺寸组合体调整仪器读数值时的一个差值,如图1所示,组合“标准”尺寸的量块值等于E,而测球与V形槽接触时相当于被测螺纹D2的位置,我们将仪器的读数值调到与E相同的刻度,因此: K=D20-E 图1 由图1可见: E=X-(a+b) 所以:K=D20-〔x-(a+b)〕=(a+b)+D20-x (2) 式中:D20——被测内螺纹公称中径;X——被测内螺纹牙凹全牙形的尖端距离;a+b——选用的V形测块常数。 D20、x的计算值,在万能测长仪的仪器说明书的附表中均可查到;a+b为常数值,其刻在V形测块上。从式(2)可知,利用原有的螺纹数值表,就可以很容易地求得不同规格的内螺纹中径测量的修正值K。如测量者无此螺纹表,K值可按式(3)计算:
浅析《机械制图》中公制、美制和英制螺纹标注的含义【摘要】螺纹是机械工业中常见的标准件,因此在机械图样中绘制和标注螺纹是非常普遍的。在《机械制图》课程教学中要求学生必须掌握国家标准规定的公制普通螺纹的绘图及标注方法。但是在生产实践中,学生识读机械图样时,还经常会遇到其他的螺纹标注方法。针对这种情况,为了帮助学生正确理解图纸上各种螺纹标注的含义,本文中对机械图样中经常用到的美制和英制螺纹的标注方法进行了粗浅的分析,同时也作为教材中关于螺纹标准知识的补充。 【关键词】国际公制标准螺纹;美国标准螺纹;惠式螺纹;管螺纹 在多年从事《机械制图》课程教学过程中发现,对于螺纹这一章知识的学习中,课本侧重对公制普通螺纹画法的讲解,而对其他螺纹的类型、标记等知识仅仅是简单的介绍。另外,在生产实训过程中,学生识读机械图样时,经常会遇到公制普通螺纹之外的其他螺纹的标注方法,而苦于教材中没有相关介绍,课堂上未对这些内容进行拓展,一时也无法查阅到相关资料,从而无法正确理解标记的含义。鉴于以上原因,本文将目前最常用的几种螺纹类型、标记以及对应的尺寸数据表格进行了详细的介绍,作为对书本教学内容的补充和学生学习、工作时的参考。 一、螺纹的种类 依螺纹用途不同可分为:
1.国际公制标准螺纹(international metric thread system): 我国国家标准cns 采用之螺纹。牙顶为平面,易於车削,牙底则为圆弧形,以增加螺纹强度。牙型角为60 度,规格以m 表示。公制螺纹可分粗牙及细牙二种。 2.美国标准螺纹(american standard thread): 螺纹顶部与根部皆为平面,强度较佳。牙型角亦为60 度,规格以每英寸有几牙表示。此种螺纹可分为粗牙(nc);细牙(nf);特细牙(nef)三级。 3.统一标准螺纹(unified thread): 由美国、英国、加拿大三国共同制订,为目前常用的英制螺纹。牙型角亦为60 度,规格以每英寸有几牙表示。此种螺纹可分为粗牙(unc);细牙(unf);特细牙(unef)。 4.惠式螺纹(whitworth thread): 英国国家标准采用之螺纹。牙型角为55 度,表示符号为”w”。适用於滚压法制造。 5.管螺纹(pipe thread): 为防止泄漏用的螺纹,经常用于气体或液体管件连接。牙型角为55 度,可分为直管螺纹代号为”p.s.、n.p.s.”和斜管螺纹代号为”n.p.t.”,其锥度为1:16。 二、常用标准螺纹的标记方法及螺纹尺寸 (一)国际公制标准螺纹 示例:m8×1.25
英制螺纹标准对照表 英制螺纹标准JIS B 0203,JIS B 2301 (mm) #0 1.52 #1 1.85 #2 2.18 #3 2.51 #4 2.84 #5 3.18 #6 3.51 #7 3.84 #8 4.17 #10 4.83 #12 5.48 1/4 6.35 UNS 是英制普通粗牙螺纹; UNF 是英制航空 标示皆将分母为8, 再直接称分子之番号. Ex: 1/8 x 0.50 –PPB: 1 分牙螺丝x 0.50”长, PPB Ex: 5/16 x 0.50 –PPB = 2.5/8 x 0.50-PPB : 2 分半牙螺丝x 0.50”长, PPB Ex: 5/32 x 0.50 –PPB =1.25/8 x 0.50-PPB: 1 分2 厘半螺丝x 0.50”长, PPB Ex: 1/4 x 0.50-PPB= 2/8 x 0.50-PPB: 2 分牙螺丝x 0.50”长, PPB 注: 有时会标示粗牙或细牙. UNF: 细牙 :电子业较常用. UNC:粗牙: 重机械结构较常用. Ex: 3/8 x 0.50 ,UNF –PPB: 3 分细牙螺丝x 0.50”长, PPB. C-2: Length Code: 为英寸标示, 须乘以25.40 换算为mm. 用扣规量,与公制牙型吻合是公制螺纹,与英制螺纹吻合是英制螺纹。 也可以用卡尺量螺纹的外径,和螺距。 公制螺纹外径是以毫米为单位,如6,8,10,12,18,20毫米等等螺距也是以毫米为单位,如 0.5,0.75,1,1.5,2,3,等等 英制螺纹外径是以英寸为单位,(每英寸等于25.4 毫米)如3/16,5/8,1/4,1/2,等等所以用公制卡尺量外径 读数常带不规则的小数。 英制螺距是用每英寸含多少个牙表示。把卡尺定在25.4毫米,把一个尺尖对齐螺纹牙尖,另一个尺尖如对 齐螺纹牙尖就是英制螺纹,如对不齐螺纹牙尖应该是公制螺纹。 测量螺距时最好把螺纹的牙尖倒印在白粉笔上,粉笔上的印比较清晰,便于测量。测公制螺距应该测量一 段长度,如10,15,20,毫米等等,数一下含多少牙,算出螺距 用英寸为单位规定螺纹规格的为英制螺纹,如:G1"。用公制单位毫米规定螺纹规格的为公制螺纹。如: M30。
螺纹的标注方法 一般概述 [文本] 1、标准螺纹 凡是牙型、直径和螺距都符合国家标准的螺纹称为标准螺纹。 下面仅介绍普通螺纹、梯形螺纹和非密封管螺纹。由于螺纹采用了规定画法,没有完全表示出螺纹要素及其精度等,因此需要在图样中对螺纹进行标注。 标注螺纹的完整标注为:螺纹特征代号(牙型)、尺寸代号(大径、导程、螺距、线数)、公差带代号(顶径中径)、旋合长度代号(短、中、长三种)、旋向代号(左旋右旋)。 标准螺纹的代号直接作为尺寸文字标注,管螺纹的尺寸代号是定性的因此用引线引出标注,引出线从大径引出。 2、非标准螺纹 牙型、直径等不符合标准的螺纹称为非标准螺纹。非标准螺纹没有专用代号,需要标准每一个尺寸,技术要求等。 应当尽量采用标准螺纹。
普通螺纹的标注方法 [文本] 1、对于单线普通螺纹 标注格式为(GB/T197-2003 2004年执行): [文本] 对于粗牙普通螺纹,不标注螺距,如M16,表示为粗牙普通螺纹,螺距可以通过查阅标准获得。细牙螺纹必须标注螺距,如M16X1.25表示为细牙普通螺纹,螺距为1.25。 公差代号按照:中径顶径的顺序标注,表示螺纹连接时的松紧程度,用数字字母表示,数字代表精度等级,数字越小、精度越高,制造越难。字母代表尺寸与标准尺寸偏离的程度。一般外螺纹(杆)要比内螺纹(孔)要小一些。外螺纹用小写字母表示,只有e、f、g、h四个字母,离h越近,间隙越小。内螺纹用大写表示,只有G, H两。个字母。如果中径和顶径的公差代号相同,标一个就可以了。 旋合长度分为短、中、长三种,代号分别用S、N、L表示。一般中等旋合长度不用标注。
右旋螺纹不标注旋向,左旋标注LH。 2、对于多线普通螺纹 标注格式为: 对于多线螺纹用Ph导程P(螺距)的标注方式表示,如 M20XPh6P2。 螺纹的线数一般不用标注,隐含在导程和螺距之中,如果要表示的话,可在后面增加括号说明(例如双线为two starts;三线为three starts;四线为four starts),标注的线数必须使用英文。上面的例子可以改为:M14XPh6P2( three starts)-7H-L-LH。 梯形螺纹的标注方法 [文本] 标准螺纹的标注方法更新时间不一样,有些还不太统一。 梯形螺纹的标准为GB/T 5796.4-1986,跟原来的普通螺纹的标准一样(标注格式)。其标注格式如下:(对于原来的老图,包括普通螺纹大家也应该认识)。 螺纹特征代号大径×导程(P螺距)旋向—公差代号—旋合长度代
公制/美制/英制螺纹对照表 A型美制螺纹(UNF)常用规格 外螺纹内螺纹 -4 9/16"-19牙 14.28 13.08 -6 11/16''-16 17.46 16.1 -8 13/16''-16 20.64 19.28 -10 1''-14 25.40 23.57 -12 1(3/16)''-12 30.00 28.32 -16 1(7/16)''-12 36.51 34.67 -20 1(11/16)''-12 42.86 41.02 C型JIC37度美制UNF螺纹常用规格-4 7/16”-20 11.11 10.03 -5 1/2”-20 12.70 11.32 -6 9/16”-18 14.28 13.08 -8 3/4”-16 19.00 17.68 -10 7/8”-14 22.22 20.68 -12 1(1/16)"-12 26.98 25.15 -16 1(5/16)"-12 33.33 31.5 -20 1(5/8)"-12 41.28 39.44 -24 1(7/8)"-12 47.62 45.8 -32 2(1/2)"-12 63.5 61.67 英制圆柱管螺纹(BSPP)常用规格 -4 1/4”-19 13.157 11.55 -6 3/8”-19 16.662 14.95 -8 1/2”-14 20.955 18.63 -12 3/4”-14 26.441 24.11 -16 1”-11 33.249 30.29 -20 1(1/4)''-11 41.91 38.95 英制圆锥管螺纹(BSPT)常用规格基面大径基准距离 1/4”-19 13.157 6 3/8”-19 16.662 6.4 1/2”-14 20.955 8.2 3/4”-14 26.441 9.5 1”-11 33.249 10.4 1(1/4)''-11 41.91 12.7
一、英制螺纹 英制螺纹是螺纹尺寸用英制标注,按外形分圆柱、圆锥两种;按牙型角分55°、60°两种。螺纹中的1/4、1/2、1/8 标记是指螺纹尺寸的直径,单位是英寸。一寸等于8分,1/4 寸就是2分,如此类推。 一、国外常用英制螺纹的代号名称和标准号
二、ANSI B1.1 螺距对照表
ZG表示锥管螺纹,3/4"表示英寸的标注,就是3/4寸圆锥管螺纹,《五金手册》上有。 现在的国标规定ZG 3/4〃螺纹大径是26.44毫米。可参考《公制、美制和英制螺纹标准手册(第三版)》。 它的表示方法应该是:ZG 3/4〃。其中(〃)是英寸的代表符号。 一英寸等于8英分。3/4的来历是6/8=3/4。俗称6分。 同样ZG 1/2〃螺纹大径≈21毫米。俗称4分。 ZG 1〃螺纹大径≈33毫米。俗称1寸。 ZG 1 1/2〃螺纹的管子内径≈48毫米。俗称1寸半。 锥管螺纹只用于液压系统连接;而管螺纹G3/4〃只用于水管连接。锥管螺纹与管螺纹极为相似,区别只在锥度上。注意区分管螺纹和普通螺纹的基本尺寸不同。 DN是公称直径 测量方法 ①螺纹夹角的测量 螺纹夹角也叫牙型角。螺纹夹角的测量可通过测量侧面角来实现,螺纹侧面角是螺纹侧面与螺纹轴线的垂直面之间的夹角。螺纹牙的近似轮廓在螺纹两侧直线段采样,对采样点进行直线最小二乘拟合。 ②螺距的测量 螺距是指螺纹上某一点至相邻螺纹牙上对应点之间的距离。测量时必须平行于螺纹轴线。 ③螺纹中径的测量 螺纹中径是中径线沿垂直于轴线距离,中径线是一个假想的线。 采用机器视觉技术,设计螺纹参数测量自动检测系统,并对标准螺纹试样的螺纹夹角、螺距和中径等参数进行测量。测量结果表明,螺纹参数在规定的误差范围之内。由于视觉检测具有高效和可靠的特点,经过进一步考察,认为可用于生产实践中。 在通过螺丝螺纹轴线的剖面上,螺纹的轮廓形状称为牙型。相邻两牙侧面间的夹角称为牙型角。常用普通螺纹的牙型为三角形,牙型角为60°。 牙型要素 牙型 在通过螺丝螺纹轴线的剖面上,螺纹的轮廓形状称为牙型。相邻两牙侧面间的夹角称为牙型角。常用普通螺纹的牙型为三角形,牙型角为60°。 直径 大径小径中径 大径:是指和螺丝外螺纹的牙顶、内螺纹的牙底相重合的假想柱面或锥面的直径,外螺纹的大径用d表示,内螺纹的大径用D表示。 小径:是指和外螺纹的牙底、内螺纹的牙顶相重合的假想柱面或锥面的直径,外螺纹的小径用d1表示,内螺纹的小径用D1表示。 中径:在大径和小径之间,设想有一柱面(或锥面),在其轴剖面内,素线上的牙宽和槽宽相等,则该假想柱面的直径称为中径。 线数 形成螺纹的螺旋线的条数称为线数。有单线和多线螺纹之分,多线螺纹在垂直于轴线的剖面内是均匀分布的。 螺距 相邻两牙在中径线上对应两点轴向的距离称为螺距。同一条螺旋线上,相邻两牙在中径线上对应两点轴向的距离称为导程。线数n、螺距P、导程S之间的关系为:S=n·P
英制螺紋說明及螺紋標注方法 一、嚴格地說,UN、UNR、UNC、UNF、UNS以及UNEF是螺紋系列的規定代號,而不是某些英文片語的縮寫: 統一螺紋:Unified Screw Threads( 由英國(United Kingdom)、加拿大(Canada)和美國(United States)於948年共同制定; UN:外螺紋設計牙型根部可平可圓(A flat root contour is specified ,but it is necessary to provide for some threading tool crest wear, hence a rounded root contour cleared beyond the flat width of the Basic Profile is optional.) UNR:外螺紋設計牙型根部必須為圓弧(In order to reduce the rate of threading tool crest wear and to improve fatigue strength of a flat root thread, the Design Profile of the UNR thread has a non-reversing continuous curved root tangent to the thread flanks at a depth of H.) UNC:粗牙系列(Coarse-Thread Series); UNF:細牙系列(Fine-Thread Series); UNEF:超細牙系列(Extra-Fine-Thread Series); UNS:特殊螺距系列(Selected Combinations和 Other Threads of Special Diameters, Pitches, and Lengths of Engagement); 另外還有恒定螺距系列(Constant Pitch Series),有8UN、12UN、16UN等等,不一一列舉 二、標注方法: 英寸制統一螺紋,在英寸制國家廣泛採用,該類螺紋分三個系列:粗牙系列UNC,細牙系列UNF,特細牙系列UNFF,外加一個定螺距系列UN。 標注方法:螺紋直徑—每英寸牙數系列代號—精度等級 示例:粗牙系列 3/8—16 UNC—2A 細牙系列 3/8—24 UNF—2A 特細牙系列 3/8—32 UNFF—2A 定螺距系列 3/8—20 UN—2A
螺纹塞规校准方法、检测方法 2011-4-2 16:44|发布者: 小编H|查看: 1884|评论: 0|来自: 仪器信息网 摘要: 可采用三针法进行检测,具体方法也就是根据螺纹量规的P(螺距)、螺纹角(牙型角α)来确定量佳针径,其 计算公式是:do= P/=0.57735P(α=60°时)=0.5637P(α=55°时) 1.螺纹中径的检测: 可采用三针法进行检测,具体方法也就是根据螺纹量规的P(螺距)、螺纹角(牙型角α)来确定量佳针径,其计算公式是: do= P/[2COS(α/2)]=0.57735P(α=60°时)=0.5637P(α=55°时); 利用相应之量具仪器,如测长机、光学计、外径千分尺等(视螺纹的精密要求而定),同三针一同组合起来对螺纹的中径进行测量,其计算简化公式为: 螺纹角(牙型角α)为60°的: d2=M-3d0+0.866P=M-A,其中A=3do-0.866P; 螺纹角(牙型角α)为55°的: d2=M-3.1657d0+0.9605P = M-A,其中A=3.1657d0-0.9605P。 在上式中M表示经量具/仪器及三针组合后测出的数值结果。 2.螺纹半角(α/2)的检测: 可将螺纹量具置于万能/大型工具显微镜之两顶尖间,以影象法或干涉法(推荐用干涉法)进行测量。 3.螺距的测量: 同2步,将螺纹量具置于万能/大型工具显微镜的两顶尖之间来进行测量。 4.螺纹大径的测量可通过测长机、光学计、外径千分尺、杠杆外径千分尺等仪器、量具来进行测量。 5.螺纹小径的测量可以以万能或大型工具显微镜来进行测量。 螺纹环规的检定、校准: 1.螺纹环规的检定校准方法有两种,一种主要是以测长仪、测长机及其配件(如内测钩、测球、校对环等)来进行测量,其测量过程较、计算复杂,效率低,对操作人员的要求也很高等。 为提高螺纹环规的检定、校准效率以及降低其检定、校准的复杂性,故计量检定部门(如省市、国防计量等)往往以螺纹校对塞规对工作用螺纹环规进行检定、校准,大家都知道外螺纹的检测比内螺纹的检测要简单得多,这也是采用校对螺纹塞规的主要原因。 螺纹校对塞规一般由4个为一组,用于校对工作螺纹环规通规的(代号“T”或 “GO”IP“等)螺纹塞规为”校通通(“JTT”,国标代号,以下同)和“校通止”(“JTZ”),其合格的条件是以“校通通”顺利全部旋入到被检螺纹环规、以“校通止”(“JTZ”)不能旋入或旋入不超过1.5圈为被检螺纹环规通规的合格;以“校止通”(JZT)能顺利全部旋入到被检螺纹环规止规(“Z”或“NO GO”、“WP”等),以“校止止”(JZZ)不能旋入或旋入不超过1.5圈为螺纹环规止规合格。
英制螺纹规格直径表
英制螺纹标准JIS B 0203,JIS B 2301 (mm) #0 1.52 #1 1.85 #2 2.18 #3 2.51 #4 2.84 #5 3.18 #6 3.51 #7 3.84 #8 4.17
#10 4.83 #12 5.48 1/4 6.35 UNS:英制普通粗牙螺纹; UNF:英制航空 标示分母皆为为8, 再直接称分子之番号. Ex: 1/8 x 0.50 –PPB: 1 分牙螺丝x 0.50”长, PPB Ex: 5/16 x 0.50 –PPB = 2.5/8 x 0.50-PPB : 2 分半牙螺丝x 0.50”长, PPB Ex: 5/32 x 0.50 –PPB =1.25/8 x 0.50-PPB: 1 分2 厘半螺丝x 0.50”长, PPB Ex: 1/4 x 0.50-PPB= 2/8 x 0.50-PPB: 2 分牙螺丝x 0.50”长, PPB 注: 标示也分粗牙或细牙. UNF: 细牙-电子业较常用. UNC:粗牙-重机械结构较常用. Ex: 3/8 x 0.50 ,UNF –PPB: 3 分细牙螺丝x 0.50”长, PPB. C-2: Length Code: 为英寸标示, 须乘以25.40 换算单位mm. 可用扣规量,与公制牙型吻合是公制螺纹,与英制螺纹吻合是英制螺纹。 也可以用卡尺量螺纹的外径,和螺距。 公制螺纹外径是以毫米为单位,如6,8,10,12,18,20毫米等等螺距也是以毫米为单位,如0.5,0.75,1,1.5,2,3,等等 英制螺纹外径以英寸为单位,(每英寸等于25.4 毫米)如3/16,5/8,1/4,1/2, 等等所以用公制卡尺量外径读数常带不规则的小数。 英制螺距:是用每英寸含多少个牙表示。将卡尺定在25.4毫米,用一个尺尖对
美制螺纹的表示方法 在美标中一般螺纹是这样标注 0.25 –20 UNF –2 A 以前又为1/4 –20 UNF –2A ①②③④ ①--公称直径(现在多以小数表示基本大径,单位:inch);②--每英寸牙数(即螺距); ③--螺纹系列代号; ④--螺纹等级代号; 注:①的数值小于1/4in的小直径系列为公称直径代号,不是公称直径的英寸值 代号为0,1,2,3,4,5,6,8,10,12 的螺纹大径(in)分别为: 0.060,0.073,0.086,0.099,0.112,0.125,0.138,0.164,0.190,0.216; 粗牙螺纹每英寸牙数分别为:64,56,48,40,40,32,32,24,24; 细牙螺纹每英寸牙数分别为:80,72,64,56,48,44,40,36,32,28; 螺纹代号Thread Code 一、英制螺纹(螺纹牙型角55度)Thread of British standard ( Thread pitch shape angle 55°) BSW---英国标准惠氏螺纹(粗牙)British Standard Whitworth Thread ( Coarse ) BSF---英国标准惠氏螺纹(细牙)British Standard Whitworth Thread ( Fine ) G--直管螺纹(外螺纹分A、B两面级、丝锥分G、G-D)Straight pipe thread (Outside ) thread in A\B: taps in G、G-D ) R----锥管外螺纹(旧代号ZG;KG)Outside paper pipe thread ( Old thread code ZG,KG ) RC----锥管内螺纹(旧代号ZG;KG)Inside taper pipe thread ( Old thread code ZG,KG ) 二、美制螺纹(螺纹牙型角60度)Thread of American standard ( Thread pitch shape angle 60° UNC----统一制粗牙螺纹(代替NC)Unified coarse pitch thread ( Instead of NC ) UNF----统一制细牙螺纹(代替NF)Unified fine pitch thread ( Instead of NF ) UNEF----统一制超细牙螺纹Unified superfine pitch thread UN-----统一制不变螺距螺纹Unified thread UNS----统一制特殊螺纹Unified Special thread NPT----一般用途锥管螺纹(旧代号Z;K)Taper pipe thread for general purpose ( Old thread code Z,K ) NPSC----管接头直管内螺纹Internal straight pipe thread for connection NPSM----设备上自*由配合,机械连接用直管螺纹Straight pipe thread for general purpose NPTF----干密封锥管螺纹Dry seal taper pipe thread NPSF----干密封燃油直管螺纹Dry seal straight pipe internal thread NGT----气瓶用锥螺纹Special thread for gas cylinder 三、米制螺纹Metric thread ZM-----米制锥管螺纹Metric taper pipe thread 四、其它螺纹Other threads SM----缝纫机螺纹Thread for sewing machine PZ----气瓶用锥螺纹Special thread for gas cylinder 5V1-20V1-气门芯螺纹5V1-20V1-Tire valve thread 螺纹代号说明示例: 1/4-20UNC 1/4-公称直径1/4" 20-每寸20牙 UNC-美标统一制粗牙螺纹 再举个例子 1-14 UNS 2B 1表示:公称直径,即螺纹的大径尺寸,也可以用分数值、螺纹号码或等值小数表示。 14表示:每英寸的牙数(即螺距),表示25.4MM(即1英寸)内有效牙数,(螺距计算方法=25.4MM÷牙数) UNC表示:它是统一螺纹系列中一种螺纹,统一螺纹可分为UN、UNS、UNEF、UNC、UNF 2表示:螺纹精度等级,有1、2、3级,3级为无间隙配合,用于精度要求高场合;2级为一般用途的螺纹紧固件;1级为配合后螺纹间隙大B表示:内螺纹(若是A则表示内螺纹)