1.适用范围
本方案适用于广东东莞九丰LNG工程两台80000m3液化天然气储罐的外罐及内罐
施工,详细施工内容包括外罐罐底、壁板、拱顶以及内罐罐底、罐壁、内罐铝吊顶
的施工。
2.编制依据
API 620 《大型焊接低压储罐的设计及施工》
ASME规范第Ⅸ卷《焊接和钎焊评定》
EN14620-2006版
中国环球工程公司设计图纸和相关技术资料
3.工程概述
3.1工程简介
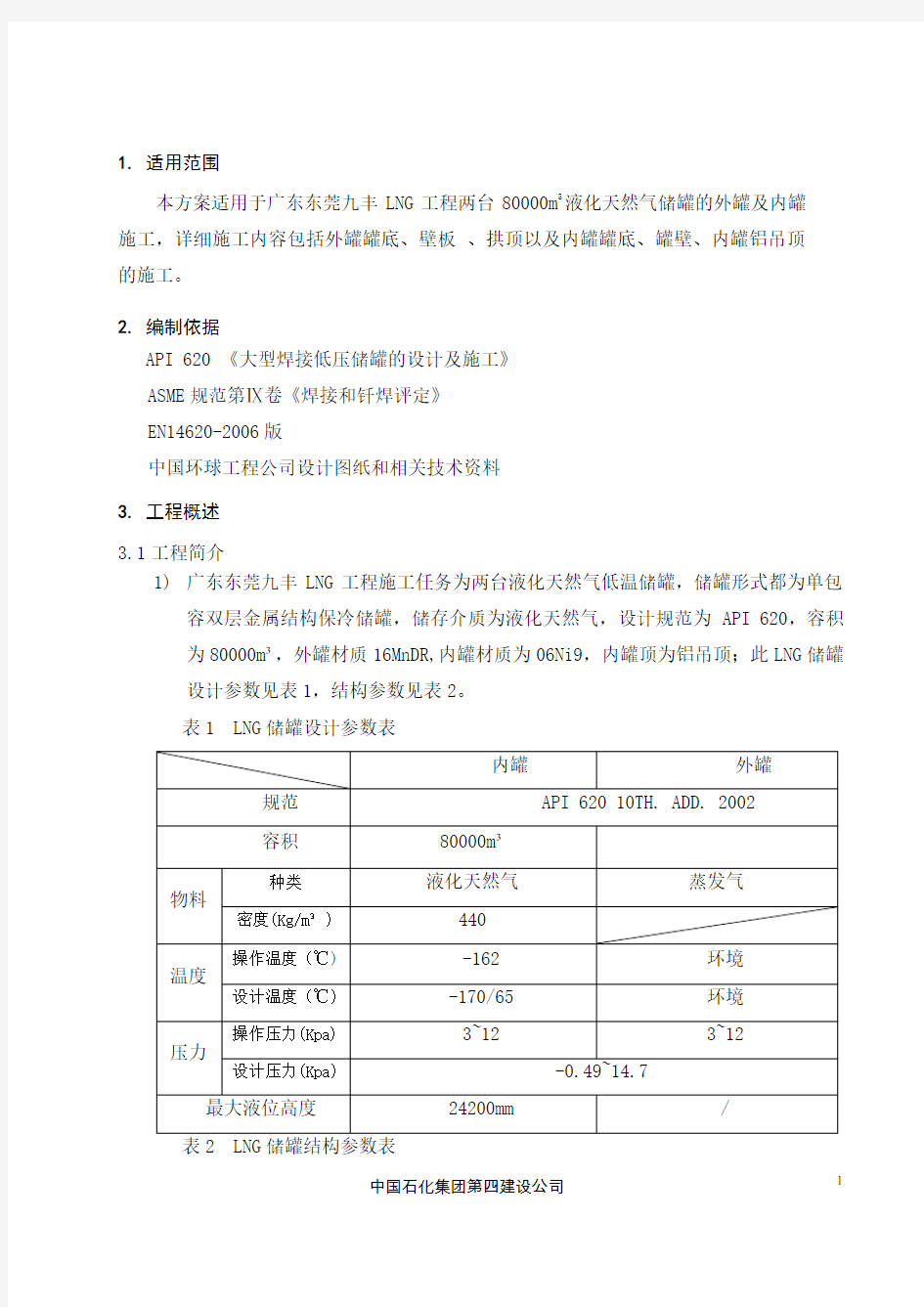
1)广东东莞九丰LNG工程施工任务为两台液化天然气低温储罐,储罐形式都为单包
容双层金属结构保冷储罐,储存介质为液化天然气,设计规范为API 620,容积为80000m3,外罐材质16MnDR,内罐材质为06Ni9,内罐顶为铝吊顶;此LNG储罐设计参数见表1,结构参数见表2。
表1 LNG储罐设计参数表
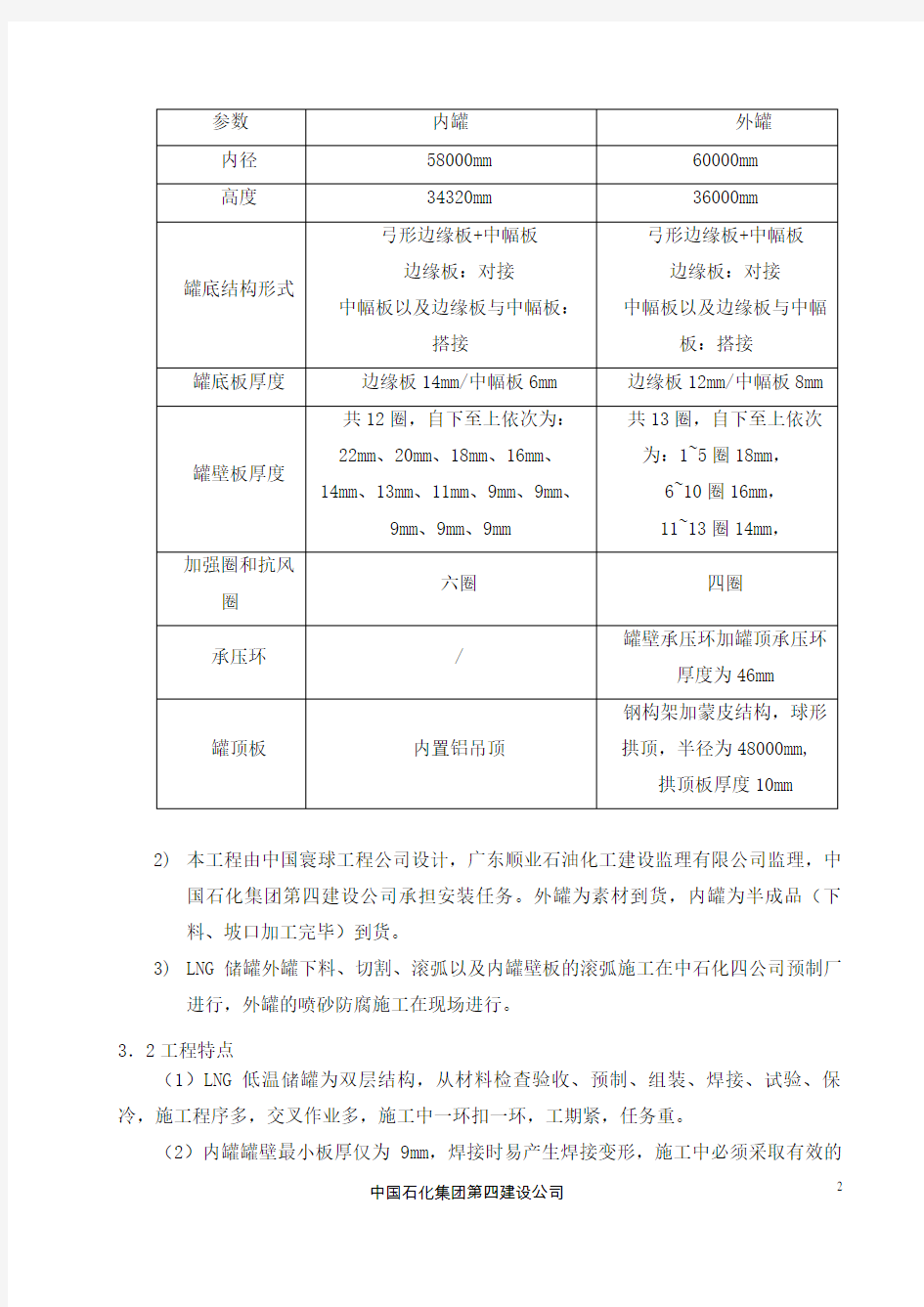
2)本工程由中国寰球工程公司设计,广东顺业石油化工建设监理有限公司监理,中
国石化集团第四建设公司承担安装任务。外罐为素材到货,内罐为半成品(下料、坡口加工完毕)到货。
3)LNG储罐外罐下料、切割、滚弧以及内罐壁板的滚弧施工在中石化四公司预制厂
进行,外罐的喷砂防腐施工在现场进行。
3.2工程特点
(1)LNG低温储罐为双层结构,从材料检查验收、预制、组装、焊接、试验、保冷,施工程序多,交叉作业多,施工中一环扣一环,工期紧,任务重。
(2)内罐罐壁最小板厚仅为9mm,焊接时易产生焊接变形,施工中必须采取有效的
防变形措施,保证罐体成形良好。
(3)内罐为06Ni9材质,焊接材料均为镍基焊材,且内罐壁100%RT检测,因此要求焊工群体素质高,施工前必须提前做好焊工培训考核工作。
(4)内外罐材质多,焊接材料品种多,对焊材管理要求严格。
(5)本工程为单包容双层金属结构保冷储罐,受内外罐结构影响现场涉及施工工艺较多,例如外罐采用倒装法施工,而内罐采用罐壁内挂钢平台正装法施工。
4.主要工程实物量
主要工程实物量见表3
5.材料验收与管理
5.1材料验收
1)对到货材料的质量证明材料,应按相关材料标准复核其化学成分和力学性能,低
温钢还应有低温冲击试验值。内罐材料的测厚按ASME规范要求进行。
2)低温钢板、钢管、管件和锻件施工前应该对其材料牌号,并进行外观检查,表面
不得有裂纹、气泡、缩孔、折叠、夹渣等缺陷,否则应进行消除,缺陷消除处应平滑、无棱角,消除缺陷的深度不应超过材料标准规定的负偏差。
3)施工前,应及时做好材料报验工作。
5.2材料管理
16万m 全容式LNG 低温储罐施工方案 1工程基本情况 1.1基本概况 LN (储罐主要用于应急储备,当出现上游停气或其他事故时,可向城 市燃气管网提供正常气源。容量为16万m3的全容LNC 储罐,通常由预应力 混凝土外罐和9% Ni 钢内罐组成,设计温度为-165 C 。 1.2低温储罐的主要构造 低温储罐主要包括:钢筋混凝土灌注桩、预应力钢筋混凝土承台和外 罐、外罐内衬钢板、保冷层、低温钢内罐、钢结构的半球形拱顶和预应力 钢筋混凝土罐顶构成。详见下图: 1.2.1预应力混凝土外罐构造 预应力混凝土外罐高38.55m ,外径86.6m ,内径82m 墙厚0.55m 。坐 落在钢筋混凝土灌注桩基支承的双承台上,每根桩顶部安装有防震橡胶 吊肌 7 M 760.0 : S V ; 500 穗耀土碼壁內特腔财 和 960.0 内痕宜牡帥0W 洱離底柢 ms 耐畫— ■ H9/12 IR7/12 3 XW.U0 趙低报警港宿 - 肪H 機胶堅"缓1 弼苗灑龜土 a [注延 (3A0+R b Sfi 1.2 w 外琛金屈底匾 内祁单轨结枸、 外 聲金届树檢: 内卑那皿加张r 内爾壁如弓g 內Mt 蹬曲9滋Mi T 弹性 龍J | ftlf 呆护科9%Ni 、. 角探护保 挣块) 內律厳坏机P 粧郦混 槪七评礎< 混粧土找平Q 睡碗泡 建喪隅块芒 11 375 混凝上用度财 罐珠豊存储嘴 38 S50 高卷怡體 ——OJ 内頂板/? R2000 珍珠岩保冷 内吊架 外附架 .暉備按杵;甲种 酗畅傀槪L 骂说 400 / F 驗 M< 議曾气當 3?$/ 岂瓦 正常操作港毡 铝吊熬 I 屈 钢航混蜃上廢台、 RC W K6?M} 邈讎1:曙外酬自理阳仙; 5600 ■ . 图1.2 (a ):低温储罐构造简图
5000m3LNG储罐(制作、安装、防腐、保温) 施工技术方案 编制 审核 批准 中国化学工程第四建设有限公司
目录 2、工程特点 (4) a)低温罐钢材和焊材种类较多,从材料检查验收、预制、组装、检验、保冷,施工 程序多,交叉作业多,因前期需要准备的时间较多,留给施工的时间少,导致安装工期紧; (4) b)内外罐均采用手工电弧焊,内罐壁100%RT检测,因此对焊工的操作技能、素质 要求都比普通焊工要求高; (4) c)低温罐内罐在外罐就位后施工,在罐内吊装和就位也是一个难点; (4) d)罐内光线较差,温度高,且通风条件有限,给施工增加了难度; (4) e)钢材品种较多,对材料焊材种类的堆放、保管、使用、标识都要求严格管理; (4) 1、1、1)应从施工和使用的角度,对设计的完整性和合理性进行核对; (6) 1、1、2)设计对施工的技术要求是否完整、可行,施工及验收规范是否为有效版本; .. 6 1、1、3)图纸、说明书、一览表等相关内容是否一致; (6) 1、1、4)设计有无漏项,并将问题和疑问在设计交底会上提出。 (6) 4)施工工装准备: (8) 3、基础验收 (10) (16) 底部第一、二节壁板预留口示意图 (16) 1、质量控制 (26) 2、组织机构和人员配备 (27) 3、施工阶段的质量控制 (27)
4、质量控制点 (27) 5、质量检验要求 (28) 3、安全教育 (36) 4、安全措施 (36) 5、高处作业管理 (37) 6、安全检查 (37) 8T (41) 十、保证施工质量的措施40 十一、保证职业健康安全环境的措施40 十二、罐的防腐与保温41 附件:1、施工进度计划网络图 2、施工总平面布置图(根据现场具体情况再做) 一、编制说明 1、工程概况 本工程建设5000m3LNG常压低温双拱顶储罐1座,储存LNG规模为5000m3。 地址:山西太原阳曲。 工程内容:LNG储罐的储罐制作、安装、检测、防腐、保温、竣工验收。 工艺分界点:进出管道为根部阀门前、后一道法兰。 储罐结构形式:为内罐、外罐拱顶的双壁单容罐,内罐存储LNG,外罐仅用来承装保冷材料和闪蒸气体。内外罐均为平底、圆筒形金属储罐。储罐主要由
王老吉大健康产业(梅州)有限公司不锈钢储罐采购安装及相关服务项目 储罐制作、安装施工方案 审批: 审核: 编制: 江苏正益机电设备有限公司
目录 1.编制说明---------------------------------------------- ------ 2.编制依据---------------------------------------------------- 3.工程概况----------------------------------------------------- 4.施工准备---------------------------------------------------- 5.施工方法的选择------------------------------------------- 6.施工程序、方法、技术要求及质量标准----------------- 7.焊接工艺---------------------------------------------------- 8.罐体试验----------------------------------------------------- 9.施工质量保证措施---------------------------------------- 10.施工安全措施-------------------------------------------------- 11.施工技术措施--------------------------------------- 12.附表、附图-------------------------------------------------
×××××有限公司 1000m3油罐保温层拆除、安装工程 专 业 施 工 方 案 ×××××有限公司 2017.10.18
目录第一章概况 1.1 工程建设主体 1.2 编制说明和编制依据 1.3 施工方法 1.4 编制说明和编制依据 第二章施工工艺 2.1 施工涂装程序 第三章工期和人力资源安排 3.1人力资源安排 3.2 管理人员计划 第四章施工机械和材料管理 4.1 施工机械计划 4.2措施材料计划 第五章质量控制 5.1 质量目标 5.2 质量保证体系 第六章SHE控制 6.1 SHE目标 6.2 SHE保证体系 6.3 SHE管理措施 6.4 SHE施工方法 6.5 重大危险源清单及预防控制措施 6.6 事故处理程序
第一章概况 1.1工程建设主体 项目名称:×××××有限公司1000m3油罐保温层拆除、安装工程 项目地点: ××××× 建设单位:×××××有限公司 承包单位: ×××××工程有限公司 1.2工程施工内容 1. 1000m3油罐保温岩棉板、镀锌彩钢板拆除、清理。 2. 1000m3油罐保温。 3.清洗消防管线(做到清洗后管线内无油污)。 1.3施工方法 我们本着施工需在保安全的前提下,精益求精的精神,在安全上预防为主的原则。工程质量上一丝不苟,力求使本工程在绝对安全的情况下达到优质标准工程。具体做法如下: 1.工艺流程 上岗前,施工人员先到甲方进行安全知识培训,培训后办好相关入场手续,把设备及用具进厂,接电做准备。然后对储罐保温、消防管线清洗,根据业主、监理的安排进行施工。 储罐用电动吊篮代替脚手架,吊篮搭设合格后,经业主、监理检验合格后,经业主、监理验收合格后,安装保温棉,用铁丝固定保温棉,然后安装保护层。
L N G低温储罐安装施 工方案
1. 2. 3. 4.适用范围 本方案适用于广东东莞九丰LNG工程两台80000m3液化天然气储罐的外罐及内罐 施工,详细施工内容包括外罐罐底、壁板、拱顶以及内罐罐底、罐壁、内罐铝吊顶 的施工。 5.编制依据 API 620 《大型焊接低压储罐的设计及施工》 ASME规范第Ⅸ卷《焊接和钎焊评定》 EN14620-2006版 中国环球工程公司设计图纸和相关技术资料 6.工程概述 3.1工程简介 1)广东东莞九丰LNG工程施工任务为两台液化天然气低温储罐,储罐形式都为单包 容双层金属结构保冷储罐,储存介质为液化天然气,设计规范为API 620,容积 为80000m3,外罐材质16MnDR,内罐材质为06Ni9,内罐顶为铝吊顶;此LNG储罐设计参数见表1,结构参数见表2。 表1 LNG储罐设计参数表
2)本工程由中国寰球工程公司设计,广东顺业石油化工建设监理有限公司监理,中 国石化集团第四建设公司承担安装任务。外罐为素材到货,内罐为半成品(下 料、坡口加工完毕)到货。 3)LNG储罐外罐下料、切割、滚弧以及内罐壁板的滚弧施工在中石化四公司预制厂 进行,外罐的喷砂防腐施工在现场进行。 3.2工程特点 (1)LNG低温储罐为双层结构,从材料检查验收、预制、组装、焊接、试验、保冷,施工程序多,交叉作业多,施工中一环扣一环,工期紧,任务重。 (2)内罐罐壁最小板厚仅为9mm,焊接时易产生焊接变形,施工中必须采取有效的防变形措施,保证罐体成形良好。 (3)内罐为06Ni9材质,焊接材料均为镍基焊材,且内罐壁100%RT检测,因此要求焊工群体素质高,施工前必须提前做好焊工培训考核工作。 (4)内外罐材质多,焊接材料品种多,对焊材管理要求严格。 (5)本工程为单包容双层金属结构保冷储罐,受内外罐结构影响现场涉及施工工艺较多,例如外罐采用倒装法施工,而内罐采用罐壁内挂钢平台正装法施工。 7.主要工程实物量 主要工程实物量见表3
王老吉大健康产业(梅州)有限公司不锈钢储罐采购安装及相关服务项目 储罐制作、安装施工方案 审批: 审核: 编制: 江苏正益机电设备有限公司
目录 1.编制说明---------------------------------------------- ----- - 2.编制依据---------------------------------------------------- 3.工程概况----------------------------------------------------- 4.施工准备---------------------------------------------------- 5.施工方法的选择------------------------------------------- 6.施工程序、方法、技术要求及质量标准----------------- 7.焊接工艺---------------------------------------------------- 8.罐体试验----------------------------------------------------- 9.施工质量保证措施---------------------------------------- 10.施工安全措施--------------------------------------------------11.施工技术措施--------------------------------------- 12.附表、附图-------------------------------------------------
16万m3全容式L N G低温储罐施工方案1工程基本情况 1.1基本概况 LNG储罐主要用于应急储备,当出现上游停气或其他事故时,可向城市燃气管网提供正常气源。容量为16万m3的全容LNG储罐,通常由预应力混凝土外罐和9%Ni钢内罐组成,设计温度为-165℃。 1.2低温储罐的主要构造 低温储罐主要包括:钢筋混凝土灌注桩、预应力钢筋混凝土承台和外罐、外罐内衬钢板、保冷层、低温钢内罐、钢结构的半球形拱顶和预应力钢筋混凝土罐顶构成。详见下图: 图1.2(a):低温储罐构造简图 1.2.1预应力混凝土外罐构造 预应力混凝土外罐高38.55m,外径86.6m,内径82m,墙厚0.55m。坐落在钢筋混凝土灌注桩基支承的双承台上,每根桩顶部安装有防震橡胶垫。 混凝土外罐墙体竖向布置了由19根、每根直径为15.7m(7股)、强度为1860MPa的钢绞线组成的VSL预应力后张束,预应力后张束两端锚于混凝土墙底部及顶部。墙体环向布置了由同样规格的钢绞线组成的VSL预应力后张束,环向束每束围绕混凝土墙体半圈.分别锚固于布置成90°的4根竖向扶壁柱上。混凝土外罐墙体上内置预埋件以固定防潮衬板及罐顶承压环。 混凝土外罐构造见图1.2(b)。 图1.2(b):混凝土外罐构造剖面图 1.2.2内罐壁构造 内罐壁是低温储罐的主要构件,由具有良好的低温韧性(-165℃)和抗裂纹能力的9%Ni钢板焊接而成。 1.2.3保冷层构造
大型低温LNG储罐绝热保温结构由罐顶保温、侧壁保温和罐底保温3部分构成。 1.2.4罐顶构造 罐顶多采用预应力钢筋混凝土外罐和铝吊顶(或钢结构半球形拱顶)组成。如下图1.2(c): 图1.2(c):罐顶构造示意图 2工程特点、难点 2.1工程特点 1、钻孔灌注桩施工专业性强。 2、罐承台钢筋混凝土属大体积混凝土施工,对施工要求较高。 3、罐底和罐体均属于预应力混凝土。 4、混凝土罐体直径大、壁厚、高度高。 2.2施工难点 1、钻孔灌注桩量大、密集,定位要求高。 2、罐承台钢筋混凝土需要分区浇筑,控温防裂施工难度大。 3、预应力施工施工要求高,需要掌握好时机,精心施加应力和锚固。 4、混凝土罐体运用爬模施工技术,属危险性较大分部分项工程。 3施工技术 3.1总体施工流程 灌注桩→桩承台→罐承台柱→罐承台→混凝土外罐壁→悬吊钢结构 穹顶气升→预应力后张、灌浆→外罐穹顶 3.2主要施工方法 3.2.1混凝土灌注桩施工 1、工艺流程 桩位定位放线→钻孔→清孔→钢筋笼制作、吊放→混凝土浇筑→后注浆施工→清理桩头 2、施工控制要点
§1施工方案
§总体施工方案 1、液压提升倒装自动焊工艺 a、本工程二台20000m3内浮顶罐采用液压提升倒装自动焊工艺进行施工,施工工艺流程图 如后图所示。 b、罐底板、罐壁板在本部生产基地进行深度工厂化预制,利用进口的龙门自动切割机,切割 下料和坡口加工一次成型。 c、油罐纵缝和环缝外口采用CO2气体保护自动焊,内口采用CO2气体保护半自动焊;油罐 底板采用埋弧焊+碎丝焊。 2、液压提升倒装自动焊施工工艺流程图
§ 油罐预制方案 1、 罐底预制 a 、 罐底预制主要是弓形边缘板和中幅板的切割。罐底中幅板、边缘板采用净料预制技术,用龙门自动切割机切割钢板的直边和坡口,罐底边缘板弧线采用半自动火焰切割机切割。 b 、 罐底板预程序如下: c 、 底板预制前应绘制排板图,并应符合下列规定 罐底的排板直径,宜按设计直径放大%%; 边缘板沿罐底半径方向的最小尺寸,不得小于700mm ; 弓形边缘板的对接接头,宜采用不等间隙,外侧间隙宜为6-7mm ;内侧间隙宜为8-12mm ; 中幅板的宽度不得小于1000mm ,长度不得小于2000mm ; 底板任意相邻焊逢之间的距离不得小于200mm 。 d 、 中幅板的尺寸允许偏差应符合下表的规定 测 量 部 位 允许偏差(mm ) 板长AB (CD )≥10m 板长AB (CD )≤10m 宽度AC 、BD 、EF ± ±1 长度AB 、CD ±2 ± 对角线之差 AD-BC ≤3 ≤2 直线度 AC 、BD ≤1 ≤1 AB 、CD ≤2 ≤2 坡口及周边检验 坡口及周边刷可焊性涂料 涂防腐涂料 板材验收检查 排板 放样号线 直口、坡口切割
5000m3LNG储罐(制作、安装、防腐、保温)施工技术方案 编制 审核 批准 中国化学工程第设
目录 一、编制说明 4 1、工程概况 4 2、工程特点 4 二、编制依据 5 三、主要工程实物量及设计参数 5 四、施工准备 6 1)施工技术准备. 6 2) 施工现场及物质准备 7 3) 机械提升装置布置 7 4)施工工装准备 8 五、主要施工工艺 8 1、施工方案选择 8 2、施工程序 9 3、基础验收 9 4、罐底组装 10 5、罐壁组装 14 6、顶板组装 21 7、接管安装 22 8、基础施工 22 9、均压板施工 22 10、罐体脱脂与清洗 22 11、干燥处理 23 12、罐体试验 24 六、质量管理控制 25 1、质量控制 25 2、组织机构和人员配备 26 3、施工阶段的质量控制 26
4、质量控制点 26 5、质量检验要求 27 6、焊接工艺要求 28 7、贮罐焊接施工工序 28 8、壁凹凸变形的防治措施 31 9、丁字焊缝错边变形的防治措施 31 七、HSE保证措施 32 1、HSE方针和目标 32 2、 HSE保证体系 32 3、安全教育 34 4、安全措施 34 5、高处作业管理 35 6、安全检查 35 八、现场文明施工 35 九、施工进度及资源配置 37 1、进度计划 37 2、劳动力计划 37 3、工机具计划 38 4、手段用料计划 39 5、主要工装计划 39 十、保证施工质量的措施 40 十一、保证职业健康安全环境的措施 40 十二、罐的防腐与保温 41 附件:1、施工进度计划网络图 2、施工总平面布置图(根据现场具体情况再做)
目录 1.编制说明 1 2.工程概况 1 3.编制依据 2 4.施工方法 2 5.焊接工艺及主要焊接顺序15 6.质量保证措施21 7.资源配置计划23 8.质量保证措施23 9.HSE施工管理计划26
1、编制说明 1.1 为了保证产品罐区及中间罐区17台储罐的施工质量,满足设计和生产对工艺的要求,特编制本方案。 1.2本方案经监理审查通过后,即可用于指导储罐的安装工艺作业,其所规定的内容与其它方案不符时,一律以本方案为准。各有关人员要严格依照执行,加强工艺纪律,以确保储罐的质量和进度。 1.3质量目标计划:单位工程检验合格率100%;分部、分项工程交验合格率90%;设备封闭合格率100%;零质量事故。 2、工程概况 2.1本工程为多伦世腾15万吨/年煤制烯烃副产品芳构项目,储罐制作安装工程包括50m3罐4台、100m3罐2台、200m3罐2台、300m3罐1台、330m3罐1台、500m3罐1台、1000m3罐3台以及2000m3罐3台,其中15台罐结构为固定顶圆筒形立式储罐(内设浮盘),2台罐结构为固定顶圆筒形立式储罐(未设浮盘)。罐体安装采用倒装法,焊接采用手工电弧焊。 设备实物量清单 序号设备位 号 设备名称 规格型号 mm 材质重量Kg 单位数量 1 TK-1352A /B 苯产品检验 罐 DN3800X5400 Q245R 9114 台 2 2 TK-1304 抽余油储罐DN3800X5400 Q235B 8638 台 1 3 TK-1101 甲醇储罐DN3800X5400 Q235B8682 台 1 4 TK-1353A /B 甲苯产品检 验罐 DN5200X5250Q235B11513 台 2 5 TK-1351混合芳烃缓 冲罐 DN5500X1026 Q235B16743 台 1 6 TK-1302新鲜溶剂罐DN5500X1026 Q235B16659 台 1 7 V-1807混合芳烃储 罐 DN7750X7130Q235B18004 台 1 8 TK-1303湿溶剂罐DN6600X1065 Q235B24438 台 1
江苏德力化纤20万吨/年聚酯装置及配套工程储罐及料仓制安施工方案 目录 一、工程概况 (2) 二、编制依据 (2) 三、储罐施工工艺 (2) 四、施工准备 (3) 4.1、技术准备 (3) 4.2、场地准备 (3) 4.3、材料检验 (3) 4.4、基础复查 (4) 4.5、工机具材料准备 (4) 4.6、劳动力计划 (4) 五、储罐的制作 (4) 5.1、预制 (4) 5.2、组装工序 (8) 5.3、表面处理 (17) 5.4、焊缝检验和罐体试验 (17) 六、提升方案 (18) 6.1、施工方法 (18) 6.2、桅杆的选择 (19) 6.3、桅杆工作 (20) 七、焊接工艺及主要焊接顺序 (21) 7.1、焊接材料 (21) 7.2、焊接工艺 (21) 7.3、焊接顺序 (23) 7.4、焊缝质量检查 (25) 八、劳动力计划 (25) 8.1、持证上岗。 (25) 8.2、劳动力计划一览表 (25) 九、安全措施 (26) 十、工机具及材料计划 (27) 10.1、工机具计划一览表 (27) 10.2、材料计划一览表 (28)
一、工程概况 本工程为江苏德力化纤2台5000米3乙二醇罐制安工程,单台重量约为150t, 2台150米3的SEG和DEG罐,单台重约为6.5t,材质为不锈钢.预定2010年4月15日开工,2010年6月30日制作安装完成。 二、编制依据 1、GB50128-2005《立式圆筒形钢制焊接油罐施工及验收规范》 2、JB4730-94《压力容器无损检测》 3、GB50341-2003《立式圆筒形钢制焊接储罐设计规范》; 4、SH3406-92《石油化工立式圆筒形钢制焊接储罐设计规范》; 5、JB/T4730-2005《承压设备无损检测》; 6、SH3514-2001《石油化工设备安装工程质量检验评定标准》 7、 SH3505-1999《石油化工施工安全技术规程》 8、JB/T4709-2000《钢制压力容器焊接规程》 9、GB50236-98《现场设备工业管道焊接工程施工及验收规范》 10、设计图纸 三、储罐施工工艺 本工程储罐壁板和顶板采用倒装法施工,汽车吊车、叉车辅助壁板围板、底板和顶板铺设,利用罐内周边等分均匀设置16根提升桅杆,用手拉葫芦提升。胀圈与胀圈之间连接采用焊接固定,每条接头处加三块加强块,防止接头开裂或变形,桅杆沿圈周边等分均匀布置,每条桅杆底圈同底板焊接固定,作八字形加强撑,底板中心处立中心桅杆一条,桅杆顶部焊连接盘,每一根
B13新浦化学工业(泰兴)有限公司VCM项目工程 监理实施细则 (低温乙烯贮罐) 内容提要: 专业工程特点 监理工作流程 监理工作控制目标及控制要点 监理工作方法及措施 项目监理机构(章): 专业监理工程师: 总监理工程师: 日期: 江苏省建设厅监制
一、工程概况: 1、工程名称:新浦化工氯乙烯项目乙烯低温贮罐制作及安装工程; 2、建设单位:新浦化学(泰兴)有限公司; 3、设计单位:上海工程化学设计院有限公司 4、施工单位:上海石化安装检修工程公司 5、监理单位:上海申峰工程建设监理有限公司 6、工程概况: 本工程为新浦化学(泰兴)有限公司乙烯低温贮罐,该 贮罐为双层钢结构立式贮罐,主要技术参数如下: 6.1 外罐(直径×高度)?35000×27600 外罐主体材料16MnR 内罐(直径×高度) ?33000×26400 内罐主体材料X12Ni5 6.2 物料名称:乙烯比重:568kg/m3。 6.3 贮罐工作温度:外罐-20~500C; 内罐-104~500C 该双层钢结构贮罐罐底板设计为搭接焊,罐壁板为对接焊,顶板为搭接焊。 贮罐制作安装工作特点是工作量大,室外作业,施工条件差,影响因素多,随机因素多,投入人力物力多等不利于焊接施工的特点。
二、目标分解 1、质量目标 2、HSE管理目标 三、设计要求适用规范及质量标准 1、低温乙烯贮罐设计施工图及技术文件 2、《现场设备、管道焊接工程施工及验收规范》GBJ50236-98
3、《工业安装工程质量检验评定统一标准》GB50252-98 4、《电器无损检测》JB4730-94 5、《钢制化工室焊接规范》JB4709-2000 6、《钢制焊接常压电器》JB/T4735-97 7、《立式圆筒形低温储罐施工技术规程》SH/T4735—2002 8、《石油化工设备和管道涂料防腐技术规范》SH3022-1999 9、《涂装前钢材表面锈蚀等级和防腐等级》GB8923-88 10、《管道与钢结构的现场涂漆规定》SP-74-V11-MS-0002 11、《钢板验收规范》GB/T3274-1988 12、《大型焊接、低压贮罐的设计和建造》API620标准 13、经审批的监理规划、施工组织设计 14、设计交底、图纸会审及设计变更单
1.适用范围 本方案适用于广东东莞九丰LNG工程两台80000m3液化天然气储罐的外罐及内罐施工,详细施工内容包括外罐罐底、壁板、拱顶以及内罐罐底、罐壁、内罐铝吊顶的施工。 2.编制依据 API 620 《大型焊接低压储罐的设计及施工》 ASME规范第Ⅸ卷《焊接和钎焊评定》 EN14620-2006版 中国环球工程公司设计图纸和相关技术资料 3.工程概述 3.1工程简介 1)广东东莞九丰LNG工程施工任务为两台液化天然气低温储罐,储罐形式都为单包容双层 金属结构保冷储罐,储存介质为液化天然气,设计规范为API 620,容积为80000m3,外罐材质16MnDR,内罐材质为06Ni9,内罐顶为铝吊顶;此LNG储罐设计参数见表1,结构参数见表2。
2)本工程由中国寰球工程公司设计,广东顺业石油化工建设监理有限公司监理,中国石化 集团第四建设公司承担安装任务。外罐为素材到货,内罐为半成品(下料、坡口加工完毕)到货。 3)LNG储罐外罐下料、切割、滚弧以及内罐壁板的滚弧施工在中石化四公司预制厂进行, 外罐的喷砂防腐施工在现场进行。 3.2工程特点 (1)LNG低温储罐为双层结构,从材料检查验收、预制、组装、焊接、试验、保冷,施工程序多,交叉作业多,施工中一环扣一环,工期紧,任务重。 (2)内罐罐壁最小板厚仅为9mm,焊接时易产生焊接变形,施工中必须采取有效的防变形措施,保证罐体成形良好。 (3)内罐为06Ni9材质,焊接材料均为镍基焊材,且内罐壁100%RT检测,因此要求焊工群体素质高,施工前必须提前做好焊工培训考核工作。 (4)内外罐材质多,焊接材料品种多,对焊材管理要求严格。 (5)本工程为单包容双层金属结构保冷储罐,受内外罐结构影响现场涉及施工工艺 较多,例如外罐采用倒装法施工,而内罐采用罐壁内挂钢平台正装法施工。 4.主要工程实物量 主要工程实物量见表3
低温储罐施工方案
目录 第一章工程概述......................................... 3页 第二章计划与管理..................................... 5页 第三章施工工序及施工准备................................ 6页 第四章外罐施工方案...................................... 8页 第五章内罐施工方案...................................... 12页 第六章附件安装.......................................... 18页 第七章不锈钢材料防护措施................................ 19页 第八章质量保证体系及质量保证措施........................ 19页 第九章安全管理及注意事项................................ 21页 第十章现场文明施工及标识管理............................ 23页第^一章施工机具设备.................................... 24页
第一章工程概述 1、工程简介 *********** 工程施工任务为********低温储罐,储罐形式都为单包容双层金属结构保冷 储罐,储存介质为********* ,设计规范为******* ,容积为4000n32座;2500n31座;外 罐材质A36*,内罐材质为A204 304* ;此储罐设计参数见表1,结构参数见表2。 表1储罐设计参数表 表 1)外罐为素材到货,内罐为半成品(下料、坡口加工完毕)到货。 2)储罐外罐下料、切割、滚弧以及内罐壁板的滚弧施工在预制厂进行,外罐的喷砂防腐施工在现场进行。 2、工程特点 (1)该储罐为双层结构,从材料检查验收、预制、组装、焊接、试验、保冷,施工程序多,交叉作业多,施工中一环扣一环,工期紧,任务重。 (2)内罐罐壁板厚仅为8mm焊接时易产生焊接变形,施工中必须采取有效的防变
编码: 重大 综合 一般 中国石化辽宁石油分公司营口鲅鱼圈油库工程 T-101~108/T-201~206 储罐安装施工技术方案 编制: 校审: 批准: 中国石化集团第四建设公司 辽宁营口鲅鱼圈油库工程项目部 2010年09月09日
目录 1 编制依据 (1) 2 工程概况 (1) 3 施工工序 (1) 4 施工工艺 (3) 5 焊接及检验 (17) 6 进度管理 (20) 7 QHSE管理 (21) 8 人力资源、施工机具 (32) 9 焊接工艺卡 (33) 10 排版图 (33)
1编制依据 天津中德工程设计有限公司提供的0版次施工图 《石油化工立式圆筒形钢制焊接储罐设计规范》SH3046-92 《立式圆筒形钢制焊接储罐施工及验收规范》GB50128-2005 《现场设备、工业管道焊接工程施工及验收规范》GB50236-98 《钢结构工程施工质量验收规范》GB50205-2001 《石油化工工程建设交工技术文件规定》SH3503-2001 2工程概况 辽宁营口港鲅鱼圈罐区油库一期新建工程T-1罐组,新建6台10000m3碳钢内浮顶储罐制作安装,储存介质为柴油;新建1台1000m3碳钢拱顶储罐制作安装;新建1台1000m3碳钢内浮顶储罐制作安装,储存介质为乙醇。T-2罐组,新建6台5000m3碳钢内浮顶储罐制作安装,其中2台储存介质为柴油,其余为汽油;罐底、罐顶、罐壁均为素材供货,在预制场将罐顶、罐体预制成散片,现场利用提升装置采用倒装法组装,焊接采用手工电弧焊 储罐规格及重量见表1。表1 3施工工序 3.1单台罐的施工工序(除1000m3储罐)
储罐制作安装施工方案 This model paper was revised by the Standardization Office on December 10, 2020
王老吉大健康产业(梅州)有限公司不锈钢储罐 采购安装及相关服务项目 储罐制作、安装施工方案 审批: 审核: 编制: 江苏正益机电设备有限公司 目录 1.编制说明---------------------------------------------- ------2.编制依据----------------------------------------------------3.工程概况-----------------------------------------------------4.施工准备----------------------------------------------------5.施工方法的选择------------------------------------------- 6.施工程序、方法、技术要求及质量标准----------------- 7.焊接工艺----------------------------------------------------8.罐体试验-----------------------------------------------------9.施工质量保证措施---------------------------------------- 10.施工安全措施--------------------------------------------------11.施工技术措施--------------------------------------- 12.附表、附图-------------------------------------------------
普莱克斯(北京)半导体气体有限公司 PHASE Ⅰ项目 低 温 储 罐 组 装 方 案 编制单位:中国化学工程第六建设公司第三分公司编制日期:二零零四年七月二日
普莱克斯(北京)半导体气体有限公司PHASE Ⅰ项目 低温储罐组装方案 编制单位:建设单位: 中化六建第三分公司普莱克斯(北京)半导体气体有限公司审批:审定: 审核: 编制:
一、工程概况 该低温储槽系670M3液氧低温储槽,施工区域狭小,旁边有一向中芯国际供气的临时空分设施,需作特殊防火隔离措施。 二、编制依据 2.1 大型焊接低压贮槽的设计与施工API620 2.2 低温液体贮槽PRAXAIR GS-33 2.3 压力容器无损检测 JB4730-94 2.4 钢制焊接常压容器JB/T4735-1997 2.5 二级氧清洗PRAXAIR GS-38 2.6 PRAXAIR 招标图纸 三、槽体结构简介 液氧低温贮罐是广泛应用于空分系统中的产品贮罐,由于其特殊的工作环境,致使其结构及材料的应用必须满足超低温的要求,罐体分内罐,外罐两层,中间填充绝热材料,本贮罐结构尺寸大致如下: 内筒壁与外筒壁之间用珠光砂填充绝热,内筒底与外筒底之间采用约1000MM 厚泡沫玻璃砖绝热,同时为保证内筒底及泡沫玻璃砖基础均匀受力,在泡沫玻璃砖绝热层下面及其顶部分别铺设150MM和100MM厚钢筋混凝土结构的均压板。内罐由底板、顶板及8带壁板组成,外筒由底板,顶板、及9带壁板及梯子栏杆组成。内罐所有对接焊缝均作100%RT检验。 四、施工方案选择 由于施工现场场地有限,业主无法提供预制组装场地,内筒外筒均采用群桅提升倒装法施工。 优点: a)高空作业量小,组对焊接都较方便。 b)作业人员少,管理方便。 c)吊装加固点少。 d)采用群桅杆起吊,则可以有效地减少机械使用台班。 缺点: a)二次搬运量较大。 b)起吊工装多。
天津孚宝乙烯低温储罐工程 (15000 M3) 罐底泡沫玻璃施工方法 中国南海工程有限公司 二○○四年四月
罐底保冷施工方案 我公司专业生产各种防腐绝热材料,是国家石油和化学工业局定 点企业,设备先进,工艺讲究,质量稳定。只要产品有低容重闭孔泡沫玻璃、硬质聚氨脂泡沫塑料、黑色(白色)阻燃玛蹄脂、FG 深冷粘结剂、TN-1粘结剂,同时还有一支技术过硬、质量要求过关的防腐保冷施工队伍,特别是多年来对乙烯、炼油、化工行业等液氧贮罐、液氨贮罐基础保冷施工具有较为丰富的经验与技术。根据贵公司承包的10000m 3氨罐罐底泡沫玻璃保冷的实际情况,结合本公司多年来对低温氨罐项目施工的经验结果,以强化施工质量的原则和方法提出一种经济合理的施工方案。 一、施工程序: 进行红松木垫梁施工 基础面铺设干细砂找平 进行第一层泡沫玻璃安装(用 FG 第二层泡 沫玻璃安装(用FG 第三层泡沫玻璃安装(FG 泡沫玻璃表面用FG 干细河砂找平。 二、施工技术方案及要求: 1、罐底混凝土基础面必须进行平整度验收合格后,方可进行下 道工序施工。如果进行红松木垫梁安装时需浸渍杂酚油,木块间用沥青漆粘合,并用木钉钉牢固。 2、进行水平标高及铺设方向位置的确定,在罐底基础混凝土平 面上,根据出液管的方向,确定泡沫玻璃板的铺设方向,设定中心轴线,按45°分成8条轴线延伸到相应圆周边,并用水准仪确定各轴
线位置标高基准线,以对每层泡沫玻璃砌筑时进行高度校准,确保泡沫玻璃施工时的平整度。 3、进行泡沫玻璃第一层铺设,从中心轴线向两边逐行分开进行,每一横的短边直缝应在长边的中间交叉设置,上下层短边直缝应全部交叉设置,以保证受力均匀和减少冷损失。在泡沫玻璃的一个表面及侧面涂上FG深冷粘结剂,结合面需100%均匀涂抹,粘合面积大于85%铺设于基面上。泡沫玻璃块间缝隙不大于1.5mm,块间高低差应不大于1mm,平面用2m直尺校正,任意位置不平度差小于±3mm。水平度用水准仪复测,各轴线位置周边及中心高低差不大于±5mm。 圆周边泡沫玻璃块设置要求:当泡沫玻璃铺到周边时,应根据同心半径确定周边弧线位置,并按弧线锯割修成圆弧型,并保证其边块的垂直度。当边块小于材料1/3长度时,应在内块进行补差,保证边块不小于1/3的块长,以保证边块的稳定性。 当铺设完第一层泡沫玻璃后,应用FG粘结剂进行嵌缝找平工作,检查其表面的平整度,验收合格后方可进行第二层施工。 4、进行第二层泡沫玻璃的铺设,施工方法与第一层相同,但应与下层泡沫玻璃之间相互错缝。当铺设到圆周边时,与周边承压梁接触须留30mm的膨胀系数,并用玻璃纤维毡嵌缝填实。 5、第三层泡沫玻璃铺设完后,应清除杂物,进行防水层施工,用FG深冷粘结剂嵌缝盖面找平,用2m直尺校正,任意位置不平度差应小于±3mm,水平度用水准仪复测,各轴线位置周边及中心高低差不大于±5mm,验收合格后方可进行下道工序的施工。 6、进行干细河砂铺设,全部沙粒应纯净、过筛、干燥、无油,按设计要求进行。 (注:遇雨天时的措施:预备好各种防雨物资,如遇下雨,应及
二、编制依据 2.1、《大型焊接低压储罐的设计与制造》SY/T0608-2006; 2.2、《立式圆筒型钢制焊接储罐施工及验收规范》GB50128-2005; 2.3、《钢结构工程施工质量验收规范》GB50205-2001; 2.4、《立式圆筒型低温储罐施工技术规程》SH3537-2002; 2.5、中国石油集团工程设计有限责任公司西南分公司设计的储罐施工图纸。 三、罐体结构简介 储罐结构形式为内罐吊顶、外罐拱顶的双壁单容罐,内罐存储LNG,外罐仅用来承装保冷材料和闪蒸气体,储罐的充装系数为0.94。储罐主要由内罐、外罐、保冷层、平台梯子等组成,内罐底板及壁板主体材料为06Ni9,吊顶主要材料为5052-O铝合金板,公称直径26米,筒体高度23米,外罐主体材料为16MnDR,公称直径28米,筒体高度25.4米,储罐总高度30米,平台扶梯材料为Q235B,储罐总重约575吨(不含保冷层) 内筒壁与外筒壁之间用珠光砂填充绝热,内筒底与外筒底之间采用约800MM厚泡沫玻璃砖绝热,同时为保证内筒底及泡沫玻璃砖基础均匀受力,在泡沫玻璃砖绝热层下面及其顶部分别铺设75MM和50MM厚钢筋混凝土结构的找平层。内罐由底板、顶板及8带壁板组成,外筒由底板,顶板、及11带壁板及梯子栏杆组成。内罐所有对接焊缝均作100%射线及所有角焊缝100%渗透检验。 四、施工方案选择 由于施工现场场地有限,业主无法提供预制组装场地,内筒外筒均采用群桅提升倒装法施工。 优点: a)高空作业量小,组对焊接都较方便。 b)作业人员少,管理方便。 c)吊装加固点少。 d)采用群桅杆起吊,则可以有效地减少机械使用台班。 缺点: a)二次搬运量较大。 b)起吊工装多。 c)预制量较多,工期相对较长。
碳钢储罐制作安装施工方案 (总13页) -CAL-FENGHAI.-(YICAI)-Company One1 -CAL-本页仅作为文档封面,使用请直接删除
一、编制说明: 1.1 本工程为XX10万吨/年顺丁橡胶的罐区工程,粗溶剂罐、精溶剂罐、消防储水罐需要现场制作,为确保工程安全、优质、高效,特编制此方案。1.2 此方案中对施工准备、施工程序、施工方法和技术要求、质量标准、施工质量、安全保证措施、冬雨季施工措施等均作了详细地说明。 二、编制依据: 2.1 《钢制焊接常压容器》JG/T4735-1997; 2.2 《工业设备、管道焊接工程施工验收规范》GB50235-97; 2.3浙江传化合成材料10万吨/年顺丁橡胶装置储罐施工图; 2.4 焊接结构技术要求(HG20583-1998); 2.5 焊缝射线探伤标准(JB4735-97)。 2.6《石油化工立式圆筒形钢制焊接储罐设计规范》(SH3046-92)。 2.7《立式圆筒形钢制焊接贮罐施工及验收规范》(GB50128-2005)。2.8《钢制压力容器焊接规程》(JB/4709-2000)。 三、工程概况: 3.1粗溶剂罐、精溶剂罐、消防储水罐是10万吨/年顺丁橡胶工程中的重要设备,为立式圆柱体储罐。它主要由底板组合体、筒体、清扫孔、接管等附件和顶盖板内件组成,所用材料为Q235B。 四、施工准备: 4.1 技术准备 4.1.1 组织有关人员对图纸进行会审,及时发现并解决图纸中存在的问题。 4.1.2 施工方案已经审批,并对施工人员进行技术交底和技术培训,明确施工方法/施工程序及质量标准要求。 4.1.3 审查原材料质量证明书,组织材料验收、清点,现场的原材料应对其规格、数量、质量进行检查。
16万m3全容式LNG低温储罐施工方案 1工程基本情况 基本概况 LNG储罐主要用于应急储备,当出现上游停气或其他事故时,可向城市燃气管网提供正常气源。容量为16万m3的全容LNG储罐,通常由预应力混凝土外罐和9%Ni钢内罐组成,设计温度为-165℃。 低温储罐的主要构造 低温储罐主要包括:钢筋混凝土灌注桩、预应力钢筋混凝土承台和外罐、外罐内衬钢板、保冷层、低温钢内罐、钢结构的半球形拱顶和预应力钢筋混凝土罐顶构成。详见下图: 图(a):低温储罐构造简图 1.2.1预应力混凝土外罐构造 预应力混凝土外罐高38.55m,外径86.6m,内径82m,墙厚0.55m。坐落在钢筋混凝土灌注桩基支承的双承台上,每根桩顶部安装有防震橡胶垫。 混凝土外罐墙体竖向布置了由19根、每根直径为15.7m(7股)、强度为1860MPa的钢绞线组成的VSL预应力后张束,预应力后张束两端锚于混凝土墙底部及顶部。墙体环向布置了由同样规格的钢绞线组成的VSL预应力后张束,环向束每束围绕混凝土墙体半圈.分别锚固于布置成90°的4根竖向扶壁柱上。混凝土外罐墙体上内置预埋件以固定防潮衬板及罐顶承压环。 混凝土外罐构造见图(b)。 图(b):混凝土外罐构造剖面图 1.2.2内罐壁构造 内罐壁是低温储罐的主要构件,由具有良好的低温韧性(-165℃)和抗裂纹能力的9%Ni钢板焊接而成。 1.2.3保冷层构造 大型低温LNG储罐绝热保温结构由罐顶保温、侧壁保温和罐底保温3部
分构成。 1.2.4罐顶构造 罐顶多采用预应力钢筋混凝土外罐和铝吊顶(或钢结构半球形拱顶)组成。如下图(c): 图(c):罐顶构造示意图 2 工程特点、难点 工程特点 1、钻孔灌注桩施工专业性强。 2、罐承台钢筋混凝土属大体积混凝土施工,对施工要求较高。 3、罐底和罐体均属于预应力混凝土。 4、混凝土罐体直径大、壁厚、高度高。 施工难点 1、钻孔灌注桩量大、密集,定位要求高。 2、罐承台钢筋混凝土需要分区浇筑,控温防裂施工难度大。 3、预应力施工施工要求高,需要掌握好时机,精心施加应力和锚固。 4、混凝土罐体运用爬模施工技术,属危险性较大分部分项工程。 3 施工技术 总体施工流程 灌注桩→桩承台→罐承台柱→罐承台→混凝土外罐壁→悬吊钢结构穹顶气升→预应力后张、灌浆→外罐穹顶 主要施工方法 3.2.1混凝土灌注桩施工 1、工艺流程 桩位定位放线→钻孔→清孔→钢筋笼制作、吊放→混凝土浇筑→后注浆施工→清理桩头 2、施工控制要点 (1)定位测量