自动轴承内圈沟道超精机安全操作规程 工作前 1、穿戴好防护用品。 2、检查砂轮有无毛病,有裂纹和缺陷,应更换合格砂轮。 3、检查砂轮轴、皮带轮、平面磁力盘以及内外圆的卡盘上有无杂物。防护罩是否牢固、可靠、安全。 4、松动的螺帽、背帽和螺栓,要及时拧紧。 5、检查砂轮的位臵是否移动,各个手柄是否在空挡位臵。要把当铁调整好,然后加以紧固。 6、液压系统的吸油管、排油管是否良好、畅通。要保持在油面以下。防止吸入空气,影响液压转动。工作中 1、开车前砂轮正面不准站人,操作者也要站在磨床的侧面。对好往复的距离,固紧往复挡块,以免砂轮与工作件物相撞。 2、砂轮初磨时,要缓慢进给,使砂轮升温,预防砂轮发生裂痕或碎裂。 3、按设备技术要求选用砂轮,砂轮线速度不准超过允许值,一次切削用量不得超过最大允许值。 4、砂轮不能受到碰撞和震动。主轴摆动量不得超过0.03 毫米。 5、安装、修整砂轮时,第一次打砂轮应用手摇,不许开自动设备。 6、装卸工件修整时,砂轮要退到安全位臵,停止转动,防止砂轮磨手。 7、砂轮应缓慢接近工件,磨削量由小渐大,不能突然增大磨量,不能用机动进给。砂轮未退离工件时,不得中途停止运转。砂轮和卡盘未停止转动,不准伸手拿工件。 8、不适合该种砂轮磨削的工件,不能在这个砂轮上磨削。不适合在侧面加工的工件,不能在砂轮的侧面加工。 9、打砂轮时,要详细检查金刚石是否牢固,周围不得站人。打过的砂轮或导
轮,不得用手去摸。不要使用有害皮肤和影响砂轮结合剂的冷却液。 10、砂轮发现椭圆或凹凸不平时,应及时修理和更换,以防啃住工件,把工件顶回崩出,把砂轮挤碎,砂轮爆炸时应马上停车。 11、砂轮直径磨小时,可以提高转速,但不能超过砂轮规定的线速度。 12、法兰盘的直径,不能小于砂轮直径的三分之一,或大于二分之一。同时,在两台设备上的法兰盘应大小、厚度一样。 13、夹紧法兰盘,应用合适的扳手,不准加套管,不准用手锤猛打。夹紧力要适当,过松,砂轮框动,过紧,能把砂轮挤碎。 14、安装新砂轮时,要加平衡块进行平衡,修正后在进行二次平衡,确保砂轮安全运行。 15、法兰盘与砂轮中间,必须放臵0.5-2 毫米厚的衬板,衬板要超过法兰夹紧面。 16、直径400 毫米以上的砂轮,空转实验15-20 分钟,直径400 毫米以下的砂轮,空转实验10-15 分钟。空转后再停车检查一次。确认无裂纹时,再进给磨削。 17、砂轮应经常修整,修整器的金刚石必须尖锐,不得用磨钝的金刚石去修整砂轮。修整时必须由充分的冷却液,以防损坏金刚石。 18、吸尘器必须经常保持完好有效,充分利用。 19、液压磨床,夏季油温很高,已发生故障,所以,必须采取降温措施。 20、工作中停水时,应立即停磨削。 21、机床开动时,不许手摸工件或砂轮,不许测量工件或其它工作。 22、不许在有震动的砂轮上工作。工作后湿式磨床,在下班时,先将水管关住,不要立即停车,要空转五分钟,把砂轮上的水分甩掉,否则,砂轮失去平衡,下次使用时不安全。
轴承零件 轴承零件: (一)轴承零件总论 &Nb sp; 1. 轴承零件bearing PA rt 组成滚动轴承的各零件之一,但是不包括所有的附件。 2. 轴承套圈bearing ring 具有一个或几个滚道的向心滚动轴承的环形零件。 3. 轴承垫圈bearing washer 具有一个或几个滚道的推力滚动轴承的环形零件。 4. 平挡圈loose rib 一个可分离的基本上平的垫圈,用其内或外部分作为向心圆柱滚子轴承外圈或内圈的一个挡边。 5. 斜挡圈(可分离的)(separate)thrust col La r 一个可分离的有"L"形截面的圈,用其外部分作为向心圆柱滚子轴承内圈的一个挡边。 6. 中挡圈guide ring 在具有两列或多列滚子的滚子轴承内的一个可分离的圈,用于隔离两列滚子并引导滚子。 7. 止动环loca ti ng snap ring 具有恒定截面的单口环,装在环形沟里,将滚动轴承在外壳内或轴上轴向定位。 8. 锁圈re Ta ining snap ring 具有恒定截面的单口环,装在环形沟里作为挡圈将滚子或保持架保持在轴承内。 9. 隔圈sp AC er 是环形零件,用于两个轴承套圈或轴承垫圈之间或两半轴承套圈之间或两半轴承垫圈之间以使它们之间保持所规定的轴向距离。 10. 密封圈seal 由一个或几个零件组成的环形罩,固定在轴承的一个套圈或垫圈上并与另一套圈或垫圈接触或形成窄的迷宫间隙,防止润滑油漏出及外物侵入。 11. 防尘盖shield 是个环形罩,通常由薄金属板冲压而成,固定在轴承的一个套圈或垫圈上,并朝另一套圈或垫圈延伸,遮住轴承内部空间,但不与另一套圈或垫圈接触。 12. 护圈flinger 附在内圈或轴圈上的一个零件,利用离心力以增强滚动轴承防止外物侵入的能力。 13. 滚动体rolling element 在滚道间滚动的球或滚子。 14. 保持架cage 部分地包裹全部或一些滚动体,并与之一起运动的轴承零件,用以隔离滚动体,并且通常还引导滚动体和将其保持在轴承内。 (二)轴承零件结构特征 1. 滚道raceway
转盘轴承加工工艺流程简介 1)锻件毛坯的检查 在加工前首先了解毛坯的材质、锻后状态(一般为正回火状态,查阅锻件合格证即材质书)。其次要检查毛坯是否有叠层、裂纹等缺陷。 测量毛坯外型尺寸。测量毛坯内外径、高度尺寸、计算加工余量,较准确地估算出车削加工的分刀次数。 2)车削加工 2.1 粗车:根据车削工艺图纸进行粗车加工,切削速度、切削量严格按工艺规定执行(一般切削速度为5转/分钟。切削量为10mm~12mm)。 2.2 粗车时效:轴承零件粗车完成后,采用三点支承、平放(不允许叠放),时效时间不小于48小时后才能进行精车加工。 2.3 精车轴承零件精车时,切削速度每分钟6至8转,切削量0.3~0.5毫米。 2.4 成型精车:轴承零件最后成型精车时,为防止零件变形,须将零件固定夹紧装置松开,使零件处于无受力状态,车削速度为每分钟8转、切削量为0.2毫米。 2.5 交叉、三排滚子转盘轴承内圈特别工艺:为防止交叉、三排滚子转盘轴承内圈热处理后变形。车削加工时必须进行成对加工,即滚道背靠背加工,热处理前不进行切断,热后切断成型。 2.6 热后精车:轴承内外圈热处理后,进行精车成工序、工艺规程同2.3、2.4 3)热处理— 3.1 滚道表面淬火:轴承滚道表面中频淬火,硬度不低于55HRC,硬化层深度不小于4毫米,软带宽度小于50毫米,并在相应处作“S”标记。(有时客户要求可以渗碳、渗氮、碳氮共渗等) 3.2 热后回火处理:轴承内外圈中频淬火后需在200C度温度下48小时方可出炉。以确保内应力的消失。 4)滚、铣加工— 4.1 对有内外齿的转盘轴承,磨削加工前要进行滚铣齿工序,严格按工艺要求加工,精度等级要达到8级以上。 5)钻孔— 5.1 划线:在测量零件的外型尺寸后,按图纸规定尺寸进行划线、定位工序,各孔相互差不得大于3%0。 5.2 钻孔:对照图纸检测划线尺寸,确保尺寸正确无误后再进行钻孔工序,分体内套转盘轴承安装孔应组合加工,并使软带相间180C度各孔距误差不得大于5%0
轴承加工工艺流程(附图) 轴承是当代机械设备中一种重要零部件。它的主要功能是支撑机械旋转体,降低其运动过程中的摩擦系数,并保证其回转精度。 按运动元件摩擦性质的不同,轴承可分为滚动轴承和滑动轴承两大类.轴承可同时承受径向负荷和轴向负荷.能在较高的转速下工作。接触角越大,轴向承载能力越高。那么轴承是怎么加工出来的呢? 轴承制造加工基本过程(以套圈制造基本流程为重点,材料选用高碳铬轴承钢Gcr15SiMn) <1>滚动体(钢球)制造基本流程: 原材料——冷镦-—光磨—-热处理——硬磨-—初研——外观——精研 〈2>保持架(钢板)制造基本流程: 原材料——剪料——裁环--光整--成形——整形——冲铆钉孔 〈3>套圈(内圈、外圈)制造基本流程: 原材料—-锻造--退火——车削——淬火—-回火—-磨削--装配
汇普轴承加工流程图 (1)锻造加工:锻造加工是轴承套圈加工中的初加工,也称毛坯加工。 套圈锻造加工的主要目的是: (a)获得与产品形状相似的毛坯,从而提高金属材料利用率,节约原材料,减少机械加工量,降低成本. (b)消除金属内在缺陷,改善金属组织,使金属流线分布合理,金属紧密度好,从而提高轴承的使用寿命。 锻造方式:一般是在感应加热炉、压力机、扩孔机和整形机组成连线的设备体进行流水作业 (2)退火:套圈退火的主要目的是:高碳铬轴承钢的球化退火是为了获得铁素体基体上均匀分布着细、小、匀、圆的碳化物颗粒的组织,为以后的冷加工及最终的淬回火作组织准备。 Gcr15SiMn退火基本工序:
在790-810℃保温2-6h, 以10—30℃/h,冷至600℃以下,出炉空冷 (3)车削加工:车削加工是轴承套圈的半成品加工,也可以说是成型加工。 车削加工的主要目的是: (a)使加工后的套圈与最终产品形状完全相同。 (b)为后面的磨削加工创造有利条件。 车削加工的方法: 集中工序法:在一台设备上完成所有车削工序的小批量生产。 分散工序法:在一台设备上完成某一种车削工序的大批量生产。 (4)热处理:热处理是提高轴承内在质量的关键加工工序。 热处理的主要目的是: (a)通过热处理使材料组织转变,提高材料机械性能。 (b)提高轴承内在质量(耐磨性、强韧性),从而提高轴承寿命。 对于高碳铬轴承钢Gcr15SiMn,热处理包括淬火和低温回火淬火: 加热温度:820—840(℃)保温时间: 1—2h 冷却介质:油低温回火:
?法律法规? 护理工作中常见护患纠纷案例分析 061001沦州市河北省沦州市中心医院护理部张佩超贾汝福黄玉华白洪敏 摘要目的避免或减少护理工作中护患纠纷的发生。方法分析在护理工作中常见护患纠纷的诸多因素。结果护理人员法律意识淡漠、责任心不强、基本功不过硬是引起护患纠纷的主要因素。结论认为强化护理人员的法律意识;进行医德医风教育;掌握过硬的基本功是防范护患纠纷的关键。 关键词护理;临床工作;护患纠纷;防范 随着社会的进步,患者维权意识的提高,医疗纠纷的发生率呈上升趋势A越来越多的人开始意识到在就医过程中维护自身的权益,从而对医护人员的职业道德,技术水平及服务质量提出了更高的要求,护理人员稍不留意或违反操作规程,就会造成病人的不满或投诉[2]。因此,如何适应时代发展的需要,处理好护患关系,达到患者满意的高质量的护理,是目前护理工作者值得探讨的问题。本文就我院护理工作中常见的护患纠纷的原因及防范措施浅谈如下: 1护患纠纷原因 护理人员自我保护意识欠缺,工作态度不严谨,语言不当个别医护人员工作态度不严谨,在抢救病人时,不注意讲话的方式,说一些与治疗无关的话题,当着患者或陪人的面将该患者医疗护理方面的不全或明显的医疗缺陷暴露出来,有意无意的随便发表议论,引发病人及家属对医疗效果的怀疑。正是这种漫不经心,不负责任的工作态度,使病人失去对医护人员的信赖,引发各种纠纷。例1: 一位肾衰的患者在抢救时期,一名护士看了看氧气流量表说:哎呀,氧气什么时候没了”例2: —名护士在给一个病情危重的病人吸痰时,因吸痰器负压小,就说:?破玩意儿,早就该淘汰了!” 就因为这么几句话,便造成了病人的投诉。 带教不严格,护生的法律身份不明确护生是正在学习护理专业的在校生或毕业前进行专业实习的学生,尚不具备独立工作的权利,必须按照卫生部有关规定,在护士的指导下进行,既护生没有独立开展工作的权利。但个别带教老师对一些实习后期的学生,既放手又放眼,单独让学生做一些操作,还有个别实习同学,未经带教老师的批准,擅自做一些操作,护生一旦操作不当,便给病人造成不良影响或给病人造成损害。例:一名实习护士在无带教老师的指导下,给一名神经根炎的患儿静脉加药胰岛素4个单位,众所周知,吸取胰岛素药液必须用至少1毫升的蓝心空针,药量才能够准确,但是这位同学未用1毫升的蓝心空针,而用20 毫升的空针吸取药液,虽然在配药过程中采取了稀释的方法,但是仍然致胰岛素的量不准确,使患儿家属误认为是导致患儿昏迷的原因而形成纠纷。 护理人员责任心不强,观察病情不细人的生命只有一次,因而要求护理人员应具有高尚的职业道德和一丝不苟、严谨负责的工作态度。而有的护理人员工作态度不认真,责任心不强,观察病情不细。例:某天的一个夜班,一个3岁烫伤的患儿正处于休克期间,值班护士没有按分级护理的要求,主动按时巡视病房,待患儿病情有了新的变化时,陪伴人去找护士,护士又去找医生,这样延误了抢救时机。虽然这不是患儿死亡的主要原因,但是引起了护患纠纷。 专业知识和专业技能不过硬,不扎实护理工作是一项责任重大的服务性工作,一名护理人员除应具备高尚的职业道德外,还必须具备适应工作需要的丰富的专业知识和娴熟的操作技能。基本功掌握的不扎实,不仅影响高精技术的发挥,工作也容易出现失误,影响护理效果,形成纠纷。例:一名助产人员助产技术欠熟练,助产要领掌握不好,致使一名女婴在助产过程中造成产伤,导致右侧臂丛神经损伤,此次纠纷时间长达2 年之久。 护理人员与患者及家属沟通不利,服务态度欠佳病人在住院期间,大约有三分之二的时间是和护士打交道,在这频繁的交往中,每一位病人都会以个人的尺度去衡量每一位护士的工作,如对某一项护理工作表示不满或质疑,都易造成矛盾纠纷。尤其在儿科,现在的孩子大都是独生子女,作为父母情愿病的是自己,也不愿看到自己的孩子受一丁点委屈,孩子病了,家长就会焦躁不安,情绪不稳,激惹性增高,容易产生攻击行为向护士发泄,这时,护士的服务态度欠佳,沟通不利,就易造成纠纷。例:一名护士为一名患儿输液时,未能一针见血,不是向患儿家属说:‘对不起,让孩子受委屈了。”而是去责怪患儿不合作,怪罪家
建筑工程施工质量缺陷案例及事故案例分析 文件编码(008-TTIG-UTITD-GKBTT-PUUTI-WYTUI-8256)
建筑工程施工质量缺陷案例及事故案例分析 ======单选题部分====== 1.在主体结构工程施工中,当现场出现结构板双层双向钢筋的上层钢筋下陷的问题时,我们的处理建议是(C ) 2.室内墙地面饰面工程施工时,现场出现内墙大面空鼓裂纹问题的原因是() 3.以下不属于混凝土配合比直接决定的是() 4.碱骨料反应是混凝土原材料中的水泥、外加剂、混合材和水中的碱(Na2O 或K2O)与()中的活性成分反应,在混凝土浇筑成型后若干午(数年至二、三十年)逐渐反应,反应生成物吸水膨胀使混凝土产生内部应力,膨胀开裂、导致混凝土失去设计性能 ======多选题部分====== 5.以下属于外墙面工程施工时出现的现场问题的是() 6.预留预埋应按设计图纸要求事先翻样制作,并注明(),在浇筑混凝土前对模板的加固进行检查,保证拆模后预留预埋位置的准确,浇筑后及时复测,出现偏差及时调整 7.防水工程包括() ======判断题部分====== 8.屋面工程施工中,现场出现屋面顺水条间距未满足规定要求;屋面平整度差,引起局部用多根小木方支垫的问题时,我们的处理建议加强过程控制,确保每道施工程序按规范标准施工。(顺水条间距按照绿城规定执行)
9.滑模施工时应随时采用仪器或吊锤法检查滑升体系的垂直、扭转、倾斜等状态,对其结构的中心和边缘均应同步观察。 10.模板决定了混凝土构件的尺寸和观感,在支设模板前应进行研究和策划形成模板专项施工方案,并报工程管理科审批
一、熊某,男,81岁,近来几天严重腹泻,请问该患者的护理问题有哪些?如何护理? 答:护理问题:体液不足与腹泻有关;活动无耐力与严重腹泻有关;有皮肤完整性受损的可能与腹泻有关 如何护理:1.去除病因,如为肠道感染则遵医嘱给予抗生素治疗;2.卧床休息,减少肠蠕动,注意保暖;3.调理膳食。鼓励饮水,酌情给予清爽的流质或半流质饮食,避免油腻、辛辣、高纤维食物。严重腹泻时暂禁食;4.防治水和电解质紊乱。按医嘱给予止泻剂、口服补液盐或静脉输液;5.保持皮肤完整性。每次便后用软纸轻擦肛门,温水清洗,并在肛门周围涂油膏以保护局部皮肤;6.密切观察病情。记录排便的性质、次数等,必要时留取标本送检。病情危重者,注意生命体征的变化。如疑为传染病则按肠道隔离原则护理;7.心理支持,促进舒适;8.健康教育。讲解腹泻有关知识,指导病人注意饮食卫生,养成良好的卫生习惯。二、段某,女,29岁,因天气寒冷,在关闭门窗的环境下,用炉火取暖。后被人发现晕倒在家,发现时神志不清,口唇呈樱桃红色。请问该患者出现了什么情况?该类病人的院前急救与氧疗方法是什么? 答:该患者是一氧化碳中毒。 院前急救:1.迅速脱离中毒环境,将病人放置在空气新鲜处;2.中度一氧化碳中毒昏迷者,要保持气道开放,持续吸氧; 3.中、重度一氧化碳中毒病人转送至有高压氧的医院,尽早进行高压氧治疗。 氧疗方法:包括常压吸氧和高压氧治疗。氧气吸入最好吸纯氧或含5%二氧化碳的混合氧,有条件者应积极采用高压氧治疗。高压氧治疗宜早期应用。无高压氧舱条件者可经鼻导管给予高浓度氧,流量8-10L/min,以后根据具体情况采用持续低浓度氧气吸入,清醒后转为间歇给氧。 三、朱某,男55岁,有慢性阻塞性肺气肿病史,近日天气变冷,突发呼吸困难入院,入院时口唇紫绀,检查血气为PaO2为50mmHg,PaCO2为80mmHg,请问该病人的诊断是什么?该类病人如何给氧?为什么? 答:该病人诊断为Ⅱ型呼吸衰竭,吸氧方式是持续低流量给氧。(1-2L/M) 持续低流量给氧的理由是:1.呼吸主要由缺氧刺激:因此类病人的呼吸中枢化学感受器对二氧化碳反应差,故呼吸的维持主要由缺氧对外周化学感受器的刺激,若吸入高浓度氧,PaO2迅速上升,使外周化学感受器失去了刺激,导致病人呼吸变慢而浅,肺泡通气量下降,PaCO2随之上升,严重时引起肺性脑病;2.避免加重通气/血流比例失调:吸入高浓度的氧,解除低氧性肺血管收缩,使肺内血流重新分布,加重通气/血流比例失调,肺泡无效腔增大,有效肺泡通气量减少,从而使PaCO2进一步升高;3.血红蛋白氧离曲线特性:在严重缺氧时,PaO2稍有升高,SaO2便有较多的增加。 四、一女性患者,在外伤补充了血容量后血压在90/60mmHg,医生开医嘱使用血管活性药物,请问使用血管活性药物的注意事项有哪些? 答:1.使用血管活性药物需用微量输液泵控制滴速;2.严密监测生命体征。根据血压、心率等参数的变化,随时调整血管活性药物的滴速;3.血管活性药物应尽量从中心静脉输入;4.采用专用通路输入血管活性药物,不要与中心静脉压测量及其他静脉补液在同一条静脉通路; 5.缩血管药与扩血管药应在不同管路输入; 6.加强对输注部位的观察,避免药液渗漏至血管外。 五、患者于某,男,30岁,因咳嗽、咳痰,周身无力前往我院就诊,遵医嘱给予生理盐水250ml+美洛西林4.0静滴,皮试结果阴性,当输入50ml时,患者突然出现头昏、胸闷、冷汗、寒战、BP80/50mmHg,心率100次/分,该患者出现了什么反应?该如何处理?
建筑工程施工质量缺陷 案例及事故案例分析 YKK standardization office【 YKK5AB- YKK08- YKK2C- YKK18】
建筑工程施工质量缺陷案例及事故案例分析 ======单选题部分====== ? 1.在主体结构工程施工中,当现场出现结构板双层双向钢筋的上层钢筋下陷的问题时,我们的处理建议是(C ) o?A 地下室顶板上需堆载施工时,必须明确设计使用荷载,均匀堆放施工材料,避免超载施工 o?B 在浇捣柱砼前,柱钢筋未作定位,钢筋无法与上层柱筋对齐,产生弯折 o?C 加强钢筋工程的阶段性验收及砼施工旁站控制 o?D 地下室后浇带大梁梁底无保护层,严重违反规范要求,影响梁使用寿命 ? 2.室内墙地面饰面工程施工时,现场出现内墙大面空鼓裂纹问题的原因是() o?A 商品砼坍落度过大,面层收缩形成裂纹 o?B 内墙粉刷砂浆配合比失控,强度很底,黄砂含泥量高且为细砂 o?C 外墙干挂石材收口于铝合金窗顶处,雨水渗入干挂石材空腔内流向窗顶部位,从窗顶薄弱处渗入室内 o?D 因房屋交付时,室内为毛坯,阳台进行地砖施工,室内外高度接近一致,阳、露台地砖为干粉砂浆铺贴,当雨水飘落到地面后从砖缝渗入干粉砂浆层,且阳、露台多为内坡,渗入雨水在干粉层内于墙根部位形成积水,积水沿砖墙渗入室内。 ? 3.以下不属于混凝土配合比直接决定的是() o?A 强度 o?B 和易性 o?C 经济性 o?D 坍落度 ? 4.碱骨料反应是混凝土原材料中的水泥、外加剂、混合材和水中的碱(Na2O或K2O)与()中的活性成分反应,在混凝土浇筑成型后若干午(数年至二、三十年)逐渐反应,反应生成物吸水膨胀使混凝土产生内部应力,膨胀开裂、导致混凝土失去设计性能 o?A 原料 o?B 骨料 o?C 水泥 o?D 水
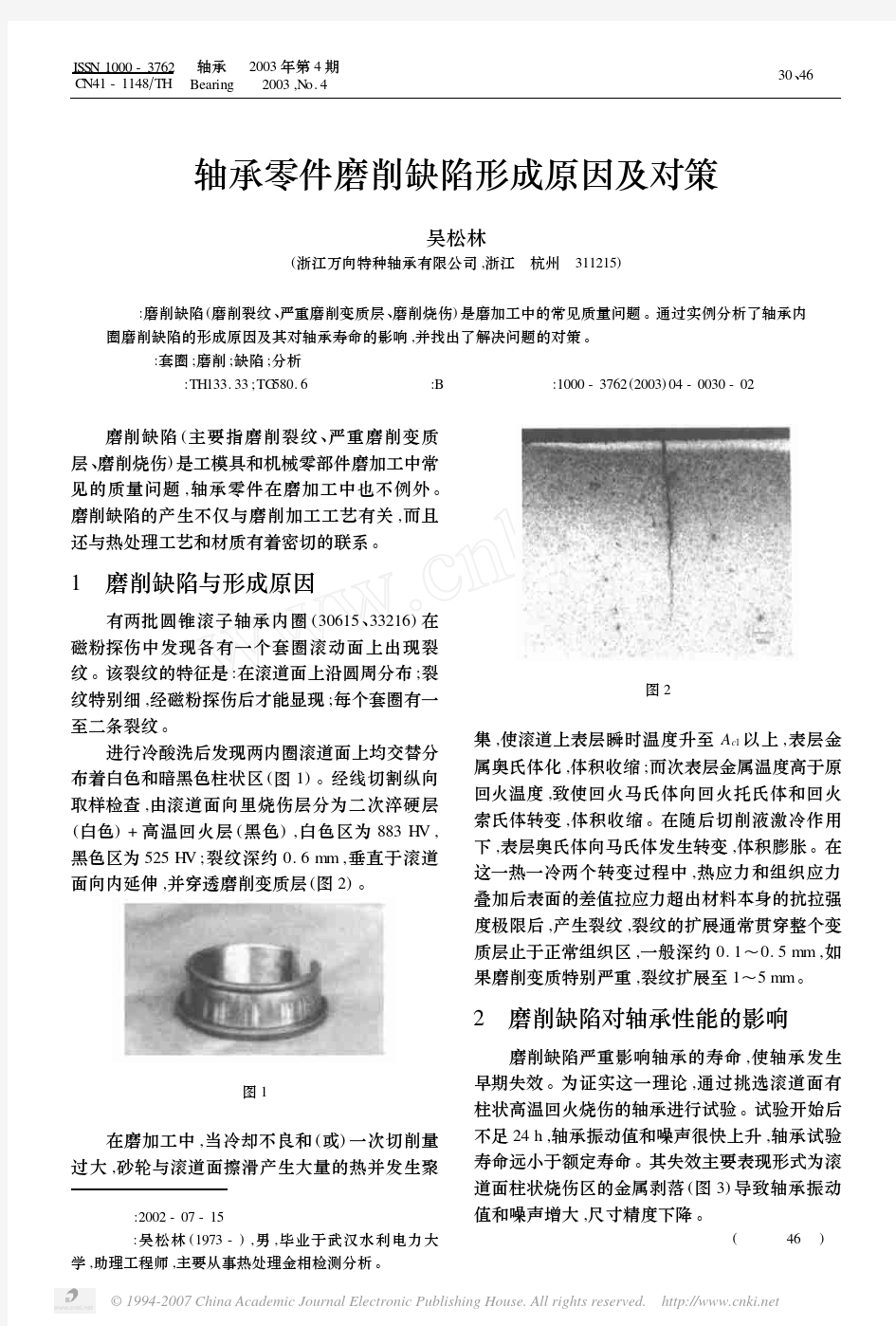
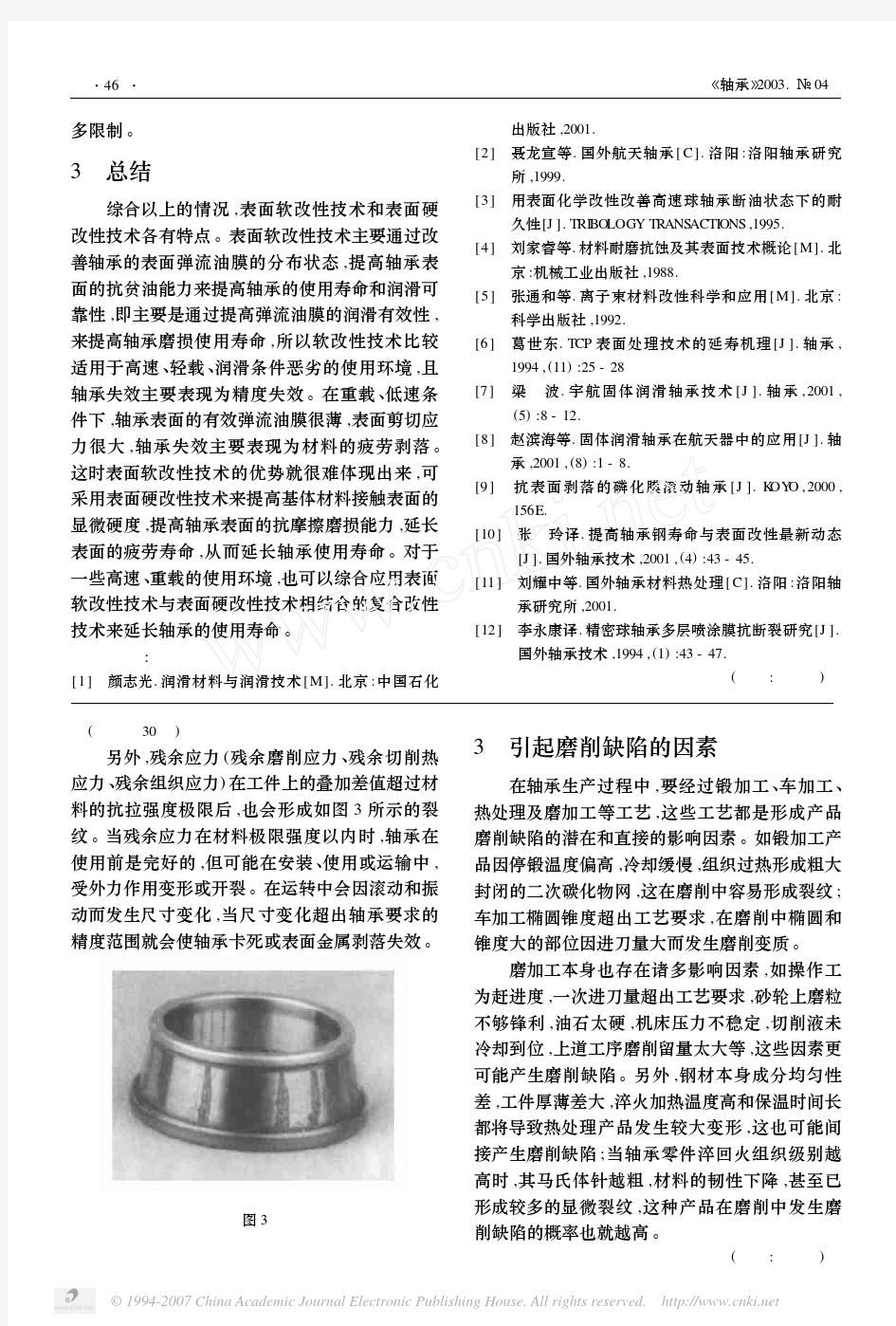
轴承生产,磨削加工劳动量约占总劳动量60%,所用磨床数量也占全部金属切削机床60%左右,磨削加工成本占整个轴承成本15%以上。对于高精度轴承,磨削加工这些比例更大。另外,磨削加工又整个加工过程最复杂,对其了解至今仍最不充分一个环节。这个复杂性表现:所要求性能指标更多、精度更高;加工成形机理更复杂,影响加工精度因素众多;加工参数线检测困难。因此,对于轴承生产关键工序之一磨削加工,如何采用新工艺,新技术,以高精度、高效率、低成本地完成磨削过程,便磨削加工主要任务。 高速磨削技术 高速磨削能实现现代制造技术追求两大目标提高产品质量劳动效率。实践证明:若将磨削速度由35m/s提高到50~60m/s时,一般生产效率可提高30%~60%,对砂轮耐用度提高约0.7~1倍,工件表面粗糙度参数值降低50%左右。 一般磨削速度达到45m/s以上称为高速磨削。国内以我所八十年代研制ZYS—811全自动轴承内圆磨床为代表,率先国内轴承行业套圈磨削加工应用 高速磨削技术,配套成功研制了高刚度、高转速、大功率电主轴及高速砂轮。而国内外高速磨削早已广泛应用,并随着广泛采用高磨削比,高耐用度超硬磨料如CBN,砂轮磨削速度已达80~120m/s,甚至更高。如:德国Mikrosa、日本KOYO公司无心磨床,日本TOYO公司轴承内圆磨床等,外表面磨削砂轮线速度达120m/s,内表面磨削线速度达60m/s~80m/s。 增大砂轮驱动(传动)系统功率提高机床刚性,实现高速磨削一条重要措施,而其高速主轴单元高速磨床最为关键部件。高速磨削,砂轮除应具有足够强度外,还需要保证具有良好磨削性能,才能获得高磨效果。另外,冷却装置也实现高速磨削不可缺少装置之一。 外表面磨削砂轮自动动平衡技术 对于外表面磨削,由于砂轮较大并且为非均质组织体,砂轮系统重心总偏离主轴心,高速旋转时必然引起砂轮系统及其整个机床振动,直接影响机床使用寿命。此情况下,磨削加工将难以达到高精度,易导致工件表面产生磨削振纹,波纹度增大。
磨削轴承内圈沟道的工艺参数对圆度的影响规律 滚动轴承内圈沟道圆度是一项重要的质量指标,直接影响轴承的工作精度、平稳性和使用寿命。磨削通常是内圈沟道的半精加工或精加工工序,对成品内圈沟道的圆度起决定性作用,内圈沟道磨削的圆度除了取决于磨削工艺系统的精度和动态特性外,还与磨削的工艺参数密切相关。前者,已为许多学者所重视,并进行了大量的研究,从而大大改善了磨削内圈沟道的圆度。随着磨削工艺系统精度的提高和动态特性的改善,磨削工艺参数成为影响圆度的主要因素,因此研究磨削工艺参数对圆度的影响规律,对合理选择工艺参数,确保轴承沟道的磨削圆度,进而实现磨削轴承沟道的工艺参数优化,有重要意义。是磨削轴承内圈沟道截面实际轮廓与理想轮廓的误差情况,可表示为几何形状误差 ?Rw(F)=Rw(F)-Rw0 式中,Rw(F)为实际工件轮廓半径,Rw0为理想工件轮廓半径。图中,O1、O2分别是工件的几何形状中心和测量回转中心。 轮廓误差?Rw(F)是F的周期性函数,可用付立叶级数表示成 ?Rw(F)= x0 +∞Σi=1 xicos(iF+Fi) 式中:xi(i=0,1,……)为谐波幅值:F、Fi为谐波相位角:x0/2代表加工尺寸误差,也是误差函数Rw(F)的平均值。式(2)中,一次谐波x1cos(F+F1)对应内圈沟道外圆几何中心相对测量回转中心的偏心:二次至十五次谐波xicos(iF+Fi)(2≤i≤15)对应的就是轴承沟道外圆的圆度。 2 圆度的影响因素分析 轴承内圈沟道通常采用变进给速度切入磨削方式,其磨削循环可分为:工件快速趋近、粗进给、细进给和无进给磨削四个阶段。影响磨削轴承沟道圆度的主要因素可归纳为:(1)磨削过程中工艺系统的精度,这取决于磨床的精度和夹具的定位原理、结构参数及精度:(2)工艺系统的动态特性,特别是砂轮的平衡状态:在修整和磨削过程中,砂轮不平衡,会引起强迫振动,由于修整砂轮时修整器和砂轮的相对位置与磨削时工件和砂轮的相对位置的差异,以及这两种不同情况下工艺系统刚度的不同使振动造成磨削的工件表面不圆:而磨削工艺参数会影响砂轮与工件的接触刚度、砂轮的磨损过程以及工艺系统振动的阻尼特性,从而影响磨削过程的振动特性,最终反映在磨削工件的几何形状(即圆度)和其他表面质量上:(3)工艺系统的弹性变形引起的工件原始误差复映:分析磨削循环工件几何形状误差变化规律可知,磨削后的工件几何形状误差复映主要取决于工艺系统刚度、磨削工艺参数、砂轮磨损速度以及工件原始误差?。综合考虑以上影响因素,当工艺系统刚度和动态特性一定时(尤其砂轮必须经过良好的平衡),磨削工件的圆度误差主要取决于磨削工艺参数,因此可通过对磨削圆度试验数据的逐步回归建模,从多工艺参数中挑选重要参数,逐步引入回归方程,从而建立磨削圆度与工艺参数关系的最优回归方程。 3 试验方案 试验因素水平表水平因素 Vw (m/min) a1 (μm/r) a2 (μm/r) Sd (mm/r) td (mm) T (mm3/mm) L2 (mm) 1 30 4 0.5 0.1 0.01 1T0 0.025
建筑工程施工质量缺陷案例及事故案例分析 ======单选题部分====== ? 1.在主体结构工程施工中,当现场出现结构板双层双向钢筋的上层钢筋下陷的问题时,我们的处理建议是(C ) o A 地下室顶板上需堆载施工时,必须明确设计使用荷载,均匀堆放施工材料,避免超载施工 o B 在浇捣柱砼前,柱钢筋未作定位,钢筋无法与上层柱筋对齐,产生弯折 o C 加强钢筋工程的阶段性验收及砼施工旁站控制 o D 地下室后浇带大梁梁底无保护层,严重违反规范要求,影响梁使用寿命 ? 2.室内墙地面饰面工程施工时,现场出现内墙大面空鼓裂纹问题的原因是() o A 商品砼坍落度过大,面层收缩形成裂纹 o B 内墙粉刷砂浆配合比失控,强度很底,黄砂含泥量高且为细砂 o C 外墙干挂石材收口于铝合金窗顶处,雨水渗入干挂石材空腔内流向窗顶部位,从窗顶薄弱处渗入室内 o D 因房屋交付时,室内为毛坯,阳台进行地砖施工,室内外高度接近一致,阳、露台地砖为干粉砂浆铺贴,当雨水飘落到地面后从砖缝渗入干粉砂浆层,且阳、露台多为内坡,渗入雨水在干粉层内于墙根部位形成积水,积水沿砖墙渗入室内。 ? 3.以下不属于混凝土配合比直接决定的是() o A 强度 o B 和易性 o C 经济性 o D 坍落度 ? 4.碱骨料反应是混凝土原材料中的水泥、外加剂、混合材和水中的碱(Na2O或K2O)与()中的活性成分反应,在混凝土浇筑成型后若干午(数年至二、三十年)逐渐反应,反应生成物吸水膨胀使混凝土产生内部应力,膨胀开裂、导致混凝土失去设计性能 o A 原料 o B 骨料 o C 水泥 o D 水
======多选题部分====== ? 5.以下属于外墙面工程施工时出现的现场问题的是() o A 阳台外边梁上在进行室内装修后收口不合理,影响外观 o B 屋面露台防水未施工,墙面石材施工已完成,施工程序颠倒,墙根与屋面露台防水无法施工 o C 门厅前正面自由落水不合理 o D 窗顶装饰线两边出现大小头现象 ? 6.预留预埋应按设计图纸要求事先翻样制作,并注明(),在浇筑混凝土前对模板的加固进行检查,保证拆模后预留预埋位置的准确,浇筑后及时复测,出现偏差及时调整 o A 位置 o B 标高 o C 尺寸 o D 形状 ?7.防水工程包括() o A 地下室防水 o B 有防水要求的房间(如厨卫间) o C 屋面防水 o D 外墙的防渗漏 ======判断题部分====== ?8.屋面工程施工中,现场出现屋面顺水条间距未满足规定要求;屋面平整度差,引起局部用多根小木方支垫的问题时,我们的处理建议加强过程控制,确保每道施工程序按规范标准施工。(顺水条间距按照绿城规定执行) ?对错 ?9.滑模施工时应随时采用仪器或吊锤法检查滑升体系的垂直、扭转、倾斜等状态,对其结构的中心和边缘均应同步观察。 ?对错 ?10.模板决定了混凝土构件的尺寸和观感,在支设模板前应进行研究和策划形成模板专项施工方案,并报工程管理科审批 ?对错
万方数据
圆锥滚子轴承内圈滚道凸度形状及加工方法 作者:王文革, 王江山, WANG Wenge, WANG Jiangshan 作者单位:瓦轴集团公司技术中心,辽宁,瓦房店,116300 刊名: 制造技术与机床 英文刊名:MANUFACTURING TECHNOLOGY & MACHINE TOOL 年,卷(期):2009,(8) 引用次数:0次 相似文献(10条) 1.期刊论文王德智.张雪松.Wang Dezhi.Zhang Xuesong调心滚子轴承内圈两滚道中心距对径向游隙的影响-哈尔 滨轴承2009,30(2) 通过对调心滚子轴承配套径向游隙与内圈两滚道中心距的关系进行的分析,提出在加工过程压缩内圈两滚道曲率半径R的中心距T公差范围的建议. 2.期刊论文骆桂斌.田琳.张汇军.LUO Gui-bin.TIAN Lin.ZHANG Hui-jun圆锥滚子轴承内圈滚道凸度的加工-轴 承2009(2) 分析了圆锥滚子轴承滚道素线形状的加工机理和工艺方法,通过控制影响凸度滚道加工的各种因素,特别是砂轮修整器的调整,实现了圆锥滚子轴承内圈滚道凸度的加工. 3.期刊论文侯春梅.HOU Chun-mei内圈滚道宽度的检测及控制-轴承2005(9) 针对内圈滚道宽度对成品轴承的影响,采用仪器检测控制滚道宽度,从而避免在加工中滚道宽窄失控,满足用户轴承安装调试要求. 4.期刊论文郝亚硕.HAO Ya-shuo圆锥轴承双滚道内圈车加工尺寸的计算-轴承2005(6) 圆锥滚子轴承工序图编制中,双滚道内圈车加工的滚道尺寸、中挡边尺寸以及小挡边尺寸计算比较复杂,需要一种准确的计算公式,配合CAPP的开发应用.计算中留量方向选取不同,即使相同留量计算出的尺寸也是不同的.在实际测量中,挡边测量普遍采用的是样板,滚道是对表测量,只有计算中所取留量方向与测量方向保持一致,测量出的尺寸与计算尺寸才能统一起来,测量出的留量才是计算中采用的留量(图1中Δa、Δd的方向). 5.期刊论文于海.石伟霞.赵志立.YU Hai.SHI Wei-xia.ZHAO Zhi-li NUP型轴承内圈滚道宽度的精确测量-轴承 2005(11) 介绍了内圈单挡边带平挡圈圆柱滚子轴承内圈滚道宽度尺寸用测量环进行测量的方法,结果表明,该方法测量精确、方便实用. 6.期刊论文赵春永.于正坤调心滚子轴承内圈车加工时滚道直径的测量-轴承2004(2) 车加工调心滚子轴承内圈滚道直径测量一直采用极限样板,这只能对产品进行定性分析,当样板基准面与内圈端面歪斜时,还会造成测量误差.改用外锥直径标准件测量,取得了良好效果. 7.期刊论文战义铁路货车轴承内圈滚道车加工方法改进-轴承2004(3) 分析了车削铁路轴承内圈滚道时产生滚道直线度Li和粗糙度Ra超差、工件表面两刀之间形成结合口、振纹及尺寸不稳定等影响轴承寿命的原因,提出了改进措施. 8.期刊论文陈毅宜.韩克宪圆锥滚子轴承内圈滚道凸度超精研分析-轴承2001(9) 采用端面定位驱动、液压定心支承、大往复、小振荡、两步法的方式超精滚道时,会破坏已有凸度,形成1~2?μm的凹陷.油石压力越大,凹陷越明显.附图2幅. 9.期刊论文李辉.李利莉.刘晶梅.Li Hui.Li Lili.Liu Jingmei3MZ1310B机床的改造-哈尔滨轴承2009,30(3) 针对3MZ1310B机床只能磨削球轴承滚道的情况,对该机床修整器进行了改造,扩大了加工类型,使之能够加工圆锥轴承内圈滚道. 10.期刊论文曹鹏锋.张福有.张悦霞.许萍内圈滚道磨床工装的研制-轴承2001(9) 分析了意大利NOVAMATIC PGE 50/200PC CNC型精磨轴承内滚道及挡边设备的磨削原理,研制出了转位盘、支承等装置,满足了批量化生产的需要.附图6幅. 本文链接:https://www.doczj.com/doc/fb6562195.html,/Periodical_zzjsyjc200908033.aspx 下载时间:2010年4月6日
轴承工作表面变质层的磨削工艺因素分析 摘要:影响滚道轴承精度、使用寿命的因素有很多,而轴承工作表面的几何粒度、组织结构对其影响至关重要。作为轴承生产的最后环节——磨加工,其工艺参数直接决定着轴承工作表面的质量,不恰当的工艺参数会导致严重的工作表面变质层及其它缺陷。 基于上述认识,本文在选定的6206内外套圈沟道(工作面)进行磨削工艺试验与分析,以期得到理想的砂轮(材质、硬度、粒度)、加工方法、冷却液、磨削进给量等工艺参数,最终减少或避免轴承工作表面的磨削变质层。 关键词:滚动轴承磨削工艺失效形式 1 滚动轴承的结构及失效形式 1.1 滚动轴承的结构 滚动轴承一般由内圈、外圈、滚动体(包括钢球、滚子、滚柱、滚针等)及保持器等四个重要部分所组成。 近代的研究工作证实,由于受到冷、热加工和润滑介质等因素的影响,金属零件表面层的组织结构、物理、化学性质和机械性能等往往与其心部有很大的不同,称为表面变质层。若变质层是由磨削加工引起的,就称为磨削变质层。 1.2 滚动轴承的主要失效形式 滚动轴承的主要失效形式是疲劳和磨损,而它们又总是发生在工作表面或表面层,磨削加工是滚动轴承零件的主要工序,有时甚至
是最后工序,试验表明,磨削变质层对滚动轴承工作表面性能影响极大,而且直接影响并决定轴承的使用寿命。其产生机理与磨削热传入工件表面造成的局部瞬时高温及磨削力有关。 2 轴承滚道磨削变质层 参照英国摩擦学会j·halling提出的金属精密磨削表面结构模型及形成原因,轴承磨削变质层可形成以下几种: 2.1 磨削热所形成的变质层 磨削热所形成的变质层,即表面热损伤,包括: ①表面氧化层(20-30nm),在磨削热的瞬时高温作用下,刚的表面发生氧化作用产生的氧化层。 ②毕氏层(-10nm),磨削区的瞬时高温使工作表面达到熔融状态时,熔融金属分子流涂敷在基体上形成的组织层。 ③高温回火层(10-100微米),磨削区的瞬时高温可使表面一定深度(10-100微米)内被加热到回火温度以上时,该表层组织将发生相应温度的回火组织转变,硬度随之降低。 ④次淬火层,当磨削区的瞬时高温将工件表面加热到奥体化温度(ac1)以上时,在随后的冷却中又重新淬火为马氏体组织,时常伴有淬火裂纹,其次表面必定是硬度极低的高温回火层。 ⑤磨削裂纹:工件表面因磨削或表层相变产生的内应力若大于该材料的强度而发生龟裂,表现为细网状、放射状或与磨削方向垂直的细微裂纹。属宏观热损伤。
调心滚子轴承外圈沟道磨床操作技术及工艺 1.调心滚子轴承外圈滚道磨削方法: 范成磨削法主要适用于尺寸较大的调心轴承外沟道的磨削加工,这种磨削方法是通过砂轮端面与滚道表面接触磨削的。 2.磨削应具备的条件是: 砂轮轴心线和工件轴心线必须在同一水平面上相互垂直并相交与工件中心 3.计算公式:r2=R2-l2 公式中r-砂轮半径(mm) R-外滚道直径(mm) l-砂轮端面至工件滚道中心距离(mm) 4.范成磨削工作原理: 范成磨削时,套圈做旋转运动,砂轮除旋转外,并沿着砂轮旋转轴线做横向进给运动。磨削后滚道表面成交叉弧面,因此可以降低加工后表面粗糙度。工作时,砂轮回转轴线和工件回转轴线相垂直,进给运动是由砂轮部件实现的。砂轮的外径大于工件的宽度。这种磨削方式较特殊,是靠碗
形砂轮端面斜坡边缘进行磨削的,而且在工件表面通常有两条磨削弧形线。这两条弧线是由砂轮边缘形成的,他们绕工件轴线回转一周,就形成具有网状表面形貌的球面滚道,因此,这种方法获得良好的表面粗糙度。由于采用砂轮边缘磨削,应此不需要专门的修正器。而仅靠工人手工修出端面斜坡即可。若装上专用修整器,并可得到规则的砂轮表面 5.沟道磨床的准备工作: 测量工具轴承测量仪,标准件,范规等。根据磨削工件尺寸大小换用合适碗状砂轮,直径在100~150mm 。砂轮黑棕色,较软,将砂轮轴座固定在电机座左侧,调节皮带轮皮带紧张程度。砂轮端面垂直平行机头摆架中轴线。通转扳动摆架机头角度和磨头修整磁极达到对“三心”的目的。6. 磁极修整.将砂轮缓慢贴近磁极端面,锁定液压,旋动手轮,手动左进,用砂轮轴面打光端面,一般修下1~2mm即可。然后用磁力表测量端面平行差,再印色油贴检查端面贴合情况 7.磨削外圈滚道要求沟位置,椭圆,棱圆度,表面粗糙度圆度符合工艺要求,磨到零位。沟位置在工件正中新,椭圆在0.01um以内,棱圆度在0.01um 以内,表面粗糙度Ra≤0.0025.圆跳动在0.01um以内。 8.电磁无心夹具支撑角在X轴在第四象限内,在95°~115°之间调整。偏心量在e0.015~0.035mm之间
编订:__________________ 单位:__________________ 时间:__________________ 建筑工程安全事故案例分 析(正式) Deploy The Objectives, Requirements And Methods To Make The Personnel In The Organization Operate According To The Established Standards And Reach The Expected Level. Word格式 / 完整 / 可编辑
文件编号:KG-AO-3235-90 建筑工程安全事故案例分析(正式) 使用备注:本文档可用在日常工作场景,通过对目的、要求、方式、方法、进度等进行具体、周密的部署,从而使得组织内人员按照既定标准、规范的要求进行操作,使日常工作或活动达到预期的水平。下载后就可自由编辑。 近年来,随着我国经济建设的蓬勃发展,建筑行业也得到了长足的进步,但是在飞速发展的同时,随之而来的各类建筑工程事故也是层出不穷,安全问题越来越成为我们建筑行业在工程建设中不可忽略的因素。 然而,造成建筑工程事故的原因最主要的两个方面就是建筑物本身质量低下和施工方的不合理操作,分析如下: 1、工程中的缺陷,是由人为的(勘察、设计、施工、建材使用)或自然的(地质、气候)原因,在建筑物的正常使用过程中出现的承载力、耐久力、整体稳定性的种种不足的统称。它按照严重程度不同,又可分为三类: (1)轻微缺陷。它们并不影响建筑物的近期使用,
也不影响建筑结构的承载力、刚度及其完整性,但却有碍观瞻或影响耐久性。例如地面不平整,地面混凝土龟裂,混凝土表面局部缺浆、起砂,钢板上划痕、夹渣等。 (2)使用缺陷。它们虽然不影响建筑结构的承载力。却影响建筑物的使用功能,或使结构的使用性能下降。有时候还会使人有不舒适和不安全感。大多是由于施工不合理和建筑材料使用不合理或者偷工减料造成的。例如屋面和地下室渗漏,装饰物受损,梁的挠度偏大,墙体因温度差出现斜向或竖向裂纹等。 (3)危及承载力缺陷。它们表现为采用材料的强度不足,或表现为结构件截面尺寸不够,或表现为连接构造质量低劣,例如混凝土振捣固实,配筋欠缺,钢结构焊缝有裂纹,咬边现象。地基发生过大的沉降速率等。这类缺陷威胁到结构的承载力和稳定性,如不及时消除。可能导致局部或整体的破坏。 三类缺陷可能是显露的,如屋面渗透;也可能是隐蔽的,如配筋不足,等等在隐蔽部位建筑材料使用
圆锥滚子轴承外圈滚道凸度磨削工艺及装备的研究应用 胡 栋 (瓦房店轴承集团有限责任公司 辽宁 116300) 摘 要:论述圆锥滚子轴承外圈滚道磨削加工方法,凸度形状稳定性的保证装置的研究。 关键词: 滚道凸度 磨削工艺 装备 一、问题提出: 随着铁路事业的快速发展,对铁路轴承的使用寿命、可靠性和稳定性都有更高的要求。在这种情况下,寻求和应用新的铁路货车轴承设计理论成为了一种必然。圆锥滚子轴承的“三凸”设计理论在国内外 本文阐述的即是如何通过设计新的装备实现圆锥轴承外圈滚道凸度加工的往复式磨削工艺。 二、原磨削工艺分析 目前,国内实现铁路货车轴承外圈滚道凸度的磨削方式为砂轮切入式磨削; 与往复式磨削方式相比,在同等条件下,获得的工件表面粗糙度较差,砂轮曲 线修整麻烦,工作效率较低。 1.原滚道凸度磨削工艺 以图2所示圆锥轴承7716外圈为例, 磨削时砂轮被斜线修整为如图3形状,其凹陷深度为0.008mm,
1所示的成品,这就是典型的切入式磨削。这种磨削方式需要粗、精加工两道工序来产生滚道的凸度,而且成品的凸度量随着砂轮的消耗会产生较大的变化。因此,在同等磨削条件下,其工作效率及所加工产品的表面粗糙度都远不如往复磨削。 三、新滚道凸度磨削工艺 1.凸度磨削原理 首先将工件在竖直平面内倾斜一角度,再将工件按自身半锥角值在水平面内旋转,保证工件的几何中心与砂轮轴线等高;砂轮仍为水平直线修整,砂轮自身高速旋转并随工作台往复运动,工件横向进给,形成典型的往复式磨削方式,因此,滚道就被磨削成单叶双曲面形状,滚道母线就是单叶双曲线,曲线的最高点就是实际获得的凸度量。 2.理论计算及实例 (1)理论计算 图5为新工艺磨削示意图,磨削时使工件绕其几何中心在竖直平面内倾斜θ角。为了简化视图,如图
DOI:10.19533/j.issn1000-3762.2019.03.004 轴承滚道磨削中金刚石滚轮修整技术的应用 杨摩西,崔仲鸣,赫青山,王星,高东恩 (河南工业大学机电工程学院,郑州450001) 摘要:轴承滚道的加工精度直接影响轴承的制造精度,针对滚道磨削加工过程中精密成形修整问题,介绍了磨 削用金刚石滚轮的制造方法、安装过程、修整应用工艺参数及其影响规律,同时对该方法在典型滚道中的应用 实例进行了试验研究。使用新研制金刚石滚轮修整的砂轮加工出的套圈,经检测其滚道半径精度为?5μm,圆 度误差为5μm,滚道位置精度为?0.01mm。结果表明:金刚石滚轮修整法可以用于复杂结构轴承滚道磨削中,尤其适用于多滚道磨削加工的砂轮修整,滚道之间的位置精度和修整效率均有明显提高。 关键词:滚动轴承;滚道;金刚石滚轮;砂轮修整;磨削 中图分类号:TH133.33;TG74+9文献标志码:B文章编号:1000-3762(2019)03-0015-05 Application of DiamondRoller Dressing Technology in Grinding of BearingRaceway YANG Moxi,CUI Zhongming,HE Qingshan,WANG Xing,GAO Dong'en (School of Mechanical&Electrical Engineering,Henan University of Technology,Zhengzhou450001,China) Abstract:The processing accuracy of bearing raceway affects manufacturing accuracy of bearings directly.Aimed at accuracy forming dressing problems during grinding of raceway,the manufacturing method and installation process of di-amond roller,process parameters for diamond roller dressing and its influence rules are introduced.At the same time, the experimental study is carried out for application examples.The rings are machined by grinding wheel dressed by newly developed diamond roller,the radius accuracy of raceway is?5μm,the roundness tolerance is5μm,and the positional accuracy of raceway is?0.01mm.The results show that the diamond roller dressing method is able to be used in grinding of bearing raceway with complex structure,especially suitable for grinding wheel dressing during grind- ing of multiple raceways.The positional accuracy among raceways and dressing efficiency are improved obviously. Key words:rolling bearing;raceway;diamond roller;grinding wheel dressing;grinding 轴承滚道不仅引导滚子滚动,还需承受径向或轴向载荷,滚道加工质量将直接影响轴承的制造精度和使用寿命。轴承滚道较为常用的精加工方法是先磨削加工出滚道形状,再进行超精研磨, 收稿日期:2018-01-24;修回日期:2018-09-03 基金项目:国家自然科学基金项目(51775170);国家青年基金项目(51605144);NSFC-河南联合基金重点支持项目(U1604254) 作者简介:杨摩西(1991—),男,硕士研究生,主要研究方向为超硬材料制品,E-mail:ymx11108@163.com。 通信作者:崔仲鸣(1962—),男,教授,主要研究方向为磨削加工理论和超硬磨料磨具制造技术,E-mail:czm@ haut.edu.cn。滚道的磨削加工质量是决定其尺寸和研磨后滚道廓形精度的首要条件。轴承滚道磨削方法分为:摆动法、切入法和范成法[1]。其中切入法是最常用的方法,需先把磨削砂轮修整成所需的滚道形状,然后采用切入磨削方式直接加工出滚道,滚道形面由成形砂轮直接加工,砂轮的表面形貌会如实反映在加工面上。因此,砂轮工作形面的修整精度是影响轴承滚道加工质量的关键[2-3]。 砂轮的修整方法可分为机械修整法、电加工修整法和其他修整法[4]。轴承滚道磨削砂轮主要采用机械修整法中的单点金刚石笔修整法和金刚石滚轮修整法。单点金刚石笔修整法具有修整装置简单,针对不同沟曲率容易调整的优势,但对于 ISSN1000-3762 CN41-1148/TH 轴承2019年3期 Bearing2019,No.3 15-19