
(PC单独与驱动器网线连接,不要通过PLC及交换机连接)
1:设置科尔摩根的IP地址:192.168.0.90 (在驱动器上:S1设置为9,S2设定为0)
2:检测驱动器的连接线是否正确,如果正确,先给驱动器通DC24V电源,主电源先不通。打开科尔摩根调试软件WORKBENCH并且连接上驱动器。
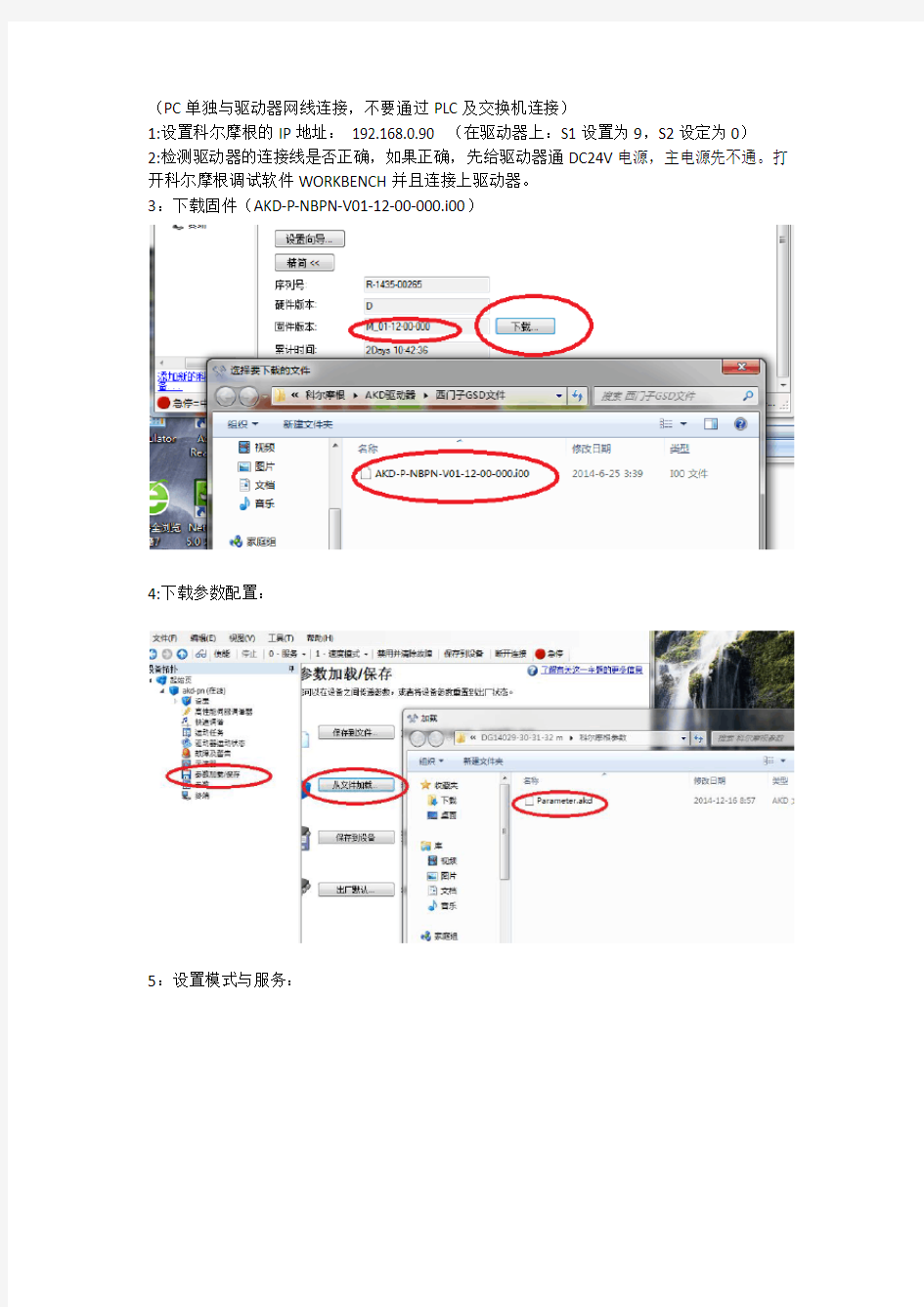
3:下载固件(AKD-P-NBPN-V01-12-00-000.i00)
4:下载参数配置:
5:设置模式与服务:
设置完成后请点击“保存到设备”进行保存。
6:接通主电源,维修模式调试小门。(检查原点及定位信号)
7:在上位机的“进出料”菜单设置位置参数。(进料位置,打开位置,关闭位置,极限位置),具体的方法:1:先回原点
2:维修模式进行位置定位,将上述每个位置进行记录,填写到上位机的参数设置中。
3:手动模式运行,看每个位置是否准备定位。
赠送以下资料
新员工入职手册
公司宗旨:为顾客创造价值,为员工提供机会,为社会做出贡献。
员工行为准则—基本行为规范
1、自律守法,在代表公司的各项活动中,时刻维护公司荣誉和利
益,严守机密;
2、维护公司形象,自觉学习和遵守各项规章管理制度和规定;
3、保持良好的人际关系,发扬团队精神;
4、积极创新,努力进取,勇于吃苦;
5、忠诚对待公司、同事、客户和合作伙伴;
6、工作时积极认真,不传闲话,不打听同事隐私,不更得将同事
隐私对外扩散。
员工行为准则—公司禁止行为
公司禁止行为是每位员工职业操守底线,触犯者将受到包括辞退在内的相应处罚:
1、抵触或违背本公司企业文化理念;
2、利用工作之便谋取私利或收受红包;
3、打听或泄露个人薪酬;
4、泄露公司机密或发表不利于公司的言论;
5、造谣中伤,妒贤嫉能。
人事管理制度—新员工入职程序
你接收到录用通知后,应首先按照要求时间到人事部门报到并办理以下事宜:
1、出示我们发放给你的邀请函(或邀约信息);
2、出示你的学历证书、资历证书、身份证、外地员工暂住证、误
工证等原件,提供彩色一寸照片一张;
3、工作人员核实你的个人资料,并发给你《新员工入职手册》;
4、签订《入职承诺书》、《劳动合同书》、《保密协议》等;
5、填写相关表格,录入指纹,领取办公用品和资料;
6、公司将统一安排时间进行新员工入职培训。
人事管理制度—入职指导
为了帮助你尽快熟悉公司,人事部和你所在部门将做以下工作:
人事部:将向你介绍公司情况,各部门基本职能;
所在部门经理:
1、向你介绍所在部门负责人、分管经理以及直接主管;
2、向你介绍主要岗位职责及工作指标;
3、向你介绍指定为你安排的入职引导人;
入职引导人将会帮助你做以下事情:
1、引导你进入办公工位;
2、向你介绍部门同事及其主要职责;
3、向你介绍办公环境及饮水机、洗手间的位置;
4、协助了解本公司有关规章制度;
5、积极解答你提出的任何疑问;
6、第一天与你共进午餐。
人事管理制度—新员工使用
1、新员工从入职之日起进入试用期;
2、试用期包含在劳动合同期限内,一般合同期限为1年,试用期
为3个月;
3、试用期间,不需理由,新员工及公司双方均可随时提出解除合
同;
4、新员工使用阶段,无论何种原因离职,需按照公司规定办理离
职手续;
5、试用期间,用人部门负责人根据岗位职责会对新员工进行试用
期考核,考核合格者经过审批后办理转正手续。
人事管理制度—转正管理办法
1、试用期满前两周,人力资源部将通知该员工所在部门负责人办
理转正的有关手续;
2、转正申请表经逐级审批后,由人力资源部门协同用人部门办理
新员工转正手续;
3、如果新员工在试用期考核不合格,公司将与其解除劳动合同,
不予继续聘用;
4、申请提前转正,用人部门负责人需向人力资源部提交有关其卓
越业绩的书面材料,并且所有提前转正人员需得到总经理的书面认可。
人事管理制度—离职管理办法
1、员工辞职应按规定提前30天向公司提出书面申请,公司批准
后办理离职手续;
2、有下列情况之一的,予以辞退,不支付任何经济补偿:
*试用期内被证明不能胜任工作岗位的
*严重违反公司规章制度或操作规程的;
*严重失职,徇私舞弊,对公司利益造成造成重大损害的;
*被追究刑事责任或劳动改造的。
3、有下列情形之一的,公司提前30天以书面形式通知员工,予以辞退,并按国家相关规定支付相应补偿金:
*员工患病或者非因公负伤,医疗期满后不能从事原工作,又不
能从事本公司另外安排的工作的;
*员工不能胜任工作,经培训或者调整工作岗位后仍不能胜任工
作的;
*公司因经营状况发生变化而需要裁员的。
人事管理制度—离职手续办理
1、离职员工按相应的离职流程到相关部门办理有关手续;
2、正是员工辞职需提前30天递交《辞职报告》;
3、试用期内员工可随时提出辞职,但仍需按上述规定进行工作交
接、办理签批手续;
4、离职者交接工作完毕后,方可结算当月薪资。
人事管理制度—劳动合同管理
为依法规范劳动关系管理,保障公司与员工双方的合法权益,维护正常的经营秩序,公司实施全员劳动合同制管理,根据劳动法规定,公司录用每一名员工,据需与其签订劳动合同。
1、新入公司的员工与公司初签劳动合同,合同期限原则上为一年,
试用期为三个月。初次签订的劳动合同期限届满后,如双方同
意续签,续签合同期限可以为三年;
2、员工与公司之间签订的《保密协议》及其他劳动合同附件是劳
动合同的有效组成部分;
3、员工签订劳动合同时,使用由公司根据法律、法规规定预先
制定的规范文本;
4、劳动合同的类型及期限、劳动合同的签订、续订、变更和接触
另外参照《劳动合同管理规定》。
人事管理制度—工资管理
1、工资结构
员工每月工资由基本工资、奖金、及津贴组成,其中奖金与绩
效评估结果计算,具体内容详见《薪酬福利管理制度》
2、工资调整
(1)、根据员工每年的考核结果确定员工的岗位工资级别和奖金分配;
(2)、根据公司效益调整工资;
(3)、员工工作岗位发生变化时,工资级别也会相应调整;
(4)、具体薪酬调整依据、可以进行薪酬调整的情况、以及薪酬调整的审批程序详见《薪酬与福利管理制度》;
3、工资支付
(1)、公司工资实行保密工资制度,严禁打听、泄露员工工资收入;
(2)、工资按月发放,计算期间为每月5日至20日,每月25
日发放上月工资,若逢节假日则根据情况具体调整为提
前或者延后发放;
(3)、出勤足一月的按照实际出勤天数和发工资;
(4)、试用期员工起薪日期以人力资源部确定的入职日期为准,适用员工首月工资根据其实际入职日期及出勤情况按
日计算;
(5)、员工按照规定提出辞职申请,并办理完离职手续,公司可以一次性支付以出勤日数的工资。未按规定办理离职
手续的离职员工,不予结算工资。
4、工资扣除部分:
下列情况涉及的款项,会从工资中代扣代缴:
*个人收入所得税;
*社保和公积金等法定福利费用中应由员工个人负担的
部分;
*按照劳动合同的约定,发生应由员工赔偿的经济损失;
*缺公司为员工垫付的费用(按规定应由个人承担的费
用);
*缺勤应扣除的工资;
*员工对公司的个人欠款;
*其他根据法律法规或公司规定应予以扣除的部分。5、工资管理具体参照《工资管理办法》
人事管理制度—考勤及假期管理
1、考勤
(1)员工应遵守公司考勤制度不迟到早退,上午上班、下午下班实行打卡方式记录考勤,打卡记录作为统计员
工出勤的依据(外勤人员以工作日具体到岗时间为准);
(2)员工超过8:30刷卡(到岗)视为迟到,在17:30前下班刷卡视为早退;
(3)员工上、下班无故不刷卡视为旷工;
(4)严禁员工代他人刷卡(违者双方齐按旷工处理)。
2、假期管理
(1)、员工假期由:国家法定假期、病假、事假、年休假、婚假、丧假、产假等;详细规定参加《考勤管理规定》;
(2)、员工如不能正常上班,需办理请假手续。
(3)、办理请假手续的员工,在请假前需填写《请假申请单》,因客观原因无法提前办理请假手续的员工,先打电话
请示主管负责人,获准后及时补办请假手续;
(4)、请假需安排好本岗位工作。
3、具体考勤规定参见公司《考勤管理规定》。
员工关系及沟通
1、员工投诉
员工认为违反公司各项规章制度或损害公司、员工正当合法权
益的行为时,均可依据规定的途径投诉,投诉范围覆盖任何业
务操作行为;
投诉途径:向直接领导投诉;邮件、公司意见箱。
2、员工沟通
(1)公司一贯重视员工沟通,提倡用沟通来促进管理,融洽关系,营造良好的工作氛围来提升工作效率和激发员工创新;
(2)公司鼓励员工互相之间积极公开地沟通交流,反对任何不负责任的私下传言和背后议论他人;
(3)公司提倡坦诚的沟通与合作,并相信职员在共同工作中会建立真挚的友谊。
3、沟通渠道
*员工建议邮箱:4587912@https://www.doczj.com/doc/f917765470.html,;
*员工各类面谈(如离职面谈。入职面谈、绩效考核面谈等);
*跨层级沟通;
*各类形式例会;
*公司各类集体活动:员工拓展、春游、秋游等。
负责及签收
1、本手册经公司总办会讨论通过并批准实施;
2、本手册视实施情况,经公司总办会批准后,可以修改;
3、本手册未提及事宜,按公司及政府有关规定执行;
4、本手册的解释权归公司人力资源部,如有不明事项,请向人力
资源部咨询;
5、本手册人手一份,阅后签名并遵照执行,离职时交回人力资源
部。
《新员工入职手册》签收确认函
本人谨此确认收到公司《新员工入职手册》一本,作为公司一员,我将依从并遵守这些规定和制度(包括公司适时进行修改部分)。
本人认可此手册作为《劳动合同协议》的一部分,认同其法律效力。
员工签名:
日期:年月日
第一部分变频器的操作方法 一、操作面板各部的名称: 图1 操作面板布置 二、操作键的功能: LOCAL/REMOTE:用数字操作器运行(COCAL)和用控制回路端子运行(REMOTE)切换时按下,由参数(o2-01)可设定这个键的有效/无效。 MENU:菜单键,按此键可进入参数设置。 ESC:按一下ESC键,则回到前一个状态。 JOG:操作器运行时的点动运行键。
FWD/REV:操作器运行时,运转方向切换键。 RESET:设定参数数值时,选择操作位;故障发生时,作为故障复位键。 增加键:选择方式、组、功能、参数的名称、设定值(增加)时按下此键。 减少键:选择方式、组、功能、参数的名称、设定值(减少)时按下此键。 DATA/ENTER:各模式、功能、参数、设定值确认时按下此键。RUN:操作器运行时,按下此键起动变频器。 STOP:操作器运行时,按下此键停止变频器;控制回路端子运行时,由参数(o2-01)可以设定这个键的有效/无效。 三、方式的切换 按(MENU)键,表示驱动方式,然后按、键切换方式。读取、设定各方式中参数时,按(DATA/ENTER)键。从参数的读取、设定状态返回前一状态时,按(ESC)键。具体操作如下图:
图2 方式的切换 四、操作举例 把加速时间从变更为,请按以下顺序设定参数: 五、在驱动方式下的操作 在驱动方式下,可监视频率指令、输出频率、输出电流、输出电
压、输入输出状态等及显示异常内容、异常记录等。常用监视参数:
图3 驱动方式下的操作方法 第二部分变频器的调整 确认电机旋转方向 把电梯的检修开关置于检修位置,按检修上行或检修下行按钮,电梯将以检修速度上行或下行,观察电梯的运行方向是否跟所要求的方向一致,速度是否正常。如有异常,按下表中的方法进行处理:
DMG培训照片文件整理总结(详见机床操作说明书) 目录: 一.手动拆刀和装刀: 1.进入手动模式。 2.按刀具表软件,进入刀具表。 3.打开编辑开关。 4.建刀库刀位以外的刀具。 5.按结束。 6.进入MDI模式。 7.调用刚建立的刀具。 8.按START键执行。 9.显示更换刀具。 10.按开门键,打开工件间门。 11.按换刀键。 12.屏幕T 开始闪烁。 13.旋转按刀按扭,听到有松夹声音。 14.注意刀具的缺口方向,放刀具到位,松开换刀按扭,听到夹紧的声音,松开刀具。 15.刀具在主轴。 16.关闭工作间的门。 17.屏幕显示更换刀具。 18.刀具已经换入。 19.确认换刀完成。 20.换刀结束, 二.手动拆除刀库以外的刀具。 1.按MDI 进入 2.调用零号刀具。 3.按START 键执行。 4.屏幕显示从轴上取下刀具。 5.按开门键开工作间门。 6.按换刀键。 7.屏幕T 开始闪烁。 8.用手拿住刀具。 9.旋转拆刀旋扭,拆除刀具。 10.关闭工作间的门。 11.屏幕显示 T0 。 12.屏幕显示从轴人取下刀具,按START 键完成拆刀。 三.从刀库装入刀具。 1.按手动按扭,进入手动数据输入。 2.按刀具表软键,进入刀具表。 3.把光标移到要装入刀具的一行。 4.按左边的刀库管理软键。 5.按刀具拆除, 6.等待屏幕显示 1。20(1号刀库,20号刀位),刀库已经准备好。 7.因为只是装刀,并不是真正拆除,所以按中断结束。 8.打开后面的刀库门,放入刀具,注意缺口方向在里面,完成刀库装刀。
2.把光标移到要拆除的刀具的一行。 3.按刀具管理软键。 4.按刀具拆除。 5.屏幕显示(1。32)一号刀库32号刀位。 6.按中断软键,不清除刀具参数。 7.打开刀库门,拆除刀具。 8.手动清除刀具数据,按结束,完成刀库拆除刀具。 五.标准刀的校正Z零点。 1.把标准刀放入32号刀位。按MDI 进入。 2.调用32号刀具。 3.按START 执行。 4.调入标准刀具。 5.在刀具表中输入,标准刀的长度和半径。 6.移动标准刀在工作台上方50MM 处。用50MM的标准块测量,精度到0。001MM。 7.进入设定原点界面。 8.按设定原点软键。 9.输入Z+50 10.按ENT 键确认。 11.按预设表软键,进入。 11.进入预设表 12.把工作台设为Z零点。标准刀的校正Z零点完成 (工作台有-0。0397的误差,会在后面,五轴精度校准中校正) 探头校正方法 1. 用基准刀找到机床工作台面的机械坐标.(用50mm标准块) 2. 调出探头,把探头移动到距离工作台面20MM的地方,执行探头长度标定(该选项在打开探头功能看到两个标定的第一项)。标定完成后会看到探头的实际自动的写到刀具补偿里面。 3. 用机床配置的内径为50的环规做探头摆动的标定。做法为把探针动到环规的上表面-10MM左右的地方执行探头半径标定,{该选项在打开探头功能看到两个标定的第一项}(做这项这前要用千分表测出探头放在主轴上的摆动值不能超过5μm如果摆动太大要用装探头的木盒配的六角匙调整探头下表面的四个螺母,调整后探头的摆动越少越好) 六.探头直径校正 1.调用探头,用丝表校探头最高点在0。005MM以内,在刀具表中建立探头数据,L (探头长度)R(探头半径)和PLC参数00010100。 2.如果探头不正,用六角松开校正。 2.用铜棒或木棒轻轻敲击校正。 4,校正好后,按探测功能软键。 5.选择标定R功能。 6.把探头移到环规的中心。 7.记录环规的直径。 8.输入环规的半径和探头的半径。 9.按+X 软键,确定方向。 10.按START 执行测量。 11.屏幕显示X+的测量数据。 12.按START 键执行下面的测量。 13.按180 度软键, 14.START 执行 15.完成测量
科尔摩根伺服报警代码(中文)
————————————————————————————————作者: ————————————————————————————————日期:
错误 编号名称说明 E /P 状态信息通电状态正常 ... 状态信息放大器是更新启动配置 - 状态信息编程模式 - S -AS-Enable AS-Enable输入0V F01* 散热片温度散热片温度过高(默认:80°C) F02* 超压供电过压 F03* 跟踪误差位置控制器 F04 信息反馈线缆坏、短路、接地 F05* 欠压供电低压 F06 电机温度电机温度过高,或传感器故障 F07 内部电压内部供应电压不行 F08* 超速度电机速度过高,位置偏移 F09 电可擦只读存储器自检错误 F10 信号失灵保护信号失灵保护(线缆坏或接触不良) F11 制动器线缆坏、短路、接地 F12电机相位电机位置丢失(线缆坏等) F13* 环境温度环境温度过高 F14 输出级输出功率错误 F15 I2t max.I2t超过最大值 F16* 电源BTB/RTO 2或3个阶段没有供电 F17 A / D转换器模数转换误差,造成极端的电磁干扰 F18重新生成回复电路故障或不正确的设置 F19* 直流母线连接直流母线连接故障 F20 槽误差槽误差,取决于类型的扩充卡(见ASCII命令参考) F21 操纵错误处理扩充卡错误 F22 保留的保留的 F23 总线通讯关闭严重的CAN总线通信的错误 F24警告显示警告故障 F25 变换误差换码误差 F26 限位开关硬件限制开关移动误差
F27AS操作错误——AS-Enable输入,使已经确定在同一时间 F28 现场总线错误现场总线错误(见ASCII命令参考) F29 现场总线错误现场总线通信干扰(见ASCII命令参考) F30 紧急暂停暂停,紧急停车 F31 保留保留 F32系统错误系统软件没有反应正确 警告信息 编号名称说明 E/P状态信息通电状态正常 . . . 状态信息放大器是更新启动配置 - S-AS-Enable AS-Enable输入0V - 状态信息编程模式 n01 I2t I2t临界值超过 n02 回复电压达到预设电压 n03* S_故障超过预置下的错误限制 n04*响应监测响应监测(现场总线)已经启动 n05 供应阶段供电相丢失 n06* SW限制开关1通过软件限制开关1 n07* SW限制开关2通过软件限制开关2 n08 运动任务误差a faulty motiontask was started n09 没有参考点no reference point(Home) set at start of motion task n10* PSTOP PSTOP限位开关激活 n11* NSTOP NSTOP限位开关激活 n12 电机加载默认值只有ENDAT或HIPERFACE,差异电机数字保存在该编码器和放大器、电机负载默 认值 n13* 扩展卡24 V直流供电为I/O扩充卡不可以 n14 SinCos反馈SinCos换向器(激发和运动)没有完成,将被取消当放大器被激活和激发和运震 动进行了 n15 保留保留 n16 总结警告总结了n31到n17警告 n17 现场总线的同步CAN同步没有登录 n18 multiturn overflow max.超过电的机转数量
安川 G7变频器调试说明 一、变频器参数的设定方法: 1、变频器操作器上共有11个按键: 1)LOCAL/REMOTE本地与远程控制转换键; 2)MENU 选择菜单键,用来选择个模式; 3)ESC 返回键,按下此键则返回到前一个状态; 4)JOG 点动键,操作器运行时的点动运行键; 5)FWD/REV 正转/反转键,操作器运行时,切换旋转方向; 6)〉/RESET移位/复位键,选择设定参数数值的位数键,故障发生时 作为故障复位键使用; 7)∧增加键,选择模式,参数编号,设定值(增加)等等; 8)∨减少键,选择模式,参数编号,设定值(减少)等等; 9)DATA/ENTER数据/输入键,决定各模式,参数的编号,设定值; 10)RUN运行键,用操作器运行时,按此键启动变频器; 11)STOP 停止键,用操作器运行时,按此键停止变频器; 2、变频器参数的设定方法: (1)在监视界面下按下MENU键,界面显示“Operation”,连续按下MENU 键会在如下5个菜单之间来回转换: 1)Operation 驱动模式,在此模式下按下DATA/ENTER键,变频器 会回到监视界面; 2)Quick Setting QUICK程序模式,初始设定; 3)Programming ADVANCED程序模式,变频器全部参数设定; 4)Modified Consts 校验模式,已设定过的与出厂值不同的参数; 5)Auto Tuning 字学习模式,对电机参数进行自学习; (2)Quick Setting初始设定举例(设定A1-02=3 带PG矢量控制):在监视界面下按下MENU键,直至显示“Quick Setting”界面,再 按“DATA/ENTER”键,显示“A1-00=0”,再按“〉/RESET”键,此 时“00”闪动,再按“∧”键,将“00”改为“02”,再按“DATA/ENTER” 键后,将数值改为“03”,再按“DATA/ENTER”键,A1-02就被设 置成“03”即带PG矢量控制模式; (3)P rogramming参数设定举例:(设定F1-01=1024 编码器脉冲数)在监视界面下按下MENU键,直至显示“Programming”界面,再按 “DATA/ENTER”键,显示“A1-00=0”,此时“A1”闪动,再按“∧” 键,直至出现“F1-01=0”,此时“F1”闪动,再按再按“〉/RESET”
莫纳克变频器调试参数 1:F0-00控制方式选择1有速度矢量控制 F0-01命令选择1端子命令 F0-02速度选择1多段速 F0-05变频器输出的最大频率见主机铭牌实际参数 2:F1-00编码器类型选择0海德汉正余弦 F1-01额定功率见主机铭牌 F1-02额定电压见主机铭牌 F1-03额定电流见主机铭牌 F1-04额定频率见主机铭牌 F1-05额定转速见主机铭牌 3:F2-00 50 F2-01 0.5 F2-03 50 F2-04 0.5 F2-06电流环P值300(适用蒙他那利) F2-07电流环I值10(适用蒙他那利) 4:F3-04启动时间0.6秒 F3-05 0.6 F3-09预转矩选择5(说明书无) 5:F5-00FMR输出选择0无输出 F5-01DO1输出选择4变频器故障 F5-02DO2输出选择0无输出 F5-03RELAY输出选择5运行接触器控制 F5-04RELAY输出选择6抱闸接触器控制 该组参数一定要对应微机实际接线(详细功能参数见变频器使用手册) 6:F6-01检修速度3Hz F6-02爬行速度 1.4Hz F6-03中速11Hz F6-06高速15Hz 此组参数为1米/秒梯速主机对应值 F6-10爬行速度的减速时间选择 2 F6-11中速的减速时间选择 3 F6-14高速的减速时间选择 1 7:F7-01高速的减速时间 3 F7-05爬行速度的减速时间14 F7-09中速的减速时间 4 8:FA-00编码器脉冲数2048 9:FD-05 15% FD-06 0.2 FD-07 0.3 微机密码:工厂密码1:0000 工厂密码2:000139 设置好以上参数准备进行电机参数自学习(该款变频器电机电器参数与磁场定位一同完成)将F1-11设置为1(静态自学习),确认后变频器显示RUNE,并等待。此时按住检修下行按
1前言
1.1TNC 426,TNC 430 HEIDENHAIN TNC是一种面向生产车间的仿型控制器,使您能以一种便于使用的对话式编程语言,编制使机床准确加工运转的对话式程序。TNC控制器可用于铣削、钻孔和镗削加工,也可用于加工中心。TNC 426最多可控制五根轴;TNC 430最多可控制九根轴。您也可在程序控制下改变主轴的角度位置。 一体化的硬盘能存储许多您所喜欢的程序,不论这些程序是脱机创建的还是数字化的。为了能快速计算,随时随地都能在屏幕上调出袖珍计算器。 键盘和屏幕布局清晰合理,功能调用快捷,使用方便。 编程:HEIDENHAIN对话式和ISO格式 HEIDENHAIN对话式编程是一种特别容易的程序写入方法,交互式的图形表示仿型编程的各个加工步骤。如果某一张生产图纸没有标注NC适用的尺寸,HEIDENHAIN FK任意形状轮廓编程就会自动执行必要的计算。工件的加工状况,无论是现在正在加工中还是在加工之前,都能用图形模拟显示。在ISO编程格式或DNC模式中都由此功能。 当TNC在运行另一段程序时,您也可输入或测试一段程序。 兼容性 TNC能执行所有写在TNC 150B及以后的HEIDENHAIN 控制器上的零件程序。
1.2可视显示器和键盘 可视显示器 TNC显示器可使用CRT彩色显示器(BC120)或TFT 液晶显示器(BF120)。右上图为BC120的键盘和控制器,右中图为BF120的键盘和控制器。 屏幕端部 当TNC接通电源时,屏幕端部显示选定的操作方式:左侧为加工方式,右侧为编程模式。当前激活的模式显示在一个较大的方框中,在此方框中,同时也显示对话提示和TNC信息(如果没有,则仅显示图形)。 软键 TNC底部一排软键表示辅助功能。直接按下这些键,即可选用这些辅助功能。紧接着软键行上面的行表示软键的编号,可以左右移动黑色光标调用。 被激话的软键行高亮显示。 软键选择键 切换软键行 设置屏幕布局 用于转换加工和编程模式的移位键 仅在BC120上的键 屏幕退磁:为屏幕设置退出主菜单 为屏幕设置选择主菜单: 在主菜单中:高亮显示部向下移动 在子菜单中:减小数值;图形向左或向下移动 在主菜单中:选择子菜单 在子菜单中:退出子菜单 主菜单对话功能 CONTRAST调节对比度 H-POSITION调节水平位置
安川变频器DP 通讯调试步骤 一、硬件环境: PLC:西门子31x、41x系列。 变频器:安川E1000 系列。 通讯板:安川SI-P3 DP通讯板。 通讯方式: PROFIBUS DP 通讯。 二、调试步骤: 1、硬件安装: 将安川SI-P3 通讯板加装于变频器拓展选项卡插槽内并使用螺丝紧固。(应注意拓展卡槽的功能应适用于通讯卡!),Profibus DP电缆与接头连接(注意终端电阻的设置),检查无误后进行下一步骤。 tag 1.1 tag 1.2 注:A系列的变频器通讯板安装在第二个M插口,E系列的变频器通讯板安装在第三L插口CN5-A,现场E系列的通讯板安装在第二个M插口后变频器报错(oFAOO :连接了不匹配的选购件)。 2、GSD 文件的安装: 首先基于STEP 7 V5.5安装SI-P3 的网络识别文件(GSD文件,此文件可 以从安川官方网站上下载),值得注意的是安装GSD 文件时必须新建一个新的项目,在空的configuration 下才能成功安装,具体安装步骤为:option— install GSD file.. —browse-选择GSD文件所在位置一确定一安装完成,安装方法如图 2.1 、2.2 所示。 tag 2.1
tag 2.2 3、硬件组态与配置: (1)在硬件组态编辑器中插入所用PLC的硬件并配置好,如图3.1所示; (2)在右侧选择框中找到SI-P3文件并添加至Profibus DP(1)网络中并配置DP地址(本例中地址配置为3),如图3.2所示; (3)选择SI-P3下拉菜单中的数据类型并添加至装置的组态框中(通常使用的数据类型为Extended data 1 Extended data 2和PPO通讯结构,本例中选择PPO type 4 6/6 PZD的通讯结构),如图 3.3所示。Extended data 1 Extended data 2控制方式与数据结构详见安川E1000调试手册。添加完成效果如图3.4所 示,完成后保存编译并下载完成硬件配置工作。 跑HW Config - {SIMAT1 匚400(1)(Configuratior)“ sss? 皿切Station Edit Insert PLC View Options Window Help _ □ Q%冈軸彎畫血血骷E9|栩|蛇 EF m裁t就system (1)nHHii FEOFIBUSU): EF応訓駅即訊勃(2) tag 3.1 tag 3.2 tag 3.3 tag 3.4 硬件组态完成后下载硬件,通讯连接后变频器面板COM指示灯变为绿色,
伺服系统 伺服系统,servomechanism,是使物体的位置、方位、状态等输出被控量能够跟随输入目标(或给定值)的任意变化的自动控制系统。 伺服的主要任务是按控制命令的要求、对功率进行放大、变换与调控等处理,使驱动装置输出的力矩、速度和位置控制的非常灵活方便。 [编辑本段] 基本概念 伺服系统是用来精确地跟随或复现某个过程的反馈控制系统。又称随动系统。在很多情况下,伺服系统专指被控制量(系统的输出量)是机械位移或位移速度、加速度的反馈控制系统,其作用是使输出的机械位移(或转角)准确地跟踪输入的位移(或转角)。伺服系统的结构组成和其他形式的反馈控制系统没有原则上的区别。 伺服系统最初用于船舶的自动驾驶、火炮控制和指挥仪中,后来逐渐推广到很多领域,特别是自动车床、天线位置控制、导弹和飞船的制导等。采用伺服系统主要是为了达到下面几个目的:①以小功率指令信号去控制大功率负载。火炮控制和船舵控制就是典型的例子。②在没有机械连接的情况下,由输入轴控制位于远处的输出轴,实现远距同步传动。③使输出机械位移精确地跟踪电信号,如记录和指示仪表等。 衡量伺服系统性能的主要指标有频带宽度和精度。频带宽度简称带宽,由系统频率响应特性来规定,反映伺服系统的跟踪的快速性。带宽越大,快速性越好。伺服系统的带宽主要受控制对象和执行机构的惯性的限制。惯性越大,带宽越窄。一般伺服系统的带宽小于15赫,大型设备伺服系统的带宽则在1~2赫以下。自20世纪70年代以来,由于发展了力矩电机及高灵敏度测速机,使伺服系统实现了直接驱动,革除或减小了齿隙和弹性变形等非线性因素,使带宽达到50赫,并成功应用在远程导弹、人造卫星、精密指挥仪等场所。伺服系统的精度主要决定于所用的测量元件的精度。因此,在伺服系统中必须采用高精度的测量元件,如精密电位器、自整角机、旋转变压器、光电编码器、光栅、磁栅和球栅等。此外,也可采取附加措施来提高系统的精度,例如将测量元件(如自整角机)的测量轴通过减速器与转轴相连,使转轴的转角得到放大,来提高相对测量精度。采用这种方案的伺服系统称为精测粗测系统或双通道系统。通过减速器与转轴啮合的测角线路称精读数通道,直接取自转轴的测角线路称粗读数通道。
百度文库 - 让每个人平等地提升自 我 NC 软件 340 420-xx 用户手册 HEIDENHAIN 会话格式
可视显示器上的控制器 切换屏幕布局 在加工或编程模式之间切换 选择屏幕上功能的软键 切换软键行 输入字母和符号的打字键盘 文件名 注释 ISO 程序机床操作模式 手动操作 电子手轮 通过MDI进行定 位单步程序运行 连续程序运行 编程模式 编程和编辑 试运行 程序/文件管理器TNC功能 选择或删除程序或文件 外部数据传输在程序中 输入程序调用 MOD功能 显示NC错误信息的帮助文本 袖珍计算器 移动高亮区直接到程序块循环和参数功能 移动高亮区 直接到程序块循环和参数功能 进给速度/主轴速度倍率控制旋钮编程路径移动 切入/切出轮廓 FK自由轮廓编程 直线 圆的中心/极坐标极心 圆及圆心 圆及半径相切连 接的圆弧 倒角 圆角 刀具功能 输入和调用刀具长度和半径 循环子程序和程序段重复 定义和调用循环 输入和调用子程序和程序段重复标号程序中间程序停止在程 序中输入探头功能 坐标轴和编号输入和编辑 选择坐标轴或输入坐标轴到程 序中编号 小数点 改变算术符号 极坐标 增量尺寸 Q参数 捕捉实际位置 跳过对话问题删除字 确认输入并恢复对话 结束块 清除数字输入或清除TNC错误信息 中止对话删除程序段
百度文库 - 让每个人平等地提升自我 TNC 型号软件和特性 本手册说明了TNC按以下NC软件号提供的功能和特性 TNC型号NC软件号 iTNC 530 340 420-xx iTNC 530E 340 421-xx 后缀E表示TNC的出口版本TNC的出口版本具有以下限制 可同时在不超过4个轴上进行直线移动 机床制造商通过设置机床参数修改机床TNC可用特性本手册中描述的一些功能可能在您的机床上没有提供 您的机床上可能没有提供的TNC功能包括 3维探头探测功能 使用TT 130进行刀具测量 攻丝刚性 在中断后返回轮廓 请与您的机床制造商联系以熟悉您的机床的特性 许多机床制造商以及HEIDENHAIN提供TNC的编程课程我们推荐这些课程因为这是提高您的编程能力和与其他TNC用户共享信息和想法的有效途径 探头循环用户手册 在另外手册中描述了所有探头功能如果需 要该用户手册的拷贝请与HEIDENHAIN联 系手册ID编号369 280-xx 使用地点 TNC遵守EN55022规范对A类设备的限制并主要用于工业化区域
PLC部分 1.PLC的基本知识 PLC主要是用于辅助数控系统进行外部输入和输出的控制,完成相应的逻辑任务. PLC 程序的运行有几个特点:在执行下一行程序之前,前一行程序必须执行完毕。程序按顺序依次执行。PLC 程序在固定的时间间隔内重复运行。 2.Heidenhain的PLC Heidenhain的PLC同样具备一般PLC的特点. PLC 程序可以直接在系统中创建,也可以使用计算机软件PLCdesignNT 软键在PC 上创建。常见的PLC主要使用梯形图或是语句表进行PLC程序的编写,海德汉PLC除了一般PLC通常的逻辑控制语句还允许使用一些高级控制功能,因此采用的是语句表格式进行编写的,不支持梯形图. 3.学习PLC前的准备 a.HEIDENHAIN 数控系统和PLC 的接口关系: 图中NC指的是数控系统的数控部分,PLC指的是数控系统中的PLC部分,箭头表示数据的流向。从上图我们大体可以看出哪些数据该有PLC采集,哪些数据该有NC采集,对于PLC和NC各自采集的数据部分,他们是通过什么途径进行数据交换的. b.Heidenhain软件工具
虽然Heidenhain系统支持在线编写和修改PLC程序,但通常我们都是在个人电脑上进行离线编辑的。因此我们需要在电脑中安装相应的工具以便我们快捷的修改和编辑。 我们进行PLC编辑的主要工具有: PLCdesign (PLCdesignNT): 用于创建,编辑,管理PLC项目的主程序。 PLCtext: 用于管理,编辑PLC项目中的报警信息和提示信息的数据库程序。 IOconfig: 用于系统各组件配置(组态)的程序。 CycleDesign: 用于管理和编辑竖排软按键或OEM循环的程序。 BMXdesign: 用于制作软按键图标和帮助图形的程序。 TNCremo: 用于文件传输以及系统备份和还原的程序。 这些软件仅支持WindowsXP或Window7的32位系统,依次将上述所列程序安装在个人电脑中。 c.Heidenhain的基本程序 为了方便各个机床制造商更加快捷的上手使用Heidenhain数控系统,Heidenhain可以向机床制造商提供基本程序包,该基本程序包通过简单的配置可以适用于与各类常见机床,即使是复杂的机床,也只需在灵活掌握Heidenhain的PLC基本功能后,通过简单的修改和调整就能完成。本课程PLC部分以Heidenhain基本程 序为基础对PLC的使用进行讲解。TNC620目前最新的基本程序包是。将该基本程序解压缩到任意文件夹中,以便后续使用。打开基本程序解压缩后存放的文件夹,如果用户已经安装了b部分所指出的软 件,此时会看见。双击该文件,电脑会自动打开Heidenhain的PLC编程环境并载入Heidenhain 基本程序。 4.熟悉PLC编程环境
125 6.4 仿型路径—直角座标 路径功能的概述 直线L 直线 直线终点座标 倒角:CHF 两条直线交点处倒角 倒角边长 圆心CC 刀具不移动 圆心或极心座标 圆C 围绕圆心CC 圆弧移动到圆弧终点 圆弧终点座标,转动方向 圆弧CR 确定半径的圆弧 圆弧终点座标,圆弧半径,转动方向 圆弧CT 和前后型面切线连接的圆弧移动 圆弧终点座标 圆角RND 和前后型面切线连接的圆弧移动 修圆的圆角半径 FK 自由编程 和前一个型面任意连接的直线或者圆弧移动 参阅144页“仿型路径—FK 自由仿型编程”
126 直线L 刀具沿着直线从当前位置移动到直线结束点,该直线的起始点为前一行程序的结束点。 直线结束点的座标 必要时进一步输入: 半径补偿RL/RR/R0 进给率F 辅助功能M NC 程序实例 实际位置归零 您也可用ACTUAL-POSITION-CAPTURE (实际位置归零)键建立直线程序行: 在手动操作模式中,把刀具移动到您要归零的位 置上。 屏幕显示切换到编程和编辑。 选定您要插入L 程序行位置的前一程序行。 按下实际位置归零键:TNC 用当前 的实际位置的座标建立一行程序。, 在MOD 功能中,规定保存在L 程序行中的轴的数量(参阅398页“MOD 功能)。
在两条直线之间插入倒角CHF 倒角功能可以使您切去两条直线交点处的尖角。 ?CHF前后的程序行必须是在同一个平面中的。 ?CHF前后的半径补偿必须相同。 ?内倒角必须足够大,以能容纳在用的刀具。 倒角边长:倒角长度 必要时进一步输入: 进给率F(只在CHF程序行中有 效)。 NC程序行实例 ?您不能用CHF程序行开始仿 型。 倒角只能在加工面中。 尖角被修平,不作为轮廓的一 部分。 CHF程序行中编程的进给率只 对该程序行有效,在CHF程序行以 后,原先编程的进给率恢复有效。 127
每分钟生产高达450个泡罩 ——PLC、运动控制、驱动器三合一:用于PG Express的整套解决方案 图1印度IMA- PG公司除了生产线最终包装外,还提供包括盒装、旋转式真空成型、旋 转密封、平面密封、管填充等应用中所需机器的完整解决方案。 科尔摩根以无与伦比的创新和激情,致力于推动印度机器制造业的发展。从未止步于过去的成功,科尔摩根通过持续不断的改进,以确保其产品和解决方案的可靠性和质量。随着各种技术创新产品的推出,科尔摩根大大加强了其在包装和金属成型领域的实力。 为了不断追求卓越,科尔摩根为印度IMA-PG公司的PG-Express机器提供了整套的自动化解决方案。IMA-PG印度私营有限公司作为印度热成型机领域的先驱,在1978年推出了第一台机器。如今,它因提供创新的工程解决方案以满足不断变化的需求而备受业界推崇,印度IMA-PG公司除了生产线终端包装外,还提供包括盒装、旋转式真空成型、旋转密封、平面密封、管填充等机器应用中所需的完整解决方案。科尔摩根与IMA-PG的合作始于两年前,并为其提供自动化解决方案,包括运动控制器、人机界面、伺服驱动器、伺服电机、输入/输出模块等产品。凭借世界一流的运动技术、行业领先的质量,及其在连接、集成标准和定制产品方面精湛的专业知识,科尔摩根为OEM机器制造商创造竞争优势,助其走向成功。PG Express的背景 PG Express是一种用于形成泡罩的泡罩包装机,泡罩用来包装药片(有10片、4片、5片、1片等) 。IMA-PG在三到四年前就生产了该类机器,但PG Express是科尔摩根首次为其提供整套自动化解决方案,是一种用于分度、送料和冲压泡罩的三轴机器。该机器主要的操作流程包括泡罩成型、装药片、封泡罩,最后是切割泡罩。科尔摩根已通过卓越的系统性能提高了该机器的速度,实现每分钟生产高达450个泡罩。然而,OEM提出了温度控制方面的新挑战,由于封口依赖于有效的温度控制,因此这一点至关重要。如果温度控制不当,最终会影响泡罩的质量,以致无法在市场中出售。 自始至终的可靠性 当OEM机器制造商咨询该问题时,科尔摩根很快作出了反应,还安装了一个用于控制温度的内置功能,其速度快于外部控制器速度约15倍。这不仅节省了安装额外PID控制器的成本,更重要的是,有效地提升了性能并减少了浪费。 该程序通过AKD PDMM控制器进行控制。这是一款集成了PLC功能的基于驱动器的运动控制器,同时也是专为包装机设计的紧凑型产品。AKD PDMM将高性能PLC和运动控制集成到技术领先的机器中。该集成式运动控制器可在250微秒的周期时间内同步8个轴,并且支持从简单的点到点定位,到直线和圆弧插补的各种运动控制功能。PDMM可为整个包装机提供PLC逻辑、温度控制、运动控制、人机界面控制和驱动控制。 为了让编程拥有最大的灵活性和自由度,科尔摩根自动化组件(Kollmorgen Automation Suite?)将PLC逻辑、HMI编程、运动控制和驱动控制集成在一起,编程语言符合IEC 61131-3标准。为了让机器对用户更友好,OEM机器制造商可使用科尔摩根独有的管状图(Pipe NetworkTM) 编程环境来开发简洁高效的软件。用户可在短短10天内完成竞争对手的同类产品需45天才能完成的软件开发,从而节省了宝贵的时间和成本。通过管状图(Pipe Network ?),用户只需确定软件中相应的运动模块就能省去机器中的机械部件(如齿轮及凸轮)。这一编程环境极为实用、易于操作、便于排查问题。用户只需拖拽图标行程方案,并最终根据要求连接到机器中即可。所有必要的互连均可在程序中自动完成。对程序员和终端用户而言,
安川变频器DP通讯调试步骤 一、硬件环境: PLC:西门子31x、41x系列。 变频器:安川E1000系列。 通讯板:安川SI-P3 DP通讯板。 通讯方式:PROFIBUS DP通讯。 二、调试步骤: 1、硬件安装: 将安川SI-P3通讯板加装于变频器拓展选项卡插槽内并使用螺丝紧固。(应注意拓展卡槽的功能应适用于通讯卡!),Profibus DP电缆与接头连接(注意终端电阻的设置),检查无误后进行下一步骤。 tag 1.1
tag 1.2 注:A系列的变频器通讯板安装在第二个M插口,E系列的变频器通讯板安装在第三L插口CN5-A,现场E系列的通讯板安装在第二个M插口后变频器报错(oFA00:连接了不匹配的选购件)。 2、GSD文件的安装: 首先基于STEP 7 V5.5 安装SI-P3 的网络识别文件(GSD文件,此文件可以从安川官方网站上下载),值得注意的是安装GSD文件时必须新建一个新的项目,在空的configuration下才能成功安装,具体安装步骤为:option—install GSD file.. —browse—选择GSD文件所在位置—确定—安装完成,安装方法如图2.1、2.2所示。
tag 2.1 tag 2.2 3、硬件组态与配置: (1)在硬件组态编辑器中插入所用PLC的硬件并配置好,如图3.1所示; (2)在右侧选择框中找到SI-P3文件并添加至Profibus DP(1)网络中并配置DP地址(本例中地址配置为3),如图3.2所示;
(3)选择SI-P3下拉菜单中的数据类型并添加至装置的组态框中(通常使用的数据类型为Extended data 1、Extended data 2和PPO 通讯结构,本例中选择PPO type 4 6/6 PZD的通讯结构),如图3.3所示。Extended data 1、Extended data 2控制方式与数据结构详见安川E1000调试手册。添加完成效果如图3.4所示,完成后保存编译并下载完成硬件配置工作。 tag 3.1 tag 3.2
HEIDENHAIN TNC426 TNC430 软件编号 280-476XX 280-477XX 使用说明书 对话式编程
可视显示器上的控制器 分割屏幕 切换加工和编程模式 屏幕上选择功能的软键 变换软键行 改变屏幕设置(仅BC120)输入字符的键盘 文件名称 注解 ISO 编程 机床运转模式 手动操作方式 电控手轮 MDI定位 单行程序运行 全序列程序运行 编程模式 编程和编辑 试运行 程序/文件管理,TNC功能 选择或删除程序和文件,外部数据传送 在程序中输入程序调用命令 MOD功能 显示NC出错信息帮助文本 袖珍计算器 移动光标,直接指向程序行、循环和参数功能 移动高亮显示部 直接转到程序行、循环和参数功能 进给率和主轴转速修调旋钮 编程路径移动 仿型进刀和退刀 FK自由仿型编程 直线 圆心和极座标极心 定圆心圆 定半径圆 切线连接圆弧 倒角 修圆尖角 刀具功能 输入和调用刀具长度和半径 循环、子程序和程序段重复 定义和调用循环 输入和调用子程序及程序段重复 的标签 程序中程序停止运行 在程序中输入触头功能 座标轴和数字,编辑 … 选择座标轴或在程序中输入 座标轴 … 数字键 小数点 改变代数符号 极座标 增量座标 Q参数 实际位置归零 跳过对话提问,删除字 确认输入和恢复对话 结束程序行 清除数字输入或者TNC出错信息 中断对话,删除程序段
TNC 型号,软件和性能 本说明书按照下述NC软件编号,叙述了TNC 提供的功能和特性。 TNC型号NC软件编号 TNC 426 CB,TNC 426 PB 280 476-xx TNC 426 CF,TNC 426 PF 280 477-xx TNC 426 M 280 476-xx TNC 426 ME 280 477-xx TNC 430 CA,TNC 430 PA 280 476-xx TNC 430 CE,TNC 430 PE 280 477-xx TNC 430 M 280 476-xx TNC 430ME 280 477-XX 后缀E和F表示TNC的出口版本,有下列限制: ?线性轴联动不超过四轴。 机床制造商要根据设定的机床参数,对其制造的机床的TNC 配上适用功能。本说命书叙述的某些功能可能不包括在您的机床 所具备的功能之中。 在您的机床上可能有下例不可使用的功能: ?三维触头探测功能。 ?数字化选择。 ?TT130刀具测量装置。 ?强力攻丝。 ?中断后返回仿型。 为使您熟悉您的机床的功能,请联系机床制造商。 许多机床制造商,包括HEIDENHAIN在内,都提供有关TNC 的编程方法。我们推荐采用这些方法来提高您编程的熟练程度, 以及和其他TNC使用者一起共同探讨有关资料和概念。 ?触头循环说明书 触头的全部功能在另一单独的说明书中叙述。如 果用户需要此说明书,请和HEIDENHAIN联系,ID 编号为:329 203-xx。 使用场所 根据EN55022文件规定,TNC遵守有关A级设备的限定,规 定只能在工业范围内使用。 I
NC 软件 340 420-xx 用户手册 HEIDENHAIN 会话格式
可视显示器上的控制器 切换屏幕布局 在加工或编程模式之间切换 选择屏幕上功能的软键 切换软键行 输入字母和符号的打字键盘 文件名 注释 ISO 程序 机床操作模式 手动操作 电子手轮 通过MDI进行定 位单步程序运行 连续程序运行 编程模式 编程和编辑 试运行 程序/文件管理器TNC功能 选择或删除程序或文件 外部数据传输在程序中 输入程序调用 MOD功能 显示NC错误信息的帮助文本 袖珍计算器 移动高亮区直接到程序块循环和参数功能 移动高亮区 直接到程序块循环和参数功能 进给速度/主轴速度倍率控制旋钮 编程路径移动 切入/切出轮廓 FK自由轮廓编程 直线 圆的中心/极坐标极心 圆及圆心 圆及半径相切连 接的圆弧 倒角 圆角 刀具功能 输入和调用刀具长度和半径 循环子程序和程序段重复 定义和调用循环 输入和调用子程序和程序段重复标号 程序中间程序停止在程 序中输入探头功能 坐标轴和编号输入和编辑 选择坐标轴或输入坐标轴到程 序中编号 小数点 改变算术符号 极坐标 增量尺寸 Q参数 捕捉实际位置 跳过对话问题删除字 确认输入并恢复对话 结束块 清除数字输入或清除TNC错误信息 中止对话删除程序段
TNC 型号软件和特性 本手册说明了TNC按以下NC软件号提供的功能和特性 TNC型号NC软件号 iTNC 530 340 420-xx iTNC 530E 340 421-xx 后缀E表示TNC的出口版本TNC的出口版本具有以下限制 可同时在不超过4个轴上进行直线移动 机床制造商通过设置机床参数修改机床TNC可用特性本手册中描述的一些功能可能在您的机床上没有提供 您的机床上可能没有提供的TNC功能包括 3维探头探测功能 使用TT 130进行刀具测量 攻丝刚性 在中断后返回轮廓 请与您的机床制造商联系以熟悉您的机床的特性 许多机床制造商以及HEIDENHAIN提供TNC的编程课程我们推荐这些课程因为这是提高您的编程能力和与其他TNC用户共享信息和想法的有效途径 探头循环用户手册 在另外手册中描述了所有探头功能如果需 要该用户手册的拷贝请与HEIDENHAIN联 系手册ID编号369 280-xx 使用地点 TNC遵守EN55022规范对A类设备的限制并主要用于工业化区域
科尔摩根KOLLMORGEN S300伺服驱动 S303 / S306 / S310 / S341 / S343 / S346 安装手册
目录 重要信息 在您开始之前 设置伺服驱动器的步骤 准备建议 伺服驱动器额定值 外形尺寸 安装和温度环境 在控制柜中壁挂式或落地式安装接线图概览 接线建议 驱动器电源接线 制动电路规格 制动电路接线概览 电机电源接线 抱闸控制 电机编码器接线 编码器仿真输出 主/从连接 外部编码器仿真 I/O 配线推荐 模拟I/O 连接 数字I/O 连接 脉冲方向控制接口连接 串口通讯连接(X6) CANopen 接口(X6) 启动和断开系统 检查系统操作的程序 面板控制和指示 故障诊断及处理 警告列表涵义 其他故障的涵义 4 5 6 7 8 9 10 12 13 15 17 21 22 23 26 27 29 31 32 33 34 36 38 39 40 42 43 46 47 53 55 https://www.doczj.com/doc/f917765470.html,3
科 尔 摩 根4重要信息 通知 请注意 在安装,操作或者维修设备之前请认真阅读本说明书。以下警告及需注意的信息会出现在机器存在潜在危险的地方。 在危险或警告标志前面的叹号安全标志指出存在电气危险,不遵守规则将会导致人身伤害。 这是安全警告标志。它被用来警告您潜在的人身伤害危险。遵守所有标志后面的安全信息以避免可能的人身伤害。 电气设备只能由专业人员提供服务。科尔摩根不对任何因使用本手册而产生的后果负责。针对未经培训的人员,此文档不被指定为安装手册。 ?2015科尔摩根公司版权所有。
在您开始之前 请认真地阅读下面的预警,以保证您的个人安全。如不遵守将导致严重人身伤害或设备损坏。 https://www.doczj.com/doc/f917765470.html,5
安川伺服电机参数基本调整动态参数调整步骤: 步骤一. 设定系统刚性(Fn 001) Kp : 位置回路比例增益(机床Kp 建议值30-90 /sec) Kv : 速度回路比例增益(机床Kv 建议值30-120 Hz) Ti : 速度回路积分增益(机床Ti 建议值10-30 ms) 范例: 以机床大小选择不同刚性(1米加工中心机建议Fn001设定5 ) 步骤二. 自动调协(auto turning) 寻找马达与机床惯性比自动调协目的,主要是在计算马达与机床整合后有些动态参数会受到影响ex: 马达负载惯性比…,如果不先将相关参数找出速度回路的表现会与Kv/Ti 设置的结果不一致自动调协操作步骤:1.参数Pn110设11。(打开在线自动调谐功能) 2.手动Jog床台让床台来回往复多次运行。3.手动Jog床台时如发生共振现象,请立即压下紧急停止按钮,将驱动器参数Pn408设1(打开共振抑制功能),然受修正Pn409(共振抑制频率)设定,1米加工中心机建议Pn409设定200。4.将Fn007内容写入EEPROM。(按Mode键至Fn000→按Up或Down键至Fn007
→持续按Data 键1秒显示负载贯性比→持续按Set键1秒后Fn007内容显示之负载贯量比即可写入EEPROM) 5.参数Pn110设12。(关闭在线自动调谐功能) 步骤三. 起动并设定驱动器抑制共振功能相关参数(Pn408设1即打开共振抑制功能,Pn409可设定共振抑制频率) 马达与机床结合后,除了马达选用太小,无法达到高响应之外,有时也会发生马达扭力够,但是因为机床床台传动刚性较差,会产生共振而无法达到高响应又平顺的控制目标,此时,除了加强机床的传动刚性外,可利用控制器抑制共振功能,而得到高响应的结果 . 步骤四. 将速度回路增益参数再调高 就位置回路控制而言,速度回路是内回路,内回路响应越高,外回路(位置回路)表现越如预期,比较不会受到外界切削力,磨擦力的影响,所以在切削应用场合,请将速度回路增益尽量调高,以得到更好的切削质量