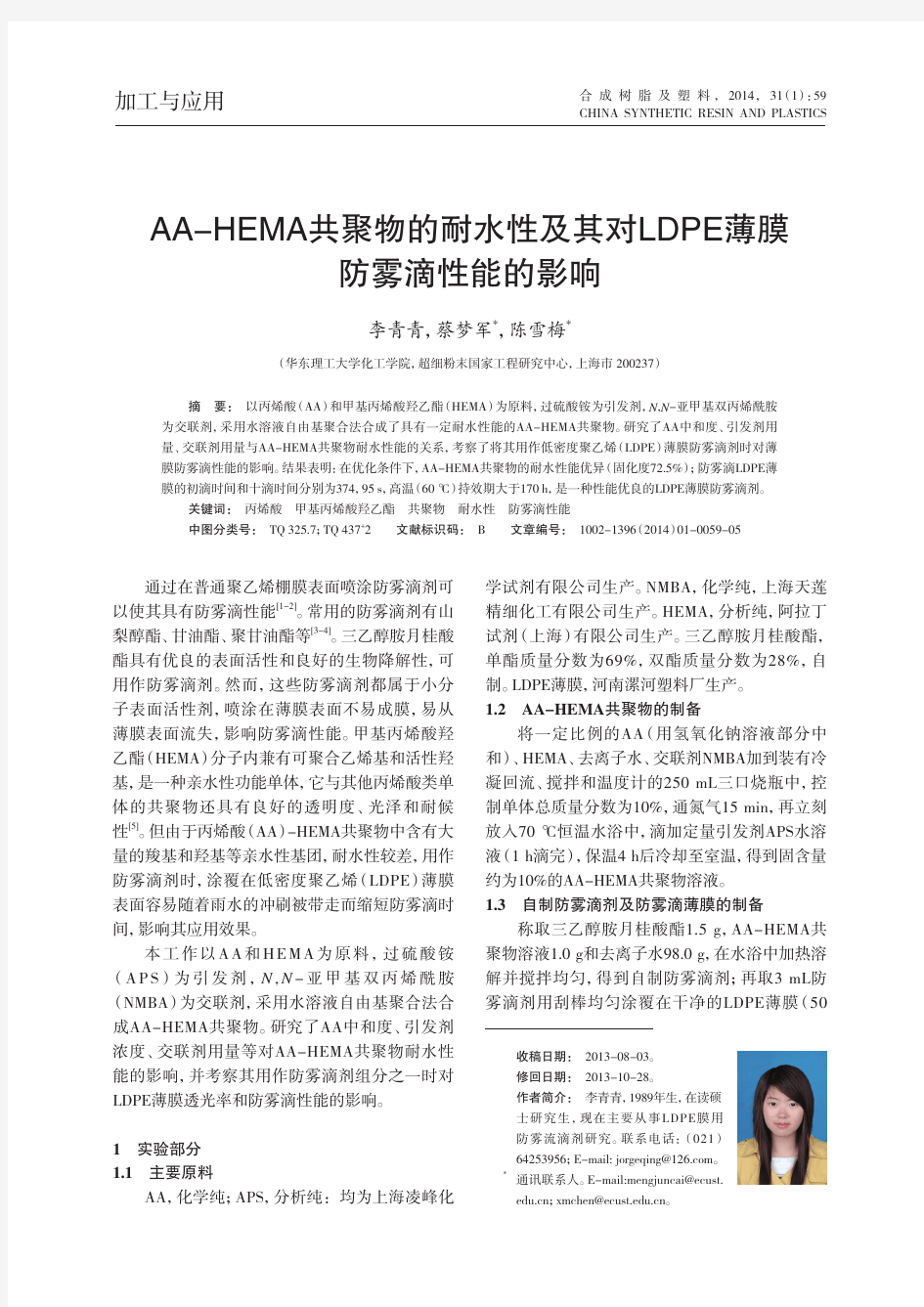
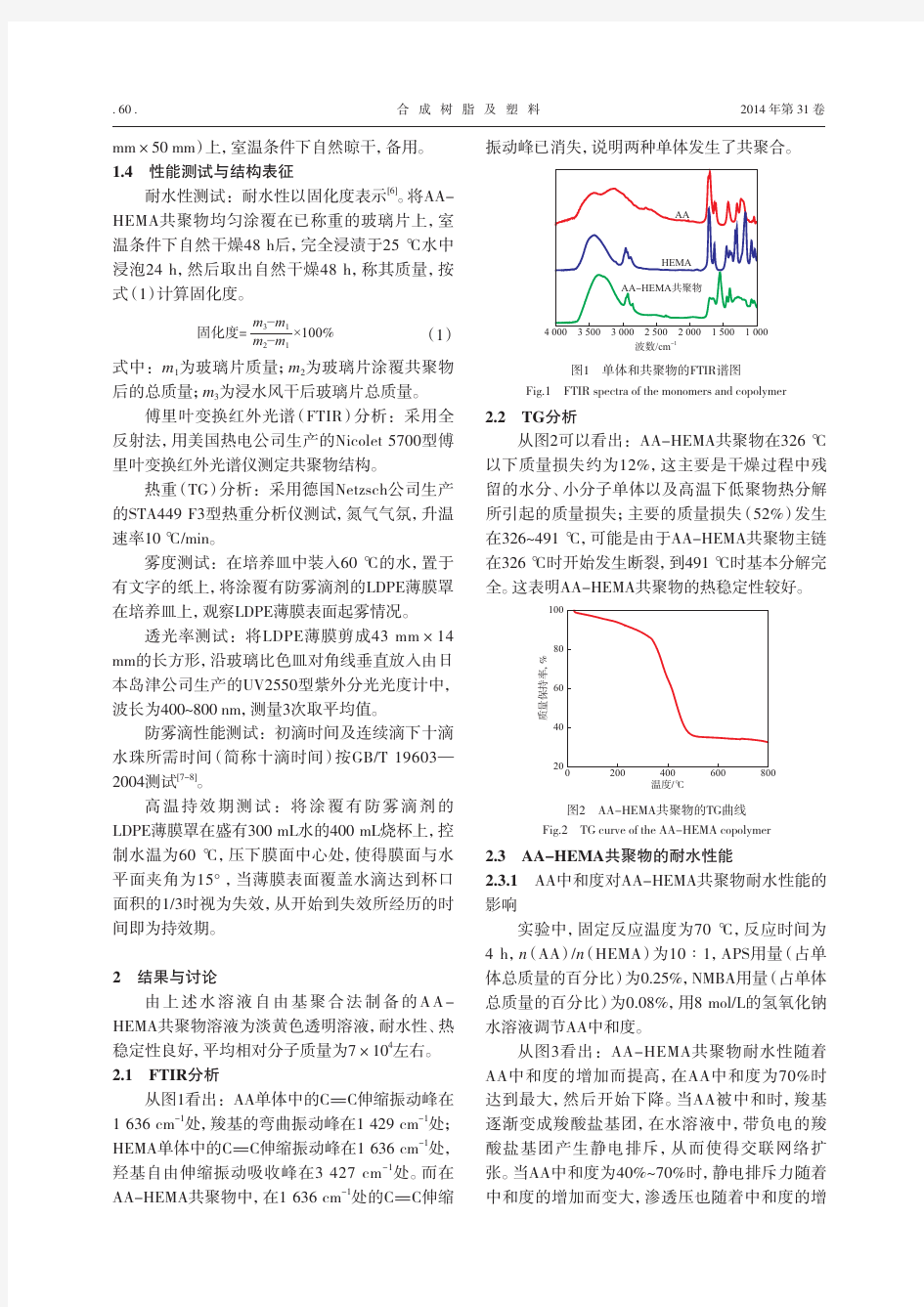
低密度聚乙烯与高密度聚乙烯区别 低密度聚乙烯(LDPE) 相对密度为0.910-0.925的聚乙烯称为低密度聚乙烯(Low Density Polyethylene),而密度介于低密度与高密度之间的成为中密度聚乙烯.相反,相对密度低于0.910的聚乙烯;也已经问世.成为甚低密度聚乙烯(VLDPE),甚至还有相对密度小于0.900的,国外也称之为超低密度聚乙烯(ULDPE). 虽然聚乙烯的品种繁多,但是左右聚乙烯市场的主要还是低密度聚乙烯和高密度聚乙烯. 传统的低密度聚乙烯是用聚合级的乙烯用氧或过氧化物为引发剂,在高温高压下进行游离基聚合而制得的.因此低密度聚乙烯又称做高压聚乙烯. 低密度聚乙烯是一种具有蜡感的白色树脂,其结构特点是非线形的.分子量一般在100000~500000.因此,与中密度,高密度聚乙烯相比,它具有较低的结晶度和软化点,有较好的柔软性,伸长率,电绝缘性,透明性,以及较高的耐冲击强度.低密度聚乙烯机械强度较差,耐热性差,此外另一个明显的弱点是耐环境应力开裂性较差. 低密度聚乙烯大部分用做薄膜制品,而薄膜制品中大部分用做包装.另外一部分被用做农膜和建筑用膜.低密度聚乙烯包装膜可用于糖果,蔬菜,冷冻食品等食品包装,也可一用做内衬膜,收缩包装膜,弹性包装膜,重包装膜等非食品包装膜. 高密度聚乙烯(HDPE) 密度在0.941~0.965的聚乙烯称为高密度聚乙烯(High Density Polyethylene).高密度聚乙烯用低压法生产,因此有称为低压聚乙烯.生产方式有液相法,气相法两种.液相法又包括了溶液法和淤浆法. 高密度聚乙烯有均聚物和共聚物之别,所谓共聚就是在聚合是渗入少量的а-烯烃,这些少量的 а-烯烃的加入可以降低聚乙烯的密度和结晶度,因而相对于均聚物来说有更优良的乃环境应力开裂性能,较高的表面硬度和较好的尺寸稳定性. 高密度聚乙烯比低密度聚乙烯提高了耐热性和机械强度(如拉伸,弯曲,压缩和剪切强度)并且提高了对水蒸气和气体的阻隔性.高密度聚乙烯可使用挤出法加工成管材,板材,片材,型材和单丝,扁丝,打包带;用吹塑法可以生产大中型中空容器.如瓶,桶及大型工业用贮槽;用注塑法可生产各种制件,日用品和工业用品 LDPE、LLDPE和HDPE这三种PE的区别: LDPE(中文名:低密度高压聚乙烯):感官鉴别:手感柔软:白色透明,但透明度一般,燃烧鉴别:燃烧火焰上黄下蓝;燃烧时无烟,有石蜡的气味,熔融滴落,易拉丝 LLDPE(线性低密度聚乙烯):线性低密度聚乙烯在结构上不同于一般的低密度聚乙烯,因为不存在长支链。LLDPE的线性度取决于LLDPE和 LDPE的不同生产加工过程。LLDPE通常在更低温度和压
国家药品监督管理局 国家药品包装容器(材料)标准 (试行) YBB00182002 聚酯/低密度聚乙烯药品包装用复合膜、袋 Laminated Films and Pouches (PET/LDPE) for Pharmaceutical Packaging 本品系指聚酯(PET)与聚乙烯(LDPE)通过黏合剂复合而成的膜。 本品的袋系将上述膜通过热合的方法制成。 本标准适用于固体药品包装用的复合膜、袋。 【外观】取本品适量,照药品包装用复合膜、袋通则(试行)(YBB00132002)外观项下的方法检查,应符合规定。。 【鉴别】红外光谱取本品适量,采用内表面反射方法,照分光光度法(中华人民共和国药典2000年版附录IV C)测定,PET及LDPE层应分别与对照图谱基本一致。 【阻隔性能】水蒸气透过量照塑料薄膜和片材透水蒸气性试验方法杯式法(GB1037-88的规定进行。试验时LDPE层向湿度低的一侧,试验温度(38±2)℃,相对湿度(90±5)%,不得过5.5(g/m2·24h)。 氧气透过量照塑料薄膜和薄片气体透过性试验方法压差法(GB/T1038—2000)的规定进行。试验时LDPE层向氧气低压侧,试验温度为23℃±2℃,不得过1500cm3/( m2·24h·0.1Mpa). 【机械性能】PET层与LDPE层剥离强度照药品包装用复合膜、袋通则(试行)(YBB00132002)内层与次内层剥离强度项下的方法检查,纵、横向剥离强度平均值不得低于1.0N/15mm。 【热合强度】膜除另有规定外,裁取100mm×100mm试片四片,将任意两个试片LDPE 面叠合,置热封仪上进行热合,热合温度145℃-160℃,压力0.2-0.3Mpa,时间1秒。从热合的中间部位各裁取3条15mm宽的试样,进行试验。试样应在温度23℃±2℃,相对湿度50%±5%的环境中,放置4小时以上,并在上述条件下进行试验。以热合部位为中心线,打开呈180°,把试样的两端夹在试验机的两个夹具上,试样轴线与上下夹具中心线相重合,并松紧适宜,夹具间距离为50mm,试验速度为(300±30)mm/min,读取试样断裂时的最大载荷,平均值不工于7.0N/15mm。 袋照药品包装用复合膜、袋通则(试行)(YBB00132002)复合袋的热合强度项下的方法检查,平均值不得低于7.0N/15mm。 【溶剂残留量】、【袋的耐压性能】、【袋的跌落性能】、【溶出物试验】、【微生物限度】、【异常毒性】*
高密度、低密度和线性低密度聚乙烯的区别 低密度聚乙烯(LDPE) 相对密度为0.910-0.925的聚乙烯称为低密度聚乙烯(Low Density Polyethylene),而密度介于低密度与高密度之间的成为中密度聚乙烯. 传统的低密度聚乙烯是用聚合级的乙烯用氧或过氧化物为引发剂,在高温高压下进行游离基聚合而制得的.因此低密度聚乙烯又称做高压聚乙烯. 低密度聚乙烯是一种具有蜡感的白色树脂,其结构特点是非线形的.分子量一般在100000~500000.因此,与中密度,高密度聚乙烯相比,它具有较低的结晶度和软化点,有较好的柔软性,伸长率,电绝缘性,透明性,以及较高的耐冲击强度.低密度聚乙烯机械强度较差,耐热性差,此外另一个明显的弱点是耐环境应力开裂性较差. 高密度聚乙烯(HDPE) 密度在0.941~0.965的聚乙烯称为高密度聚乙烯(High Density Polyethylene).高密度聚乙烯用低压法生产,因此有称为低压聚乙烯.生产方式有液相法,气相法两种.液相法又包括了溶液法和淤浆法. 高密度聚乙烯有均聚物和共聚物之别,所谓共聚就是在聚合是渗入少量的а-烯烃,这些少量的а-烯烃的加入可以降低聚乙烯的密度和结晶度,因而相对于均聚物来说有更优良的乃环境应力开裂性能,较高的表面硬度和较好的尺寸稳定性. 高密度聚乙烯比低密度聚乙烯提高了耐热性和机械强度(如拉伸,弯曲,压缩和剪切强度)并且提高了对水蒸气和气体的阻隔性.
LDPE、LLDPE和HDPE这三种PE的区别: LDPE(中文名:低密度高压聚乙烯):感官鉴别:手感柔软:白色透明,但透明度一般,燃烧鉴别:燃烧火焰上黄下蓝;燃烧时无烟,有石蜡的气味,熔融滴落,易拉丝 LLDPE(线性低密度聚乙烯):线性低密度聚乙烯在结构上不同于一般的低密度聚乙烯,因为不存在长支链。LLDPE的线性度取决于LLDPE和LDPE 的不同生产加工过程。LLDPE通常在更低温度和压力下,由乙烯和高级的a烯烃如丁烯、己烯或辛烯共聚合而生成。共聚过程生成的LLDPE聚合物具有比一般LDPE更窄的分子量分布,同时具有线性结构使其有着不同的流变特性。LLDPE的熔融流动特性适l应新工艺的要求,特别是用薄膜挤出工艺,可产出高质的LLDPE产品。LLDPE应用于聚乙烯所有的传统市常增强了抗伸、抗穿透、抗冲击和抗撕裂的性能使LLDPE适于作薄膜。更高的抗伸强度、抗穿透性、抗撕裂性和伸长率增加是LLDPE的特性,使其特别适用于制薄膜。 HDPE(高密度聚乙烯):HDPE是一种结晶度高、非极性的热塑性树脂。原态HDPE的外表呈乳白色,在微薄截面呈一定程度的半透明状。PE具有优良的耐大多数生活和工业用化学品的特性。该聚合物不吸湿并具有好的防水蒸汽性,可用于包装用途。HDPE具有很好的电性能,特别是绝缘介电强度高,使其很适用于电线电缆。中到高分子量等级具有极好的抗冲击性,在常温甚至在-40F低温度下均如此 线性低密度聚乙烯(LLDPE)对化学反应几乎是惰性的,不与任何物质反生化学反应,只是会燃烧。
聚乙烯薄膜用滑动与防粘连助剂 定义:薄膜(尺寸小于4密耳,4密耳=100微米)加工中最主要的问题,是薄膜之间与薄膜与金属之间的高摩擦力,它们经常会对自动传动与自动包装工序产生影响。聚乙烯薄膜的加工与传动性能,可通过在树脂基体中加入一些助剂实现优化,以改善薄膜表面的两个性能:摩擦系数(COF)与粘连。 摩擦系数(COF) COF为摩擦力的系数,通常为重力加速度,是由两个相交表面的正交力得出的值。物体表面与其它材料或相邻表面接触时,能够产生相对滑动时,用摩擦力来衡量由于相对滑动而产生的相对阻力。 静摩擦系数由两个相互接触,而又相对静止的表面产生。动摩擦系数由维持一定速度的相对滑动而产生。塑料薄膜的COF之标准测试方法采用ASTM D 1894-73。(如图1)粘连 粘连是薄膜相邻层之间发生了粘接,可能在加工、使用或储存过程中发生。粘连导致了吹制法聚乙烯薄膜挤出的困难。粘连常产生于薄膜细卷筒中;当薄膜在一定压力或温度下堆放时,可能会出现二次粘连现象。 图1 COF测量方法示意图 可以在恒定温度/压力下,通过测定分开两层薄膜所需要的力,来分析薄膜的粘连与二次粘连趋势。ASTM D 1893-67是测试塑料薄膜粘连的标准方法(如图2)。ASTM D 3354是测试塑料薄膜二次粘连的标准方法(如图3)。 图2 粘连测量方法示意图 图3 二次粘连测量方法示意图 影响COF与粘连的因素 一些树脂的性能与加工条件对聚乙烯薄膜表面性能的影响如下: *树脂密度与熔融指数 具有较高密度与较低熔融指数的树脂一般会制成较硬的薄膜,粘连趋势较小,COF较低。
共聚物 共聚物,例如EV As,Exceed? PE 与Exact?塑料所制成的薄膜更易于粘连,COF更高。这是由于它们的熔点与结晶度较低,而导致这些材料的硬度较低,表面平滑度高。 助剂 加入滑动与抗粘连助剂可以分别减少相对摩擦阻力与粘连现象。最常用的助剂类型与它们的作用机理将在以下内容中具体讨论。 加工与储存条件 在高温条件下,相邻的薄膜在吹塑薄膜加工轧辊上,在绕线装置或在储存过程中,均易发生粘连现象。这些都会影响到COF。 薄膜层间的压力增加,粘连趋势增加。因此,控制轧辊压力、缠绕张力及缠绕温度都非常重要。同样的,建议在储存过程中不要给薄膜增加不必要的载荷。 膜厚 薄膜的厚度将在以下内容中具体讨论。 薄膜表面 薄膜的表面非常平整理光滑时,一般更易发生粘连,对COF影响更大。 静电效应 薄膜表面的静电荷会使薄膜间的接触更加紧密,增加粘连现象。 电晕处理 电晕处理会增加薄膜表面的张力,同样会增加COF与粘连现象。 滑动助剂 类型与浓度 为改善聚乙烯薄膜的摩擦性能,可在树脂基体中引入滑动助剂。最有效的经FDA(美国食品药品监督局)认证的助剂是脂肪酸酰胺,常用的有油酸酰胺,芥酸酰胺与硬脂酸酰胺。 滑动助剂的用量从零到几千ppm不等。通常,达到中等润滑效果时,用量为300至700ppm,具体用量取决于助剂的类型,薄膜聚合物类型与薄膜厚度。 滑动助剂浓度高时,可能会在传动线与包装线的导辊上包裹覆盖上一层润滑剂。这可能会降低粘合强度,并且会在粘合剂压片加工过程中,与粘合剂发生相互作用。 (a)熔融聚合物中的助剂(b)凝固后发生迁移(c)一定时间后达到动态平衡 图4:喷霜机理示意图 *作用机理 因为润滑剂与聚乙烯基体不相容,它们大部份会迁移到薄膜表层,阻碍薄膜层与层间的直接接触,并降低层间的摩擦力。 氨基化合物分子在聚乙烯薄膜表面的分布情况如图4所示。与聚乙烯表面接触极性的 酰胺基(用_表示),碳氢链向外排开(用—表示)。由于润滑剂的主体部份都将迁移至表面,需考虑以下问题: ·薄膜厚度既定的情况下,更高的润滑剂浓度将增加表面的滑动性,并导致更低的 COF。浓度在单层膜上的增加不会进一步的降低COF,反而可能降低表面光泽并增加雾度。·基于同样的原因,在既定的润滑剂浓度下,增加薄膜厚度会导致更低的COF。 由于润滑剂的迁移不是瞬间发生的,COF的降低只有在一定时间之后才能观察到。这需要数小时才能达到动态平衡。 迁移速度取决于所使用的胺盐的类型。因于其相对较低的分子量,油酸酰胺的迁移速率快于芥酸酰胺。因此使用油酸酰胺作为润滑剂的树脂,其初始COF较低。但当迁移完成时,可以发现使用芥酸酰胺的材料COF更低,表明芥酸酰胺在降低摩擦力方面更为有效(如图5)。
低密度聚乙烯(LDPE)介绍 低密度聚乙烯(LDPE)是高压下乙烯自由基聚合而获得的热塑性塑料。LDPE是树脂中的聚乙烯家族中最老的成员,二十世纪四十年代早期就作为电线包皮第一次商业生产。LDPE综合了一些良好的性能:透明、化学惰性、密封能力好,易于成型加工。这决定了LDPE是当今高分子工业中最广泛使用的材料之一。 化学和性能 乙烯是聚乙烯制品的基本结构单元。它是从炼油厂气、液化的石油气或液态烃中获得的无色气体。因为它是许多其它工业化学品和聚合物的成分,所以不断地存在乙烯供应的竞争。这种获得乙烯的竞争具有戏剧性地影响着聚乙烯的价格和有效价值。例如:1990年,国内乙烯生产能力约为465亿磅,其中51%用于象聚乙烯这样的聚合物的生产。 常规的LDPE可用两种方法生产:管式法或釜式法。两种制法都是将高纯度乙烯通入高压(103到276MPa)高温(300到500F)含有引发剂的反应器中。引发剂或是氧气或是一种有机过氧化物。反应终止的实现是通过加入链终止剂或靠两个分子链的连结。 与其它聚乙烯(HDPE和LLDPE)制法获得的线性结构不同,通过高压手段制得的聚合物是分支结构。这种分支结构赋与常规LDPE优异的透明性、曲挠性及易于挤出的性能。为满足不同应用而特制的LDPE树脂是通过分子量、结晶度及分子量分布MWD 的平衡与控制而得到的。 分子量是表示构成聚合物的所有分子链的平均长度。为了方便,熔融指数(MI)被选作塑料工业分子量大小的量度。熔融指数用克/10分钟给出,它与分子量的大小成反比。对于LDPE,熔融指数反映了树脂的流动性能和涉及成品大形变的性质。降低MI (增大分子量)在增加大部分强度性能的同时,降低了LDPE的流动性和制造过程中树脂流向薄壁的能力。LDPE中的结晶度是树脂中存在的分支短链数量的函数。对于LDPE,结晶度正常浮动范围为30—40%。 增加LDPE的结晶度将增大LDPE的刚度、抗化学腐蚀性、透气性能、拉伸强度、耐热性;同时,降低了LDPE的冲击强度、撕裂强度和抗应力开裂性。分子量分布(MWD)或聚合度分布性定义为重均分子量与数均分子量的比值。塑料工业中,MWD值3—5的树脂被认为是具有窄的分子量分布,MWD值6—12为中等分子量分布,MWD值在13以上视为宽分子量分布。MWD主要反映与流动相关的性能。具有相等平均分于量的树脂,宽分子量分布的在加工过程显示了比窄分子量分布的树脂具有更好的流动性。WD对最终使用性能有些影响。但是,MWD的影响一般都被分子量的变化影响掩盖。 加工 LDPE级别可以满足大部分热塑性成型加工技术的要求。包括:薄膜吹制、薄膜铸制、挤压贴胶、电线电缆贴胶、注射成型、吹塑成型。
YBB20352012 药用低密度聚乙烯膜、袋 Yaoyong Dimidu Juyixi Mo、Dai LDPE Films and Pouches for Medical Packaging 本标准适用于以低密度聚乙烯树脂(LDPE)为主要原料采用流涎法、吹制法生产的药用薄 膜,及由此薄膜通过热封制成的袋。本品适用于非无菌固体原料药的包装。 【外观】取本品适量,在自然光线明亮处,正视目测。表面应光洁、色泽均匀,不得有穿 孔、异物、异味、粘连。袋的热封部位应平整、无虚封。 【鉴别】(1)红外光谱* 取本品适量,照包装材料红外光谱测定法(YBB60012012)第四 法测定,应与对照图谱基本一致。 (2)密度取本品约2g,浸渍液选用无水乙醇,照密度测定法(YBB60342012)测定,本 品的密度应为0.910~0.935g/cm3。 【阻隔性能】水蒸气透过量取本品适量,照水蒸气透过量测定法(YBB60302012)第一法 实验条件B 测定,不得过15g/(m2?24h)。 氧气透过量取本品适量,照气体透过量测定法(YBB60292012)第一法测定,不得过 4000cm3/(m2·24h·0.1MPa)。 【机械性能】拉伸强度取本品适量,照拉伸性能测定法(YBB60322012)测定,试验速度 (空载):300mm/min±30mm/min,试样为Ⅰ型。纵向、横向拉伸强度平均值均不得低于10MPa。断裂伸长率取本品适量,照拉伸性能测定法(YBB60322012)测定,试验速度(空载): 300mm/min±30mm/min,试样为Ⅰ型。厚度小于0.05mm 的膜,纵向、横向断裂伸长率平均值均 不得低于130%;厚度大于0.05mm 的膜,纵向、横向断裂伸长率平均值均不得低于200%。 【热合强度】(膜)裁取100mm×100mm 膜片四片,将任意两个膜片叠合,置热封仪上进行 热合,热合温度130~150℃,压力0.2MPa,时间1 秒。照热合强度测定法(YBB60332012)测 定,热合强度平均值不得低于7.0N/15mm。 (袋)从袋的热合强度部位裁取试样,照热合强度测定法(YBB60332012)测定,热合强 度平均值不得低于7.0N/15mm。 【炽灼残渣】取本品5.0g,精密称定,置于已恒重的坩锅,缓缓炽灼至完全炭化,再于550℃ 灼烧至恒重,遗留残渣不得过0.1%。 【溶出物试验】供试品溶液的制备:取本品适量,分别取内表面积600cm2(分割成3cm ×0.3cm 的小片)三份置具塞锥形瓶中,加水(70℃±2℃)、65%乙醇(70℃±2℃)、正己烷(58℃±2℃)200ml 浸泡2 小时后取出,放冷至室温,用同批试验用溶剂补充至原体积作为供试品溶 液,以同批水、65%乙醇、正己烷为空白对照溶液,备用,进行以下实验: 易氧化物精密量取水供试品溶液20ml,精密加入高锰酸钾滴定液(0.002mol/L)20ml 与 稀硫酸1ml,煮沸3 分钟,迅速冷却,加入碘化钾0.1g,在暗处放置5 分钟,用硫代硫酸钠滴 定液(0.01mol/L)滴定,滴定至近终点时,加入淀粉指示液0.25ml,继续滴定至无色,另取水 作为空白对照溶液同法操作,二者消耗硫代硫酸钠滴定液(0.01mol/L)之差不得过1.5 ml。 不挥发物精密量取水、65%乙醇、正己烷浸液与空白液各100ml,分别置于已恒重的蒸发
聚乙烯(LDPE)吹塑薄膜生产过程中的问题和解决方法 大多数热塑性塑料都可以用吹塑法来生产吹塑薄膜,吹塑薄膜是将塑料挤成薄管,然后趁热用压缩空气将塑料吹胀,再经冷却定型后而得到的筒状薄膜制品,这种薄膜的性能处于定向膜同流延膜之间:强度比流延膜好,热封性比流延膜差。吹塑法生产的薄膜品种有很多,比如低密度聚乙烯(LDPE)、聚丙烯(PP)、高密度聚乙烯(HDPE)、尼龙(PA)、乙烯一乙酸乙烯共聚物(EVA)等,这里我们就对常用的低密度聚乙烯(LDPE)薄膜的吹塑生产工艺及其常见故障进行简单的介绍。 聚乙烯吹塑薄膜材料的选择 1.选用的原料应当是用吹膜级的聚乙烯树脂粒子,含有适量的爽滑剂,保证薄膜的开口性。 2.树脂粒子的熔融指数(MI)不能太大,熔融指数(MI)太大,则熔融树脂的粘度太小,加工范围窄,加工条件难以控制,树脂的成膜性差,不容易加工成膜;此外,熔融指数(MI)太大,聚合物相对分子量分布太窄,薄膜的强度较差。因此,应当选用熔融指数(MI)较小,且相对分子量分布较宽的树脂原料,这样既能满足薄膜的性能要求,又能保证树脂的加工特性。吹塑聚乙烯薄膜一般选用熔融指数(MI)在2~6g/10min范围之间的聚乙烯原料。 吹塑工艺控制要点 吹塑薄膜工艺流程大致如下: 料斗上料一物料塑化挤出→吹胀牵引→风环冷却→人字夹板→牵引辊牵引→电晕处理→薄膜收卷 但是,值得指出的是,吹塑薄膜的性能跟生产工艺参数有着很大的关系,因此,在吹膜过程中,必须要加强对工艺参数的控制,规范工艺操作,保证生产的顺利进行,并获得高质量的薄膜产品。在聚乙烯吹塑薄膜生产过程中,主要是做好以下几项工艺参数的控制: 1.挤出机温度 吹塑低密度聚乙烯(LDPE)薄膜时,挤出温度一般控制在160℃~170℃之间,且必须保证机头温度均匀,挤出温度过高,树脂容易分解,且薄膜发脆,尤其使纵向拉伸强度显著下降;温度过低,则树脂塑化不良,不能圆滑地进行膨胀拉伸,薄膜的拉伸强度较低,且表面的光泽性和透明度差,甚至出现像木材年轮般的花纹以及未熔化的晶核(鱼眼)。 2.吹胀比 吹胀比是吹塑薄膜生产工艺的控制要点之一,是指吹胀后膜泡的直径与未吹胀的管环直径之间的比值。吹胀比为薄膜的横向膨胀倍数,实际上是对薄膜进行横向拉伸,拉伸会对塑料分子产生一定程度的取向作用,吹胀比增大,从而使薄膜的横向强度提高。但是,吹胀比也不能太大,否则容易造成膜泡不稳定,且薄膜容易出现皱折。因此,吹胀比应当同牵引比配合适当才行,一般来说,低密度聚乙烯(LDPE)薄膜的吹胀比应控制在2.5~3.0为宜。 3.牵引比 牵引比是指薄膜的牵引速度与管环挤出速度之间的比值。牵引比是纵向的拉伸倍数,使薄膜在引取方向上具有定向作用。牵引比增大,则纵向强度也会随之提高,且薄膜的厚度变薄,但如果牵引比过大,薄膜的厚度难以控制,甚至有可能会将薄膜拉断,造成断膜现象。低密度聚乙烯(LDPE)薄膜的牵引比一般控制在4~6之间为宜。 4.露点 露点又称霜线,指塑料由粘流态进入高弹态的分界线。在吹膜过程中,低密度聚乙烯(LDPE)在从模口中挤出时呈熔融状态,透明性良好。当离开模口之后,要通过冷却风环对膜泡的吹胀区进行冷却,冷却空气以一定的角度和速度吹向刚从机头挤出的塑料膜泡时,高温的膜泡与冷却空气相接触,膜泡的热量会被冷空气带走,其温度会明显下降到低密度聚乙烯(LDPE)的粘流温度以下,从而使其冷却固化且变得模糊不清了。在吹塑膜泡上我们可以看到一条透明和模糊之间的分界线,这就是露点(或者称霜线)。 在吹膜过程中,露点的高低对薄膜性能有一定的影响。如果露点高,位于吹胀后的膜泡的上方,则薄膜的吹胀是在液态下进行的,吹胀仅使薄膜变薄,而分子不受到拉伸取向,这时的吹胀膜性能接近于流延膜。相反,如果露点比较低,则吹胀是在固态下进行的,此时塑料处于高弹态下,吹胀就如同横向拉伸一样,使分子发生取向作用,从而使吹胀膜的性能接近于定向膜。 基本性能的技术要求 1.规格及偏差 聚乙烯薄膜的宽度、厚度应当符合要求,薄膜薄厚均匀,横、纵向的厚度偏差小,且偏差分布比较均匀。 2.外观
申凯包装 聚乙烯薄膜的分类 PE膜的透气性较大,且随密度的增加,其透气性是下降的。PE膜具有防潮性,透湿性小。聚乙烯薄膜(PE)根据制造方法与控制手段的不同,可制造出低密度、中密度、高密度的聚乙烯与交联聚乙烯等不同性能的产品。[1] 低密度聚乙烯 其密度约为0.92g/cm3左右。低密度聚乙烯薄膜的透明度与热封性好,能防水、防潮;抗张强度低,拉伸伸长率大,容易发皱,0.03mm以下的薄膜,张力控制宜小,并且各处张力要恒定,特别是受热时更易变形,造成套色困难。因此干燥时,薄膜表面温度不要过高(在550C以内)。按成膜工艺的不同,可分为吹塑薄膜(IPE)、流涎薄膜(CPE)、低发泡薄膜等几种。IPE薄膜的抗张强度和开口性比CPE薄膜好,采用正面印刷,可作食品袋、服装袋等;CPE薄膜厚度均匀,表面光泽度、透明度和热封性比PE好,可正反面印刷,但生产成本高。CPE薄膜主要用作复合袋的内层以及化妆品、酱菜和糕点的包装;低发泡薄膜装饰性好,质地厚实,不易拉伸变形,采用正面印刷,用作年画、商标和手拎袋等。 中密度聚乙烯 它的密度约在0.93~0.94g/cm3性能介于高密度与低密度聚乙烯之间。 高密度聚乙烯 密度在0.94—0.965g/cm3。高密度聚乙烯薄膜的耐热性、机械强度比低密度聚乙烯薄膜好,拉伸伸长率小,薄膜厚度一般在0.03mm以上,但透明度差。采用正面印刷,主要用作背心袋、垃圾袋和内衬袋等。 交联聚乙烯 由于它较其它的聚乙烯产品有更高的耐热性、拉伸强度、热收缩率和阻隔性,其用途在进一步的扩大,目前大多用作热收缩包装薄膜用。 一般来说,随着密度的上升,机械性能和阻隔性能会相应提高,耐热,生也好。同一密度的聚乙烯,由于成膜工艺的不同,它们之间也有不同的性能。这是因为流涎法能快速冷却,结晶度低,透明度较高,浊度小,但分子排列更趋无规则状态,所以阻隔性较小,即透过率较大,延伸率较低,抗撕裂性差。 线性低密度聚乙烯薄膜
低密度聚乙烯(LDPE)知识介绍 低密度聚乙烯(LDPE)知识介绍 低密度聚乙烯(LDPE)是高压下乙烯自由基聚合而获得的热塑性塑料。LDPE是树脂中的聚乙烯家族中最老的成员,二十世纪四十年代早期就作为电线包皮第一次商业生产。LDPE综合了一些良好的性能:透明、化学惰性、密封能力好,易于成型加工。这决定了LDPE是当今高分子工业中最广泛使用的材料之一。 化学和性能:乙烯是聚乙烯制品的基本结构单元。它是从炼油厂气、液化的石油气或液态烃中获得的无色气体。因为它是许多其它工业化学品和聚合物的成分,所以不断地存在乙烯供应的竞争。这种获得乙烯的竞争具有戏剧性地影响着聚乙烯的价格和有效价值。例如:1990年,国内乙烯生产能力约为465亿磅,其中51%用于象聚乙烯这样的聚合物的生产。 常规的LDPE可用两种方法生产:管式法或釜式法。两种制法都是将高纯度乙烯通入高压(103到276MPa)高温(300到500F)含有引发剂的反应器中。引发剂或是氧气或是一种有机过氧化物。反应终止的实现是通过加入链终止剂或靠两个分子链的连结。与其它聚乙烯(HDPE和LLDPE)制法获得的线性结构不同,通过高压手段制得的聚合物是分支结构。这种分支结构赋与常规LDPE优异的透明性、曲挠性及易于挤出的性能。为满足不同应用而特制的LDPE树脂是通过分子量、结晶度及分子量分布MWD的平衡与控制而得到的。分子量是表示构成聚合物的所有分子链的平均长度。为了方便,熔融指数(MI)被选作塑料工业分子量大小的量度。熔融指数用克/10分钟给出,它与分子量的大小成反比。对于LDPE,熔融指数反映了树脂的流动性能和涉及成品大形变的性质。降低MI(增大分子量)在增加大部分强度性能的同时,降低了LDPE的流动性和制造过程中树脂流向薄壁的能力。LDPE中的结晶度是树脂中存在的分支短链数量的函数。对于LDPE,结晶度正常浮动范围为30—40%。增加LDPE的结晶度将增大LDPE的刚度、抗化学腐蚀性、透气性能、拉伸强度、耐热性;同时,降低了LDPE的冲击强度、撕裂强度和抗应力开裂性。分子量分布(MWD)或聚合度分布性定义为重均分子量与数均分子量的比值。塑料工业中,MWD值3—5的树脂被认为是具有窄的分子量分布,MWD值6—12为中等分子量分布,MWD值在13以上视为宽分子量分布。MWD主要反映与流动相关的性能。具有相等平均分于量的树脂,宽分子量分布的在加工过程显示了比窄分子量分布的树脂具有更好的流动性WD对最终使用性能有些影响。但是,MWD 的影响一般都被分子量的变化影响掩盖。 加工:LDPE级别可以满足大部分热塑性成型加工技术的要求。包括:薄
YBB00072005-2015 药用低密度聚乙烯膜、袋 Yaoyong Dimidu Jyixi Mo、Dai LDPE Films and Pouches for Pharmaceutical Packaging 本标准适用于低密度聚乙烯树脂(LDPE)为主要原料采用流涎法、吹制法生产 的药用薄膜,以及由此薄膜通过热封制成的袋。本品适用于非无菌固体原料药的包装。 【外观】取本品适量,在自然光线明亮处,正视目测。表面应光洁、色泽均匀,不得有穿孔、异物、异味、粘连。袋的热封部位应平整、无虚封。 【鉴别】 *(1)红外光谱取本品适量,照包装材料红外光谱测定法 (YBB00262004-2015)第四法测定,应与对照图谱基本一致。 (2)密度取本品约2g,浸渍液选用无水乙醇,照密度测定法(YBB00132003-2015)测定,本品的密度应为0.910~0.935g/cm3 【阻隔性能】水蒸气透过量取本品适量,照水蒸气透过量测定法 (YBB00092003-2015)第一法实验条件B测定,不得过15g/(m2*24h)。 氧气透过量取本品适量,照气体透过量测定法(YBB00082003-2015)第一法或第二法测定,不得过4000cm3/(m2*24h*0.1MPa)。 【机械性能】拉伸强度取本品适量,照拉伸性能测定法(YBB00112003-2015)测定,试验速度(空载):300mm/min±30mm/min,试样为Ⅰ型。纵向、横向拉伸强度平均值均不得低于10MPa。
断裂拉伸率取本品适量,找拉伸性能测定法(YBB00112003-2015)测定,试验速度(空载):300mm/min±30mm/min,试样为Ⅰ型。厚度小于等于0.05mm的膜,纵向、横向断裂拉伸长率平均值均不得低于130%;厚度大于0.05mm的膜,纵向、横向断裂拉伸长率平均值均不得低于200%。 【热合强度】(膜)截取100mm×100mm得膜片四片,将任意两个膜片叠合,置热封仪上进行热合,热合温度130~150℃,压力0.2MPa,时间1秒。照热合强度测定法(YBB001122003-2015)测定,热合强度平均值不得低于7.0N/15mm。 (袋)从袋的热合强度部位截取试样,照热合强度测定法(YBB00122003-2015)测定,热合强度平均值不得低于7.0N/15mm。 【炽灼残渣】取本品5.0g,精密称定,置于已恒重的坩埚,缓缓炽灼至完全炭化,再于550℃炽灼至恒重,遗留残渣不得超过0.1%。 【溶出物试验】供试液得制备:取本品适量,分别取内表面积600cm2(分割成3cm×0.3cm 的小片)三份置具塞锥形瓶中,加水(70℃±2℃)、65%乙醇 (70℃±2℃)、正己烷(58℃±2℃) YBB00072005-2015 200ml浸泡2小时后取出,放冷至室温,用同批试验用溶剂补充至原体积为供试液,以同批水、65%乙醇、正己烷为空白对照溶液,进行下列试验: 易氧化物精密量取水供试液20ml,精密加入高锰酸钾滴定液 (0.002mol/L)20ml与稀硫酸1ml,煮沸3分钟,迅速冷却,加入碘化钾0.1g,在暗处放置5分钟,用硫代硫酸钠滴定液(0.01mol/L)滴定,滴定至近终点时,加入淀粉指示液5滴,继续滴定至无色,另取水作为空白对照溶液同法操作,二者消耗硫代硫酸钠滴定液(0.01mol/L)之差不得超过1.5ml。
垃圾填埋场用低密度聚乙烯土工膜 1 范围 本标准规定了低密度聚乙烯(LDPE)和线性低密度聚乙烯(LLDPE)土工膜的分类和命名、技术要求、试验方法、检验规则、标志、包装、运输和贮存。 本标准适用于在垃圾填埋场终场覆盖、临时覆盖、中间覆盖等工程中所使用线性低密度聚乙烯(LLDPE)以及临时覆盖、中间覆盖等工程中所使用的低密度聚乙烯(LDPE)土工膜。 2 规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注有日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。 G B/T 103 3 塑料密度和相对密度试验方法 G B/T 103 7 塑料薄膜和片材透水蒸气性试验方法(杯试法) G B/T 104 塑料拉伸性能试验方法 G B/T 291 8 塑料试样状态调节和试验的标准环境 G B/T 547 塑料冲击脆化温度试验方法 G B/T 667 2 塑料薄膜和薄片厚度的测定 G B/T 667 3 塑料薄膜和片材 G B/T 714 1 聚乙烯管材与管件热稳定性试验方法 G B/T 935 2 热塑性塑料压塑试样的制备 G B/T 111 15 低密度聚乙烯树脂 G B/T 120 27 塑料薄膜尺寸变化率试验方法 G B/T 130 21 聚乙烯管材和管件碳黑含量的测定(热失重法) G151线性低密度聚乙烯树脂 - 1 -
B/T 82 G B/T 164 22.3 塑料试验室光源暴露实验方法 G B/T 173 91 聚乙烯管材与管件热稳定性试验方法 Q B/T 113 塑料直角撕裂性能试验方法 C J/T 234 垃圾填埋场用高密度聚乙烯土工膜 3 术语和定义 3.1 土工膜 geomembrane 一种以聚合物为基本原料的防水阻隔型材料,如聚乙烯(PE)土工膜,聚氯乙烯(PVC)土工膜,氯化聚乙烯(CPE)土工膜及各种复合土工膜等。 3.2 低密度聚乙烯(LDPE)土工膜 low density polyethylene geomembrane 是以低密度聚乙烯树脂为主要原料,添加各类助剂所生产的,密度为0.939g/cm3或以下的土工膜。 3.3 线性低密度聚乙烯(LLDPE)土工膜 linear low density polyethylene geomembrane 是以一种具有线性分子结构的乙烯/α-烯烃共聚物为主要原料,添加各类助剂所生产的,密度为0.939g/cm3或以下的土工膜。 3.4 光面土工膜 smooth geomembrane 膜的两面均具有光洁、平整外观的土工膜。 3.5 糙面土工膜 textured geomembrane 经特定的工艺手段生产的单面或双面具有均匀的毛糙外观的土工膜。 3.6 - 2 -
药用低密度聚乙烯膜、袋 Yaoyong Dimidu Jyixi Mo、Dai LDPE Films and Pouches for Pharmaceutical Packaging 本标准适用于低密度聚乙烯树脂(LDPE)为主要原料采用流涎法、吹制法生产的药用薄膜,以及由此薄膜通过热封制成的袋。本品适用于非无菌固体原料药的包装。 【外观】取本品适量,在自然光线明亮处,正视目测。表面应光洁、色泽均匀,不得有穿孔、异物、异味、粘连。袋的热封部位应平整、无虚封。 【鉴别】 *(1)红外光谱取本品适量,照包装材料红外光谱测定法(YBB00262004-2015)第四法测定,应与对照图谱基本一致。 (2)密度取本品约2g,浸渍液选用无水乙醇,照密度测定法(YBB00132003-2015)测定,本品的密度应为0.910~0.935g/cm3 【阻隔性能】水蒸气透过量取本品适量,照水蒸气透过量测定法(YBB00092003-2015)第一法实验条件B测定,不得过15g/(m2*24h)。 氧气透过量取本品适量,照气体透过量测定法(YBB00082003-2015)第一法或第二法测定,不得过4000cm3/(m2*24h*0.1MPa)。 【机械性能】拉伸强度取本品适量,照拉伸性能测定法(YBB00112003-2015)测定,试验速度(空载):300mm/min±30mm/min,试样为Ⅰ型。纵向、横向拉伸强度平均值均不得低于10MPa。 断裂拉伸率取本品适量,找拉伸性能测定法(YBB00112003-2015)测定,试验速度(空载):300mm/min±30mm/min,试样为Ⅰ型。厚度小于等于0.05mm的膜,纵向、横向断裂拉伸长率平均值均不得低于130%;厚度大于0.05mm的膜,纵向、横向断裂拉伸长率平均值均不得低于200%。 【热合强度】(膜)截取100mm×100mm得膜片四片,将任意两个膜片叠合,置热封仪上进行热合,热合温度130~150℃,压力0.2MPa,时间1秒。照热合强度测定法(YBB001122003-2015)测定,热合强度平均值不得低于7.0N/15mm。 (袋)从袋的热合强度部位截取试样,照热合强度测定法(YBB00122003-2015)测定,热合强度平均值不得低于7.0N/15mm。 【炽灼残渣】取本品5.0g,精密称定,置于已恒重的坩埚,缓缓炽灼至完全炭化,再于550℃炽灼至恒重,遗留残渣不得超过0.1%。 【溶出物试验】供试液得制备:取本品适量,分别取内表面积600cm2(分割成3cm×0.3cm 的小片)三份置具塞锥形瓶中,加水(70℃±2℃)、65%乙醇(70℃±2℃)、正己烷(58℃±2℃)
YBB00072005-2015药用低密度聚乙烯塑料膜、袋YBB00072005-2015 药用低密度聚乙烯膜、袋 Yaoyong Dimidu Jyixi Mo、Dai LDPE Films and Pouches for Pharmaceutical Packaging 本标准适用于低密度聚乙烯树脂(LDPE)为主要原料采用流涎法、吹制法生产的药用薄膜,以及由此薄膜通过热封制成的袋。本品适用于非无菌固体原料药的包装。 【外观】取本品适量,在自然光线明亮处,正视目测。表面应光洁、色泽均匀,不得有穿孔、异物、异味、粘连。袋的热封部位应平整、无虚封。 【鉴别】 *(1)红外光谱取本品适量,照包装材料红外光谱测定法 (YBB00262004-2015)第四法测定,应与对照图谱基本一致。 (2)密度取本品约2g,浸渍液选用无水乙醇,照密度测定法(YBB00132003-2015)测定,本品的密度应为0.910,0.935g/cm3 【阻隔性能】水蒸气透过量取本品适量,照水蒸气透过量测定法 (YBB00092003-2015)第一法实验条件B测定,不得过15g/(m2*24h)。 氧气透过量取本品适量,照气体透过量测定法(YBB00082003-2015)第一法或第二法测定,不得过4000cm3/(m2*24h*0.1MPa)。 【机械性能】拉伸强度取本品适量,照拉伸性能测定法(YBB00112003-2015)测定,试验速度(空载):300mm/min?30mm/min, 试样为? 型。纵向、横向拉伸强度平均值均不得低于10MPa。 断裂拉伸率取本品适量,找拉伸性能测定法(YBB00112003-2015)测定,试验速度(空载):300mm/min?30mm/min,试样为? 型。厚度小于等于0.05mm的膜,纵
聚乙烯(PE)薄膜 PE膜的透气性较大,且随密度的增加,其透气性是下降的。PE膜具有防潮性,透湿性小。聚乙烯薄膜(PE)根据制造方法与控制手段的不同,可制造出低密度、中密度、高密度的聚乙烯与交联聚乙烯等不同性能的产品。[1] 低密度聚乙烯(LDPE) 其密度约为0.92g/cm2左右。低密度聚乙烯薄膜的透明度与热封性好,能防水、防潮;抗张强度低,拉伸伸长率大,容易发皱,0.03mm以下的薄膜,张力控制宜小,并且各处张力要恒定,特别是受热时更易变形,造成套色困难。因此干燥时,薄膜表面温度不要过高(在550C以内)。按成膜工艺的不同,可分为吹塑薄膜(IPE)、流涎薄膜(CPE)、低发泡薄膜等几种。IPE薄膜的抗张强度和开口性比CPE薄膜好,采用正面印刷,可作食品袋、服装袋等;CPE薄膜厚度均匀,表面光泽度、透明度和热封性比,PE好,可正反面印刷,但生产成本高;CPE薄膜主要用作复合袋的内层以及化妆品、酱菜和糕点的包装;低发泡薄膜装饰性好,质地厚实,不易拉伸变形,采用正面印刷,用作年画、商标和手拎袋等。 中密度聚乙烯(MDPE) 它的密度约在0.93~0.94g/cm2性能介于高密度与低密度聚乙烯之间。 高密度聚乙烯(HDPE) 密度在0.94—0.965g/cm2。高密度聚乙烯薄膜的耐热性、机械强度比低密度聚乙烯薄膜好,拉伸伸长率小,薄膜厚度一般在0.03mm以上,但透明度差。采用正面印刷,主要用作背心袋、垃圾袋和内衬袋等。 交联聚乙烯(CLPE) 由于它较其它的聚乙烯产品有更高的耐热性、拉伸强度、热收缩率和阻隔性,其用途在进一步的扩大,目前大多用作热收缩包装薄膜用。 一般来说,随着密度的上升,机械性能和阻隔性能会相应提高,耐热,生也好。同一密度的聚乙烯,由于成膜工艺的不同,它们之间也有不同的性能。这是因为流涎法能快速冷却,结晶度低,透明度较高,浊度小,但分子排列更趋无规则状态,所以阻隔性较小,即透过率较大,延伸率较低,抗撕裂性差。 编辑本段PE薄膜生产流程 吹膜机是将塑料粒子加热融化再吹成薄膜的机械设备。首先,将干燥的聚乙烯粒子加入下料斗中,靠粒子本身的重量从料斗进入螺杆,当粒料与螺纹斜棱接触后,旋转的斜棱面对塑料产生与斜棱面相垂直的推力,将塑料粒子向前推移,推移过程中,由于塑料与螺杆、塑料与机筒之间的摩擦以及粒子间的碰撞磨擦,同时还由于料筒外部加热而逐步溶化。熔融的塑料经机头过滤去杂质从模头模口出来,经风环冷却、吹胀之后经人字板压, 由牵引辊卷取将成品薄膜卷成筒。
低密度聚乙烯(LDPE)是高压下乙烯自由基聚合而获得的热塑性塑料。LDPE是树脂中的聚乙烯家族中最老的成员,二十世纪四十年代早期就作为电线包皮第一次商业生产。LDPE综合了一些良好的性能:透明、化学惰性、密封能力好,易于成型加工。这决定了LDPE是当今高分子工业中最广泛使用的材料之一。化学和性能乙烯是聚乙烯制品的基本结构单元。它是从炼油厂气、液化的石油气或液态烃中获得的无色气体。因为它是许多其它工业化学品和聚合物的成分,所以不断地存在乙烯供应的竞争。这种获得乙烯的竞争具有戏剧性地影响着聚乙烯的价格和有效价值。例如:1990年,国内乙烯生产能力约为465亿磅,其中51%用于象聚乙烯这样的聚合物的生产。常规的LDPE可用两种方法生产:管式法或釜式法。两种制法都是将高纯度乙烯通入高压(103到276MPa)高温(300到500F)含有引发剂的反应器中。引发剂或是氧气或是一种有机过氧化物。反应终止的实现是通过加入链终止剂或靠两个分子链的连结。与其它聚乙烯(HDPE和LLDPE)制法获得的线性结构不同,通过高压手段制得的聚合物是分支结构。这种分支结构赋与常规LDPE优异的透明性、曲挠性及易于挤出的性能。为满足不同应用而特制的LDPE树脂是通过分子量、结晶度及分子量分布MWD的平衡与控制而得到的。分子量是表示构成聚合物的所有分子链的平均长度。为了方便,熔融指数(MI)被选作塑料工业分子量大小的量度。熔融指数用克/10分钟给出,它与分子量的大小成反比。对于LDPE,熔融指数反映了树脂的流动性能和涉及成品大形变的性质。降低MI(增大分子量)在增加大部分强度性能的同时,降低了LDPE的流动性和制造过程中树脂流向薄壁的能力。LDPE中的结晶度是树脂中存在的分支短链数量的函数。对于LDPE,结晶度正常浮动范围为30—40%。增加LDPE的结晶度将增大LDPE的刚度、抗化学腐蚀性、透气性能、拉伸强度、耐热性;同时,降低了LDPE的冲击强度、撕裂强度和抗应力开裂性。分子量分布(MWD)或聚合度分布性定义为重均分子量与数均分子量的比值。塑料工业中,MWD值3—5的树脂被认为是具有窄的分子量分布,MWD值6—12为中等分子量分布,MWD值在13以上视为宽分子量分布。MWD主要反映与流动相关的性能。具有相等平均分子量的树脂,宽分子量分布的在加工过程显示了比窄分子量分布的树脂具有更好的流动性。MWD对最终使用性能有些影响。但是,MWD的影响一般都被分子量的