低合金钢焊条型号划分
低合金钢焊条型号划分
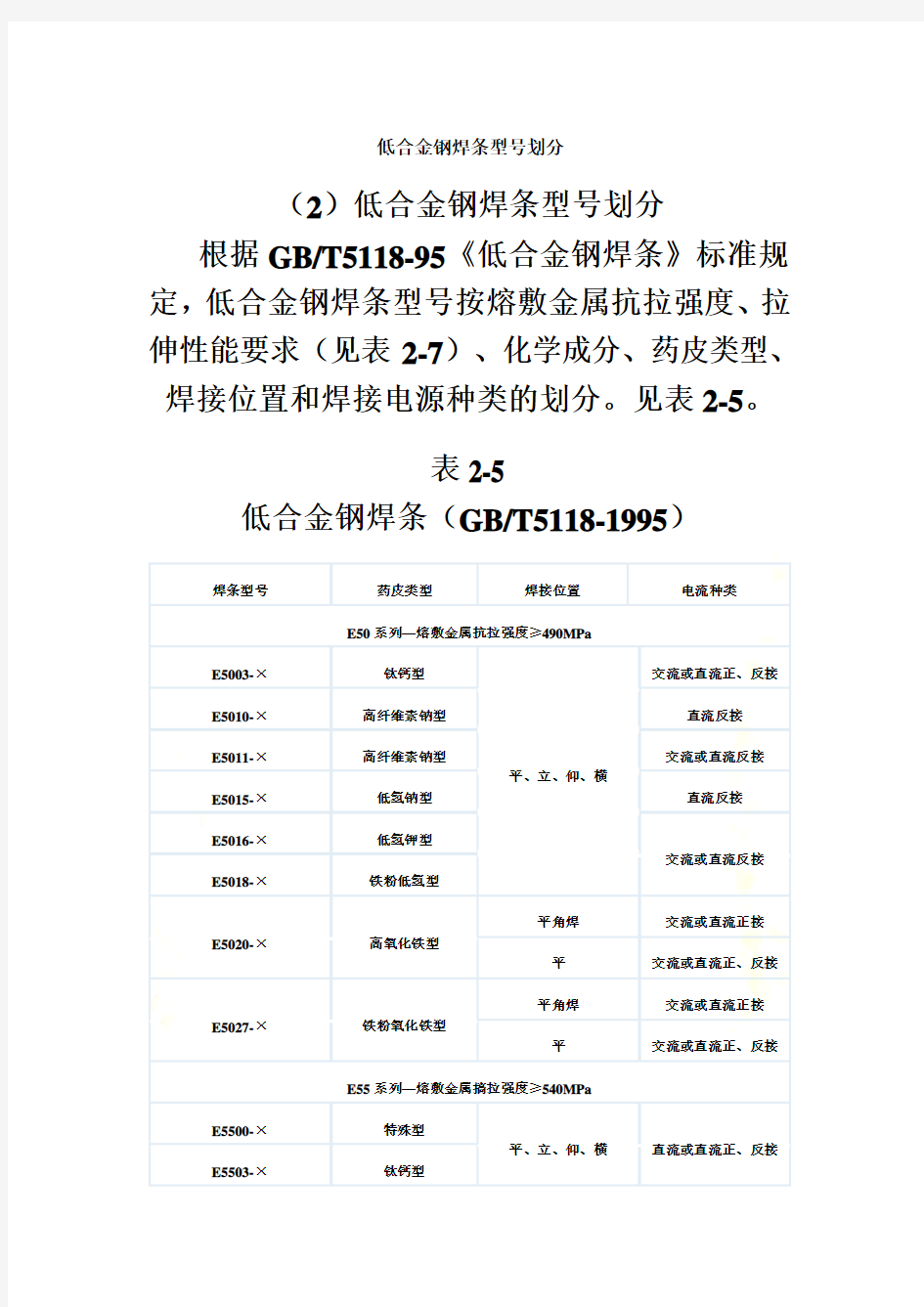
(2)低合金钢焊条型号划分
根据GB/T5118-95《低合金钢焊条》标准规定,低合金钢焊条型号按熔敷金属抗拉强度、拉伸性能要求(见表2-7)、化学成分、药皮类型、焊接位置和焊接电源种类的划分。见表2-5。
表2-5
低合金钢焊条(GB/T5118-1995)
焊条型号药皮类型焊接位置电流种类
E50系列—熔敷金属抗拉强度≥490MPa
E5003-×钛钙型
平、立、仰、横交流或直流正、反接
E5010-×高纤维素钠型直流反接
E5011-×高纤维素钠型交流或直流反接E5015-×低氢钠型直流反接
E5016-×低氢钾型
交流或直流反接
E5018-×铁粉低氢型
E5020-×高氧化铁型
平角焊交流或直流正接
平交流或直流正、反接E5027-×铁粉氧化铁型
平角焊交流或直流正接
平交流或直流正、反接E55系列—熔敷金属搞拉强度≥540MPa
E5500-×特殊型
平、立、仰、横直流或直流正、反接E5503-×钛钙型
E5510-×高纤维素钠型直流反接
E5511-×高纤维素钾型交流或直流反接E5513-×高钛钾型交流或直流正、反接E5515-×低氢钠型直流反接
E5516-×低氢钠型
交流或直流反接
E5518-×铁粉低氢型
E60系列—熔敷金属搞拉强度≥590MPa
E6000-×特殊型
平、立、仰、横焊交流或直流正、反接
E6010-×高纤维素钠型直流反接
E6011-×高纤维素钠型交流或直流反接E6013-×高钛钾型交流或直流正、反接E6015-×低氢钠型直流反接
E6016-×低氢钾型
交流或直流反接
E6018-×铁粉低氢型
E70系列-熔敷金属抗拉强度≥690MPa
E7010-×高纤维素钠型
平、立、仰、横直流反接
E7011-×高纤维素钾型交流或直流反接E7013-×高钛钾型交流或直流正、反接E7015-×低氢钠型直流反接
E7016-×低氢钾型
交流或直流反接
E7018-×铁粉低氢型
E75系列—熔敷金属抗拉强度≥740MPa
E7515-×低氢钠型平、立、仰、横直流反接
E7516-×低氢钾型交流或直流
反接
E7518-×铁粉低氢型
E80系列—熔敷金属抗拉强度≥780MPa
E8015-×低氢钠型
平、立、仰、横直流反接
E8016-×低氢钾型交流或直流
反接
E8018-×铁粉低氢型
E85系列—熔敷金属抗拉强度≥830MPa
E8515-×低氢钠型
平、立、仰、横直流反接
E8516-×低氢钾型交流或直流
反接
E8518-×铁粉低氢型
E90系列—熔敷金属抗拉强度≥880MPa
E9015-×低氢钠型
平、立、仰、横直流反接
E9016-×低氢钾型交流或直流
反接
E9018-×铁粉低氢型
E100系列—熔敷金属抗拉强度≥980MPa
E10015-×低氢钠型
平、立、仰、横直流反接
E10016-×低氢钾型交流或直流
反接E10018-×铁粉低氢型
注: 1.后缀字母×代表熔敷金属化学成分分类代号,如Al、B1、B2等。
2.焊接位置栏中文字涵义:平—平焊;立—立焊;仰—仰焊;横—横焊;平角焊—水平角焊。
3.表中立和仰是指适用于立焊和仰焊的直径不大于
4.0mm的E××15-×、E××16-×、E××18-×型及直
径不大于5.0mm的其他型号焊条。
低合金钢焊条型号编制方法与碳钢焊条基本相同,但后缀字母为熔敷金属化学成分的分类代号,并以短划"--"与前面数字分开。见表2-6,如
还有附加化学成分时,附加化学成分直接用元素符号表示,并以短划“-”与前面后缀字母分开。
表2-6
低合金钢焊条熔敷金属化学成分
(GB/T5118-1995)
焊条型号
化学成分(质量分数)(%)
C Mn P S Si Ni Cr Mo V Nb W B Cu
碳钼钢焊条
E5003-A1
0.120.60
0.0350.035
0.40
————————
E5010-A1 E5011-A1 E5015-A1
0.900.60
E5016-A1
E5018-A10.80
E5020-A10.60
0.40
E5027-A1 1.00
镍钢焊条E5515-C1
0.12 1.250.0350.0350.60 2.00~
2.75
———————
E5516-C1
E5518-C10.80 E5015-C1L
0.05
———0.50—
———————
E5016-C1L
E5018-C1L
E5016-C20.120.60 3.00~
E5018-C20.80 3.75 E5015-C2L
0.150.50
E5016-C2L
E5018-C2L
E5515-C3
0.120.40~
1.25
0.030.030.80
0.80~
1.10
0.150.350.05
E5516-C3
E5518-C3
镍钼钢焊条
E5518-NM0.100.80~
1.25
0.0200.0300.60
0.80~
1.10
0.05
0.40~
0.65
0.02———0.10
锰钼钢焊条
E6015-D1
0.121.25~
1.75
0.0350.035
0.60
——
0.25~
0.45
—————
E6016-D1
E6018-D10.80 E6015-D3
1.00~1.750.60
E6016-D3
E6018-D30.80 E7015-D2
0.151.65~
2.00
0.60
E7016-D2
E7018-D20.80
续表
其它低合金钢焊条
E××03-G—≥1.00——≥0.80≥0.50≥0.30≥0.20≥0.10————
E××10-G E××11-G E××13-G E××15-G E××16-G E××18-G E5020-G
E6018-M
0.100.60~
1.25
0.030.03
0.08
1.40~
1.80
0.150.35
0.05
E7018-M 0.75~
1.70
0.06
1.40~
2.10
0.35
0.25~
0.50
E7518-M 1.30~
1.80
1.25~
2.50
0.40
E8518-M 1.30~
1.80
1.75~
2.50
0.30~
1.50
0.30~
0.55
E8518-M10.80~
1.60
0.0150.0120.65
3.00~
3.80
0.65
0.20~
0.30
E5018-W
0.120.40~
0.70
0.0250.025
0.40~
0.70
0.20~
0.40
0.15~
0.30
—
0.08
0.30~
0.60
E5518-W 0.50~
1.30
0.0350.035
0.35~
0.80
0.40~
0.80
0.45~
0.70
—
0.30~
0.75注:1.焊条型号中的“××”代表焊条的不同抗拉强度等级。
2.表中单值除特殊规定以外,均为最大百分比。
3.E5518-NM型焊条w(Al)不大于0.05%。
4.E××××-G型焊条只要一个元素符合表中规定即可,当有-40℃冲击吸收功要求≥54J时,该焊条型号
标志为E××××-E。
表2-7
低合金钢焊条熔敷金属拉伸性能要求
(GB/T5118-1995)
焊条型号σb/MPa
σs或
σ0.2/MPa
δ5(%)
E5003-×
49049020
E5010-×,E5011-×,E5015-×,E5016-×,E5018-×,
E5020-×,E5027-×,
22
E5500-×,E5503-×
54044016
E5510-×,E5511-×17
E5513-×16 E5515-×17
E5516-×,E5518-×
540
44017 E5516-C3,E5518- C3440~54022
E6000-×
59049014
E6010-×,E6011-×15 E6013-×14 E6015-×,E6016-×,E6018-×15 E6018-M22 E7010-×,E7011-×69059015
E7013-×13 E7015-×,E7016-×,E7018-×15
E7018-M18 E7515-×,E7516-×,E7518-×
13
740640
E7518-M18 E8015-×,E8016-×,E8018-×78069013
E8515-×,E8516-×,E8518-×
12
830740
E8518-M,E8518-M115 E9015-×,E9016-×,E9018-×880780
12 E10015-×,E10016-×,E10018-×980880
注:表中的单值均为最小值。
焊接精英社区,焊接人的家园;在此同大家一起建设社区、一起学习、一起成长。能为社区服务,能认识如此多的焊接界朋友,真是此生一大幸事!
焊条的分类及型号和牌号 一、焊条的分类 1.按用途分类: (1)碳钢焊条:主要用于强度等级较低的低碳钢和低合金钢焊接。 (2)低合金钢焊条:用于低合金高强度钢,含合金元素较低的钼和钻钼耐热钢及低温钢的焊接。 (3)不锈钢焊条:用于含金元素较高的钼耐热钢和钻钼耐热钢及各类不锈钢的焊接。 (4)堆焊焊条:用于金属表面层的堆焊。 (5)铸铁焊条:用于铸铁的焊接和补焊。 (6)铜及铜合金焊条:用于铜及铜合金的焊接、补焊式堆焊。 (7)铝及铝合金焊条:用于铝及铝合金的焊接、补焊式堆焊。 (8)特殊焊条:用于水下焊接。 2.按焊条药皮融化后的熔渣特性分类: (1)酸性焊条:溶渣以酸性氧化物(SiO2、TiO2、FeO3)为主的焊条为酸性焊条。 特点:1)引弧容易、燃烧稳定;
)可用于交、直流电源焊接;2 3)飞溅小、脱渣性好; 4)焊接烟尘少; 5)脱硫性能差、抗热裂纹性能差; )药皮的熔点高,导热慢,焊条端点熔化时药皮套筒 6 长;)焊条端部熔化面呈现内凹型;7 )CaF2(CaO、(2)碱性焊条:溶渣以减性氧化物和氟化钙为主的焊条为减性焊条。)燃烧的稳定性差,主要用于直流焊机焊接;特点:1 )飞溅较大,脱性能差; 2 )烟尘较多,放出氟化氢有毒气体;3 )熔渣流动性好;4 )焊条端面呈现凸型;5
二、焊条的型号X X E XX 焊及型类皮药条焊 接电流种类。 适应的焊接位置。 度强属抗拉敷熔金 的最小值。表示焊条。 三、焊条的牌号通常以一个汉字拼音字母(或汉字)与三位数字表示。拼音字母(或汉字表示焊条各大类,后面的三位数字中,前二位数字表示熔敷金属抗拉强度最低值,第三位数字表示焊条药皮类型及焊接电源种类。 第二节碳钢焊条选用的和使用 碳钢焊条的选用原则一、使用性能要求:1、同种钢的焊接,按钢材抗拉强度等强的原则选用。1) )不同钢号的焊接,按强度较低一侧钢材选用。2承受动负载的焊缝,选用熔敷金属具有较高冲击韧度)3 的焊条。承受静负载的焊缝,选用抗拉强度与母材相当的焊条。)4 、
9建筑钢结构焊工考试要求及工艺 9.1一般规定 9.1.1凡从事建筑钢结构制作和安装施工的焊工,应进行理论知识考试和操作技能考试,并应符合本章的各项规定。 9.1.2操作技能考试包括熔化焊手工操作技能基本考试、附加考试、定位焊考试和机械操作技能考试;取得熔化焊手工操作技能基本考试和附加考试资格的焊工,均应认定为具备相应的定位焊操 作资格。 9.1.3进行资格考试的焊工应根据已经评定合格的焊接工艺参数进行焊接。 9.1.4焊工资格考试的焊接工艺方法分类宜符合下列规定: 1手工操作技能 手工电弧焊;熔化极气体保护焊(包括实芯焊丝及药芯焊丝); 药芯焊丝自保护焊;非熔化极气体保护焊; 2机械操作技能 埋弧焊;熔化极气体保护焊;电渣焊(包括丝极、板极和熔嘴电 渣焊);气电立焊;栓钉焊。 9.1.5焊工考试应由施工企业的焊工技术考试委员会组织和管理,其组成及职责应符合下列要求: 1企业焊工技术考试委员会应由企业主管经理、技术负责人 和技术管理、安全、教育、劳资等部门的代表、焊接主管工程师、中高级检验人员、考试监督人员等组成,实际操作技能考试监督人员应由熟练焊工或焊接技师担任。考试委员会可设办事机构主持日 常工作; 2企业焊工技术考试委员会应报经国家主管部门授权的上级管理机构认证、审批; 3企业焊工技术考试委员会的职责应为:确定报考项目及试 题;监督考试过程;评定考试结果;核实免试及延长有效期资格;提供试件焊接工艺;建立健全焊工考试档案管理制度;监督、记录焊工生产合格率并纳入焊工档案管理。
9.1.6焊工应经理论知识考试合格后方可参加操作技能考试。9.1.7除另有要求外,考试用试板在焊前、焊后均不得进行包括热处理、锤击、预热、后热在内的任何处理。试板坡口应光洁平整 并清除其表面的水、油污、锈蚀等。 9.1.8焊前试板应打上焊工代码钢印和考试项目标识。水平固 定或45°固定的管子还应参照时钟位置打上焊接位置的钟点标识。9.1.9除机械操作技能考试外,考试试板不得加引弧板、引出板;考试试板必须按考试规定的位置放置且不应刚性固定。 9.1.10考试焊工应独立进行各项操作。焊接开始后不得随意更换试板,不得改变焊接方向和焊接位置。 9.1.11考试用的焊条、焊剂应按规定烘干,随用随取。焊丝必须清除油污、锈蚀等污物。采用手工电弧焊进行定位焊时应使用直 径为3.2mm的焊条,其它考试项目焊接材料的规格应符合工艺评定的要求。 9.1.12单面坡口或双面坡口且要求全焊透的焊缝,可清根和清根后打磨。 9.1.13考试过程中,不得对层间和表面焊缝进行打磨或修补,但焊后应将焊渣、飞溅等清除干净。 9.2考试内容及分类 9.2.1焊工资格考试包括理论知识考试和操作技能考试两部分。9.2.2理论知识考试应以焊工必须掌握的基础知识及安全知识 为主要内容,并应按申报焊接方法、类别对应出题,内容范围应符 合下列规定: 1焊接安全知识(《焊接与切割安全》GB9448); 2焊缝符号识别能力(《焊缝符号表示法》GB324、《气焊、手 工电弧焊及气体保护焊焊缝坡口的基本形式和尺寸》GB985);3焊缝外形尺寸要求(《钢结构外形尺寸》GB10854); 4焊接方法表示代号(《金属焊接及钎焊方法在图样上的表示代号》GB5185); 5所报考试焊接方法的特点:焊接工艺参数、操作方法、焊接顺序及
焊条检测 焊条: 焊条检测项目:焊条性能检测、常规元素分析、屈服强度、剪切试验、可靠性试验、力学性能、等等。 焊条检测标准: 焊条 标准名称 GB/T983不锈钢焊条 GB/T984堆焊焊条 GB/T5117碳钢焊条 GB/T5118低合金钢焊条 GB/T3669铝及铝合金焊条 GB/T3670铜及铜合金焊条 GB/T10044铸铁焊条及焊丝 GB/T13814镍及镍合金焊条 AWS SFA-5.1手工电弧焊用碳钢焊条 AWS SFA-5.3手工电弧焊用铝和铝合金焊条AWS SFA-5.4手工电弧焊用不锈钢焊条AWS SFA-5.5手工电弧焊用低合金钢焊条AWS SFA-5.6铜和铜合金药皮焊条 AWS SFA-5.11手工电弧焊用镍和镍合金焊条AWS SFA-5.13手工电弧焊用堆焊焊条 JIS Z3223钼及铬钼钢焊条 EN1599低、中合金电焊条 埋弧焊焊丝GB/T14957熔化焊用钢丝 GB/T17854埋弧焊用不锈钢焊丝和焊剂YB/T5092焊接用不锈钢丝 AWS SFA-5.17埋弧焊用碳钢焊丝和焊剂AWS SFA-5.23埋弧焊用低合金钢焊丝和焊剂AWS SFA-5.9不锈钢光焊丝和填充丝 JIS Z3183钼及铬钼钢焊丝和焊剂 EN12070低、中合金埋弧焊焊丝/焊剂 气体保护焊焊丝GB/T8110气体保护电弧焊用碳钢、低合金钢焊丝GB/T14957熔化焊用钢丝 GB/T14958气体保护电弧焊用钢丝 YB/T5091不锈钢焊丝 GB/T10045碳钢药芯焊丝 GB/T17853不锈钢药芯焊丝
气体保护焊焊丝GB/T9460铜及铜合金焊丝 GB/T10858铝及铝合金焊丝 GB/T15620镍及镍合金焊丝 GB/T17493低合金钢药芯焊丝 AWS SFA-5.7铜和铜合金光焊丝和填充丝 AWS SFA-5.9不锈钢光焊丝和填充丝 AWS SFA-5.10铝和铝合金光焊丝和填充丝 AWS SFA-5.14镍和镍合金光填充丝和焊丝 AWS SFA-5.16钛和钛合金焊丝和填充丝 AWS SFA-5.18气体保护焊用碳钢焊丝和填充丝 AWS SFA-5.20弧焊用碳钢药芯焊丝 AWS SFA-5.21堆焊用光焊丝和填充丝 AWS SFA-5.22弧焊用不锈钢药芯焊丝和钨极气体保护焊 用不锈钢药芯填充丝 AWS SFA-5.26气电焊用碳钢和低合金钢焊丝 AWS SFA-5.28气体保护电弧焊用低合金焊丝和填充丝JIS Z3366低碳钢及高强钢TIG焊丝 焊带JIS Z3322不锈钢焊带 焊剂GB/T5293埋弧焊用碳钢焊丝和焊剂 GB/T12470低合金钢埋弧用焊剂 GB/T17854埋弧焊用不锈钢焊丝和焊剂AWS SFA-5.17埋弧焊用碳钢焊丝和焊剂AWS SFA-5.23埋弧焊用低合金钢焊丝和焊剂
焊条型号与牌号的识别 (一)焊条药皮的作用与类型 1、焊条药皮的基本功能: (1)保护电弧与熔池。药皮比焊芯熔化慢,形成一个套筒,保护金属熔滴顺利地向熔池过渡;同时药皮放出气体和形成熔渣,保护电弧及熔池免受空气的有害作用。熔渣覆盖于熔敷金属表面,也降低了焊缝金属的冷却速度,有利于改善接头性能。 (2)冶金处理。通过冶金反应直到脱氧、脱硫、脱磷等去除杂质作用,同时还对焊缝金属起合金化作用。 (3)赋予焊条良好的焊接工艺性能。使电弧容易引燃,燃烧稳定,减少飞溅,增大熔深,保证焊缝成形等。 (4)满足某些专用焊条的特殊功能。如铁粉焊条药皮内含较多的铁粉,增加了焊条的熔敷系数,提高了焊接生产率。 2、焊条药皮的类型: 3、酸性焊条与碱性焊条: ●药皮在焊接时熔化形成熔渣。焊后熔渣为酸性的焊条称为酸性焊条,反之为碱性焊条。 ●酸性焊条的缺点:酸性焊条的熔渣组成物以酸性氧化物为主,对焊缝金属有较
强的氧化性,致使焊缝金属中合金元素的烧损量较大。同时焊缝金属中氢和氧的含量较高,焊缝金属的力学性能,特别是塑性和韧性较低。 ●酸性焊条的优点:对铁锈、油污及水分引起的气孔敏感性小。酸性焊条用交流或直流电源均可焊接。 ●碱性焊条的优点:碱性焊条的熔渣组成物以碱性氧化物为主,对焊缝金属的氧化性很小,冶金处理效果好。碱性焊条焊接时,药皮分解出CO2作保护气体,保护气体中氢含量很低,因此用碱性焊条焊成的焊缝金属含氢量低,综合力学性能好,特别是塑性、韧性较高。 ●碱性焊条的缺点:对气孔的敏感性较大。 (二)焊条统一编号的意义 焊条通常用型号和牌号来反映其主要性能特点及类别。 ◇焊条型号是以焊条国家标准为依据、反映焊条主要特性的一种表示方法。 ◇焊条牌号是根据焊条的主要用途及性能特点,对焊条产品的具体命名。由焊条厂家制定。 ◇我国焊条行业采用统一牌号:属于同一药皮类型、符合相同焊条型号、性能相似的产品统一命名为一个牌号。如J422、J507。 ★注意:不管是焊条厂自定的牌号,还是全国焊接材料行业统一牌号,都必须在产品样本或标签、质量证明书上注明该产品是“符合国标”、“相当国标”或不加标注(即与国标不符),以便用户结合产品性能要求,对照标准去选用。 ★每种焊条产品只有一个牌号,但多种牌号焊条可同时对应一个型号。如:牌号J507RH 和J507R,型号均为E5015-G。 焊条分类对照
低碳钢及低合金钢焊接施工工艺标准 1 适用范围 本工艺标准适用于低碳钢和低合金强度用钢(热轧、正火低合金钢)手工电弧焊、埋弧自动焊、手工钨极氩弧焊及熔化极气体保护焊的焊接施工。 2 施工准备 2.1 技术准备(施工标准、规范) 2.1.1 《工业金属管道工程施工及验收规范》GB50235 2.1.2 《现场设备、工业管道焊接工程施工及验收规范》GB50236 2.1.3 《石油化工剧毒、可燃介质管道工程施工及验收规范》SH3501 2.1.4 《焊条质量管理规程》JB3223 2.1.5 《钢制压力容器》GB150 2.1.7 《钢制压力容器焊接工艺评定》JB4708 2.1.8 《钢制压力容器焊接规程》JB/T4709 2.1.9 《压力容器无损检测》JB4730 2.2 作业人员 注:焊工合格证考核按《锅炉压力容器压力管道焊工考试与管理规侧》和《现场设备、工业管道焊接工程施工及验收规范》GB50236第5条进行考试。 2.3 材料检查验收 2.3.1 工程材料 2.3.1.1 焊接工程所采用的材料,应符合设计文件的规定。 2.3.1.2 材料应具有出厂合格证和质量证明书。其检验项目及技术要求标准应符合国家标准或行业标准。 2.3.1.3 材料入库前应核对材料牌号和质量证明书。并按相应国家标准或行业标准进行检查和验收2.3.1.4 国外材料应符合合同规定的材料标准,并按相应材料标准进行复验。 2.3.2 焊接材料 2.3.2.1 焊条应符合国家现行的《碳钢焊条》GB5117,《低合金钢焊条》GB5118。 2.3.2.2 焊丝应符合国家现行的《焊接用钢丝》GB1300,《二氧化碳气体保护焊用焊丝》GB8110,焊剂
https://www.doczj.com/doc/eb8288339.html,/hjcl/cl_tg1.htm 使用说明简明表低合金结构钢焊 说明: 低合金结构钢焊条指抗拉强度级以上,用作结构焊接的低合金高强度钢焊条。 选用焊条通常根据钢材化学成分、力学性能、抗裂性能等方面的要求,同时对焊接结构形状、工作条件、受力情况等进行全面考虑,必要时采取一定的工艺措施,保证焊接质量。 1、一般根据钢材强度等级来选相应的焊条,同时考虑焊接结构尺寸、形状、坡口、工作条件、受力情况、综合分析选用需要的焊条和工艺措施。 2、对焊缝冷却速度快,使强度增高,焊缝易产生裂纹的情况,可选用比母材强度低一级的焊条。 3、遇厚板多层焊或焊后正火处理等情况,须防止焊缝强度过低现象出现。 4、对同一强度等级的酸性焊条或碱性焊条的选用,主要考虑工件结构形状、钢板厚度、工作条件等,一般要求塑性好、冲击韧性高、抗裂能力强,要选用碱性(低氢)焊条。 5、对于碳钢与低合金钢或低合金钢与低合金钢之间的异种钢焊接,一般选用与强度等级较低的钢材相对应的焊条。 6、对中碳钢的焊接,由于钢材含碳量较高,增大了焊接裂纹倾向,可选用低氢焊条。并采取预热和缓冷措施。 7、铸钢的焊接,铸钢含碳量很高,且厚度大,形状复杂,极易产生焊接裂纹,当铸钢中合金元素含量较多时更为突出,一般选用低氢焊条,一定采取预热 J506R J507R J506RH J507RH J507Ni J507FeNi J507NiTiB J507NiTiAl J555J556 J556RH J557 J606J606RH J607J607RH J707J707Ni J707RH J757 J757Ni J807 J857J857Cr J907Cr J107 J107Cr
武汉江汉六桥主桥钢箱梁及钢塔柱工程 焊材复验规程 编制人: 审核人: 审批人: 中建钢构有限公司武汉江汉六桥主桥 钢箱梁及钢塔柱工程项目部 二〇一二年十月
目录 一、总则 (2) 二、符号说明 (2) 三、质量证明书 (2) 四、抽检频率及其他要求 (2) 五、试板制作 (3) 5.1实芯CO2焊丝复验试验制作 (3) 5.2药芯CO2焊丝复验试验制作 (3) 5.3手工焊条焊(φ3.2)复验试验制作 (3) 5.4手工焊条焊(φ4.0)复验试验制作 (4) 六、推荐采用的焊接规范参数 (4) 七、焊层顺序 (4) 八、验收规则 (5) 九、实验项目 (5) 9.1实芯CO2焊丝 (5) 9.2药芯CO2焊丝 (5) 9.3手工电弧焊 (5) 十、检验项目结果评定 (5) 十一、附录 (6)
一、总则 1.1 本规程结合项目的具体要求,满足设计及相关强制性执行标准的规定。 1.2 本规程旨在提供焊材的化学成分和熔敷金属力学性能复验的操作程序及思路, 具体的操作标准应符合工程设计及相关强制执行标准的要求。 1.3 焊材的表面质量、外形尺寸、包装等常规随机抽检项目,本规程未作介绍,具 体的要求按相关标准执行。 1.4 试样加工、试验操作过程及试验结果检测等试验工作均由有资质检测单位或有 资质检测人员完成,故本规程对此未作介绍。 1.5 相关参照规范和标准 GB/T14958-1994 气体保护焊用钢丝 GB/T10045-2001 碳钢药芯焊丝 GB/T14957-1994 熔化焊用钢丝 GB/T5118-1995 低合金钢焊条 GB/T5117-1995 碳钢焊条 GB/T17493-1998 低合金钢药芯焊丝 二、符号说明 ) Re:屈服点(原标准为σ s Rm:抗拉强度(原标准为σ ) b ) A:伸长率(原标准为δ 5 三、质量证明书 工程使用的焊材必须有焊材厂的出厂质量证明书,且合同规定的所有检验项目均合格。质量证明书应全数核查,并作为软件资料保存。 四、抽检频率及其他要求 制造厂首次使用的焊接材料应进行化学成分和熔敷金属力学性能检验。 连续使用的同一厂家、同一型号的焊接材料,实芯焊丝逐批进行化学成分检验,焊剂逐批进行熔敷金属力学性能检验,药芯焊丝和焊条每一年进行一次熔敷金属力学性能检验。 同一型号焊接材料在更换厂家后,首个批号应按照相关标准进行化学成分和熔敷金属力学性能检验。
常用焊条型号牌号及特性 1、CHE421是原来的表示方法,实际上按国家标准GB5117《碳钢焊条》和GB5118《低合金钢焊条》的标准,对其中具有药皮的手工电弧焊接用碳钢和低合金焊条的有关型号划分作了统一规定。 2、据查,421焊条现表示方法应为E4313,属高钛型碳钢焊条。其中E表示焊条、43表示熔敷金属抗拉强度最小值、1表示焊条适用于全位置焊接、最后的3表示焊条药皮为钛钙型,可采用交流或直流正、反接电源焊接。 3、所谓的普通焊条,即是指常用的焊条,即手工电弧焊(在工地现场常见)的所用的电焊条(在焊芯外表上一层涂料,尾部有一段裸露部分,用于焊钳的夹持)。普通焊条主要由如下几种: (1)对低碳钢结构件,一般选用钛钙型的E4303(J422)或E5023(J502)焊条; (2)对要求塑性、韧性及抗裂性较高的重要结构件,选用低氢型E4315(J427)或E5015(J507)焊条。当使用交流焊机焊接时,可选用交直流两用低氢型E4316(J426)或E5016(J506)焊条。 (3)对要求焊缝表面美观、光滑的薄板构件,最好选用钛型E4313(J421)焊条。 (4)对无法很好地消除油锈等脏物和要求溶深较大的焊接构件,最好选用氧化铁型E4320(J424)焊条。 (5)对在大量立焊缝的焊接构件,在条件允许时,可选用专门立向下焊的电焊条,如E4300(J420)焊条。
4、以上是根据用途来区分的普通常用焊条,如根据焊条直径分,则焊条直径取决于焊件厚度来决定,焊条根据其焊芯的大小,通常分为2、2. 5、3.2、4、5、 6毫米等几种,使用最多的普通的是2.5、3.2、4毫米3种,它们的焊接电流分别为50~80A、100~130A、160~200A。 5、另外,再送你个知识,根据焊件厚度选择焊条直径的方法:(1)焊件厚度≤4毫米,选用焊条直径不超过焊件厚度。 (2)焊件厚度4~12毫米,选用焊条直径3~4毫米。 (3)焊件厚度>12毫米,焊条直径≥4毫米。
【焊接材料标准】 ——焊条 GB/T5117--1995 碳钢焊条 GB/T5118--1995 低合金钢焊条 GB/T983—1995 不锈钢焊条 GB984--2001(旧为GB984--85)堆焊焊条 GB/T3670--1995 铜及铜合金焊条 GB3669--2001(旧标准为GB3669--83) 铝及铝合金焊条 GBl0044--88 铸铁焊条及焊丝 GB/T13814—2008(旧标准为GB/T13814—92 )镍及镍合金焊条GB895--86 船用395焊条技术条件 JB/T6964—93 特细碳钢焊条 JB/T8423—96 电焊条焊接工艺性能评定方法 GB3429--2002(替代GB3429--82)碳素焊条钢盘条 JB/DQ7388--88 堆焊焊条产品质量分等 JB/DQ7389--88 铸铁焊条产品质量分等 JB/DQ7390--88 碳钢、低合金钢、不锈钢焊条产品质量分等 JB/T3223--96 焊接材料质量管理规程 ——焊丝 GB/T 14957—94 熔化焊用钢丝 GB/T 14958--94 气体保护焊用钢丝 GB/T 8110--95 气体保护电弧焊用碳钢、低合金钢焊丝 GB 10045--88 碳钢药芯焊丝 GB 9460--2008(旧标准GB9460--83) 铜及铜合金焊丝 GB 10858--89 铝及铝合金焊丝 GB 4242--84 焊接用不锈钢丝 GB/T 15620--2008(旧标准为GB/T15620--1995)镍及镍合金焊丝JB/DQ 7387--88 铜及铜合金焊丝产品质量分 GB/T 12470-2003 埋弧焊用低合金钢焊丝和焊剂 GB/T 1300-1977 焊接用钢丝 GB/T 17493-2008 低合金钢药芯焊丝 GB/T 17853-1999 不锈钢药芯焊丝 GB/T 4241-2006 焊接用不锈钢盘条 GB/T 10044 铸铁焊条及焊丝 JB∕T 4747-2007 承压设备用气体保护电弧焊钢焊丝 ——焊剂 GB5293--1999 (旧为GB5293--85)碳素钢埋弧焊用焊剂 GBl2470--90 低合金钢埋弧焊焊剂 ——钎料、钎剂 GB/T6208--1995 钎料型号表示方法 GBl0859---89 镍基钎料 GBl0046--88 银基钎料
GB/T5118-1995 低合金钢焊条 1 主题内容与适用范围 2 引用标准 3 型号分类 3.1型号原则 3.2型号编制方法 3.3本标准中焊条型号举例如下 4 技术要求 4.1尺寸 4.2药皮 4.3T型接头角焊缝 4.4熔敷金属化学成分 4.5力学性能 4.6焊缝射线探伤 4.7药皮含水量或熔敷金属扩散氢含量 5 试验方法 5.1试验用母材 5.2焊条烘干与焊接电流种类 5.3T型接头角焊缝试验 5.4熔敷金属化学分析 5.5力学性能试验 5.6焊缝射线探伤试验 5.7焊条药皮含水量试验 5.8熔敷金属中扩散氢含量试验 5.9吸潮试验 6 检验规则 7 包装、标记、质量证明书 附录A 低合金钢焊条标准有关规定的简要说明(参考件) 附录B 药皮含水量试验装置的改进(参考件) 附加说明 1主题内容与适用范围 本标准规定了低合金钢焊条型号分类、技术要求、试验方法及检验规则等内容。 本标准适用于药皮焊条电弧焊接用低合金钢焊条。 2引用标准 GB700碳素结构钢 GB/T1591低合金高强度结构钢 GB223.1-223.24钢铁及合金化学分析方法 GB2652焊缝及熔敷金属拉伸试验方法 GB2650焊接接头冲击试验方法 GB2653焊接接头弯曲及压扁试验方法 GB3323钢熔化焊对接接头射线照相和质量分级 GB/T3965熔敷金属中扩散氢测定方法 3型号分类
3.1型号划分原则 焊条型号根据熔敷金属的力学性能、药皮类型、焊接位置和焊接电流种类划分,见表1及表2。3.2型号编制方法: 字母“E“表示焊条;前两位数字表示熔敷金属抗拉强度的最小值;第三位数字表示焊条的焊接位置,“0“及“1“表示焊要适用于全位置焊接(平、立、仰、横),“2“表示焊条适用于平焊及及平角焊,第三位和第四位数组合时表示焊接电流种类及药皮类型。后缀字母为熔敷金属的化学成分分类代号,并以短划“-“与前面数字分开,若还具有附加化学成分时,附加化学成分直接用元素符号表示,并在短划“-“与前面后缀字母分开。对于E50XX-X、E55XX-X、E60XX -X型低氢焊条在熔敷金属化学成分分类后缀字母或附加化学成分后面加字母“R“时,表示耐吸潮焊条。 表1
中国药芯焊丝行业现状 Present status of flux cored wire industry in China 国家焊接材料质量监督检验中心马凤辉李春范 摘要:介绍了近年来中国药芯焊丝的国产量、进口量及价格、国内生产企业及生产线现状、几种主要药芯焊丝产品类别在国内市场的应用量和应用领域,对中国药芯焊丝的行业现状作了全面的概括。 Present status of flux cored wire industry in China China national quality supervision and test center of welding consumables Ma Fenghui Li Chunfan Abstract The domestic output, import quantity and the price, domestic enterprises and production lines status in recent years are introduced. The consumable quantity and applied fields of several main flux cored wires in domestic market are also introduced. Present statues of flux cored wire industry is briefly described. Key words: flux cored wire Present status 关键词:药芯焊丝行业现状 Key words: flux cored wire Present status 1、中国药芯焊丝行业概况 国产药芯焊丝真正生产始于1987年北京焊条厂从英国CPV公司的CORWIRE工厂引进一条全连扎式药芯焊丝生产线。自1993年至1998年是药芯焊丝生产设备引进的高峰期,至2002年,已先后有17个企业分别从英国、美国、日本、乌克兰、德国、意大利、瑞典、台湾等国家和地区引进24条生产线。目前国内共有药芯焊丝生产企业29家,生产线总计48条(引进生产线24条、自制生产线24条),其中采用钢带法的43条,采用盘条法的4条,采用钢管法的1条。 目前我国药芯焊丝产品品种主要有钛型气保护、碱性气保护和耐磨堆焊(主要是埋弧堆焊类)三大系列,适用于碳钢、低合金高强钢、不锈钢等,大体可满足一般工程结构焊接需求。在产品质量方面,用于结构钢焊接的E71T—1钛型气保护药芯焊丝产品质量已经有了突破性的提高,而碱性药芯焊丝的产品质量仍然有待进一步提高。 药芯焊丝的国产量从1996年不足千吨(以粗丝为主),发展到2001年的近1.2万吨(以细丝为主),平均每年以超过50℅的增长率在发展。应用领域也从造船-海洋结构行业逐步扩大到建筑-桥梁、重型机械、锅炉-压力容器、输送管道、钢结构等多个行业。 在生产设备上已研制出钢带法生产线、盘条法生产线和钢管法生产线,已具备了一定的生产设备设计和制造能力。其中,国产钢带法生产线已稳定的在实际生产
药芯焊丝牌号对照表
字体大小:大 | 中 | 小 2009-04-17 16:13 - 阅读:812 - 评论:1
药芯焊丝牌号对照表
序 号
符 合 GB
结构钢用药芯焊丝
相当标准 AWS JIS
Z3313 1 GB/T 10045-2001 E500T-1 A5.20 E70T-1 YFW-C50DR Z3313 2 GB/T 10045-2001 E501T-1 A5.20 E71T-1 YFW-C50DR Z3313 3 GB/T 10045-2001 E500T-5 A5.20 E70T-5 YFW-C503B A5.29 4 -----------E81T1-Ni1 5 GB/T 10045-2001 E500T-1 A5.20 E70T-1 YFW-C603R Z3313 YFW-C50DR Z3313 YFL-C504R Z3320 YFA-50W Z3313
6 -----------7 ------------
----------------A5.29
8 GB/T 17493-1998 E550T1-W E80T1-W 耐热钢用药芯焊丝 9 GB/T 17493-1998 E551T1-A1 A5.29 E81T1-A1 A5.29 E81T1-B1
Z3320 YFA-58W
Z3318 YFM-C
10 GB/T 17493-1998 E551T1-B1
Z3318 YFCM-C Z3318 YF1CM-C
11 GB/T 17493-1998 E551T1-B2 A5.29
请楼主看清,板材焊接与管道焊接方法是不同的,是否需要坡口,是否是氩弧焊(如TIG 热丝焊)+手工焊(SMAW),还是直接SMAW(这种通常要求焊透),所以焊接材料不同。 母材牌号规格焊条牌号焊丝牌号焊接方法接头形式焊接位置电流种类焊接电流 304 δ=6A102 SMAW V 2G DC 70~100 316L δ=10A022 SMAW △2F DC 110 316L Φ60×2E316L-15 ER316L TIG/SMAW V 5G DC 60~90 304L Φ114×6A002 H00Cr21Ni10 TIG+SMAW V 5 G DC 65~85 附加:304(18Cr-8Ni) 最普通使用的钢种。耐蚀性、耐热性、低温强度、机械性能良好。深冲、折弯等常温加工性能良好。热处理后不产生硬化。 304L(18Cr-8Ni-LowC)为低碳304钢。耐蚀性在普通状态下与304相似。但在焊接后或解除应力后抗晶间腐蚀性良好。 316因添加了Mo,其耐蚀性、耐孔蚀、耐高温强度优良,使用在恶劣环境中。加工硬化性优秀。 316L低碳316钢,保留316钢的特点,耐晶间腐蚀能力良好 常用不锈钢焊丝牌号近似对照 来源:我要不锈钢 [大中小] 添加收藏 我要评论(0)
2008-5-12 16:53:00 中国德国法国日本 GB DIN NF JIS 1H0Cr14X8Cr14Z8C13~ Y410 2H1Cr17X8Cr18Z8C17Y430 3H0Cr19Ni12Mo2X5CrNiMo19 11Y316(1) 4H00Cr19Ni12Mo2X2CrNiMo19 12Y316L 5H00Cr19Ni12Mo2Cu2X2CrNiMO19 12-Y316J1L 6H0Cr20Ni14Mo3--Y317 7-~ X2CrNiMo18 16 5Y317L 8-X5CrNiMoNb19 12- 9H0Cr20Ni10Nb X5CrNiNb19 9Y347 10H0Cr20Ni10Ti--Y321 11H0Cr21Ni10X5CrNi19 9Y308(1) 12H00Cr21Ni10X2CrNi19 9Y308L(1) 13H1Cr24Ni13X12CrNi22 12Y309 14-X2CrNi24 12Y309L 15H1CrNi13Mo2--Y309Mo 16H0Cr26Ni21X2CrNiNb24 12-- 17H1Cr26Ni21X12CrNi25 20Y310 18-X40CrNi25 21-- 19- 常用不锈钢焊丝牌号近似对照 来源:我要不锈钢[大中小] 添加收藏
ASME常用焊材规范表 SFA-5.01填充金属采购导则(1) SFA-5.1/SFA-5.1M手工电弧焊用碳钢焊条标准(9) SFA-5.2氧燃气焊接用碳钢和低合金钢填充丝标准(42) SFA-5.3/SFA-5.3M手工电弧焊用铝和铝合金焊条标准(48) SFA-5.4/SFA-5.4M手工电弧焊用不锈钢焊条标准(58) SFA-5.5/SFA-5.5M手工电弧焊用低合金钢焊条标准(87) SFA-5.6铜和铜合金药皮焊条标准(129) SFA-5.7铜和铜合金光焊丝和填充丝标准(145) SFA-5.8/SFA-5.8M钎焊和钎接焊填充金属标准(154) SFA-5.9/SFA-5.9M不锈钢光焊丝和填充丝标准(181) SFA-5.10/SFA-5.10M铝和铝合金光焊丝和填充丝标准(203) SFA-5.11/SFA-5.11M手工电弧焊镍和镍合金焊条标准(227) SFA-5.12/SFA-5.12M电弧焊和切割用钨和钨合金电极标准(253) SFA-5.13手工电弧焊用堆焊焊条标准(264) SFA-5.14/SFA-5.14M镍和镍合金光填充丝和焊丝标准(281) SFA-5.15铸铁用焊条、焊丝和填充丝标准(300) SFA-5.16/SFA-5.16M钛和钛合金焊丝和填充丝标准(314) SFA-5.17/SFA-5.17M埋弧焊用碳钢焊丝和焊剂标准(329) SFA-5.18/SFA-5.18M气体保护焊用碳钢焊丝和填充丝标准(352) SFA-5.20/SFA-5.20M弧焊用碳钢药芯焊丝标准(375) SFA-5.21堆焊用光焊丝和填充丝标准(404) SFA-5.22弧焊用不锈钢药芯焊丝和钨极气体保护焊用不锈钢药芯填充丝标准
焊材复验规程
武汉江汉六桥主桥钢箱梁及钢塔柱工程 焊材复验规程 编制人: 审核人: 审批人: 中建钢构有限公司武汉江汉六桥主桥 钢箱梁及钢塔柱工程项目部 二〇一二年十月
目录 一、总则 (2) 二、符号说明 (2) 三、质量证明书 (2) 四、抽检频率及其他要求 (2) 五、试板制作 (3) 焊丝复验试验制作 (3) 5.1实芯CO 2 5.2药芯CO 焊丝复验试验制作 (3) 2 5.3手工焊条焊(φ3.2)复验试验制作 (4) 5.4手工焊条焊(φ4.0)复验试验制作 (4) 六、推荐采用的焊接规范参数 (5) 七、焊层顺序 (6) 八、验收规则 (6) 九、实验项目 (6) 焊丝 (6) 9.1实芯CO 2 9.2药芯 CO 焊丝 (6) 2 9.3手工电弧焊 (6) 十、检验项目结果评定 (6) 十一、附录 (7)
一、总则 1.1 本规程结合项目的具体要求,满足设计及相关强制性执行标准的规定。 1.2 本规程旨在提供焊材的化学成分和熔敷金属力学性能复验的操作程序及思路, 具体的操作标准应符合工程设计及相关强制执行标准的要求。 1.3 焊材的表面质量、外形尺寸、包装等常规随机抽检项目,本规程未作介绍,具 体的要求按相关标准执行。 1.4 试样加工、试验操作过程及试验结果检测等试验工作均由有资质检测单位或有 资质检测人员完成,故本规程对此未作介绍。 1.5 相关参照规范和标准 GB/T14958-1994 气体保护焊用钢丝 GB/T10045-2001 碳钢药芯焊丝 GB/T14957-1994 熔化焊用钢丝 GB/T5118-1995 低合金钢焊条 GB/T5117-1995 碳钢焊条 GB/T17493-1998 低合金钢药芯焊丝 二、符号说明 ) Re:屈服点(原标准为σ s Rm:抗拉强度(原标准为σ ) b ) A:伸长率(原标准为δ 5 三、质量证明书 工程使用的焊材必须有焊材厂的出厂质量证明书,且合同规定的所有检验项目均合格。质量证明书应全数核查,并作为软件资料保存。 四、抽检频率及其他要求 制造厂首次使用的焊接材料应进行化学成分和熔敷金属力学性能检验。 连续使用的同一厂家、同一型号的焊接材料,实芯焊丝逐批进行化学成分检验,焊剂逐批进行熔敷金属力学性能检验,药芯焊丝和焊条每一年进行一次熔敷金属力学性能检验。 同一型号焊接材料在更换厂家后,首个批号应按照相关标准进行化学成分和熔敷金属力学性能检验。
药芯焊丝牌号对照表 序号 符合相当标准 GB AWS JIS 结构钢用药芯焊丝 1GB/T 10045-2001 E500T-1A5.20 E70T-1Z3313 YFW-C50DR 2GB/T 10045-2001 E501T-1A5.20 E71T-1 Z3313 YFW-C50DR 3GB/T 10045-2001 E500T-5A5.20 E70T-5Z3313 YFW-C503B 4------------ A5.29 E81T1-Ni1 Z3313 YFW-C603R 5GB/T 10045-2001 E500T-1A5.20 E70T-1Z3313 YFW-C50DR 6---------------------Z3313 YFL-C504R 7---------------------Z3320 YFA-50W 8GB/T 17493-1998 E550T1-W A5.29 E80T1-W Z3320 YFA-58W 耐热钢用药芯焊丝 9GB/T 17493-1998 E551T1-A1 A5.29 E81T1-A1 Z3318 YFM-C 10GB/T 17493-1998 E551T1-B1A5.29 E81T1-B1 Z3318 YFCM-C 11GB/T 17493-1998 E551T1-B2A5.29 E81T1-B2 Z3318 YF1CM-C 12-------------------------------- 13GB/T 17493-1998 E601T1-B3 A5.29 E91T1-B3 Z3318 YF2CM-C 气保焊不锈钢药芯焊丝
1.For personal use only in study and research; not for commercial use 2. 3.焊条型号与牌号 焊条型号是国家标准中规定的焊条代号。焊接结构生产中应用最广的碳钢焊条和低合金钢焊条,相应的国家标准是GB/T5117和GB/T5118。标准规定,碳钢焊条型号由字母E和四位数字组成。 如:“E4301”,其含义如下: 在我国已公布的碳钢焊条型号中,代表熔敷金属抗拉强度最小值的数字仅有:“43”和“50”系列两种。 焊条牌号是焊条生产行业统一的焊条代号。表,“×××”代表数字,前两位数字代表焊缝金属抗拉强度等级。末尾数字表示焊条的药皮类型和焊接电流种类(表 表4.2.3 部分常用碳钢焊条型号与牌号对应表焊条型号是根据熔敷金属抗拉强度、药皮类型、焊接位置、电流种类及极性划分的,以便供用户选焊条时参考。但同一种焊条型号可能有不同性能的几种焊条牌号与之对应。如J427和J427Ni属于同一种焊条型号E4315。
仅供个人用于学习、研究;不得用于商业用途。 For personal use only in study and research; not for commercial use. Nur für den pers?nlichen für Studien, Forschung, zu kommerziellen Zwecken verwendet werden. Pour l 'étude et la recherche uniquement à des fins personnelles; pas à des fins commerciales. толькодля людей, которые используются для обучения, исследований и не должны использоваться в коммерческих целях. 以下无正文
药
芯
焊
丝
牌
号
对
照
表
药芯焊丝牌号对照表
序
符合
号
GB
结构钢用药芯焊丝
相当标准
AWS
JIS
1 GB/T 10045-2001 E500T-1
A5.20 E70T-1 Z3313 YFW-C50DR
2 GB/T 10045-2001 E501T-1
A5.20 E71T-1 Z3313 YFW-C50DR
3 GB/T 10045-2001 E500T-5
A5.20 E70T-5 Z3313 YFW-C503B
4 ------------
A5.29 E81T1-Ni1
Z3313 YFW-C603R
5 GB/T 10045-2001 E500T-1
A5.20 E70T-1 Z3313 YFW-C50DR
6 ------------
---------
Z3313 YFL-C504R
7 ------------
---------
Z3320 YFA-50W
8 GB/T 17493-1998 E550T1-W 耐热钢用药芯焊丝
9 GB/T 17493-1998 E551T1-A1 10 GB/T 17493-1998 E551T1-B1 11 GB/T 17493-1998 E551T1-B2 12 -----------13 GB/T 17493-1998 E601T1-B3
气保焊不锈钢药芯焊丝
A5.29 E80T1-W Z3320 YFA-58W
A5.29 E81T1-A1 A5.29 E81T1-B1 A5.29 E81T1-B2
----------
A5.29 E91T1-B3
Z3318 YFM-C Z3318 YFCM-C Z3318 YF1CM-C ---------Z3318 YF2CM-C
实用标准
药芯焊丝牌号对照表
药芯焊丝牌号对照表
序
符合
号
GB
相当标准
AWS
JIS
结构钢用药芯焊丝
1 GB/T 10045-2001 E500T-1
A5.20 E70T-1 Z3313 YFW-C50DR
2 GB/T 10045-2001 E501T-1
A5.20 E71T-1 Z3313 YFW-C50DR
3 GB/T 10045-2001 E500T-5
A5.20 E70T-5 Z3313 YFW-C503B
4 ------------
A5.29 E81T1-Ni1 Z3313 YFW-C603R
5 GB/T 10045-2001 E500T-1 6 -----------7 ------------
A5.20 E70T-1 -----------------
Z3313 YFW-C50DR Z3313 YFL-C504R Z3320 YFA-50W
8 GB/T 17493-1998 E550T1-W
A5.29 E80T1-W Z3320 YFA-58W
耐热钢用药芯焊丝 9 GB/T 17493-1998 E551T1-A1 10 GB/T 17493-1998 E551T1-B1 11 GB/T 17493-1998 E551T1-B2 12 -----------13 GB/T 17493-1998 E601T1-B3
气保焊不锈钢药芯焊丝 14 GB/T 17853-1999 E308T1-1 15 GB/T 17853-1999 E308LT1-1 16 GB/T 17853-1999 E309T0-1 17 GB/T 17853-1999 E309LT0-1 18 GB/T 17493-1999 E309MoT0-1 19 GB/T 17853-1999 E316T0-1 20 GB/T 17853-1999 E316LT0-1 21 GB/T 17853-1999 E347T1-1 22 GB/T 17853-1999 E410T0-1
A5.29 E81T1-A1 Z3318 YFM-C
A5.29 E81T1-B1 Z3318 YFCM-C
A5.29 E81T1-B2 Z3318 YF1CM-C
----------
----------
A5.29 E91T1-B3 Z3318 YF2CM-C
A5.22 E308T-1 Z3323 YF308C A5.22 E308LT-1 Z3323 YF308LC A5.22 E309T-1 Z3323 YF309C A5.22 E309LT-1 Z3323 YF309LC ---------- Z3323 YF309MoC A5.22 E316T-1 Z3323 YF316C A5.22 E316LT-1 Z3323 YF316LC A5.22 E347T-1 Z3323 YF347C A5.22 E410T-1 Z3323 YF410C
文案大全