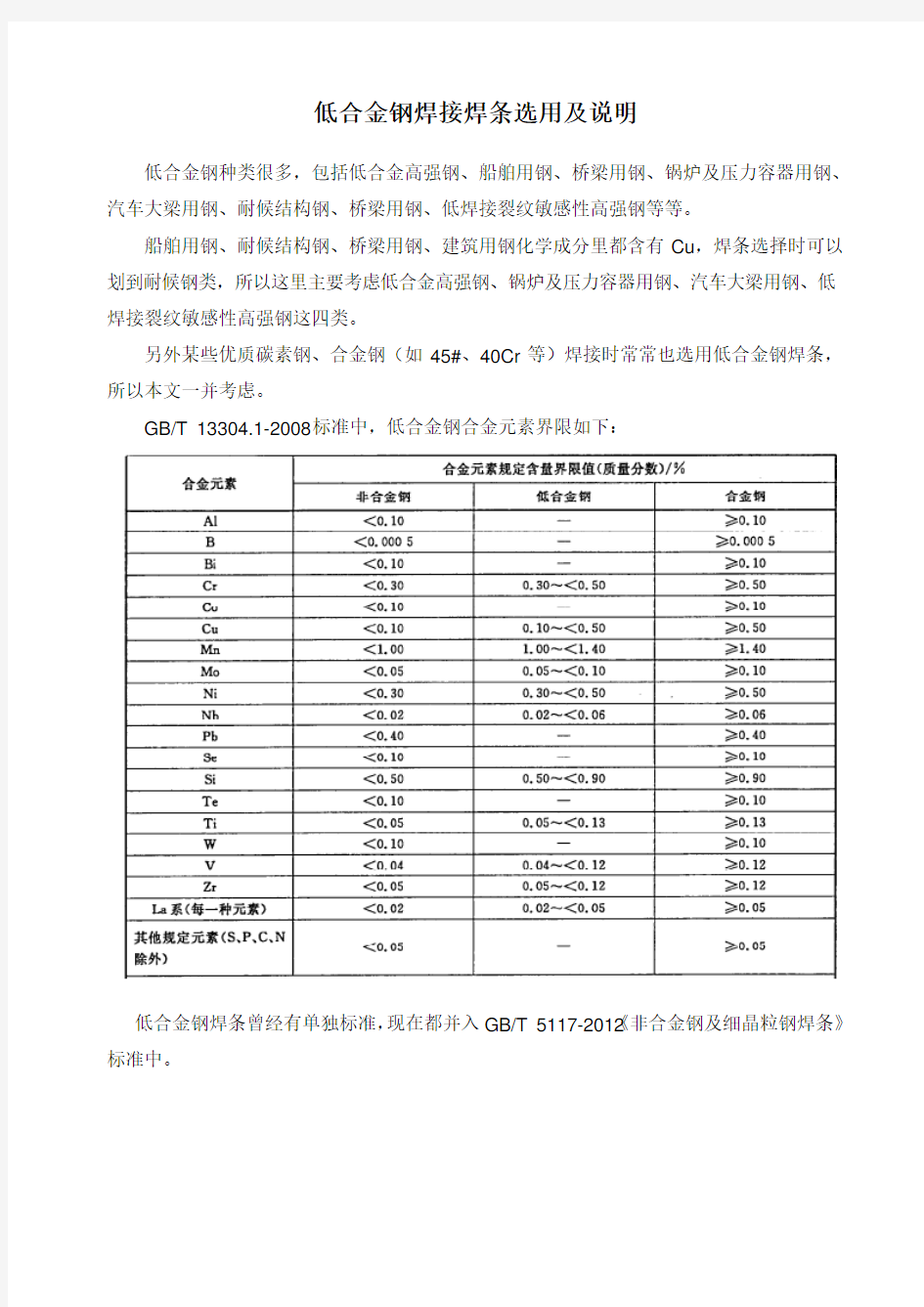
常用耐热钢的焊接工艺 耐热钢是指钢再高温条件下既具有热稳定性,又具有热强性的 钢材。热稳定性是指钢材在高温条件下能保持化学稳定性(耐腐蚀、 不氧化)。热强性是指钢材在高温条件下具有足够的强度。其中耐热 性能主要通过铬、钼、钒、钛、铌等合金元素来保证,因此在焊接材 料的选择上应根据母材的合金元素含量来确定。耐热钢在石油石化工业装置施工中应用较为广泛,我们能够经常接触到的多为合金含量较 低的珠光体耐热钢,如15CrMo,1Cr5Mo等。 1铬钼耐热钢的焊接性 铬和钼是珠光体耐热钢的主要合金元素,显著提高金属的高温强度和高温抗氧化性,但它们使金属的焊接性能变差,在焊缝和热影响区具有淬应倾向,焊后在空气中冷却易产生硬而脆的马氏体组织,不仅影响焊接接头的机械性能,而且产生很大的内应力,从而产生冷裂倾向。 因此耐热钢焊接时的主要问题是裂纹,而形成裂纹的三要素是: 组织、应力和焊缝中的含氢量,因此制定合理的焊接工艺尤为重 要。 2珠光体耐热钢焊接工艺 2.1坡口 坡口的加工通常用火焰或者等离子切割工艺,必要时切割也要预热,打磨干净后做PT检验,去除坡口上的裂纹。通常选用V型坡口, 坡口角度为60°,从防止裂纹的角度考虑,坡口角度大些有利,但
是增加了焊接量,同时将坡口及内处两侧打磨干净,去除油污、铁锈及水份等污物(去氢、防止气孔)。 2.2组对 要求不能强制组对,防止产生内应力,由于铬钼耐热钢裂纹倾 向较大,故在焊接时焊缝的拘束度不能过大,以免造成过大的刚度,特别在厚板焊接时,妨碍焊缝自由收缩的拉筋、夹具和卡具等应尽量避免使用。 2.3焊接方法的选用 目前,我们石油石化安装单位管线焊接常用的焊接方法是钨极氩弧焊打底,焊条电弧焊填充盖面,其它焊接方法还有熔化极惰性气体保护焊(MIG焊)、CO2气体保护焊、电渣焊和埋弧自动焊等。 2.4焊接材料的选择 选配焊接材料的原则,焊缝金属的合金成分与强度性能基本上要与母材相应指标一致或者应达到产品技术条件提出的最低性能指标。而且为了降低氢含量应先用低氢型碱性焊条,焊条或者焊剂应按规定工艺烘干,随用随取,要装在焊条保温桶中随用随取,焊条再保温桶内不得超过4个小时,否则应重新烘干,烘干次数不得超过三次,这在具体施工过程中都有详细的规定。铬钼耐热钢手弧焊时,也可选用奥氏体不锈钢焊条,如A307焊条,但焊前仍需要预热,这种方法适用于焊件焊后不能热处理的情况。 耐热钢焊材选用表如下所示:
焊条的分类及型号和牌号 一、焊条的分类 1.按用途分类: (1)碳钢焊条:主要用于强度等级较低的低碳钢和低合金钢焊接。 (2)低合金钢焊条:用于低合金高强度钢,含合金元素较低的钼和钻钼耐热钢及低温钢的焊接。 (3)不锈钢焊条:用于含金元素较高的钼耐热钢和钻钼耐热钢及各类不锈钢的焊接。 (4)堆焊焊条:用于金属表面层的堆焊。 (5)铸铁焊条:用于铸铁的焊接和补焊。 (6)铜及铜合金焊条:用于铜及铜合金的焊接、补焊式堆焊。 (7)铝及铝合金焊条:用于铝及铝合金的焊接、补焊式堆焊。 (8)特殊焊条:用于水下焊接。 2.按焊条药皮融化后的熔渣特性分类: (1)酸性焊条:溶渣以酸性氧化物(SiO2、TiO2、FeO3)为主的焊条为酸性焊条。 特点:1)引弧容易、燃烧稳定;
)可用于交、直流电源焊接;2 3)飞溅小、脱渣性好; 4)焊接烟尘少; 5)脱硫性能差、抗热裂纹性能差; )药皮的熔点高,导热慢,焊条端点熔化时药皮套筒 6 长;)焊条端部熔化面呈现内凹型;7 )CaF2(CaO、(2)碱性焊条:溶渣以减性氧化物和氟化钙为主的焊条为减性焊条。)燃烧的稳定性差,主要用于直流焊机焊接;特点:1 )飞溅较大,脱性能差; 2 )烟尘较多,放出氟化氢有毒气体;3 )熔渣流动性好;4 )焊条端面呈现凸型;5
二、焊条的型号X X E XX 焊及型类皮药条焊 接电流种类。 适应的焊接位置。 度强属抗拉敷熔金 的最小值。表示焊条。 三、焊条的牌号通常以一个汉字拼音字母(或汉字)与三位数字表示。拼音字母(或汉字表示焊条各大类,后面的三位数字中,前二位数字表示熔敷金属抗拉强度最低值,第三位数字表示焊条药皮类型及焊接电源种类。 第二节碳钢焊条选用的和使用 碳钢焊条的选用原则一、使用性能要求:1、同种钢的焊接,按钢材抗拉强度等强的原则选用。1) )不同钢号的焊接,按强度较低一侧钢材选用。2承受动负载的焊缝,选用熔敷金属具有较高冲击韧度)3 的焊条。承受静负载的焊缝,选用抗拉强度与母材相当的焊条。)4 、
焊条检测 焊条: 焊条检测项目:焊条性能检测、常规元素分析、屈服强度、剪切试验、可靠性试验、力学性能、等等。 焊条检测标准: 焊条 标准名称 GB/T983不锈钢焊条 GB/T984堆焊焊条 GB/T5117碳钢焊条 GB/T5118低合金钢焊条 GB/T3669铝及铝合金焊条 GB/T3670铜及铜合金焊条 GB/T10044铸铁焊条及焊丝 GB/T13814镍及镍合金焊条 AWS SFA-5.1手工电弧焊用碳钢焊条 AWS SFA-5.3手工电弧焊用铝和铝合金焊条AWS SFA-5.4手工电弧焊用不锈钢焊条AWS SFA-5.5手工电弧焊用低合金钢焊条AWS SFA-5.6铜和铜合金药皮焊条 AWS SFA-5.11手工电弧焊用镍和镍合金焊条AWS SFA-5.13手工电弧焊用堆焊焊条 JIS Z3223钼及铬钼钢焊条 EN1599低、中合金电焊条 埋弧焊焊丝GB/T14957熔化焊用钢丝 GB/T17854埋弧焊用不锈钢焊丝和焊剂YB/T5092焊接用不锈钢丝 AWS SFA-5.17埋弧焊用碳钢焊丝和焊剂AWS SFA-5.23埋弧焊用低合金钢焊丝和焊剂AWS SFA-5.9不锈钢光焊丝和填充丝 JIS Z3183钼及铬钼钢焊丝和焊剂 EN12070低、中合金埋弧焊焊丝/焊剂 气体保护焊焊丝GB/T8110气体保护电弧焊用碳钢、低合金钢焊丝GB/T14957熔化焊用钢丝 GB/T14958气体保护电弧焊用钢丝 YB/T5091不锈钢焊丝 GB/T10045碳钢药芯焊丝 GB/T17853不锈钢药芯焊丝
气体保护焊焊丝GB/T9460铜及铜合金焊丝 GB/T10858铝及铝合金焊丝 GB/T15620镍及镍合金焊丝 GB/T17493低合金钢药芯焊丝 AWS SFA-5.7铜和铜合金光焊丝和填充丝 AWS SFA-5.9不锈钢光焊丝和填充丝 AWS SFA-5.10铝和铝合金光焊丝和填充丝 AWS SFA-5.14镍和镍合金光填充丝和焊丝 AWS SFA-5.16钛和钛合金焊丝和填充丝 AWS SFA-5.18气体保护焊用碳钢焊丝和填充丝 AWS SFA-5.20弧焊用碳钢药芯焊丝 AWS SFA-5.21堆焊用光焊丝和填充丝 AWS SFA-5.22弧焊用不锈钢药芯焊丝和钨极气体保护焊 用不锈钢药芯填充丝 AWS SFA-5.26气电焊用碳钢和低合金钢焊丝 AWS SFA-5.28气体保护电弧焊用低合金焊丝和填充丝JIS Z3366低碳钢及高强钢TIG焊丝 焊带JIS Z3322不锈钢焊带 焊剂GB/T5293埋弧焊用碳钢焊丝和焊剂 GB/T12470低合金钢埋弧用焊剂 GB/T17854埋弧焊用不锈钢焊丝和焊剂AWS SFA-5.17埋弧焊用碳钢焊丝和焊剂AWS SFA-5.23埋弧焊用低合金钢焊丝和焊剂
焊条(covered electrode) 气焊或电焊时熔化填充在焊接工件的接合处的金属条。焊条的材料通常跟工件的材料相同。 焊条的组成 焊条由焊芯及药皮两部分构成。焊条是在金属焊芯外将涂料(药皮)均匀、同心地压涂在焊芯上。焊条种类不同,焊芯也不同。焊芯即焊条的金属芯,为了保证焊缝的质量与性能,对焊芯中各金属元素的含量都有严格的规定,特别是对有害杂质(如硫、磷等)的含量,应有严格的限制,优于母材。焊芯成分直接影响着焊缝金属的成分和性能,所以焊芯中的有害元素要尽量少。 焊接碳钢及低合金钢的焊芯,一般都选用低碳钢作为焊芯,并填加锰、硅、铬、镍等成分 (详见焊丝国家标准GB1300 一77)。采用低碳的原因一方面是含碳量低时钢丝塑性好,焊丝拉 拔比较容易,另一方面可降低还原性气体CO 含量,减少飞溅或气孔,并可增高焊缝金属凝固时的温度,对仰焊有利。加入其他合金元素主要为保证焊缝的综合机械性能,同时对焊接工艺性能及去除杂质,也有一定作用。 高合金钢以及铝、铜、铸铁等其他金属材料,其焊芯成分除要求与被焊金属相近外,同样也要 控制杂质的含量,并按工艺要求常加入某些特定的合金元素。 焊条就是涂有药皮的供焊条电弧焊使用的熔化电极,它是由药皮和焊芯两部分组成的。在焊条 前端药皮有45 。左右的倒角,这是为了便于引弧。在尾部有一段裸焊芯, 约占焊条总长1/16 ,便于焊钳夹持并有利于导电。焊条的直径实际上是指焊芯直径,通常为2、2. 5、3. 2或3、4、5或6mm等几种规格,常用的是小 3. 2、小4、小5 三种,其长度“L一般在250^450 mm之间。 1.焊芯焊条中被药皮包覆的金属芯称为焊芯。焊芯一般是一根具有一定长度及直径的钢丝。 焊接时,焊芯有两个作用:一是传导焊接电流,产生电弧把电能转换成热能,二是焊芯本身熔化作为填充金属与液体母材金属熔合形成焊缝。 焊条焊接时,焊芯金属占整个焊缝金属的一部分。所以焊芯的学成分,直接影响焊缝的质量。因此,作为焊条芯用的钢丝都单独规定了它的牌号与成分。如果用于埋弧自动焊、电渣焊、气体保护焊、气焊等熔焊方法作填充金属时,则称为焊丝。 (1 )焊芯中各合金元素对焊接的影响 1)碳(C)碳是钢中的主要合金元素,当含碳量增加时,钢的强度、硬度明显提高, 而塑性降低。在焊接过程中,碳起到一定的脱氧作用,在电弧高温作用下与氧发生化合作用,生成一氧化碳和二氧化碳气体,将电弧区和熔池周围空气排除,防止空气中的氧、氮有害气体对熔池产生的不良影响,减少焊缝金属中氧和氮的含量。若含碳量过高,还原作用剧烈,会引起较大的飞溅和气
J422焊条与E50焊条的区别 J422的强度為420MPA,牌号是E4303。 E50**强度在500MPa,常见的有E5015,5016等,相当于J506,J507 J是焊条牌号,中文结jie(结构钢)的首拼。字母后边的参数包括强度、药皮、电源种类等。 E是焊条型号。E是表示焊条,后面的数字一般是4位数,分别表示12强度,34焊接位置和焊接电流种类和药皮类型。 焊条的型号与牌号有何区别 含条的型号是国家标准规定的,其含义包括药皮类型、合金类型、强度、适用焊接电源等等,其分类很细。焊条牌号是生产企业制定的相对比较通用的叫法。如焊条型号E4303对应的牌号是J422 常用的焊条有哪些牌号或是型号? 母材是Q235的,用E4303(J422)焊条,母材是Q345的,用E5016(J506)焊条。 HRB335钢筋焊接时,是否可以采用J422焊条焊接?若不能使用,在哪部规范中有明确的条文。在金属焊接时,焊接材料如何选用? HRB335为二级螺纹钢,屈服强度为335Mpa. 若用于不要求强度或不要求等强度的结构时,可采用J42级焊条.否则采用J50级焊条.
对于结构钢的焊接,一般要求焊缝金属与母材等强度.可按结构钢的强度来选相应强度等级的电焊条. 这里要注意两点: 1.钢材是按屈服强度定等级的,而结构钢焊条的强度等级则是指其抗拉强度的最低保证值.一般是按结构钢抗拉强度保证值来选抗拉强度保证值相同或稍高的焊条. 2.并不是焊缝强度比母材高出越多越好.一般应使焊缝强度等于或稍高于母材.如焊缝强度过高往往有害.有的焊接接头则不要求焊缝与母材等强,对于这些焊缝应选用抗拉强度较低的焊条. 钢筋焊接对焊条有哪些要求? 牌号国家标准美国标准作用及用途 J421 E4313 E6013 焊接低碳钢结构,特别适于薄板小件及要求焊缝表面美观和光洁的盖面焊。 J421Fe E4313 E6013 焊接一般低碳钢结构,特别适于薄板小件及短焊缝的间断焊和要求焊缝表面光洁的盖面焊。 J421Fe16 E4324 E6024 焊接一般低碳钢结构和用于要求表面光洁的盖面焊。
铝及铝合金的焊接特点 (1)铝在空气中及焊接时极易氧化,生成的氧化铝(Al2O3)熔点高、非常稳定,不易去除。阻碍母材的熔化和熔合,氧化膜的比重大,不易浮出表面,易生成夹渣、未熔合、未焊透等缺欠。铝材的表面氧化膜和吸附大量的水分,易使焊缝产生气孔。焊接前应采用化学或机械方法进行严格表面清理,清除其表面氧化膜。在焊接过程加强保护,防止其氧化。钨极氩弧焊时,选用交流电源,通过“阴极清理”作用,去除氧化膜。气焊时,采用去除氧化膜的焊剂。在厚板焊接时,可加大焊接热量,例如,氦弧热量大,利用氦气或氩氦混合气体保护,或者采用大规范的熔化极气体保护焊,在直流正接情况下,可不需要“阴极清理”。 (2)铝及铝合金的热导率和比热容均约为碳素钢和低合金钢的两倍多。铝的热导率则是奥氏体不锈钢的十几倍。在焊接过程中,大量的热量能被迅速传导到基体金属内部,因而焊接铝及铝合金时,能量除消耗于熔化金属熔池外,还要有更多的热量无谓消耗于金属其他部位,这种无用能量的消耗要比钢的焊接更为显著,为了获得高质量的焊接接头,应当尽量采用能量集中、功率大的能源,有时也可采用预热等工艺措施。 (3)铝及铝合金的线膨胀系数约为碳素钢和低合金钢的两倍。铝凝固时的体积收缩率较大,焊件的变形和应力较大,因此,需采取预防焊接变形的措施。铝焊接熔池凝固时容易产生缩孔、缩松、热裂纹及较高的内应力。生产中可采用调整焊丝成分与焊接工艺的措施防止热裂纹的产生。在耐蚀性允许的情况下,可采用铝硅合金焊丝焊接除铝镁合金之外的铝合金。在铝硅合金中含硅0.5%时热裂倾向较大,随着硅含量增加,合金结晶温度范围变小,流动性显著提高,收缩率下降,热裂倾向也相应减小。
焊条的基础知识大全 一、焊条的组成及其作用 涂有药皮的供弧焊用的熔化电极称为电焊条,简称焊条。焊条由焊芯和药皮( 涂层) 组成。通常焊条引弧端有倒角,药皮被除去一部分,露出焊芯端头,有的焊条引弧端涂有引弧剂,使引弧更容易。在靠近夹持端的药皮上印有焊条牌号。 焊条中被药皮包覆的金属芯称焊芯。焊条电弧焊时,焊芯与焊件之间产生电弧并熔化为焊缝的填充金属。焊芯既是电极,又是填充金属。按国家标准 GB/1495.7-1999 《焊接用钢丝》和GB/17854—1999 《焊接用不锈钢丝》的规定,用于焊芯的专用的金属丝( 称焊丝)分为碳素结构钢、低合金结构钢和不锈钢3类。焊芯的成分将直接影响着熔敷金属的成分和性能,各类焊条所用的焊芯(钢丝)见表2-1。 表2-1各类焊接条所用的焊芯 焊条种类所用焊芯 低碳钢焊条 低合金高强钢焊 条 低合金耐热钢焊 条 不锈钢焊条堆焊用焊条 铸铁焊条 有色金属焊条 低碳钢焊芯 (H08A等) 低碳钢或低合金钢焊芯 低碳钢或低合金钢焊芯 不锈钢或低碳钢焊芯 低碳钢或合金钢焊芯 低碳钢、铸铁、非铁合金焊芯 有色金属焊芯 涂敷在焊芯表面的有效成分称为药皮,也称涂层。焊条药皮是矿石粉末、铁合金粉、有机物和化工制品等原料按一定比例配制后压涂在焊芯表面上的一层涂料。其作用是: 1、机械保护焊条药皮熔化或分解后产生气体和熔渣,隔绝空气,防止熔滴和熔池金属与空气接触。熔渣凝固后的渣壳覆盖在焊缝表面,可防止高温的焊缝金属被氧化和氮化,并可减慢焊缝金属的冷却速度。 2、冶金处理通过熔渣和铁合金进行脱氧、去硫、去磷、去氢和渗合金等焊接冶金反应,可去除有害元素,增添有用元素,使焊缝具备良好的力学性能。 3、改善焊接工艺性能药皮可保证电弧容易引燃并稳定地连续燃烧;同时减少飞溅,改善熔滴过渡和焊缝成形等。 4、渗合金焊条药皮中含有合金元素熔化后过渡到熔池中,可改善焊缝金属的性能。
12Cr1MoV珠光体耐热钢管焊接工艺 叶剑文谢美琼 (广州市锅炉压力容器监察检验所广东510050)(广州市番禺区职业技术培训中心) 12Cr1MoV是我国使用广泛的珠光体耐热钢之一,主要用于制造管壁温度小于580℃的锅炉过热管、联箱和主汽管道。在12t/h双汽包横置式沸腾炉制造过程中,锅炉的蒸汽出口温度为450℃,最高工作压力为3.8MPa,按设计图纸要求采用12Cr1MoV珠光体耐热钢管(φ159mm×10mm)作为过热器联箱管,以满足产品的使用要求。 1 焊接性分析 12Cr1MoV珠光体耐热钢为低合金耐热钢,此类钢的Cr含量较高,在500-550℃时具有较高的热强性和持久强度。12Cr1MoV钢的化学成分及力学性能见表1。 表1 12Cr1MoV珠光体耐热钢化学成分和力学性能 注:表中数据为焊接试件母材复验结果 由表1可见,12Cr1MoV钢的碳及合金元素含量较多,淬硬敏感性较大,易在焊缝及热影响区出现淬硬组织。在接头刚性及应力较大时,易产生冷裂纹。由于过热联箱是在较高温度下工作的受压元件,焊接时应采取必要的工艺措施,使焊接接头有足够的热强性能,保证过热联箱安全运行。 2焊接工艺 2.1焊接方法 在蒸汽管道的管子对接时,对打底焊缝的质量要求较高,不仅要求焊缝熔透、背面齐平,还要求焊缝背面无渣或少渣,否则会影响设备的安全运行。因此,采用手工钨极氩弧焊(TIG)打底,手工电弧焊(SMAW)填充和盖面的焊接工艺方法。 2.2坡口尺寸 选用单面V形坡口,坡口尺寸见图1。用机械方法加工,应严格控制根部间隙和坡口钝边尺寸,以确保打底焊缝彻底熔透。 图1 坡口形式和尺寸
铝及铝合金焊接材料应用 纯铝焊丝ER1100 性能特点:纯铝焊丝,铝含量≥99.5%,有极好的抗腐蚀性能,很高的导热与导电性能,以及极好的可加工性能。对经阳极化处理的材料,需要配色时十分理想,推荐用于焊接1000系列铝合金。 典型化学成份:Si≤0.03、Cu≤0.002、Zn≤0.013、Fe≤0.18 、Mn≤0.003,AL余量用途广泛用于铁路机车、电力、化学、食品等行业。 铝硅合金焊丝ER4047 性能特点:本品为含硅12%的合金焊丝,适合焊接各种铸造及挤压成型铝合金。低熔点及良好的流动性使母材焊接变形很小。 典型化学成份:Si 12、Mg≤0.10、Fe≤0.80、Cu≤0.03、Zn≤0.20、Mn≤0.15,AL余量 用途:焊接或堆焊轻质合金加工业。 铝硅合金焊丝ER4043 性能特点:本品为含硅5%的合金焊丝,适合焊接铸铝合金 典型化学成份:Si 5、Mg≤0.10、Fe≤0.04、Cu≤0.05 ,AL余量 用途:船舶、机车、化工、食品、运动器材、模具、家具、容器、集装箱 铝镁合金焊丝ER5356 性能特点:本品为含镁5%的合金焊丝,是一种用途广泛的通用型焊材,适合焊接或表面堆焊5%镁的铸锻铝合金,强度高,可锻性好,有良好的抗腐蚀性。本品也能为经阳极化处理的焊接提供良好的配色。 典型化学成份:Mg 5、Cr 0.10、(Fe+Si)0.3、Cu≤0.05、Zn 0.05、Mn 0.15、Ti 0.1,AL余量 用途:自行车、铝滑板车等运动器材,机车车厢、化工压力容器、兵工生产、造船、航空等行业。 铝镁合金焊丝ER5183 性能特点:本品为含镁3%的合金焊丝,适用于焊接或表面堆焊同等级的铝合金材料。 典型化学成份:Mg 3.5,Cr 0.2,Fe 0.15,C u≤0.05, Zn 0.10,Mn 0.05,Ti 0.1,AL余量 用途:化工压力容器、核工业、造船、制冷行业、锅炉、航空航天工业等 铝合金焊丝及焊条成分 国标牌号主要成份(%) 特性和用途相当AWS S 301 Al≥99.5 塑性好、耐蚀。纯铝气焊、氩弧焊用ER1100 S 311 Si5 Al Rem. 抗裂性好,通用性大。铝合金气焊、氩弧焊用。不宜用高镁合金ER4043 S 321 Mn1.3 Al Rem. 良好的耐蚀性、可焊性及塑性。铝合金气焊、氩弧焊用ER3003 S 331 Mg5 Mn0.4 Al Rem. 耐蚀,强度高。铝合金氩弧焊用ER5183 5356 Mg5 Al Rem. 耐蚀、强度高,通用性大。铝合金氩弧焊用ER5356 Al 109 TAl 纯铝,耐蚀性好,但强度不高,纯铝焊接用E1100 Al 209 TAlSi 铝硅,抗裂性好,通用性大。铝合金焊接用,不宜焊接铝镁合金E4043 Al 309 TAMn 铝锰,强度高,耐蚀。铝合金焊接用E3003
珠光体耐热钢采用奥氏体焊材焊接与应用 上海永鑫波纹管有限公司朱洪明 摘要:在本文中笔者介绍了用奥氏体焊接材料焊接珠光体耐热钢,其本质是异种金属焊接的一种型式,母材金属相同而填充金属不同的接头。焊后不进行热处理,工艺简单,适合不具备热处理的情况下采用。 关键词:珠光体耐热钢(12Cr2Mo1R):异种钢焊接:熔合比:低氢焊接方法Welding&Application of Austenitic Electrode with the Pearlitic Heat Resistant Steel Shanghai YongXin Bellows CO., LTD Hongming Zhu Abstract: In this article, the writer will introduce how to weld the Austenitic Electrode with the Pearlitic Heat Resistant Steel. The fact is the form of diversity metal welding and the joint has same base metal and the different full metal. It does n’t need heat treatment after welding. It has easy process and available on the condition without heat treatment equipment. Key Word: Pearlitic Heat Resistant Steel (12Cr2Mo1R); Diversity Metal Welding; Fusion Ratio; Low-hydrogen Welding 一、引言 12Cr2Mo1R钢是电力行业使用温度400~500℃压力容器和压力管道常用的钢种,亦称为珠光体耐热钢,此种材料在高温下,具有足够强度和抗氧化,抗腐蚀性,如采用化学成份相同焊材进行焊接,工艺苛刻。必须做到焊前预热,后热,消应力热处理,稍有不慎仍有冷裂纹出现可能。采用奥氏体焊材后,工艺简单,焊后不进行热处理,但需要严格控制热输入量和焊缝金属与被熔化的母材金属之间的比例,即熔合比,才能获得符合使用要求的焊接接头。在焊接试验和工艺评定合格后已成功应用在产品上。 二、异种钢焊接特点 1.对于珠光体耐热钢(12Cr2Mo1R钢),用奥氏体焊材焊接,虽然两侧母材是同钢种, 但从焊缝的材质来考虑,仍具用异钢种焊接的特质,其本质是异种金属焊接的一种型式,母材金属相同而填充金属不同的接头。同时在异种钢的焊接时通常会出现以下三个问题: ①焊缝成分的稀释(熔合比) ②熔合区过渡层低塑性带及碳的迁移
常用焊条型号牌号及特性 1、CHE421是原来的表示方法,实际上按国家标准GB5117《碳钢焊条》和GB5118《低合金钢焊条》的标准,对其中具有药皮的手工电弧焊接用碳钢和低合金焊条的有关型号划分作了统一规定。 2、据查,421焊条现表示方法应为E4313,属高钛型碳钢焊条。其中E表示焊条、43表示熔敷金属抗拉强度最小值、1表示焊条适用于全位置焊接、最后的3表示焊条药皮为钛钙型,可采用交流或直流正、反接电源焊接。 3、所谓的普通焊条,即是指常用的焊条,即手工电弧焊(在工地现场常见)的所用的电焊条(在焊芯外表上一层涂料,尾部有一段裸露部分,用于焊钳的夹持)。普通焊条主要由如下几种: (1)对低碳钢结构件,一般选用钛钙型的E4303(J422)或E5023(J502)焊条; (2)对要求塑性、韧性及抗裂性较高的重要结构件,选用低氢型E4315(J427)或E5015(J507)焊条。当使用交流焊机焊接时,可选用交直流两用低氢型E4316(J426)或E5016(J506)焊条。 (3)对要求焊缝表面美观、光滑的薄板构件,最好选用钛型E4313(J421)焊条。 (4)对无法很好地消除油锈等脏物和要求溶深较大的焊接构件,最好选用氧化铁型E4320(J424)焊条。 (5)对在大量立焊缝的焊接构件,在条件允许时,可选用专门立向下焊的电焊条,如E4300(J420)焊条。
4、以上是根据用途来区分的普通常用焊条,如根据焊条直径分,则焊条直径取决于焊件厚度来决定,焊条根据其焊芯的大小,通常分为2、2. 5、3.2、4、5、 6毫米等几种,使用最多的普通的是2.5、3.2、4毫米3种,它们的焊接电流分别为50~80A、100~130A、160~200A。 5、另外,再送你个知识,根据焊件厚度选择焊条直径的方法:(1)焊件厚度≤4毫米,选用焊条直径不超过焊件厚度。 (2)焊件厚度4~12毫米,选用焊条直径3~4毫米。 (3)焊件厚度>12毫米,焊条直径≥4毫米。
(1)焊条的选用 ①焊条选用基本原则焊条的种类繁多,每种焊条都有一定的特性和用途。为了保证产品质量、提高生产效率和降低生产成本,必须正确选用焊条。在实际选择焊条时,除了要考虑经济性、施工条件、焊接效率和劳动条件之外,还应考虑以下原则:a.等强度原则对于承受静载荷或一般载荷的工件或结构,通常按焊缝与母材等强的原则选用焊条,即要求焊缝与母材抗拉强度相等或相近。 b.等条件原则根据工件或焊接结构的工作条件和特点来选用焊条。如在焊接承受动载荷或冲击载荷的工件时,应选用熔敷金属冲击韧性较高的碱性焊条;而在焊接一般结构时,则可选用酸性焊条。 c.等同性原则在特殊环境下工作的焊接结构,如耐腐蚀、高温或低温等,为了保证使用性能,应根据熔敷金属与母材性能相同或相近原则选用焊条。 ②碳钢焊条的选用根据我国碳钢焊条标准,目前主要使用的碳钢焊条主是有E43系列及E50系列两种型号。低碳钢焊接时,一般结构可选用酸性焊条,承受动载荷或复杂的厚壁结构及低温使用时选用碱性焊条,如表2-2所示;中碳钢焊接时,由于含碳量较高,易发生焊接裂纹,因而应选用碱性焊条或使焊缝金属具有良好塑性及韧性的焊条,并应进行预热和缓冷处理,如表2-3所示;高碳钢焊接时,焊材的选用应视产品的设计要求而定,当强度要求高时,可用J707(E7015-G)或J607(E6015-G)焊条,而强度要求不高时,可选用J506(E5016)或J507(E5015)焊条。 表2-2 低碳钢焊条的选用
表2-3 中碳钢焊条的选用 ③低合金钢焊条的选用焊接热轧及正火钢时,主要依据是保证焊缝金属的强度、塑性和冲击韧性等力学性能与母材相匹配,焊接大厚度构件时,为了防止产生焊接裂纹,可采用“低强匹配”原则,即选用熔敷金属强度低于母材的焊条。焊接低碳调质钢时,应严格控制氢,因而一般选用低氢型或超低氢型焊条。焊接中碳调质钢时,为了确保焊缝金属的塑性、韧性和强度,提高抗裂性,应采用低碳合金系统,尽量降低焊缝金属的硫、磷杂质含量。低合金钢焊条的选用如表2-4所示。 (2)焊条的保管 ①焊条必须在干燥、通风良好的室内仓库中存放。焊条贮存库内,不允许放置有害气体和腐蚀介质。焊条应放在离地面和墙壁面距离均不小于300mm的架子上,防止受潮。
耐热钢焊接焊条选用及说明 在高温下工作的钢叫做耐热钢,耐热钢应具备高温化学稳定性和高温强度,耐热钢按显微组织可分为珠光体耐热钢、铁素体耐热钢、马氏体耐热钢和奥氏体耐热钢四类;珠光体耐热钢通常热强钢,另有专篇,不再叙述,这里只讲铁素体耐热钢、马氏体耐热钢和奥氏体耐热钢。 一般来说,钢中含Cr达到5%,在600℃下具备了抗氧化能力,当Cr达到12%时,抗氧化能力可达800℃,当Cr达到20%时,抗氧化能力可达950℃,当Cr达到25%时,在1050℃高温下耐热钢表面不起氧化皮,高温化学稳定性非常强;铬金属是耐热钢中最主要的合金元素,所以耐热钢含铬量大都在12%以上。 相对而言,铁素体耐热钢和马氏体耐热钢高温强度低且塑韧性不好,耐热性能不如奥氏体耐热钢,奥氏体耐热钢与奥氏体不锈钢相比,含碳量高一些,有些钢种既是不锈钢又是耐热钢。 本文依据GB/T 4238-2015《耐热钢钢板与钢带》和GB/T 983-2012《不锈钢焊条》标准,选出14种代表性耐热钢材料及其适用的12种焊条,基本涵盖适用温度范围,其余耐热钢焊接时焊条选择也可以参照使用。 一、焊条选用原则 1、耐热性对等 焊缝与母材都在同一个温度下服役,若焊缝耐热性差就会影响整体功能,若焊缝耐热性过剩则会造成浪费,只有两者对等才是最适宜的。 2、化学成分相近 为确保焊缝金属与母材具备相同的耐热性,焊条熔敷金属化学成份与母材应尽量相近;同时两者化学成份相近使得它们膨胀系数相近,避免了因膨胀系数不同在焊接接头处产生内应力。 3、保证抗裂性 对抗裂性差的耐热钢可以用化学成分差异化来选择焊条,防止冷裂纹,确保施工可焊性。如马氏体耐热钢、沉淀硬化耐热钢。
GB/T5118-1995 低合金钢焊条 1 主题内容与适用范围 2 引用标准 3 型号分类 3.1型号原则 3.2型号编制方法 3.3本标准中焊条型号举例如下 4 技术要求 4.1尺寸 4.2药皮 4.3T型接头角焊缝 4.4熔敷金属化学成分 4.5力学性能 4.6焊缝射线探伤 4.7药皮含水量或熔敷金属扩散氢含量 5 试验方法 5.1试验用母材 5.2焊条烘干与焊接电流种类 5.3T型接头角焊缝试验 5.4熔敷金属化学分析 5.5力学性能试验 5.6焊缝射线探伤试验 5.7焊条药皮含水量试验 5.8熔敷金属中扩散氢含量试验 5.9吸潮试验 6 检验规则 7 包装、标记、质量证明书 附录A 低合金钢焊条标准有关规定的简要说明(参考件) 附录B 药皮含水量试验装置的改进(参考件) 附加说明 1主题内容与适用范围 本标准规定了低合金钢焊条型号分类、技术要求、试验方法及检验规则等内容。 本标准适用于药皮焊条电弧焊接用低合金钢焊条。 2引用标准 GB700碳素结构钢 GB/T1591低合金高强度结构钢 GB223.1-223.24钢铁及合金化学分析方法 GB2652焊缝及熔敷金属拉伸试验方法 GB2650焊接接头冲击试验方法 GB2653焊接接头弯曲及压扁试验方法 GB3323钢熔化焊对接接头射线照相和质量分级 GB/T3965熔敷金属中扩散氢测定方法 3型号分类
3.1型号划分原则 焊条型号根据熔敷金属的力学性能、药皮类型、焊接位置和焊接电流种类划分,见表1及表2。3.2型号编制方法: 字母“E“表示焊条;前两位数字表示熔敷金属抗拉强度的最小值;第三位数字表示焊条的焊接位置,“0“及“1“表示焊要适用于全位置焊接(平、立、仰、横),“2“表示焊条适用于平焊及及平角焊,第三位和第四位数组合时表示焊接电流种类及药皮类型。后缀字母为熔敷金属的化学成分分类代号,并以短划“-“与前面数字分开,若还具有附加化学成分时,附加化学成分直接用元素符号表示,并在短划“-“与前面后缀字母分开。对于E50XX-X、E55XX-X、E60XX -X型低氢焊条在熔敷金属化学成分分类后缀字母或附加化学成分后面加字母“R“时,表示耐吸潮焊条。 表1
由于铝合金的比强度(强度与比重的比值)接近或超过优质钢,甚至于胜过很多合金钢,又因其塑性好,可加工成各种型材,具有优良的导电性、导热性和抗蚀性,广泛使用于汽车、建筑、民用等工业领域,其使用量仅次于钢。 一、应用在汽车制造上: 从高速、舒适、美观、耐用、轻量化、节能、保护环境、降低综合成本等综合性能方面来看,铝合金无疑是汽车工业现代化和轻量化的首选材料,世界许多国家都在致力于汽车用铝合金的研究。汽车自重每降低100kg,油耗就可以减少0.7L/km。因此,以铝合金代替钢铁材料,最大限度地减轻汽车的自重也就成为当前的研究热点。 从第一辆全铝车身奥迪A8问世,捷豹的Jaguar XJ,2012款新路虎极光揽胜,高铁车身、电动汽车特斯拉等,全铝车身加工工艺及技术正在不断走向成熟。 最近十年汽车用铝合金材料各品种中加工材增加最为显著,达4倍(其中带材4.6倍,挤压材4倍),锻件增长更快,近5年增长了15倍。 一、应用在建筑行业上: 中国铝材消费的第一大领域仍是建筑领域。铝在建筑领域的应用拥有坚实的基础和广阔的发展空间:大力推广以铝代钢、以铝节木和绿色建筑等,促进铝合金在建筑领域的应用升级转型。
(建筑中使用的铝模板) (工业自动化焊接中的铝模版车间) 预计在未来的25~30年内,在我国有很大发展空间的仍是民用建筑铝型材,估计年增长率8%—10%;而国外已基本饱和,年增长率仅为2%—3%。
二、应用在民用上:铝合金家具
铝合金门窗
此外铝合金还广泛广泛用于机械制造、运输机械、动力机械及航空工业等方面,飞机的机身、蒙皮、压气机等常以铝合金制造,以减轻自重。 随着近年来科学技术以及工业经济的飞速发展,对铝合金焊接结构件的需求日益增多,使铝合金的焊接性研究也随之深入。 郑州市鼎工机械设备有限公司,多年来专业致力于铝焊丝设备的研发和生产,已与四川大西洋、桂林南箭等专业铝焊丝生产企业进行了良好合作,且已出口印度尼西亚、土耳其、巴林等国家。郑州鼎工以专业技术为您提供支持和帮助!
选用焊条的基本原则如下: 1)等强度原则即选用与母材同强度等级的焊条。一般用于焊接低碳钢和低合金钢。 2)同成分原则即选用与母材化学成分相同或相近的焊条。一般用于焊接耐热钢、不锈钢等金属材料。 3)抗裂纹原则选用抗裂性好的碱性焊条,以免在焊接和使用过程中接头产生裂纹。一般用于焊接刚度大、形状复杂、使用中承受动载荷的焊接结构。 4)抗气原则受焊接工艺条件的限制,如对焊件接头部位的油污、铁锈等清理不便,应选用抗气能力强的酸性焊条,以免焊接过程中气体滞留于焊缝中,形成气。 5)低成本原则在满足使用要求的前提下,尽量选用工艺性能好、成本低和效率高的焊条。 焊条(covered electrode) 气焊或电焊时熔化填充在焊接工件的接合处的金属条。焊条的材料通常跟工件的材料相同。 焊条的组成 焊条由焊芯及药皮两部分构成。焊条是在金属焊芯外将涂料(药皮)均匀、向心地压涂在焊芯上。焊条种类不同,焊芯也不同。焊芯即焊条的金属芯,为了保证焊缝的质量与性能,对焊芯中各金属元素的含量都有格的规定,特别是对有害杂质(如硫、磷等)的含量,应有格的限制,优于母材。焊芯成分直接影响着焊缝金属的成分和性能,所以焊芯中的有害元素要尽量少 焊接碳钢及低合金钢的焊芯,一般都选用低碳钢作为焊芯,并填加锰、硅、铬、镍等成分(详见焊丝标准GB1 300一77)。采用低碳的原因一面是含碳量低时钢丝塑性好,焊丝拉拔比较容易,另一面可降低还原性气体CO含量,减少飞溅或气,并可增高焊缝金属凝固时的温度,对仰焊有利。加入其他合金元素主要为保证焊缝的综合机械性能,同时对焊接工艺性能及去除杂质,也有一定作用。 高合金钢以及铝、铜、铸铁等其他金属材料,其焊芯成分除要求与被焊金属相近外,同样也要控制杂质的含量,并按工艺要求常加入某些特定的合金元素。 焊条就是涂有药皮的供焊条电弧焊使用的熔化电极,它是由药皮和焊芯两部分组成的。在焊条前端药皮有45°左右的倒角,这是为了便于引弧。在尾部有一段裸焊芯,约占焊条总长1/16,便于焊钳夹持并有利于导电。焊条的直径仲实际上是指焊芯直径)通常为2、2. 5、3. 2或3、4、5或6mm等几种规格,常用的是小3. 2、小4、小5三种,其长度“L”一般在250^-450 mm之间。 1.焊芯 焊条中被药皮包覆的金属芯称为焊芯。焊芯一般是一根具有一定长度及直径的钢丝。焊接时,焊芯有两个作用:一是传导焊接电流,产生电弧把电能转换成热能,二是焊芯本身熔化作为填充金属与液体母材金属熔合形成焊缝。 焊条焊接时,焊芯金属占整个焊缝金属的一部分。所以焊芯的{化学成分,直接影响焊缝的质量。因此,作为焊条芯用的钢丝都单势独规定了它的牌号与成分。如果用于埋弧自动焊、电渣焊、气体保护焊、气焊等熔焊法作填充金属时,则称为焊丝。(1)焊芯中各合金元素对焊接的影响 1)碳(C)碳是钢中的主要合金元素,当含碳量增加时,钢的{强度、硬度明显提高,而塑性降低。在焊接过程中,碳起到一定的脱氧作用,在电弧高温作用下与氧发生化合作用,生成一氧化碳和二氧化碳气体,将电弧区和熔池围空气排除,防止空气中的氧、氮有害气体对熔池产生的不良影响,减少焊缝金属中氧和氮的含量。若含碳量过高,还原作用剧烈,会引起较大的飞溅和气。考虑到碳对钢的淬硬性及其对裂纹敏感性增加的影响,低碳钢焊芯的含碳量一般簇0. 1%。 2)锰(Mn)锰在钢中是一种较好的合金剂,随着锰含量的增加,其强度和韧性会有所提高。在焊接过程中,锰也是一种较好的脱氧剂,能减少焊缝中氧的含量。锰与硫化合形成硫化锰浮于熔渣中,从而减少焊缝热裂纹倾向。因此一般碳素结构钢焊芯的含锰量为0. 30%~0. 55%,焊接某些特殊用途的钢丝,其含锰量高达1 .70%一2. 1 0%。 3)硅(Si )硅也是一种较好的合金剂,在钢中加入适量的硅能提高钢的屈服强度、弹性及抗酸性能;若含量过高,则降低塑性和韧性。在焊接过程中,硅也具有较好的脱氧能力,与氧形成二氧化硅,但它会提高渣的粘度,易促进非金属夹杂物生成。 4)铬(Cr)铬能够提高钢的硬度、耐磨性和耐腐蚀性。对于低碳钢来说,铬便是一种偶然的杂质。铬的主要冶金特征是易于急剧氧化,形成难熔的氧化物三氧化二铬(Cr203),从而增加了焊缝金属夹杂物的可能性。三氧化二
铝合金焊丝 铝合金焊丝17年生产厂家—郑州市船王焊材有限公司,主要生产:纯铝 焊丝,铝镁焊丝,铝硅焊丝、铝锰焊丝四大系列,产品适用于不同客户的需求,畅销国内外。最新推荐机器人焊接专用桶装铝焊丝! 船王铝及铝合金焊丝选购国内大型铝厂家的原材料,专业焊接团队自主创新国内焊丝生产工艺加工生产,符合国际GB标准和美国AWS A5.10标准并通过国际欧盟CE 认证。铝焊丝表面光滑、光亮、光洁,无毛刺、凹陷、折痕或其他氧化杂质。焊丝在自动焊设备上均匀连续送丝。在焊接时产生焊接缺陷明显降低,焊缝成形美观。 ER4043铝硅焊丝 标准:GB/T10858 SAL4043 AWS A5.10 ER4043 成分:Si=4.5-6.0%;Fe≤0.8%;Al余量。 说明:ER4043是含硅5%的铝硅合金焊丝,熔点573-625℃,流动性好,抗热裂能力强,但延展性不足。由于含硅量较高,用于高镁合金的焊接时,容易在焊缝中生成脆性Mg2Si,使接头的塑性和耐蚀性能降低。此外焊缝表面颜色发暗,阳极化处理后更与母材颜色不同。 用途:用作除铝镁合金以外的铝合金工件和铸件的氩弧焊及气焊时的填充材料。常用于6061等600系列铝合金、3000系和2000系列铝合金及铸铝的焊接。广泛用于铁路机车、化工、食品等行业。 ER4047铝硅钎料丝 标准:GB/T10858 AWS A5.10 ER4047 说明:ER4047硅合金铝焊丝,比ER4043具更低熔点约500℃和更高流动性(硅含量12%),也可用作熔接材料。可替代ER4043使用,含硅量更高,有助于减少热裂纹和产生更高的填角焊剪切力度。 用途:常用于各种铝(薄)件、冷凝器、空调管、高压铝管、汽车水箱、油箱、等各种高难度焊接。 ER1070纯铝焊丝 标准:GB/T10858 SAL 1070 AWS A5.10 成分:Si≤0.20%;Fe≤0.25%;Al≥99.7%。 说明:ER1100是铝含量大于99.7%的纯铝焊丝,熔点647-658℃,具有良好的可焊性和耐腐蚀性,很高的导热和导电性能以及极好的加工性能,但强度较低。 用途:用作纯铝的氩弧焊及填充材料,广泛应用于电解铝厂铝母线和导杆的连接以及电力、化学、食品等行业。 ER5356铝镁焊丝 标准:GB/T10858 SAL5356 AWS A5.10 ER5356 成分:Mg=4.5-5.5%;Mn=0.05-0.20%;Cr=0.05-0.20%;Ti=0.06-0.20%;Al余量。说明:ER5356是含镁5%及少量钛细化晶粒的铝镁合金焊丝,熔点为575-633℃。具有较好的耐腐蚀及抗热裂性能,强度高、可锻性好。焊缝阳极化处理后仍为白色,
1.2关于珠光体耐热钢的研究 珠光体耐热钢在化工、石油设备中主要用于炉管、热交换器和其它受热面管子、高压加氢设备中的各种管道和高温紧固件。 1.2.1珠光体耐热钢的特点 珠光体耐热钢除碳钢外,大多是含有铬、钼元素,少数的还含有钒元素,但含量都不大,所以当加热、冷却时都能发生a γ相的转变。经正火后,容易得到珠光体组织,因此,这类钢称为珠光体耐热钢。 作为石油化工热交换器和锅炉用钢,除了要求有较好的耐热性外,还要求有很好的焊接性能和冷加工性能,为此,这类钢应具有良好的塑性。因此,其化学成分中含碳量都很低,其中钢管的含碳量要求更低,一般在0.1~0.15%C之间;钢板为0.20~0.30%C之间,最多不能超过0.30%C。 这类钢作为耐热钢,其耐热性虽然比奥氏体钢低,但它有许多优点: 1) 这类钢合金元素少,价格比较便宜; 2) 冷、热加工性能和焊接性能较好,热膨胀系数低,导热性能强,从而可 避免焊接时引起局部过热和产生较大的应力; 3) 热处理工艺简单,一般为正火加回火,能改善机械性能,也能利用热处 理细化组织。 但这类钢耐热性较差,它的工作温度一般不超过550~580℃。 1.2.2珠光体耐热钢的组织稳定性 在高温、应力长期作用下,由于扩散过程加快,钢的组织将逐渐发生变化。由于组织的不稳定性将引起钢的性能的变化,特别是对钢的热强性、松弛稳定性等性能都会带来不利的影响。珠光体耐热钢在高温长期工作条件下常见的组织不稳定现象有: 1.2.2.1石墨化 钢在高温、应力长期作用下,由于珠光体内渗碳体分解为游离石墨的现象称为石墨化。低碳钢当温度于450℃以上,含0.5%Mo的钢在500℃左右长期工作时,都可能发生石墨化,此时,钢脆化,强度与塑性降低,可导致爆管等事故。对由于长期过热导致爆管的20钢分析发现,其石墨化已达三级。一般钢发生石墨化的时间约需几万小时。防止0.5%Mo钢石墨化的最有效方法是实行进一步的合金化。在钢中加入铬、钒、铌等强碳化物形成元素能有效地阻止石墨化。 1.2.2.2珠光体球化 低合金珠光体型耐热钢在高温和应力长期作用下,珠光体组织中片状渗碳体逐渐自发地趋向形成球状渗碳体,并慢慢聚集长大。该现象称为珠光体球化。文献[5]对碳化物的球化过程和机理进行了探讨。影响球化的主要因素是温度、时间和化学成分。 实践表明,低合金耐热钢中加入铬、钼、钨、钒、铌等合金元素能显著地减弱其球化过程。这些合金元素的单个加入或复合加入后都能起到良好的作用。其原因是,它们能减弱碳在α固溶体中的扩散,同时这些合金元素又能与碳形成稳定的碳化物。 1.2.2.4蠕变过程中析出相类型的转变 在高温和应力条件下长期作用下,由于珠光体中Fe3C的分解,固溶体内合金元素向碳化物过渡以及碳在α固溶体内扩散过程加速进行,会引起在蠕变过程中碳化物相析出类型发生变化,从而影响钢的热强性。 文献[7-13]对低合金铬钼钢和铬钼钒钢长期服役后的碳化物相进行了研究,