连续驱动摩擦焊基本原理 1.焊接过程 连续驱动摩擦焊接时,通常将待焊工件两端分别固定在旋转夹具和移动夹具内,工件被夹紧后,位于滑台上的移动夹具随滑台一起向旋转端移动,移动至一定距离后,旋转端工件开始旋转,工件接触后开始摩擦加热。此后,则可进行不同的控制,如时间控制或摩擦缩短量(又称摩擦变形量)控制。当达到设定值时,旋转停止,顶锻开始,通常施加较大的顶锻力并维持一段时间,然后,旋转夹具松开,滑台后退,当滑台退到原位置时,移动夹具松开,取出工件,至此,焊接过 程结束。 对于直径为16mm的45号钢,在2000r/min转速、8.6MPa摩擦压力、0.7s摩擦时间和161MPa的顶锻压力下,整个摩擦焊接过程如图10所示。从图中可知,摩擦焊接过程的一个周期可分成摩擦加热过程和顶锻焊接过程两部分。摩擦加热过程又可以分成四个阶段,即初始摩擦、不稳定摩擦、稳定摩擦和停车阶段。顶锻焊接过程也可以分为纯顶锻和顶锻维持两个阶段。 (1)初始摩擦阶段(t1)此阶段是从两个工件开始接触的a点起,到摩擦加热功率显着增大的b 点止。摩擦开始时,由于工件待焊接表面不平,以及存在氧化膜、铁锈、油脂、灰尘和吸附气体等,使得摩擦系数很大。随着摩擦压力的逐渐增大,摩擦加热功率也慢慢增加,最后摩擦焊接表 面温度将升到200~300℃左右。 在初始摩擦阶段,由于两个待焊工件表面互相作用着较大的摩擦压力和具有很高 的相对运动速度,使凸凹不平的表面迅速产生塑性变形和机械挖掘现象。塑性变形破坏了界面的金属晶粒,形成一个晶粒细小的变形层,变形层附近的母材也沿摩擦方向产生塑性变形。金属互相压入部分的挖掘,使摩擦界面出现同心圆痕迹,这样又增大了塑性变形。因摩擦表面不平,接触不连续,以及温度升高等原因,使摩擦表面产生振动,此时空气可能进入摩擦表面,使高温下的金属氧化。但由于t1时间很知,摩擦表面的塑性变形和机械挖掘又可以破坏氧化膜,因此,对接头的影响不大。当焊件断面为实心圆时,其中心的相对旋转速度为零,外缘速度最大,此时焊接表面金属处于弹性接触状态,温度沿径向分布不均匀,摩擦压力在焊接表面上呈双曲线分布,中心压力最大,外缘最小。在压力和速度的综合影响下,摩擦表面的加热往往从距圆心半径2/3 左右的地方首先开始。 (2)不稳定摩擦阶段(t2)不稳定摩擦阶段是摩擦加热过程的一个主要阶段,该阶段从摩擦加热功率显着增大的b点起,越过功率峰值c点,到功率稳定值的d点为止。由于摩擦压力较初始摩擦阶段增大,相对摩擦破坏了焊接金属表面,使纯净的金属直接接触。随着摩擦焊接表面的温度升高,金属的强度有所降低,而塑性和韧性却有很大的提高,增大了摩擦焊接表面的实际接触面积。这些因素都使材料的摩擦系数增大,摩擦加热功率迅速提高。当摩擦焊接表面的温度继续增高时,金属的塑性增高,而强度和韧性都显着下降,摩擦加热功率也迅速降低到稳定值d点。因此,摩擦焊接的加热功率和摩擦扭矩都在c点呈现出最大值。在45号钢的不稳定摩擦阶段,待焊表面的温度由200~300℃升高到1200~1300℃,而功率峰值出现在600~700℃左右。这时摩擦表面的机械挖掘现象减少,振动降低,表面逐渐平整,开始产生金属的粘结现象。高温塑性状态的
摩擦学发展概况综述 姓名:XXX 学号:XXX 日期:2016年5月
目录 1.引言 (1) 2.近年来我国摩擦学发展的重要成就 (1) 2.1摩擦学教育 (2) 2.2摩擦学研究 (2) 3.现代摩擦学的发展 (3) 4.70~90年代摩擦学的主要研究内容 (4) 4.1磨损研究 (4) 4.2流体动压轴承 (4) 4.3流体静压支承和动静压支承 (4) 4.4弹性流体动压润滑 (5) 4.5固体润滑材料 (5) 4.6润滑油脂材料 (5) 4.7摩擦学测试技术及共况检测 (5) 5.90年代后至今摩擦学的发展方向 (5) 6.工业界的摩擦学研究 (6) 7. 摩擦学工业应用举例 (7) 8对摩擦学在我国国民经济中的重要作用的几点认识 (8) 9.摩擦学面临的挑战 (8) 10.结束语. (9)
摘要:本文简要介绍了摩擦学的发展历史、研究内容及其在机械工业领域中的应用,并提出了当今摩擦学的主要发展方向。回顾了我国摩擦学发展的历程,综述了近年来我国摩擦学发展的重要成就,分析了摩擦学在我国国民经济发展中的重要作用,强调了节能、节资应该是摩擦学应用研究的主要发展方向。摩擦学在解决我国国民经济和社会发展中所面临的资源、能源、环境问题中具有重要的战略地位,对我国建设可持续发展的资源节约型和环境友好型社会,对国家安全、公众健康和高新技术的发展都具有重要作用。显然,国内面临的严峻形势需要我国摩擦学的发展,并赋予它新的历史使命,即摩擦学除了继续发挥它对高新技术和许多科技与工程领域的技术支撑作用之外,还应成为节约资源、能源,保护生态环境,实现经济社会与自然生态、环境资源协调发展的一支重要力量。 1.引言 按照当今的概念,摩擦学是研究作相对运动的相互作用表面及其有关实践的科学与技术,以摩擦、磨损和润滑为主要研究内容。根据这个概念,远古时代的钻木取火技术应该是比较早的摩擦学技术,在公元前几千年的制陶工具———陶轮中人们就已经开始使用轴承;战车的使用也可以追溯到夏代。诗经里的“载脂载辖,还车言迈”是我国早期使用润滑脂的文字记载,说明最晚在2 500年前人们就已经开始普遍使用润滑剂了。我国摩擦学技术的早期研究有着悠久的历史。摩擦学(Tribolgy)一词是在1966年以后才开始使用并收入在牛津大学出版社出版的牛津英语词典中,这个新词是英国HPeterJost先生于1966年3月9日首先提出的。摩擦学包括摩擦、磨损与润滑。摩擦学被定义为“研究相对运动的相互作用的表面的有关理论与实践的一门科学与技术”。摩擦学是当今国际上研究十分活跃和受到各国普遍重视的交叉学科领域。摩擦学涉及材料科学、表面工程、流体力学、化学、物理及机械工程等学科。目前,摩擦学的研究不仅存在于机械系统中,而且存在许多领域中,如计算机工业中的磁性信息储存器、核反应堆中的摩擦学问题、医疗工程中的生物摩擦学等。 由于过去没有摩擦学的概念,各项研究工作都是在自然形成的各自的技术领域(如摩擦、磨损、润滑)中进行的,摩擦学科学研究进展缓慢。直到1966年,以H PJost博士为首的专家小组,提出了著名的《英国教育科研部关于摩擦学教育和研究的报告》(Jost报告)。该报告提出了“摩擦学”这样一个学科术语,它把摩擦、磨损、润滑及其相互作用的表面科学联系起来。摩擦学的提出对于促进该学科领域的发展具有十分重要的意义。 2.近年来我国摩擦学发展的重要成就 2006年中国工程院专门立项进行了《摩擦学科学与工程应用现状与发展战略研究》。项目由徐匡迪院长担任顾问,机械与运载工程学部副主任张彦仲院士任组长,谢友柏、薛群基、徐滨士院士任副组长,来自全国各高等院校、研究院所、大型企业和军事部门的33个单位的15位院士、63名专家直接参加了调研工作,另有200余位各个行业的摩擦学专家教授、工程技术和管理人员协助参加了调研工作。项目组按照调研对象(行业)成立了冶金、能源化工、机车、汽车、航空航天、船舶、军事装备和农业装备等8个课题组,结合我国实际,采用面上调查和典型事例相结合的方法,选择了若干有代表性、专业人员基础较好、统计资料较完整的企业,通过问卷调查、组织座谈和专题讨论,以及深入现场收集资料等多种方式开展了调研工作。根据调查结果可以认为, 20年来我国在摩擦学教育、科研和工业应用领域取得了许多重要成果。
连续驱动摩擦焊机C-1摩擦焊机 发布时间:2010-08-25 07:42:09 查看:84次字体:【大中小】 C-1摩擦焊机
标签:驱动摩擦焊 连续驱动摩擦焊机C-20A-2摩擦焊机发布时间:2010-08-25 07:36:55 查看:96次字体:【大中小】 C-20A-2摩擦焊机 标签:驱动摩擦焊 惯性驱动摩擦焊机CG-1摩擦焊机发布时间:2010-08-25 07:25:18 查看:107次字体:【大中小】 CG-1摩擦焊机
惯性驱动摩擦焊机CG-250-J摩擦焊机发布时间:2010-08-25 07:22:53 查看:76次字体:【大中小】 CG-250-J摩擦焊机
惯性驱动摩擦焊机CG-400-J摩擦焊机 发布时间:2010-08-25 07:23:30 查看:103次字体:【大中小】 CG-400-J摩擦焊机 惯性驱动摩擦焊机CG-200-J摩擦焊机发布时间:2010-08-25 07:23:59 查看:81次字体:【大中小】 CG-200-J摩擦焊机
惯性驱动摩擦焊机CT-25摩擦焊机 发布时间:2010-08-25 07:24:25 查看:93次字体:【大中小】 CT-25摩擦焊机
惯性驱动摩擦焊机CG-6.3摩擦焊机 发布时间:2010-08-25 07:24:52 查看:86次字体:【大中小】 CG-6.3摩擦焊机 C20A摩擦焊机说明: 主机结构简介: 本焊机包括主机、液压、电气和润滑系统四部分,主机由床身、主轴箱、滑架、主没缸、夹具等主要部件组成。 主轴箱是重要部件之一,固定在铸造床身的左端,主轴用滚动轴承支承在箱体上,主轴上的四个8317单向推力球轴承组成二个串联轴承组,承受焊接过程中摩擦和顶锻压力,主轴的启动旋转和制动借助于片式离合器来实现,离合器由液压缸来驱动,当离合器与皮带轮(用滚动轴承支承在主轴上)接合时,旋转无能运动便通过可以在主轴上滑动的花键套传给了主轴,使主轴转动。当离合器和皮带轮脱开切断主轴旋转的动力,而与固定在主轴箱体上的摩擦片接合时,主轴被制动(如果液压系统调到先顶锻后制动时则施于工件的顶锻力,加速了主轴的制动)。皮带轮在生产的过程中始终不停的转动。它由八根B型三角带由主电机的皮带轮驱动。主电机安装在可调电机底板上,调节底板的张紧螺钉改变两皮带轮的中心距,便可调整皮带的张紧程度。 主轴箱通过二根导杠与床身右端的主没缸支座牢固的连接在一起,主轴箱的结构见下图: 主没缸的作用是带动与活塞杆连接的滑架实现进退运动,向前运动时,进行摩擦和顶锻加压。滑架体用四个可调铜套支承在导杠上,其结构见下图:
第硒卷第6期20O0年6居 机械工程学报 CHIN}cSEJ0L1f{NAL0FMEC}{ANICALENGINEERING Ⅵ,l,36M?6 Ju【l,2000 世纪回顾与展望——摩擦学研究的发展趋势 漫诗铸 (清华大学黪擦学国家重点实验室北京1000{;4) 摘要在强籁牵攘擘发展嚣变瓣基础土,憨络驽{罄纪国年代鞋寒,在鬻攘学主要磷究鹱蠛龟臻涟箨澜瓣、越辩密损与表面处理技术、纳米摩擦学等的发展现状和展盟。分析了相关学科的发展和学科交叉对摩擦学研究的推动作用,并彳卜绍了摩擦学与其他学科交叉领域如摩擦化学、生物摩擦学,生态摩擦学和微机械学等的发展概况和趋势。簸谲:藏搭漏精嚣鹋瘗援缝拳牵攘学瘴攘纯掌生态牵攘掌 中国分类鼍:THll7.】 0前言 章擦学作为一门实践性稂强的技术基础科举,它的形成和发展与社会生产要求和科学技术的进步密键挺关:戮燕耍摩攘学豹发爱爨变,宅经历了霓个不同的历史阶段和研究模式一 早期的摩擦学研究以18世纪m”ont。nsj}nc蕊。曲靖篱俸摩擦的疆究为代表,佳们通过太量的试验归纳出滑动摩擦的变化规律和经典公式。这…时期的特点鼹以试验为基础的经验譬}究攒式。 19世纪束.Revnolds¨3根据牯性流体力学揭示出滑动轴承中润滑膜的承载机壤.建立了表征流体海游貘力学褥性题Re¥m韬s方程,羹定r滚漆懑、簿的理论基础.从而开创r基于连续介质力学的研究模式:到了20世纪20年代以后,由于生产发展的需婺牵擦学豹研究领域得繇遘一步§。夭。其中,}b州、-2提出依靠润滑油的极性分子与金属表面的物理化学馋照露形戏吸瞻骥的边界澜涛理论;T0“ir峙ono从分子运动鲰度解释固体滑动过程的能量转换和摩擦起因,特别是Bowd。n和Tabor【4o建立了疆链羞效疲为基穗翁牵擦瘗撰理论等。这鳖骚究不仅扩展了摩擦学的范畴,而且促使它发展成为涉及力学、热处理、材料科学和物理化学等的边缘学科.瓿此开创了多学科综合研究的模式。 1965年奠国教育科学研究部发表《关于摩擦学教凳鞠殴究缀蠹》《通豢嚣麦赫}摄告),善敬提窭bhmo∞(摩擦学)一词简要地定必为“关于摩擦过程的科学”。此后,它作为一门独立的学科爱到世界备国普德重甏,鼙攘学瑾论与痘鬻繇究迸A了一个耨 习篙瞄。6驻曩秘臻弱8}赣。隧著研究翁深走开麓,久们试识到为了确效地发挥摩擦学在生产中的潜在效益._在研究模菰}的发展趋势蟪是出宏观进入激理,出怒性进入建量,由静态遥^动态.由单一学科的分析进人多掌利的综合研究“。 l研究现状与发展趋势 现代摩擦学研究的主要特征可以归纳为: (1)在以往分学科研究的麓础上,形成了一点簿握搬槭、奉砉糕秘毙学等甥关知识夔专建戮究麸螽,确利于对摩擦学现象进行多学科综合研究,推动了霹擦学机理研究的深入发展。 (2)鸯予攀攘学专韭教育酌发震程箱谖善及,彩及摩擦学本身具有的实践性很强的特点,当今工m界商大量的]二程科技人员结合工程实跨开展研究,促使摩擦学斑甬研究取得巨大的经济教撬。 (3)随着理论与应用的不断完善,摩擦学研究槎式开始麸戮努辑摩擦学褒象为主逐步自整分羲与羲制相结合.甚趸以控制性能为目标的研究模式发展此外,摩擦学研究工作从以往的主要面向设备维憾稻敬造逐步邂A褫禳产品静氆麟设计镁域。 20世纪60年代以后,相关科学技术特别是t{算搬科学、撼嚣}科学秘续岽秘技的发羼避摩擦学醪究藏着重要的推动作用,主要表现在以下几个方耐1.1流体润滑理论 敷鼗篷瓣为基穑翁弹往藏体动力溺漆t篱称鹑流润滑)理论的建立魁润滑理论的重大发展。现”计算机科学瓤数值分柝技术的迅猛发展,对于诲霪复杂的摩擦学现象都可能进行精确的定艇计算i静如,谯流体润滑研究中采用数值分析方法,已经建益f努蹙考惑肇攘表蘑撵性髟变、热教瘦、裘覆彩襞润滑膜流变陆能以及非稳态工况等实际因素影响, 万方数据
摩擦学的现状与前沿 ——机自09-8班姚安 03091131 摩擦学作为一门实践性很强的技术基础科学,它的形成和发展与社会生产要求和科学技术的进步密切相关。它作为一门独立的学科受到世界各国普遍重视,摩擦学理论与应用研究进入了一个新的时期。 1 研究现状与发展趋势 现代摩擦学研究的主要特征可以归纳为: (1)在以往分学科研究的基础上,形成了一支掌握机械、材料和化学等相关知识的专业研究队伍,有利于对摩擦学现象进行多学科综合研究,推动了摩擦学机理研究的深入发展。 (2)由于摩擦学专业教育的发展和知识普及,以及摩擦学本身具有的实践性很强的特点,当今工业界有大量的工程科技人员结合工程实际开展研究,促使摩擦学应用研究取得巨大的经济效益。 (3)随着理论与应用的不断完善,摩擦学研究模式开始从以分析摩擦学现象为主逐步向着分析与控制相结合,甚至以控制性能为目标的研究模式发展。此外,摩擦学研究工作从以往的主要面向设备维修和改造逐步进入机械产品的创新设计领域。 (4)交叉学科的发展。摩擦学作为一门技术基础学科往往与其他学科相互交叉渗透从而形成新的研究领域,这是摩擦学发展的显著特点。主要的交叉学科如下:摩擦化学、生物摩擦学、生态摩擦学及微机械学等。 当今,相关科学技术特别是计算机科学、材料科学和纳米科技的发展对摩擦学研究起着重要的推动作用,主要表现在以下方面。 1.1 流体润滑理论 以数值解为基础的弹性流体动力润滑(简称弹流润滑)理论的建立是润滑理论的重大发展。现代计算机科学和数值分析技术的迅猛发展,对于许多复杂的摩擦学现象都可能进行精确的定量计算目前薄膜润滑研究尚处于起步阶段,在理论和应用上都将成为今后润滑研究的新领域。 1.2 材料磨损与表面处理技术 现代材料磨损研究的领域已从以金属材料为主体扩展到非金属材料包括陶瓷、聚合物及复合材料的研究。表面处理技术或称表面改性是近20年来摩擦学研究中发展最为迅速的领域之一。它利用各种物理、化学或机械的方法使材料表面层获得特殊的成分、组织结构和性能,以适应综合性能的要求。就学科发展趋势而言,复合性材料的研究是材料科学的重点方向,而表面改性技术实质上就是研制表里具有不同材质的复合性材料,因而受到摩擦学者广泛的重视。 1.3 纳米摩擦学 纳米摩擦学提供了一种新的思维方式和研究模式,即从原子分子尺度上揭示摩擦磨损与润滑机理,从而建立材料微观结构与宏观特性之间的构性关系,这将更加符合摩擦学的研究规律.目前,纳米摩擦学的主要研究内容包括材料微观摩擦磨损机理与控制,以及表面和界面分子工程即通过材料表面微观改性和纳米涂层,或者建立有序分子膜润滑,以获得优异的减摩耐磨性能。当前的应用研究主要集中在计算机磁记录装置以及超精密和微型机械。纳米摩擦学是摩擦学研究的热点领域,迄今已有大量的研究报告发表,并出版了专著。
摩擦焊原理简介
连续驱动摩擦焊基本原理 1.焊接过程 连续驱动摩擦焊接时,通常将待焊工件两端分别固定在旋转夹具和移动夹具内,工件被夹紧后,位于滑台上的移动夹具随滑台一起向旋转端移动,移动至一定距离后,旋转端工件开始旋转,工件接触后开始摩擦加热。此后,则可进行不同的控制,如时间控制或摩擦缩短量(又称摩擦变形量)控制。当达到设定值时,旋转停止,顶锻开始,通常施加较大的顶锻力并维持一段时间,然后,旋转夹具松开,滑台后退,当滑台退到原位置时,移动夹具松开,取出工件,至此,焊接过程结束。 对于直径为16mm的45号钢,在2000r/min转速、8.6MPa摩擦压力、0.7s摩擦时间和161MPa的顶锻压力下,整个摩擦焊接过程如图10所示。从图中可知,摩擦焊接过程的一个周期可分成摩擦加热过程和顶锻焊接过程两部分。摩擦加热过程又可以分成四个阶段,即初始摩擦、不稳定摩擦、稳定摩擦和停车阶段。顶锻焊接过程也可以分为纯顶锻和顶锻维持两个阶段。 (1)初始摩擦阶段(t1)此阶段是从两个工件开始接触的a点起,到摩擦加
热功率显著增大的b点止。摩擦开始时,由于工件待焊接表面不平,以及存在 氧化膜、铁锈、油脂、灰尘和吸附气体等,使得摩擦系数很大。随着摩擦压力 的逐渐增大,摩擦加热功率也慢慢增加,最后摩擦焊接表面温度将升到200~ 300℃左右。 在初始摩擦阶段,由于两个待焊工件表面互相作用着较大的摩擦压力和具有很高 的相对运动速度,使凸凹不平的表面迅速产生塑性变形和机械挖掘现象。塑性 变形破坏了界面的金属晶粒,形成一个晶粒细小的变形层,变形层附近的母材 也沿摩擦方向产生塑性变形。金属互相压入部分的挖掘,使摩擦界面出现同心 圆痕迹,这样又增大了塑性变形。因摩擦表面不平,接触不连续,以及温度升 高等原因,使摩擦表面产生振动,此时空气可能进入摩擦表面,使高温下的金 属氧化。但由于t1时间很知,摩擦表面的塑性变形和机械挖掘又可以破坏氧化 膜,因此,对接头的影响不大。当焊件断面为实心圆时,其中心的相对旋转速 度为零,外缘速度最大,此时焊接表面金属处于弹性接触状态,温度沿径向分 布不均匀,摩擦压力在焊接表面上呈双曲线分布,中心压力最大,外缘最小。 在压力和速度的综合影响下,摩擦表面的加热往往从距圆心半径2/3左右的地方 首先开始。 (2)不稳定摩擦阶段(t2)不稳定摩擦阶段是摩擦加热过程的一个主要阶段, 该阶段从摩擦加热功率显著增大的b点起,越过功率峰值c点,到功率稳定值 的d点为止。由于摩擦压力较初始摩擦阶段增大,相对摩擦破坏了焊接金属表 面,使纯净的金属直接接触。随着摩擦焊接表面的温度升高,金属的强度有所 降低,而塑性和韧性却有很大的提高,增大了摩擦焊接表面的实际接触面积。 这些因素都使材料的摩擦系数增大,摩擦加热功率迅速提高。当摩擦焊接表面 的温度继续增高时,金属的塑性增高,而强度和韧性都显著下降,摩擦加热功 率也迅速降低到稳定值d点。因此,摩擦焊接的加热功率和摩擦扭矩都在c点 呈现出最大值。在45号钢的不稳定摩擦阶段,待焊表面的温度由200~300℃升 高到1200~1300℃,而功率峰值出现在600~700℃左右。这时摩擦表面的机械 挖掘现象减少,振动降低,表面逐渐平整,开始产生金属的粘结现象。高温塑 性状态的局部金属表面互相焊合后,又被工件旋转的扭力矩剪断,并彼此过渡。 随着摩擦过程的进行,接触良好的塑性金属封闭了整个摩擦面,并使之与空气 隔开。 (3)稳定摩擦阶段(t3)稳定摩擦阶段是摩擦加热过程的主要阶段,其范围 从摩擦加热功率稳定值的d点起,到接头形成最佳温度分布的e点为止,这里
1.接头设计 1)接头设计原则 (1)对旋转式摩擦焊,至少有一个圆形截面。 (2)为了夹持方便、牢固,保证焊接过程不失稳,应尽量避免设计薄管、薄板接头。 (3)一般倾斜接头应与中心线成30°~45°的斜面。 (4)对锻压温度或热导率相差较大的材料,为了使两个零件的锻压和顶锻相对平衡,应调整界面的相对尺寸。 (5)对大截面接头,为了降低摩擦加热时的扭矩和功率峰值,采用端面导角的办法可使焊接时接触面积逐渐增加。 (6)如要限制飞边流出(如不能切除飞或不允许飞边暴露时),应预留飞边槽。 (7)对于棒-棒、和棒-板接头,中心部位材料被挤出形成飞边时,要消耗更多的能量,而焊缝中心部位对扭矩和弯曲应力的承担又很少,所 以,如果工作条件允许,可将一个或两个零件加工成具有中心孔洞, 这样既可用较小功率的焊机,又可提高生产率。 (8)采用中心部位突起的接头,见图1,可有效地避免中心未焊合。 (9)摩擦面要避免采用渗碳、渗氮等。 (10)为了防止由于轴向力(摩擦力、顶锻力)引起的滑退,通常在工件后面设置挡块。 (11)工件伸出夹头的尺寸要适当,被焊工件应尽可能有相同的伸出长度。
图1 接头表面突起设计标准 2)摩擦焊接头的形式 表1是摩擦焊接头的基本形式。 表1 摩擦焊接头的基本形式 2. 连续驱动摩擦焊的焊接参数 1)主要的焊接参数 可以控制的主要焊接参数有转速、摩擦压力、摩擦时间、摩擦变形量、停车时间、顶锻延时、顶锻时间、顶锻力、顶锻变形量。其中,摩擦变形量和顶锻变形量(总和为缩短量)是其它参数的综合反映。
(1)转速和摩擦压力 转速和摩擦压力直接影响摩擦扭矩、摩擦加热功率、接头温度场、塑性层厚度以及摩擦变形速度等。 工件直径一定时,转速代表摩擦速度。实心圆截面工件摩擦界面上的平均摩擦速度是距圆心为2/3半径处的摩擦线速度。稳定摩擦扭矩与平均摩擦速度、摩擦压力的关系见图2。摩擦变形速度与平均摩擦速度、摩擦压力的关系见图3。转速对热影响区和飞边形状的影响见图4。 图2 摩擦扭矩与平均摩擦速度、摩擦压力的关系曲线 (低碳钢管φ19mm×3.15mm)
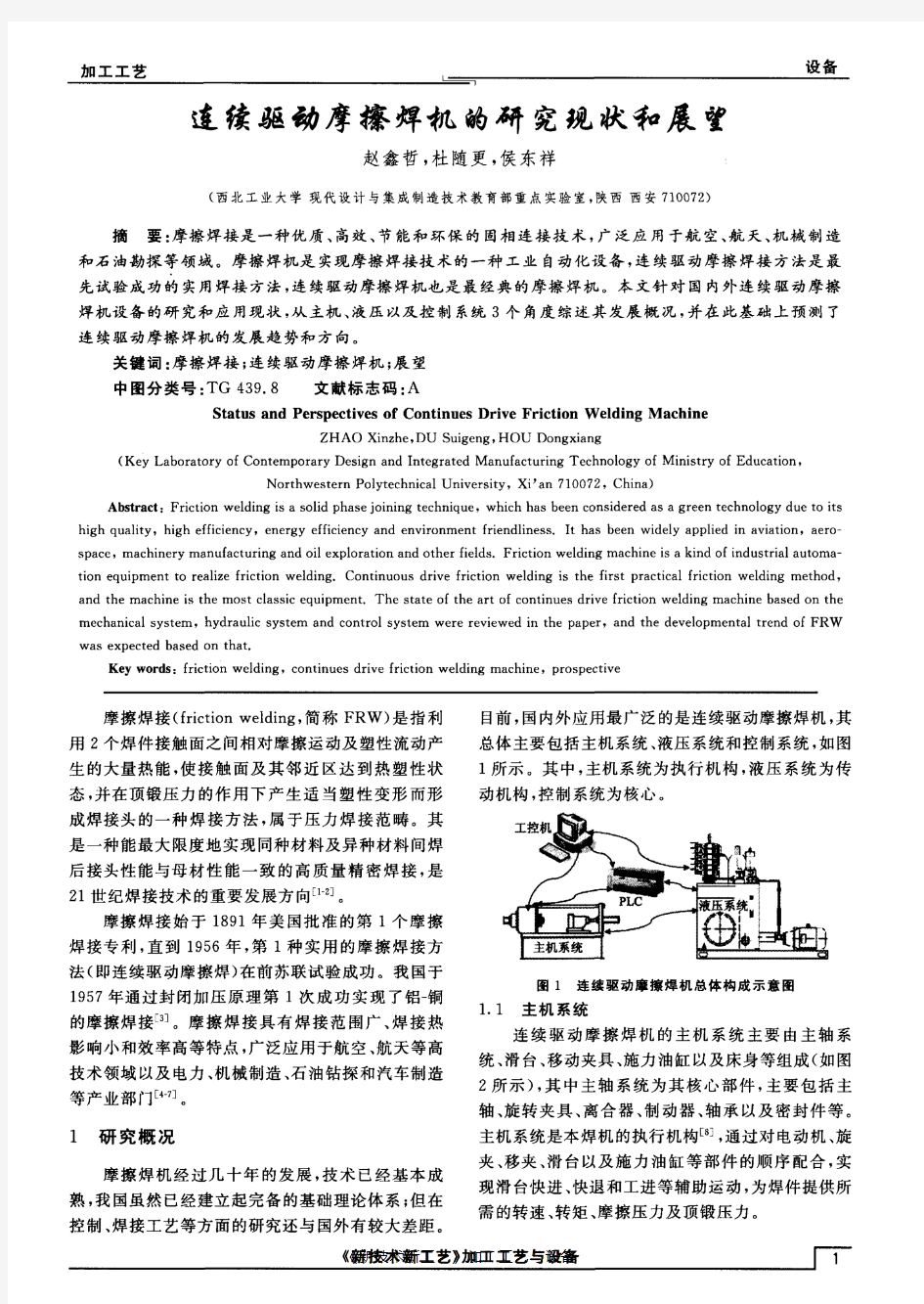
Φ15 45钢+45钢连续驱动摩擦焊焊接工艺概述 连续驱动摩擦焊是在外力作用下,利用焊件接触面之间的相对摩擦运动和塑形流动所产生的热量,使接触面金属件相互扩散、流动和动态再结晶而完成的固态连接方法。焊接过程不需要填充金属、焊剂或保护气体。连续驱动摩擦焊方法以优质、高效、节能、无污染的技术特点受到制造业的重视,特别是近几年来开发的搅拌摩擦焊、超塑性摩擦焊等新技术,使其在航空航天、能源、海洋开发等技术领域及石油化工、机械和汽车制造等产业部门得到了广泛应用。 一.母材技术状况 试件材料:45钢试件尺寸:Φ15×100mm 45号钢,是GB中的叫法,JIS中称为:S45C,ASTM中称为1045,080M46,DIN称为:C45。 物理性能:密度ρ:7.85g/cm3,弹性模量E:210MPa,泊松比μ:0.269。 力学性能: 抗拉强度:不小于600MPa ;屈服强度:不小于355MPa 。 伸长率:17% ;收缩率:40% ;冲击功:39J 。 钢材交货状态硬度:热轧钢:≤229HB 退火钢:≤197HB 推荐热处理温度:正火850℃淬火840℃回火600℃ 二、连续驱动摩擦焊原理 1、连续驱动摩擦焊原理如图1所示,是在摩擦压力的作用下被焊界面相互接触,通过相对运动进行摩擦,使机械能转变为热能,利用摩擦热去除界面的氧化物,在顶锻力的作用下形成可靠接头。该过程所产生的摩擦加热功率为 P=μkρυ 式中: P——摩擦加热功率;μ——摩擦系数; k——系数; ρ——摩擦压力; v——摩擦相对运动速度。
图1 连续驱动摩擦焊的工作原理图 连续驱动摩擦焊接时,通常将待焊工件两端分别固定在旋转夹具和移动夹具内,工件被夹紧后,位于滑台上的移动夹具随滑台一起向旋转端移动,移动至一定距离后,旋转端工件开始旋转,工件接触后开始摩擦加热。此后,则可进行不同的控制,如时间控制或摩擦缩短量(又称摩擦变形量)控制。当达到设定值时,旋转停止,顶锻开始,通常施加较大的顶锻力并维持一段时间,然后,旋转夹具松开,滑台后退,当滑台退到原位置时,移动夹具松开,取出工件,至此,焊接过程结束。 整个摩擦焊接过程如图2所示。从图中可知,摩擦焊接过程的一个周期可分成摩擦加热过程和顶锻焊接过程两部分。摩擦加热过程又可以分成四个阶段,即初始摩擦、不稳定摩擦、稳定摩擦和停车阶段。顶锻焊接过程也可以分为纯顶锻和顶锻维持两个阶段。 2、连续驱动摩擦焊机普通型连续驱动摩擦焊机主要由主轴系统、加压系统、机身、夹头、检测与控制系统以及辅助装置等六部分组成。连续驱动摩擦焊机参数,见表3。
第18卷 第2期摩擦学学报V o l18, No2 1998年6月T RIBO LOGY Jun,1998评述与进展(185~190) 表面改性技术在微动摩擦学领域中的应用* 徐桂珍 刘家浚周仲荣 (清华大学摩擦学研究所 北京 100084) (西南交通大学摩擦学研究所 成都 610031) 摘要 对近年来国内外在采用表面改性技术改善材料的抗微动损伤性能方面的研究和进展做 了简要的综述.分析了各种表面改性层在微动摩擦学中的应用和作用机制.指出采用多种表面 改性手段,如表面机械强化、表面化学处理及表面涂覆等可不同程度地提高材料的抗微动损伤 性能,延长零件的服役寿命. 关键词 微动磨损 微动疲劳 表面改性 表面涂层 分类号 T H113.22 微动损伤是在结构振动或交变应力作用下相互配合并紧密固定在一起的部件之间相互接触并发生微小振幅的相对运动所引起的磨损现象[1].它是一种非常复杂的现象,可能同时伴有磨损、疲劳和腐蚀.微动损伤在运输、航空航天、发动机、核电等行业已成为导致材料损伤的主要原因.因此,关于微动损伤机理的研究一直是人们关注的焦点.特别是近10余年来,由于高科技发展的需要,采用新材料和表面防护来改善材料微动损伤性能的研究取得了长足的进展.但是许多试验结果缺乏可比性,有些结果甚至互相矛盾.为此有必要从微动损伤的基本理论出发,考察影响微动损伤过程的关键因素,分析各种表面改性层在微动中的作用机理,最终为合理选择表面改性技术指明方向. 1 微动损伤机制及其主要影响因素 微动损伤机理较为复杂,它牵涉到粘着、腐蚀、疲劳及磨粒磨损等多种磨损机制.磨损和疲劳作为主要的微动失效方式,往往在同一接触面内发生,其作用机理既有区别,又互相影响.磨损的特征表现为磨屑脱落.微动磨损主要由振动或位移引起,滑动振幅的大小是影响微动磨损的主要因素.而疲劳的特征表现为裂纹形核和扩展及由此引起的疲劳断裂失效.裂纹一般在微动接触区的应力集中处形核,随后裂纹的扩展方向主要受滑动振幅的影响.当滑动振幅较大时,裂纹的扩展方向趋于与接触表面平行,结果当裂纹扩展至表面时,磨屑颗粒脱落产生麻坑而不形成扩展疲劳裂纹,因此增加滑动振幅有利于延长疲劳寿命[2,3].但Nishio ka和Hirakawa[4]发现,增加滑动振幅可降低微动疲劳强度.Funk[5]在早期的工作中也得到了类似的结果.Field和Wa ters[6]则发现,在临界值以下,增加滑动振幅可降低微动疲劳强度,但在临界值以上增加滑动振幅则可增大微动疲劳强度,这可能是由于在疲劳裂 *国家自然科学基金和四川省青年科学基金项目/1997-11-28收到初稿,1998-06-10收到修改稿/通讯联系人徐桂珍.徐桂珍 女,30岁,博士生,主要从事表面工程和微动摩擦学的研究. 刘家浚 男,66岁,教授、博士生导师,主要从事摩擦学材料和表面工程研究,发表论文130余篇,专著4部. 周仲荣 男,34岁,教授,主要从事摩擦学表面工程和材料的摩擦磨损研究,发表论文20余篇.
万方数据
万方数据
万方数据
万方数据
2008年第9期胡忆沩:带压密封技术规范讲座——泄漏与密封107 每天流失热水约10t,一个4mm的泄漏孑L,在压力为1.6MPa时,每天损失饱和蒸汽2.5t。泄漏的存在严重威胁着安全生产,甚至使生产无法进行,装置被迫停车,企业的非计划停产事故增多。而有毒有害介质的泄漏危害经济损失会更大。 2003年12月23日,位于重庆市开县高桥镇中石油JiI东北气矿“罗家16H井”发生特大天然气泄漏事故,造成243人中毒死亡,59790名群众不同程度中毒和受灾,1000多人住院,9万多人被迫离开家园,并造成大量牲畜、家禽、野生动物、鱼类死亡和严重环境污染。图5是泄漏井口通过点火燃烧的方式排除毒气现场照片。本次事故是我国石油行业介质泄漏伤亡人数最多的一次,直接经济损失达6432万元人民币。 图5重庆市开县天然气泄漏点火燃烧现场(4)噪声及腐蚀:泄漏产生的噪声,影响操作人员的工作情绪,导致误操作事故增多。强腐蚀介质的外泄,加快了厂房、设备的腐蚀速度,设备使用寿命缩短。 3密封分类 隔离高能流体向低能区进行负面传质的有效措施统称为密封。根据采取措施的差异,密封可分为静密封、动密封和带压密封3大类。 3.1静密封 采用相对静止的密封副来阻止泄漏的密封称为静密封。 目前静密封可分为垫密封、胶密封、填料密封和波纹管密封。其中垫密封包括:非金属密封垫、金属-非金属组合密封垫和金属密封垫。 3.2动密封 密封副间存在相对运动的密封结构称为动密封。动密封可分为接触式动密封和非接触式动密封2大类: (1)接触式密封。目前接触式密封包括压盖填料、成型填料、机械密封、油封、刮油封、毛毡密封、涨圈密封、滑环密封等。其中成型填料密封包括V形密封圈、u形密封圈、Y形密封圈、J形密封圈、L形密封圈、O形密封圈、方形密封圈、D形密封圈、T形密封圈、x形密封圈及三角形密封圈等。 (2)非接触式密封。目前非接触式密封包括浮动环密封、迷宫密封、螺旋密封、叶轮离心密封、甩油环密封、气垫密封、电磁密封和磁流体密封等。3.3带压密封 在流体介质泄漏状态下,可重新实现密封目的的方法或技术手段的总称。目前可分为注剂式带压密封技术、带压粘接密封技术、带压顶紧式密封技术和带压焊接密封技术4大类。详见第三讲带压密封技术组成及特点。 参考文献 【1】HG/T20201-2007带压密封技术规范[S].北京:中国计划出版社.2007. (上接第94页)研究》的课题期间完成的,部分观点受益于张嗣伟教授、谢友柏院士等项目组专家,再次对中国工程院及本项目组全体专家表示感谢。 参考文献 【1】张嗣伟.摩擦学科学与上程的进展与展望[M]//谢友柏.工程前沿.第2卷.北京:高等教育出版社,2005:3—20. 【2】汪德涛.摩擦学发展史话[C].2006全国摩擦学学术会议——纪念摩擦学40周年论文集,2006:246—250.【3】DepartmentofEducationandScience:Lubrication(Tribolo—gy)[R].AReportonthePresentPositionandIndustriesNeeds,HMSO。1966. 【4】中国机械1:程学会.中国科学院技术科学部中国机械工程学会联合举办第一次全国摩擦磨损润滑研究工作报告会议[J].机械学会动态,1962,18:2.【5】中国机械工程学会.中国机械工程学会第二次全国摩擦磨损润滑学术会议专辑[J].机械学会动态,1979,68:1 —20. 【6】中国机械工程学会.摩擦学学会召开理事扩大会议[J].机械学会动态,1981,93:41—42. 【7】中国机械工程学会摩擦学学会.全国摩擦学工业应用调查报告[R].北京,1986. 【8】周仲荣,张嗣伟.摩擦学发展前沿研究[M].北京:机械工业出版社,2006. 【9】姚国欣,张德义.国外润滑油生产发展新动向[J].润滑油,1989(4):1—11. 【10】张华.中国润滑油市场展望[J].石油商技,2006(4):26—29. 【11】罗吉甫,王善彰.铁路运输中的摩擦学与节能[J].润 滑与密封,1984(2):ll—16. 万方数据
特种焊接方法与工艺大作业——摩擦焊焊接技术 姓名:武颂昆 学号: 20 班级: 10焊接 天津滨海职业学院 2011年12月
摩擦焊焊接技术 一、摩擦焊的定义 摩擦焊(Friction Welding,FW)是利用焊件接触的端面相对运动中相互摩擦所产生的热,使端面达到热塑性状态,然后迅速顶锻,完成焊接的一种固相焊接方法。 二、摩擦焊的基本原理 摩擦焊焊接过程是在压力的作用下,相对运动的待焊材料之间产生摩擦,使界面及附近温度升高并达到热塑性状态,随着顶锻力的作用,界面氧化膜破碎,材料发生塑性变形与流动,通过界面元素扩散及再结晶冶金反应而形成接头。 焊接过程不加填充金属,不需焊剂,也不用保护气体,全部焊接过程只需几秒钟。 两焊件结合面之间在较高的压力下高速旋转相互摩擦产生了两个重要的效果:一是破坏了结合面的氧化膜或其他污物,使纯净金属暴露出来;另一个是摩擦生热,使结合面很快形成热塑性层。在随后的摩擦扭矩和轴向压力作用下这些破碎的氧化物和部分塑性层被挤出结合面外形成飞边,剩余的塑性变形金属就构成了焊缝金属,最后的顶锻使焊缝金属获得进一步锻造,形成了质量良好的焊接接头。 三、摩擦焊的特点 (1)焊接施工时间短,生产效率高。 (2)焊接热循环引起的焊接变形小,焊后尺寸精度高,不用焊后校形和消
除应力。 (3)机械化、自动化程度高,焊接质量稳定。当给定焊接条件后,操作简单,不需要特殊的焊接技术人员。 (4)适合各类异种材料的焊接,对常规熔化下不能焊接的铝-钢、铝-铜、钛-铜、金属间化合物-钢等都可以进行焊接。 (5)可以实现同直径、不同直径的棒材和管材的焊接。 (6)焊接时不产生烟雾、弧光以及有害气体等,不污染环境。同时,与闪光焊相比,电能节约5-10倍。 四、摩擦焊的应用 目前我国摩擦焊技术的应用比较广泛,可焊接直径3.0~120mm的工件以及8000mm2的大截面管件,同时还开发了相位焊和径向摩擦焊技术,以及搅拌摩擦焊技术。不仅可焊接钢、铝、铜,而且还成功焊接了高温强度级相差很大的异种钢和异种金属,以及形成低熔点共晶和脆性化合物的异种金属。如高速钢—碳钢、耐热钢—低合金钢、高温和金—合金钢、不锈钢—低碳钢、不锈钢—电磁铁以及铝—铜、铝—钢等。 近年来随着我国航空航天事业的发展,也加速了摩擦焊技术向这些领域的渗透,进行了航空发动机转子、起落架结构件、紧固件等材料(Ln718Ti17300MGH159GH4169)以及金属与陶瓷、复合材料、粉末高温合金的摩擦焊工艺试验研究,某些电工材料的钎焊工艺也开始用摩擦焊接所取代。如电磁铁—不锈钢、钨铜合金等。目前我国采用摩擦焊接方法焊接的产品有:锅炉行业的蛇形管摩擦焊接,阀门行业的阀门法兰和阀体密封座的摩擦焊接,轴瓦行业的止推边轴瓦的摩擦焊接,工具行业的钻头、铣刀、铰刀的刃部与柄部的摩擦焊接,汽车及机车行业发动机的双金属排气阀、气门顶杆、柴油机预热室喷咀、半轴、扭力管、内燃机增压器涡轮轴,潜水电泵转轴,紫铜不锈钢水接头,铝铜过渡接头,纺织机梭子芯,关节轴承,泥瓦工具,地质钻杆,石油钻杆、实心、空心抽油杆,航空发动机集成齿轮,木工多用机床上的刀轴等等。 我国现有六百余台摩擦焊机,绝大部分是连续驱动摩擦焊机。近年来由于加强了与德国KUKA、日东株氏会社、美国MTI公司等摩擦焊机制造公司的交流与引进样机,焊机先后采用了液压马达驱动的主轴系统,串联轴承组——平衡油缸
世纪回顾与展望 —摩擦学研究的发展趋势 温诗铸院士 摘要在回顾摩擦学发展历史的基础上,总结20世纪60年代以来,在摩擦学主要研究领域包括流体润滑、材料磨损与表面处理技术、纳米摩擦学等的发展现状和展望。分析了相关学科的发展和学科交叉对摩擦学研究的推动作用,并介绍了摩擦学与其他学科交叉领域如摩擦化学、生物摩擦学、生态摩擦学和微机械学等的发展概况和趋势。 摩擦学作为一门实践性很强的技术基础科学,它的形成和发展与社会生产要求和科学技术的进步密切相关。18世纪的特点是以试验为基础的经验研究模式。19世纪末,开创了基于连续介质力学的研究模式。到了20世纪20年代以后,发展成为涉及力学、热处理、材料科学和物理化学等的边缘学科,从此开创了多学科综合研究的模式。1965年首次提出Tribology(摩擦学)一词,简要地定义为“关于摩擦过程的科学”。此后,它作为一门独立的学科受到世界各国普遍重视,摩擦学理论与应用研究进入了一个新的时期。 1 研究现状与发展趋势 现代摩擦学研究的主要特征可以归纳为: (1)在以往分学科研究的基础上,形成了一支掌握机械、材料和化学等相关知识的专业研究队伍,有利于对摩擦学现象进行多学科综合研究,推动了摩擦学机理研究的深入发展。 (2)由于摩擦学专业教育的发展和知识普及,以及摩擦学本身具有的实践性很强的特点,当今工业界有大量的工程科技人员结合工程实际开展研究,促使摩擦学应用研究取得巨大的经济效益。 (3)随着理论与应用的不断完善,摩擦学研究模式开始从以分析摩擦学现象为主逐步向着分析与控制相结合,甚至以控制性能为目标的研究模式发展。此外,摩擦学研究工作从以往的主要面向设备维修和改造逐步进入机械产品的创新设计领域。 20世纪60年代后,相关科学技术特别是计算机科学、材料科学和纳米科技的发展对摩擦学研究起着重要的推动作用,主要表现在以下方面。 1.1 流体润滑理论 以数值解为基础的弹性流体动力润滑(简称弹流润滑)理论的建立是润滑理论的重大发展。现代计算机科学和数值分析技术的迅猛发展,对于许多复杂的摩擦学现象都可能进行精确的定量计算。例如,在流体润滑研究中采用数值分析方法,已经建立了分别考虑摩擦表面弹性形变、热效应、表面形貌、润滑膜流变性能以及非稳态工况等实际因素影响,甚至于诸多因素综合影响的润滑理论,为机械零件的润滑设计提供了更加符合实际的理论基础。今后的任务是将润滑理论有效地应用于工程设计,其中对于某些机械零件诸如齿轮蜗轮传动的实际接触情况复杂,工作中润滑参数又不断变化,它们的润滑设计还需要进一步完善。
摩擦焊 ?摩擦焊原理与分类 ?惯性摩擦焊 ?搅拌摩擦焊 ?摩擦焊设备 定义:摩擦焊是利用焊件相对摩擦运动产生的热量来实现材料可靠连接的一种压力焊方法。其焊接过程是在压力的作用下,相对运动的待焊材料之间产生摩擦,使界面及其附近温度升高并达到热塑性状态,随着顶锻力的作用界面氧化膜破碎,材料发生塑性变形与流动,通过界面元素扩散及再结晶冶金反应而形成接头 一、摩擦焊原理及分类 ?1.1 摩擦焊的分类 ?摩擦焊的方法很多,一般根据焊件的相对运动和工艺特点进行分类,主要方法如图1所示。在实 际生产中,连续驱动摩擦焊、相位控制摩擦焊、惯性摩擦焊和搅拌摩擦焊应用的比较普遍。 ?通常所说的摩擦焊主要是指连续驱动摩擦焊、相位控制摩擦焊、惯性摩擦焊和轨道摩擦焊,统称 为传统摩擦焊,它们的共同特点是靠两个待焊件之间的相对摩擦运动产生热能。而搅拌摩擦焊、嵌入摩擦焊、第三体摩擦焊和摩擦堆焊,是靠搅拌头与待焊件之间的相对摩擦运动产生热量而实现焊接。 1.2 摩擦焊原理 ?同种材质焊接时,最初界面接触点上产生犁削-粘合现象。由于单位压力很大,粘合区增多。继续 摩擦使这些粘合点产生剪切撕裂,金属从一个表面迁移到另一个表面。界面上的犁削-粘合-撕裂过程进行时,摩擦力矩增加时界面温度增高。当整个界面上形成一个连续塑性状态薄层后,摩擦力矩降低到一最小值。界面金属成为塑性状态并在压力作用下不断被挤出形成飞边,工件轴向长度也不断缩短 ?异种金属的机理比较复杂,除了犁削-粘合-剪切撕裂无力现象外,金属的物理与力学性能、相互 间固溶度及金属间化和物等,在结合机理中都会起作用,焊接时由于机械混合和扩散作用,在结合面附近很窄的区域内有可能发生一定程度的合金化,这一薄层的性能会对整个接头的性能有重要影响。机械混合和相互镶嵌对结合也会有一定作用。这种复杂性使得异种金属的摩擦焊接性很难预料。 1.2.1.连续驱动摩擦焊1.2.2 惯性摩擦焊1.2.3 相位摩擦焊1.2.4 径向摩擦焊1.2.5 摩擦堆焊1.2.6 线性摩擦焊1.2.7 搅拌摩擦焊 二、连续驱动摩擦焊 ?2.1 连续驱动摩擦焊基本原理 ? 2.1.1 焊接过程 ?连续驱动摩擦焊接时,通常将待焊工件两端分别固定在旋转夹具和移动夹具内,工件被夹紧后, 位于滑台上的移动夹具随滑台一起向旋转端移动,移动至一定距离后,旋转端工件开始旋转,工件接触后开始摩擦加热。此后,则可进行不同的控制,如时间控制或摩擦缩短量(又称摩擦变形量)控制。当达到设定值时,旋转停止,顶锻开始,通常施加较大的顶锻力并维持一段时间,然后,旋转夹具松开,滑台后退,当滑台退到原位置时,移动夹具松开,取出工件,至此,焊接过
第40卷第11期机械工程学报v0140No.112004年11月CHINESEJOURNAL0FMECHANICALENGINEERINGNov20O4 我国摩擦学研究的现状与发展+ 温诗铸 (清华大学摩擦学国家重点实验室北京100084) 摘要:总结了自中国机械工程学会摩擦学分会成立25年来我国摩擦学研究的发展,论述了在流体润滑理论与设计、微观摩擦学、材料磨损机理与控制、表面工程与耐磨材料、润滑材料以及磨损状态监测等方面的主要成就。 在此基础上提出了今后值得关注的研究方向,如减摩抗磨技术、制造过程摩擦学、生态摩擦学、仿生技术与生物摩擦学等。 关键词:摩擦学研究进展展望 中图分类号:THll71 0前言 20世纪60年代中期,英国教育科学研究部在对工业部门广泛调查的基础上,发表了《关于摩擦学(T曲0109y)教育和研究报告》,首次提出将摩擦学作为一门独立的边缘学科加强研究和教育工作。这对于促进国民经济持续发展具有战略意义,随即得到世界各国的认同和重视。此后,摩擦学得到迅速的发展,并成为机械、材料等学科中活跃的研究领域之一噱 由于多方面的原因,我国摩擦学的发展起步较晚。虽然在20世纪50年代,为数不多的学者进行过磨损和润滑研究,但是作为一门独立的学科从事摩擦学研究和教育工作是在20世纪80年代以后才逐步开展起来。 1979年中国机械工程学会摩擦学分会成立。经过过去25年来各方面的共同努力,我国摩擦学学科取得了突飞猛进的发展。摩擦学知识得到了广泛的普及;形成了一支从事摩擦学研究的专门队伍,包括长江学者、杰出青年基金获得者等中青年学术骨干;建立了国家级或者省部级的研究基地;创办了专业学术刊物,出版了10余部学术专著和科技图书;在相关的学会组织推动下,召开了各种全国或地区性学术会议,讨论和交流研究成果;国际学术活动频繁,在我国召开多次国际学术会议,并成功举办了第一届亚洲摩擦学国际会议。同时,我国学者也活跃在国际摩擦学学术舞台。应当强调指出,我国摩擦学研究的发展历程与国民经济建设密切结合,因此,有力地推动了现代化建设,促使我国机 ?为纪念中国机械工程学会摩擦学分会成立25周年而作。20040909收到初稿,2∞40922收到修改稿 电产品的摩擦学性能得到普遍和迅速的提高。 通过长期的实践,我国摩擦学工作者在解决工程实际问题中,还注意提高研究工作的深度和拓宽研究领域。我国摩擦学研究发展的总趋势可归纳为:从面向机械产品的维修过渡到新产品的摩擦学设计:从单纯跟踪研究过渡到加强创新研究;从局部目标的单一学科研究向着针对摩擦学系统的多学科综合研究;从宏观特性考察深入到揭示微观机理,建立摩擦学现象的构性关系;推动摩擦学与相关学科交叉,努力开辟新的研究领域,如微观摩擦学、生物摩擦学和生态摩擦学等。 1进展 1.1流体润滑与滑动轴承研究 基于流体润滑理论的低副机构(面接触)摩擦副如滑动轴承、密封装置等的润滑设计是现代机械设计的重要问题。对于汽轮机组、涡轮压缩机等叶片机械的高速径向滑动轴承的润滑设计进行了系统研究,包括椭圆轴承、多油楔轴承和可倾瓦轴承等。主要研究内容有:在计及热效应和冷热变形影响的静态(承载量、流量、摩擦功耗)、动态(动力学参数:刚度系数、阻尼系数1性能计算:分析静、动态性能与结构参数、工况参数的相关性;以汽轮发电机组为背景,进行轴承一转子系统动力学分析,提出转子失稳条件和判断准则,并对汽轮发电机组发生动力学失稳导致的原因进行分析论证口J。在此基础上,提出针对汽轮发电机组多跨转子系统的设计专家系统。 以精密机床主轴为应用背景的静压轴承研究取得进展。提出了浅腔静动压复合轴承的设计,获得比常规结构优越的润滑性能ijJ:将静压轴承用于改造磨床主轴支撑以提高回转精度得到较大规模推