焊接温度场及残余应力测量方法总结 一、焊接温度场测量方法 多年来,基于物体的某些物理化学性质(例如,物体的几何尺寸、颜色、电导率、热电势和辐射强度等)与温度的关系,开发了形式多样的温度测量方法和装置,综合温度测量的现状,按测量方式可分为接触式和非接触式两大类。 1、接触式测温方法 接触式测温方法的感温原件直接置于被测温度场或介质中,不受到黑度、热物理性参数等性质的影响,具有测温精度高、使用方便等优点。但是对于瞬态脉动特性的对象,接触式测温方法难以作为真正的温度场测量手段。主要是由于接触法得到的是某个局部位置的信号,如果要得到整个温度场的信号,必须在温度空间内进行合理的布点,才可以根据相应的方法(如插值法等)获得对温度场的近似。 常用的接触式测温方法有,电偶测温法。热电偶是用两种不同的导体(或者半导体)组成的闭合回路,两端接点分别处于不同温度环境中,与当地达成热平衡时会产生热电势,标定后可用来测量温度。理想的热电偶测温方法,是将参比端 E,再查分度表反置于0℃的恒温槽中,通过测量2个不同导体A和B的热电动势ab 求出被测温度t。由于让参比端保持0℃有时比较困难,实际应用中常常需要参比端恒温处理或温度补偿。热电偶测温法有几个优点:精度比较高,因为热电偶直接与被测对象接触,不受中间介质的影响;测量范围大,通常可在-50~1600℃范围内连续测量;结构简单,使用方便。但是,热电偶测温法也有一定的缺点:每次测量的点数有限(最多几个点),难以反映整个焊接温度场的情况;此外,金属的电阻和熔池中液体的流动会阻碍热传导,从而给热电偶的测量带来一定的误差。 2、非接触式测温法 非接触测温法分为两大类:一类是通过测量介质的热力学性质参数,求解温度场(如声学法);另一类是通过高温介质的辐射特性,通过光学法来测量温度场。非接触式测温方法由于测温元件不与被测介质接触,不会破坏被测介质的温度场和流场;同时,感温元件传热惯性很小,因此可用于测量不稳定热力过程的温度。其测量上限不受材料性质的影响,可在焊接等高温场合应用。目前常用的测试方法主要有以下几种: 2.1、红外热像法 随着红外技术和计算技术的发展,红外热象法测定焊接温度场成为近代一种新技术。红外热成像测温技术为非接触式测温,响应快,不破坏被测物体的温度场,可以检测某些不能接触或禁止接触的目标,红外热像技术显示出其在测试物体温度场方面的优势。在实际的测量过程中,一般先采用热电偶标定被测物体的发射率,然后再用红外热像仪测定物体的温度场。
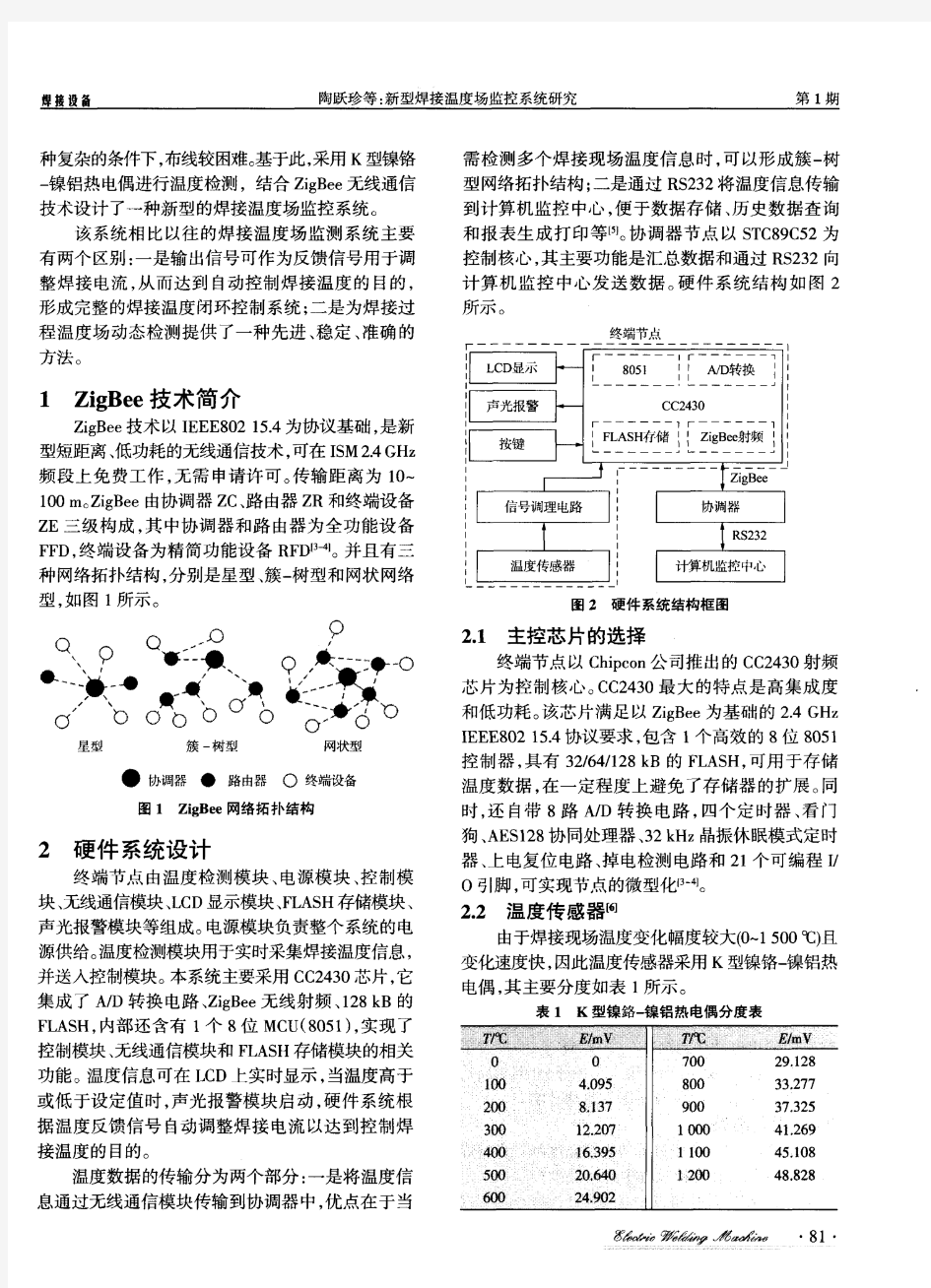
第三讲焊接温度场 教学目的:理解温度场的概念及表达方式;等温线的概念及特征。了解温度梯度的概念。掌握影响温度场的因素。教学重点:温度场、等温线 教学难点:温度场、等温线 教学方法:讲述法 课时分配:4课时 教学内容: 热量的传递有传导、对流、辐射三种基本方式。在熔焊过程中,三种方式都存在。其中热量传递到焊件主要是通过对流与辐射;母材与焊丝获得热量后其内部的传导则以传导为主。 一、温度场的概念及表达方式 1、焊接温度场:指某一瞬时焊件上各点的温度分布。具体说就是焊件上各点温度分布情况。 焊接温度场是某一瞬时的温度场。因为焊件上的温度不仅不均匀,而且因热源的运动还将使各点的温度随时间而变化。 在焊接进行过程中,焊件上温度分布的规律:热源中心处温度最高,向焊件边缘温度逐渐下降。 2、等温线(面):温度场中相同温度的各点所连成的线(或面)。 性质:不同等温线(面)绝对不会相交。
等温线的意义和应用: (1)固定加热厚大工件等温线的情况(如图4-2) 工件上各点的温度仅仅与其到热源的距离有关。等温线的现状是以热源中心为圆心的半球面。 在xoy 平面的等温线则为同心圆, 温度越低,半径越大。 (2)热源运动时等温线的情况 焊接时,由于热源要沿着一定的 方向运动,热源前后温度分布不再对 称,等温线的形状将发生变化。 原因:热源前面是未经加热的冷金属,温度下降很快,而热源后面则是刚焊完的焊缝,温差较小。 结果:热源前面的等温线之间距离缩短,后面等温线之间的距离加长,而在热源的两侧分布仍然是对称的。 讲述图4-3 (教材107页) 3、温度梯度 等温线可以表示温度在空间的变化率, 这个变化率与温差成正比,与等温线之间 的距离成反比,其比值叫做温度梯度。 如图; G =T1-T2/Δs 当T1>T2,即温度上升时,温度梯度为正;反之为负。
焊接温度场实时检测系统的研究 摘要:针对焊接过程温度变化快、升温曲线斜率大的特点,利用传感器技术和计算机数据采集技术,采用C++ 语言编写检测系统的数据采集与处理软件,综合开发了一套焊接温度场实时检测系统。实验结果表明,该系统能够很好地对焊接温度场进行多路实时采集与处理,为研究焊接过程温度场的分布提供了一种先进的测试手段。 关键词:焊接温度场;检测系统;实时采集 在焊接过程中,由于焊接热源在不断地移动,因此焊件上各点的温度每一瞬时也都在变化,但这种变化还是有规律的。某一瞬时工件上各点的温度分布成为温度场。温度场的分布情况可以用等温线来表示或等温面来表示。焊接温度场反映了复杂的焊接热过程,而热过程决定了焊缝熔化结晶、变形、应力等状况,这几个因素又影响到熔合、裂纹、组织等与焊接质量有关的指标,故焊接温度场分布能全面和深入地反映焊接质量,获得焊接过程的动态温度场,对于制定、评定和优化焊接工艺具有重要的意义[1-2] 焊接温度场是一个动态温度场,由于加热过程往往很快,场中各点温度变化率大,又容易受到电磁辐射的干扰,因此测定焊接温度场是一个难度很大的问题[3]。测定焊接温度场的传统方法是使用热电偶和X-Y函数记录仪。该方法实时性差、精度低。计算机软硬件技术的飞速发展为焊接温度场的检测提供了新的方法和途径。结合先进的计算机软硬件技术,笔者编写了一套焊接过程温度场检测和分析软件。该系统能够对焊接过程温度场参数进行采集、处理和计算,为焊接过程温度场动态检测提供了一种先进的检测手段。 1硬件系统设计 1测温系统的硬件装置 检测系统的硬件部分主要由以下几部分组成: 温度传感器、温度变送器、接线端子板、数据采集卡和工控机。温度传感器采用K型镍铬-镍硅热电偶,测温范围0~1100℃,热电偶丝直径0.3mm;温度变送器主要包括隔离放大电路和温度补偿电路。数据采集卡采用研华PCL-818LS采集卡。 1.2冷端温度补偿装置 在通常的工程测量中,参考端温度大都处在室温或波动的温区。此时若要准确测出实际温度,就必须采取修正或补偿措施。 由中间温度定律得知,参考端温度为tn时的热电势为: EAB=(t,tn)=EAB(t,t0)-EAB(tn,t0) 其中t0表示0℃的温度,t表示测温端的温度。由此式可知,当参考端温度不等于0℃且tn恒定不变时,EAB(t,t0)是一个常数。因此,只要将测得的热电势EAB(t,tn)加上EAB(tn,t0)就可获得EAB(tn,t0)的电《热加工工艺》2008年第37卷第3期 金属铸锻焊技术 Casting?Forging?Welding上半月出版
-1- 平板对接温度场及应力-应变场模拟 王龙 北京工业大学机械工程专业,北京(100022) E-mail: xiaobei123@https://www.doczj.com/doc/e44700871.html, 摘要:本文是通过使用计算机模拟技术,用ANSYS 软件模拟平板对接焊接工艺的温度场, 并用间接求解的方法计算出焊接残余应力场。作者对比了面部加载高斯热源和内部热生成这 两种方法,总结两种热源的优缺点,并将两者结合起来作为一种复合热源。复合热源的计算 结果与传统的分析结果和理论相吻合。 关键词:计算机模拟;温度场;残余应力场;复合热源 1 引言 焊接是一个涉及到电弧物理、传热、冶金和力学的复杂过程,由于高度集中的瞬时热输入,在焊接过程中和焊后将产生相当大的残余应力(焊接残余应力)和变形(焊接残余变形、焊接收缩、焊接翘曲),而这是影响焊接结构质量和生产率的主要问题之一,焊接变形的存在不仅影响焊接结构的制造过程,而且还影响焊接结构的使用性能。焊接应力和变形不但可能引起热裂纹、冷裂纹、脆性断裂等工艺缺陷,而且在一定条件下将影响结构的承载能力,如强度,刚度和受压稳定性。除此以外还将影响到结构的加工精度和尺寸稳定性。因此,在设计和施工时充分考虑焊接应力和变形这一特点是十分重要的[1][2]。随着大规模工业生产和高新技术的发展,焊接结构正朝着大型化、复杂化、高容量、高参数方向发展,其复杂程度越大,工作条件越苛刻,造成焊接事故也越频繁,危害性也越大,所以提高和保证焊接质量已经成为当前焊接中的关键问题。 焊接过程中局部集中的热输入,使焊件形成非常不均匀、不稳定温度场。温度场不仅直 接通过热应变,而且还间接通过显微组织变化引起相变应变决定焊接残余应力。因此,温度场的分析是焊接应力和变形分析前提[3]。本文就是利用大型通用的有限元软件ANSYS 对焊接温度场、应力场和变形进行了计算机的三维实时动态数值模拟,通过先计算焊接温度场,再把温度场结果作为应力和变形计算时的载荷,从而得到任何时刻、任何点的焊接应力、变形的具体计算数值,这无论是对焊接设计还是工艺都很有价值。 2 平板对接温度场模拟 2.1 材料物理性能参数以及单元类型的选择 由于是探讨性的模拟,所以模型假设为100mm×50mm×6mm,电弧中心沿Z 方向移动。 并用以下命令流依次定义导热系数,比热容以及密度用于进行温度场模拟。 mp,kxx,1,66.6 mp,c,1,460 mp,dens,1,7800 单元类型的选择原则为 1.必须具备单元生死功能 2.具有耦合功能,可以进行热-应力耦 合分析3.必须为三维单元4.焊缝处单元可以进行规则划分。根据以上原则,选用ANSYS 单元库中的热分析单元,二维模型用四节点四边形单元PLANE55,三维模型用八节点六面
材料成形加工技术科技前沿概览 材料成形与加工技术前沿综述 XXXX近年来材料科学技术领域最活跃的方向之一大量先进技术和工艺不断发展和完善,并在实践中逐步应用,如快速凝固、定向凝固、连铸连轧、连铸连轧、精密铸造、半固态加工、粉末注射成型、陶瓷胶态成型、热等静压成型、无模成型、微波烧结、离子束制备、激光快速成型、激光焊接、表面改性等。,促进了传统材料的升级换代,加快了新材料的研发、生产和应用,解决了高技术领域发展对高性能特种材料的制备、加工和微观结构进行精确控制的迫切需求。 2,历史演变: 从人类社会发展和历史进程的宏观角度来看,物质是人类赖以生存和发展的物质基础,也是社会现代化的物质基础和先导。然而,材料和材料技术的进步和发展应归功于金属材料制备和成型技术的发展。人类从漫长的石器时代发展到青铜时代(有些学者称之为“第一次物质技术革命”),首先得益于铜冶炼和铸造技术的进步和发展,从青铜时代发展到铁器时代,得益于铁鳞冶炼技术和锻造技术的进步和发展(所谓的“第二次物质技术革命”)直到16世纪中叶,冶金学(金属材料的制备和成型)才逐渐从“工艺”发展到“冶金学”。人类开始重视从“科学”的角度研究金属材料的成分、制备、加工工艺和性能之间的关系,迎来了所谓的“第三次材料技术革命”——人类从相对单一的青铜和
铸铁时代进入合金化时代,这催生了人类历史上第一次工业革命,推动了现代工业的快速发展。自 进入XXXX时代后期以来,先后实施了“超级金属”和“超级钢”计划,重点发展先进的制备和加工技术,精确控制组织,大幅度提高材料性能,实现降低材料消耗、节约资源和能源的目标。 新材料的研究、开发和应用全面反映了一个国家的科技和产业化水平,而先进制备和成型技术的发展对新材料的开发、应用和产业化起着决定性的作用。先进制备和成型技术的出现和应用,加上新材料的研发、生产和应用,促成了微电子和生物医用材料等新兴产业的形成,推动了现代航空航天、交通运输、能源和环境保护等高科技产业的发展。 传统结构材料正在向高性能化、复合化、结构与功能一体化方向发展。尤其需要先进的制备和成型加工技术和设备,使材料的生产过程更加高效、节能和清洁,从而提高传统材料产业的国际竞争力。 另一方面,开展这一科学领域的前沿和基础研究,综合利用相关学科的基础理论和科技发展成果,为制备新材料提供新的原理和方法,也是材料科学和工程学科自身发展的需要。 因此,发展先进的材料制备和成型技术对提高国家综合实力,突破先进工业国家的技术壁垒和封锁,保障国家安全,提高人民生活质量,促进材料科学技术本身的进步和发展具有十分重要的作用。这也是国民经济和社会可持续发展的重大要求。 3。研究现状
科技信息2008年第3期 SCIENCE&TECHNOLOGYINFORMATION科焊接温度场的准确计算或测量,是焊接冶金分析和焊接应力、应 变热弹塑性动态分析的前提。关于焊接热过程的分析,苏联科学院的 助Rykalin院士对焊接过程传热问题进行了系统的研究,建立了焊接 传热学的理论基础。为了求热传导微分方程的解,他把焊接热源简化 为点、线、面三种形式的理想热源,且不考虑材料热物理性质随温度的 变化以及有限尺寸对解的影响。实际上焊接过程中除了包含由于温度 变化和高温引起的材料热物理性能和变化而导致传热过程严重的非 线性外,还涉及到金属的熔化、 凝固以及液固相传热等复杂现象,因此是非常复杂的。由于这些假定不符合焊接的实际情况,因此所得到的 解与实际测定有一定的偏差,尤其是在焊接熔池附近的区域,误差很 大,而这里又恰恰是研究者最为关心的部位。 Adames、 木原博和稻埂道夫等人根据热传导微分方程,以大量的实验为基础,积累了不同材料、不同厚度、不同焊接线能量以及不同预 热温度等测量数据,然后从传热理论的有关规律出发,经过整理、 归纳和验证,最后建立了不同情况下的焊接传热公式。这种方法比前者采 用数学解析法要准确,但实验的工作量很大,有确定的应用条件和范 围,且可靠性取决于测试手段的精度。 1966年Wilson和Nickell首次把有限元法用于固体热传导的分 析计算中。70年代,有限元法才逐渐在焊接温度场的分析计算中使 用。1975年,加拿大的Poley和Hibbert在发表的文章中,介绍了利用 有限元法研究焊接温度场的工作,编制了可以分析非矩形截面以及常 见的单层、双层U,V型坡口的焊接温度场计算程序,证实了有限元法 研究焊接温度场的可行性。之后国内外众多学者进行了这方面的研究 工作。Krutz在1976年的博士论文中专门研究了利用焊接温度场预测 接头强度问题,其中分析了非线性温度场,在二维分析模型中,假定电 弧运动速度比材料热扩散率高,因此传到电弧前面的热量输出量相对 比较小,从而忽略了在电弧运动方向的传热,这实际上与Rykalin高速 移动热源公式的处理方法是一致的。 西安交通大学唐慕尧等人于1981年编制了有限元热传导分析程 序,进行了薄板焊接准稳态温度场的线性计算,其结果与实验值吻合。 随后上海交通大学的陈楚等人对非线性的热传导问题进行了有限元 分析,建立了焊接温度场的计算模型,编制了相应的程序,程序中考虑 了材料热物理性能参数随温度的变化以及表面散热的情况,能进行固 定热源或移动热源、薄板或厚板、准稳态或非准稳态二维温度场的有 限元分析。并在脉冲TIG焊接温度场以及局部干法水下焊接温度场等 方面进行了实例分析。对于三维问题,国内外也是近十年来才刚开始 研究。其原因是焊接过程温度梯度很大,在空间域内,大的温度梯度导 致严重材料非线性,产生求解过程的收敛困难的和解的不稳定性;在 时间域内,大的温度梯度决定了必须在瞬态分析时在时间域内的离散 度加大,导致求解时间步的增加。国内上海交通大学汪建华等人和日 本大阪大学合作对三维焊接温度场问题进行了一系列的有限元研究, 探究了焊接温度场的特点和提高精度的若千途径,并对几个实际焊接 问题进行了三维焊接热传导的有限元分析。蔡洪能等人建立了运动电 弧作用下的表面双椭圆分布模型基础上研制了三维瞬态非线性热传 导问题的有限元程序,程序中利用分析节点热烩的方法对低碳钢(A3 钢)板的焊接温度场进行了计算,计算结果和实验值吻合得很好。 焊接过程中应力应变的研究工作始于二十世纪三十年代,但是研 究工作只能是定性的和实测性的。五十年代,前苏联学者奥凯尔布洛 母等人在考虑材料机械性能与温度之间的相互依赖关系的情况下,用 图解的形式分析了焊接过程的热弹塑性性质及其动态过程,并分析了 一维条件下对焊接应力应变的影响。六十年代,由于计算机的推广应用,对焊接应力和变形的数值模拟才发展起来。1961年,Tall等人首先利用计算机对焊接热应力进行计算,编制了一套沿板条中线进行堆焊的热应力一维分析程序。1971年,Iwaki编制了可用于分析板平面堆焊热应力的二维有限元程序,后来Muraki对它作了重大改进,扩大了这个二维程序的功能,使之可用于对接焊和平板堆焊过程的热应力分析。日本的上田幸雄等人以有限元为基础,应用材料性能与温度相关的热弹塑性理论,导出了分析焊接热应力所需的各表达式。此后美国的H.D.Hibbert,E.F.Ryblicki,Y.Iwamuk以及美国MIT的Masubuchi等在焊接残余应力和变形的预测和控制等方面进行了许多研究工作。Anderson分析了平板埋弧焊时的热应力,并考虑了相变的影响。进入二十世纪八十年代,有限元技术日益成熟,人们对焊接应力和变形过程及残余应力的分布规律的认识不断深入。1985年Josefson等人通过大量的数值计算,进一步提高了预测焊缝周围残余应力分布的精度,同时考虑定位焊对残余应力分布的影响。Josefson对薄壁管件焊接残余应力以及回火去应力过程的应力分布情况进行了研究,并探讨了一些调整焊接残余应力的措施。进入九十年代,随着计算机性能的进一步提高,对焊接应力和变形的研究更加深入。1991年Mahin等人在研究中考虑了耦合的热应力问题,其中热源分布采用实验矫正的方法进行处理,同时考虑了熔池对流、辐射及传热对温度分布的影响,其残余应力的计算结果与采用中子衍射测得的结果吻合很好。T.Inoue等研究了伴有相变的温度变化过程中,温度、相变、热应力三者之间的耦合效应,并提出了在考虑耦合效应的条件下本构方程的一般形式。1992年加拿大的Chen等人对厚板表面重熔时的应力和变形进行了有限元计算,其中考虑了熔化潜热及凝固过程中固液相转变过渡区应力的变化,其残余应力计算值和实验值相当吻合。美国的Shim等人利用平板应变热弹塑性有限元计算了厚板多层焊的残余应力,并对不同坡口形状的焊接残余应力进行了比较,揭示了厚板残余应力分布的规律。1993年,加拿大的Chidiac等人研究了厚板焊接过程的应力和变形以及残余应力的分布,其中涉及了三维加热模型,并考虑了显微组织的变化和晶体生长等情况。另外,与焊接温度场的有限元分析类似,焊接热弹塑性有限元分析过去大都局限于二维、三维问题的研究是二十世纪九十年代才开始的。国内对焊接残余应力和变形的数值分析起步于二十世纪七十年代,首先是西安交通大学的楼志文等人把数值分析应用到焊接温度和热弹塑性应力场的分析中,编制了热弹塑性有限元分析程序,并对两个较简单的焊接问题进行了分析。到二十世纪八十年代,上海交通大学焊接教研室在焊接热传导的数值分析方面做了许多工作,特别是对非线性瞬态温度场进行了有限元分析,提出了求解非线性热传导方程的变步长外推法,并编制了二维热弹塑性有限元分析程序,计算了平板对接焊时应力和变形的发展过程以及残余应力分布。关桥等人编制了用于进行平板轴对称焊接应力和变形分析的有限差分和有限元程序,对薄板氢弧点状热源的应力和变形进行了计算,该分析仅限于点状热源。孟繁森等人利用迭代解法研制了计算焊接过程应力应变程序和图形显示程序,分析了板条边沿堆焊时的应力和变形的发展过程。陈楚等人利用平截面的假设分析了厚板焊接时的瞬态拉应力以及厚板补焊时的残余应力。刘敏等人研制了三角差分温度场和轴对称热弹塑性有限元程序,计算了1Cr18Ni9Ti和20号钢圆管对接多层焊接时的应力和变形。汪建华把三维问题转化为二维问题利用平面变形热弹塑性有限元法对厚板的应力问题进行了分析。[责任编辑:张艳芳] 焊接温度场与应力场的研究历史与发展 栾尚清左玉营丁国峰 (济南技术学院山东济南250000) 【 摘要】本文主要讲述了有关焊接温度场与应力场的研究历史与发展。【 关键词】焊接温度场;应力场;历史;发展thehistoryanddevelopmentofthetemperaturefieldandresidualstressfield Luanshangqing,Zuoyuying,Dingguofeng (JinanTtechnicalInstitute,250000) 【Abstract】Thispaperdescribesthehistoryanddevelopmentofthetemperaturefieldandresidualstressfield. 【Keywords】weldingtemperaturefield,weldingresidualstress,history,development ○职校论坛○206
BI YE SHE JI (20 届) 焊接温度场温度检测系统设计 所在学院 专业班级自动化 学生姓名学号 指导教师职称 完成日期年月 Ⅰ
摘要 在管道铺设、大型机件制造等生产中,焊接是一种必不可少的的技术手段,在工农业生产中占有重要地位。焊接是一个不均匀加热和冷却的特殊的热处理过程,会在焊接热影响区产生不均匀的组织和性能,同时也会产生复杂的应力和应变。而焊接过程的温度场决定了焊接应力场和应变场,是影响焊接质量和生产率的主要因素。因此控制好焊接温度对焊接产品的质量具有十分重要的意义。因此我们需要设计相应的焊接温度场温度测量系统。 本课题设计了以AT89C51为控制核心的温度采集、显示系统。着重介绍了8路模拟信号选择芯片CD4051及热电偶模拟信号调理转换芯片MAX6675的原理,以及在本系统的重要应用。本设计实现了对焊接温度场温度的检测和数字显示,并能实现阈值报警和与上位机进行通讯。 关键词:温度场温度,单片机,数字显示 Ⅰ
Abstract In plumbing and mainframe parts manufacturing production, welding is an ess- -ential technical means, it occupies an important position in the industrial and agricultural production. Welding is a non-uniform heating and cooling of a special heat treatment process, causing uneven in the weld heat affected zone microstructure and properties, but also a complex stress and strain. The temperature field of the welding process determines the welding stress and strain fields,and its the main factors to affect the welding quality and productivity. Take good control of the welding temperature on the welding quality of the product is of great significance. Therefore, we need to design a special temperature measurement system of the welding temperature field. In this issue,I have made the design of the AT89C51 as the control core temperature acquisition and display system. This paper firstly introduces the 8-channel analog signal chip CD4051 and thermocouple analog signal conditioning chip MAX6675 conversion of principle, as well as important applications of this system. Also introduced a special driver chip HD7279 display part of the LED. And draw the various parts of the hardware schematics and overall hardware schematic. Finally, each chip driver of temperature acquisition procedures have been given. Key words: Temperature field, Temperature, 51 MCU, Digital display Ⅲ
本文由geyongyahoo贡献 pdf文档可能在WAP端浏览体验不佳。建议您优先选择TXT,或下载源文件到本机查看。 第 2 卷第 5 期 0 Vl2 o5 o .0N . [ 文章编号] 0 3-4 8 (0 5 1-0 10 10 6 4 2 0 )00 8-4 湖 北 工 业 大 学 学 报 Junl fH biU ies yo eh ooy or a o ue nvr t fTc nlg i 20 年1 月 05 0 Ot2 0 c .0 5 ================================================== 基于 AN d 软件焊接温度场应力场模拟研究 S S 李冬林 ( 湖北工业大学机械工程学院,湖北武汉 4 0 6 ) 308 [ 摘要]阐述了如何运用有限元软件 AN d 对焊接温度场、应力场进行数值模拟计算, 出在计算过程中指SS 要注意的环节, 并对平板堆焊问题进行实例计算 . 总结出模拟计算中的难点问题和未来的研究发展方向 . [ 关键词]温度场;应力场;AN d ;数值模拟 SS [ 中图分类号]T 4 G [ 文献标识码] A : 焊接温度场的准确计算是焊接质量控制、接焊冶金和力学分析的前提, 对焊接过程应力场的动而态变化及焊后残余应力和变形进行准确预见, 减是 . 通过实验的方法来获得焊接过程的温度和应力值虽然比较可靠, 但往往需要花费很长的时间和大量的经费 . 运用有限元软件在计算机上进行焊接过程的数值模拟, 可以在较短的时间内获得不同参数条件下的各项数据 . 因此, 计算机模拟技术有其独特的优点. 笔者在查阅大量文献并反复试验的基础上, 总结出了一套如何采用有限元软件 AN d 对焊接温 S S 度场、应力场的动态变化过程进行数值模拟的方法, 并提出了模拟计算中的难点问题和未来重点的研究方向 . 少焊接裂纹和提高接头强度与性能的重要手段 [] 1 需给定随温度变化的各物理性能参数值 . 般高温一时的物理性能参数比较缺乏, 它对计算结果有较但大的影响, 可采取实验和插值等方法获得 . 焊接热应力的计算属于热弹塑性问题, 算时应指定塑性分计析选项为双线性等向强化, 定义随温度变化的屈并服应力和切变模量值 . 焊接过程中存在两种相变潜热: 态相变潜热固和熔化潜热 . 由于前者一般比后者小得多, 通常可以忽略 . 关于熔化潜热的处理, S S 中在定义材料 AN d 属性时通过给定热焓的值加以考虑 . 依 1. 2 建模和划分网格建模时, 据焊件的形 1. 状、尺寸、载荷的形式等综合考虑几何模型的形状 . 对于对称、反对称或轴对称焊件结构, 尽量运用其对称性来简化模型 . 在焊接过程中, 由于高度集中的热源输入, 必须将焊缝处的网格划分得极为细密, 单元网格最好故在 2mm 以下, 以提高计算精度 . 远离焊缝的地方网格划分得可以稀疏些, 以减少整个模型的节点数, 进而
焊缝凝固过程的温度场分析 初始条件:焊接件的初始温度为25度,焊缝温度为3000; 对流边界条件:表面传热系数为5e-4,比热容0.2,材料密度0.28,空气温度为25度;求2000s后整个焊接件的温度分布 1、选择网格单元类型 Preprocessor>Element Type>Add/Edit/Delete>Add>Thermal Mass>Solid>Brick 8 node 70 图1-1 定义单元类型 2、设置钢板及焊缝材料属性 Preprocessor>Material Props>Material Models>Material Model Number 1>Thermal a.设置焊件材料密度、热传导系数、比热容,设置焊缝材料密度、热传导系数、比热容及与温度相关的涵参数,如下图所示。 b.设置左右两道焊缝的焓参数,焓参数随温度变化曲线如图2-5所示。
图2-1 钢板热导率设置 图2-2 设置钢板比热容 图2-3 设置钢板密度
图2-4 焊缝焓参数设置 图2-5 左右焊缝焓参数 3、建立几何模型 Preprocessor>Modeling>Create>V olumes>Block>By Dimensions 建立焊件几何模型。 Preprocessor>Modeling>Create>V olumes>Cylinder>By Dimensions 建立焊缝几何模型。建模过程如图3-1所示。
图3-1 几何模型建模过程1 图3-2 几何模型建模过程2 通过Reflect建立完整的几何模型,之后运用布尔运算中glue使整个模型成为一个
第24卷第2期 2OO 焊接学报 v01.24April No.220O3 3年4月TRANSAC’n0NS0FTHECHINA碍砸LDINGINSnTUrnON 激光焊接温度场数值模拟 薛忠明,顾 兰, 张彦华 (北京航空航天大学机械工程及自动化学院。北京100083) 摘要:深入分析了激光焊接小孔传热模型的特点,在此基础上选取合适的热源形式,研究了移动线热源和高斯分布热源作用下,准稳态与瞬态激光焊接温度场。利用MAT-LAB软件及ANsYS有限元分析程序对激光焊接温度场分别进行了计算及模拟,并且将两种分析结果进行了比较。最后还将有限元的模拟值与实测值进行了对比分析,进一步验证了小孔模型与高斯热源在激光焊接温度场模拟中的适用性。关键词:激光焊接;温度场;有限元;ANsYs 中围分类号:1嘶6 O 文献标识码:A文章编号:0253—360x(2003)01—79—04薛忠明 序言 实测值进行了对比分析,验证了小孔模型与高斯热源在激光焊接温度场模拟中的适用性(板厚≤4mm)。 激光焊接是利用高能量密度的激光束作为热源的一种高效精密的焊接方法。激光焊接具有高能量密度、可聚焦、深穿透、高效率、高精度、适应性强等优点,广泛应用于航空航天、汽车、微电子、轻工业、医疗及核工业等要求高精度和高质量的焊接领域。 1 激光焊接中的小孔传热模型 当激光功率密度达到106W,/cm2时,激光能量 由于激光焊接是一巾陕速而不均匀的热循环过 程,焊缝附近出现很大的温度梯度,因此在焊后的结构中也会出现不同程度的残余应力和变形,这些都成为影响焊接结构质量和使用性能的重要因素。准确地认
识焊接热过程,对焊接结构力学分析、显微组织分析以及最终的焊接质量控制具有重要意义。 20世纪70年代以来,国外很多学者对激光焊接机理进行了深入的研究,提出了蒸汽小孔模型。考虑熔池形状以及熔池中金属的流动和热流分布,考虑电子密度、离子化程度、等离子体对入射激光的吸收系数和激光焊接工艺参数对熔深的影响,建立了不同的能量吸收模型”。。这些研究偏向于应用物理和量子力学的研究领域,在实际工程分析中存在一定的局限性。在国内,有关激光焊接机理以及激光焊接温度场与力学场的数值模拟方面的研究正在引起重视。 作者深入分析了激光焊接小孔传热模型,在此基础上选取合适的热源形式,研究了移动线热源和高斯分布热源作用下,准稳态与瞬态激光焊接温度场。利用MAllAB软件及ANSYs有限元程序对激光焊接温度场分别进行了计算及模拟,并且将两种分析结果进行了比较。最后还将有限元的模拟值与 收稿日期:2002—07—12 向工件输入的速率远大于传导、对流、辐射散热的速率,材料表面产生汽化而形成小孔,激光能量是通过小孔而进行转换和传递的。 激光焊接中熔池与小孔的几何特征如图l所示。焊件表面被加热、熔化、蒸发,在蒸汽压力的作用下形成小孔,当小孔产生的蒸汽压力与熔池中液体金属的静应力达到平衡时,小孔是稳定存在的‘“。 固1Hg.1 激光焊接熔池与小孔几何特征囤 G岫etr萱cf嘲ur嚣0fmolten andkeyh0Iein pool J∞erweⅫ咂g 激光焊接中,小孔与工件作相对运动,运动过程 中的动量扩散和热量扩散的相对程度由佩克莱特准 万方数据 80
收稿日期:2007-12-21 基金项目:国家自然科学基金资助项目(50505019) 1Cr18Ni9T i 不锈钢焊接熔池的组织模拟 赵玉珍1, 赵海燕2, 史耀武3 (1.清华大学材料科学工程系,北京 100084; 2.清华大学机械系,北京 100084; 3.北京工业大学材料学院,北京 100022) 摘 要:运用晶界演化G rain boundary ev olution 模型,利用PH OE NICS 软件计算在不同焊接参数下1Cr18Ni9T i 不锈钢TIG 焊接温度场,采用VB 语言编制程序模拟了焊缝中柱状晶的生长。结果表明,熔池形状和尺寸影响了柱状晶的生长方向,熔池长宽比越大,晶粒的生长方向越垂直于焊缝中心,晶粒短而直;长宽比越小,熔池形状越接近圆形,晶粒的弯曲程度越大,晶粒长而弯。G rain boundary ev olution 模型能准确地模拟不锈钢焊缝中柱状晶的生长形态,与试验结果中的柱状晶的生长形态吻合较好。关键词:G rain boundary ev olution 模型;组织模拟;焊缝凝固;不锈钢 中图分类号:TG 402 文献标识码:A 文章编号:0253-360X (2008)12-0013- 04 赵玉珍 0 序 言 M onte 2Carlo (MC )方法、Cellular Automaton (C A )法 和相场法是国内外研究者模拟晶粒生长的主要方法。Y ang [1]用MC 方法模拟了纯T i 元素的G T A 焊接接头热影响区的晶粒长大。Shi [2]也用MC 方法模拟了超级钢脉冲焊接接头热影响区的晶粒长大。而对于焊接熔池的凝固组织的模拟,国内外的研究较少。G andin 和Rappaz [3,4]应用C A 模型,在铸件的凝固组织模拟方面作了很多研究,C A 模型模拟了定向凝固过程,也被应用于模拟激光焊接过程中的二维晶粒的生长。作者运用G rain boundary ev olution (G BE )模型[5],采用VB 语言,编制计算程序,利用PH OE NICS 软件计算的TIG 焊接温度场,模拟奥氏体不锈钢焊缝中的柱状晶生长。 1 建立模型 在焊缝凝固过程中,择优生长是晶粒生长的重要特征。晶粒生长遵守“最佳方向”准则,如图1a 所 示为奥氏体不锈钢焊缝的表面形貌,晶粒沿散热最快的方向生长,枝晶生长方向与温度梯度之间的夹角最小。在焊接热源的移动过程中,温度梯度的方 向随着熔池凝固前端的变化而产生相应的变化,因 此,枝晶在生长过程中,其生长方向与温度梯度的夹角也会产生变化,如图1b 所示 。 图1 1Cr18Ni9T i 焊缝表面枝晶生长方向 Fig.1 Dendritic growth direction on sur face of 1Cr18Ni9T i steel weld 对于典型合金,熔化范围为50K,枝晶尖端的过冷度为10K,固相线和液相线之间的距离相差很小,因此凝固前端可近似用液相线来表示。作者采用PH OE NICS 软件模拟得到的焊接熔池的液相线形状和尺寸,随机分布晶粒的大小和晶界初始位置,计算出一个时间步长后新晶界的位置,通过叠加每一个时间步长内的晶界位置即模拟晶界的移动来得到晶粒生长。新晶界在一个时间步长内的移动位置与 第29卷第12期2008年12月 焊 接 学 报 TRANS ACTI ONS OF THE CHI NA WE LDI NG I NSTIT UTI ON V ol.29 N o.12December 2008
龙源期刊网 https://www.doczj.com/doc/e44700871.html, 基于ANSYS的温度场模拟 作者:欧青华 来源:《西部论丛》2018年第07期 1 引言 传统的针对军用装备的焊接维修方式已经明显不能适应现代战争的需要,战争对装备的毁坏是巨大的,因此,需要在技术上有大幅度提高,保证维修过程的迅速准确。随着现代科技的发展,数学模型和数值模拟技术的应用越来越广泛。倘若对工程装备的焊接能够通过计算机进行模拟,我们就能够通过计算机系统来确定焊接的最佳设计、最佳参数和最佳工艺。 通过数值模拟可以在很大程度上节约战场人力、物力和拓展战场时间,特别是面对复杂的大型军用装备,该类型军用装备结构复杂,焊接过程中需要更精确的参数,随着计算机技术的发展以及有限元法的建立,越来越多的焊接工作者利用数值模拟技术研究焊接问题,并取得了丰富的成果。 本文在总结前人工作的基础上,全面系统地论述了焊接温度场的基本理论,并应用有限元分析软件ANSYS对平板堆焊温度场进行了军用工程机械数值模拟计算。本文主要内容为: 1.通过对高斯热源的焊接温度场进行模拟,讨论了焊接参数对温度场的影响。 2.用直接法模拟计算焊接温度场,得出最佳参数。 军用工程机械焊接数值模拟的现实意义在于,根据对焊接现象和过程的数值模拟,可以优化工艺参数,从而减少不必要工作,提高焊接质量和效能。 2 有限元分析的理论基础 有限元法(Finite Element Method, FEM),又称为有限单元法或有限元素法,基本思想是将求解区域离散为一组有限个、且按一定方式相互连接在一起的单元的组合体。它是随着电子计算机技术的发展而迅速发展起来的一种新型现代计算方法。 2.1 有限元法介绍 将物理结构分割成不同类型、不同大小的区域,这些区域就称为单元。根据不同进行科学分析,推导出每一个单元的作用力方程,集成整个结构的系统方程,最后求解该系统方程并得出结论的方法,就是有限元法。简单地说,有限元法是一种离散化的数值方法。离散后的单元与单元间只通过节点相联系,将所有力和位移都进行简化,通过节点进行计算。对每个相应单元,选取合适的插值函数,使得该函数在子域内部、自语分界面上以及子域与外界分界面上都
1、钢的分类 1.1一般分类 碳钢也叫碳素钢,含炭量WC小于2%的铁碳合金。碳钢除含碳外一般还含有少量的硅、锰、硫、磷按用途可以把碳钢分为碳素结构钢、碳素工具钢和易切削结构钢三类。碳素结构钢又分为建筑结构钢和机器制造结构钢两种按含碳量可以把碳钢分为低碳钢(WC ≤ 0.25%),中碳钢(WC0.25%——0.6%)和高碳钢(WC>0。6%)。合金钢种类很多,通常按合金元素含量多少分为低合金钢(含量<5%),中合金钢(含量5%~10%),高合金钢(含量>10%);按质量分为优质合金钢、特质合金钢;按特性和用途又分为合金结构钢、不锈钢、耐酸钢、耐磨钢、耐热钢、合金工具钢、滚动轴承钢、合金弹簧钢和特殊性能钢(如软磁钢、永磁钢、无磁钢)等。 2、钢中合金元素分类 2.1 根据各种元素在钢中形成碳化物的倾向,可分为三类: 强碳化物形成元素,如钒、钛、铌、锆等。这类元素只要有足够的碳,在适当的条件下,就形成各自的碳化物;仅在缺碳或高温的条件下,才以原子状态进入固溶体中。 碳化物形成元素,如锰、铬、钨、钼等。这类元素一部分以原子状态进入固溶体中,另一部分形成置换式合金渗碳体,如(Fe,Mn)3C、(Fe,Cr)3C等,如果含量超过一定限度(除锰以外),又将形成各自的碳化物,如(Fe,Cr)7C3、(Fe,W)6C等。 不形成碳化物元素,如硅、铝、铜、镍、钴等。这类元素一般以原子状态存在于奥氏体、铁素体等固溶体中。合金元素中一些比较活泼的元素,如铝、锰、硅、钛、锆等,极易和钢中的氧和氮化合,形成稳定的氧化物和氮化物,一般以夹杂物的形态存在于钢中。锰、锆等元素也和硫形成硫化物夹杂。钢中含有足够数量的镍、钛、铝、钼等元素时能形成不同类型的金属间化合物。有的合金元素如铜、铅等,如果含量超过它在钢中的溶解度,则以较纯的金属相存在。 2.2 钢中主要合金元素 主要合金元素有硅、锰、铬、镍、钼、钨、钒、钛、铌、锆、钴、铝、铜、硼、稀土等。其中钒、钛、铌、锆等在钢中是强碳化物形成元素,只要有足够的
焊接结构 实验报告 学生姓名: 学生学号: 专业班级:材成124班 指导教师:朱政强 实验评分:
实验一有限元法模拟焊接 【试验目的】 (1)了解有限元法的基本原理 (2)熟悉ANSYS有限元模拟软件的基本操作 (3)掌握利用ANSYS进行焊接温度场模拟的基本过程 [实验原理] 有限元法是适应使用计算机而发展起来的一种有效的数值方法。它是将连续的物体离散化,分解为有限个单元组成的模型,即进行网格划分,进而对离散化模型求数值解。 本实验利用有限元软件ANSYS 模拟焊接温度场,基本过程如图所示; 【实验设备及材料】 (1)有限元软件ANSYS一套 (2)计算工作站 【实验内容及步骤】 模拟的焊件是在200mmX200mmX2mm的Q345平板中间直接用电弧加热进行焊接,保证熔透。 ANSYS有限元分析可采用用户界面和APDL语言两种方式,APDL语言更加灵活简便,通过修改命令流中部分参数可实现参数化建模不同结构、不同材料的情况进行模拟。本实验前处理和求解计算部分采用APDL语言,后处理阶段可采用界面操作。 一.前处理 前处理阶段主要包括建立几何模型、设置材料属性和划分网格。其中设置比热、导热系数、换热系数等热物理性能随温度变化的值对计算十分重要。Q345钢的密度为7850kg/m3,其他随温度变化的具体数值列于表下; Q345材料的材料性能参数
计算中选用solid70单元,(SOLID70具有三个方向的热传导能力。该单元有8个节点且每个节点上只有一个温度自由度,可以用于三维静态或瞬态的热分析。该单元能实现匀速热流的传递。假如模型包括实体传递结构单元,那么也可以进行结构分析,此单元能够用等效的结构单元代替(如SOLID45单元)该单元存在一个选项,即允许完成实现流体流经多孔介质的非线性静态分析。选择了该选项后,单元的热参数将被转换成相类似的流体流动参数,例如温度自由度将变为等效的压力自由度。)采用映射网格划分即划分单元为六面体单元。焊缝和热影响区网格较密,约为2mm,远离焊缝区网格相对稀疏,划分网格后共有12000个单元,16564个节点。 二.求解过程 三.后处理 后处理采用界面方式操作。界面中ANSYS Main Menu 菜单中General Postproc 为通用后处理,其中包含多项查看某一时刻结果分布的选项,包括显示某一路径上结果分布。TimeHist Postpro 为时间历程后处理项,可显示某一节点的温度随时间的变化过程。 【实验结果处理与分析】 根据模拟结果,提取整个焊件在任意时刻的温度场,焊件上某些路径在任意时刻温度分布,焊件上任一点温度随时间变化曲线。根据得到的模拟结果,观察热源移动过程。 【问题与讨论】 (1)有限元模拟焊接的基本过程是什么? a.有限元模型的建立; b.温度场计算; c.应力应变场计算; d.计算结果分析; e.结论。 (2)根据模拟结果,讨论温度场如何分布。 焊接过程有限元模拟涉及到热分析和应力分析,实际上,热源一施加,便产生温度场,与此同时,也产生了焊接应力。焊接过程中热源中心的温度远远大于周围的温度,中心温度大约在1800℃左右,并且温度影响范围也随焊接热源的移动而移动,其温度分布大致不变。