哈尔滨工业大学 金属工艺学课程论文 题目:超声波金属焊接技术的综合介绍 院系:能源科学与工程学院 专业:能源与动力工程
班级: 1502403 学号: 1150240325 姓名:石嘉成 超声波金属焊接技术的综合介绍 石嘉成1 (1.哈尔滨工业大学能源科学与工程学院) 摘要:本文主要介绍特种焊接中的超声波金属焊接技术,将从超声波焊金属接技术的应用背景、工艺过程、特点及实际应用情况及最新发展等发面展开介绍。通过文献的查阅得到了以下的结论:超声波焊接的应用越来越广泛,它具有能耗低、压力小、速度快、稳定性高、程序简便、精度高等优点,虽然对仪器的要求较高导致成本较高,但是仍不失为一种很有前景的焊接技术。 关键词:超声波焊接;金属;工艺过程;文献查阅
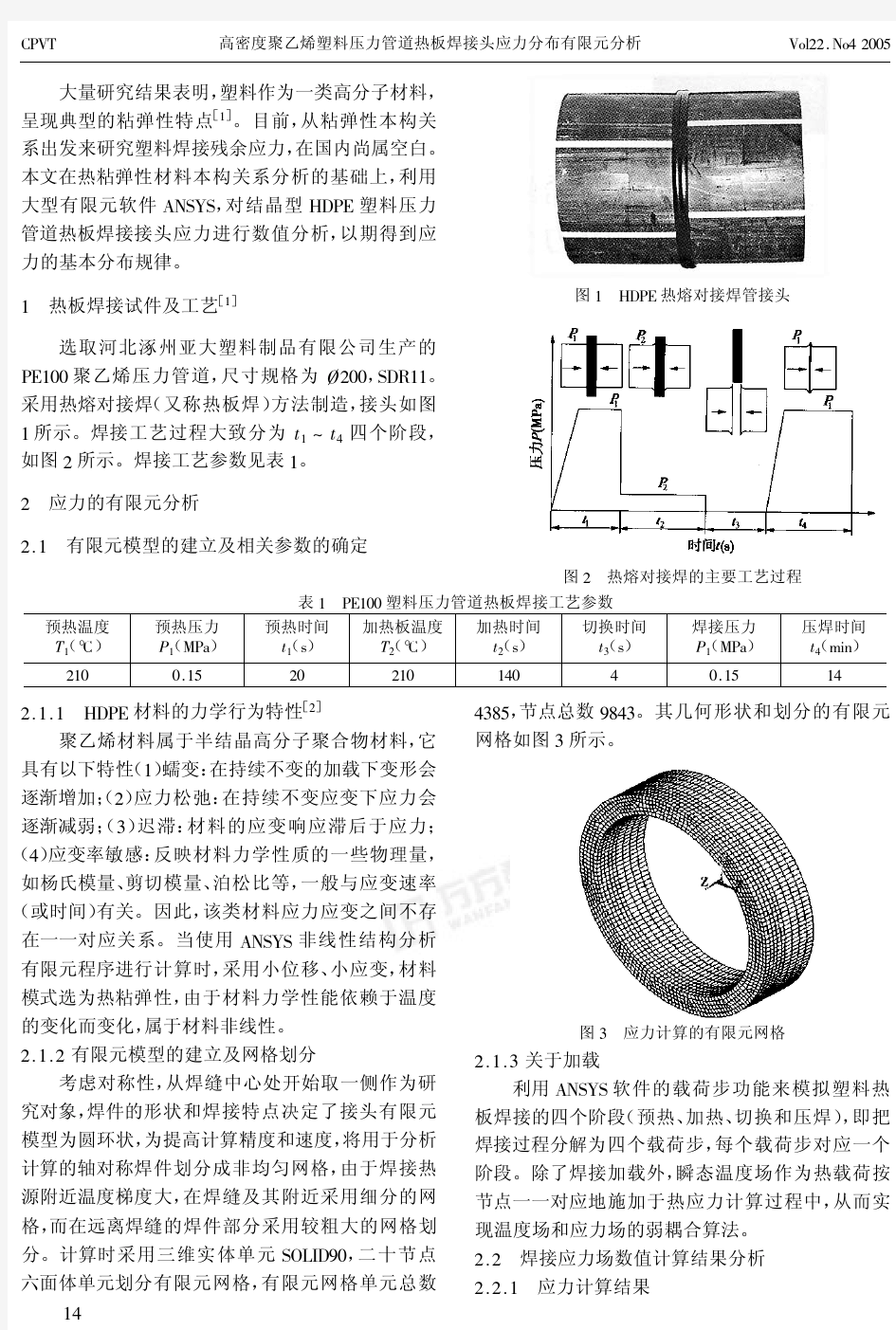
1.超声波金属焊接技术应用背景 超声波金属焊接起源于1950年的美国1。超声波金属焊接在电子工业、电器制造、新材料的制备、航空航天及核能工业、食品包装盒、高级零件的密封技术方面都有很广泛的应用,加上其节能、环保、操作方便等突出优点,对于我国建设资源节约型、环境友好型的现代化社会,超声波金属焊接将发挥很大的促进作用2。 2.超声波焊接技术的原理及工艺过程 2.1超声波金属焊接技术的原理 超声波金属焊接主要过程是被夹持在一起的两块工件受到硬砧和焊接端头之间的静压力,将超声波能量传输给工件顶部,维持短暂的时间,待结合表面之间的摩擦破碎氧化膜和其它沾污,每个表面上暴露出清洁新生的金属,从而使两个表面相互结合。一旦两表面处于一个原于间距内,就会产生金属型结合,由于超声波清理作用是连续的,就没有时间来形成阻碍原于接近的新氧化膜。完成最终的冶金结合时,无电弧和飞溅,无焊缝金属的熔化,铸造组织无熔化,厚度变形也很小3。 2.2超声波金属焊接技术的工艺过程 如图1所示,超声波焊接过程分为4个阶段: 第1阶段:焊头与零件接触,施压并开始振动。摩擦发热量熔化导能筋,熔液流入结合面。随着两零件之间距离的减少,焊接位移量(两零件之间由于熔体流动产生的距离减小值)开始增加。起初焊接位移量快速增加,然后在熔化的导能筋铺展并接触下零件表面时放慢增速。在固态摩擦阶段,发热是由于两表面之间的摩擦能和零件中的内摩擦产生的。摩擦发热使聚合物材料升温至其熔点。发热量取决于作用频率、振幅和压力4。
焊接温度场及残余应力测量方法总结 一、焊接温度场测量方法 多年来,基于物体的某些物理化学性质(例如,物体的几何尺寸、颜色、电导率、热电势和辐射强度等)与温度的关系,开发了形式多样的温度测量方法和装置,综合温度测量的现状,按测量方式可分为接触式和非接触式两大类。 1、接触式测温方法 接触式测温方法的感温原件直接置于被测温度场或介质中,不受到黑度、热物理性参数等性质的影响,具有测温精度高、使用方便等优点。但是对于瞬态脉动特性的对象,接触式测温方法难以作为真正的温度场测量手段。主要是由于接触法得到的是某个局部位置的信号,如果要得到整个温度场的信号,必须在温度空间内进行合理的布点,才可以根据相应的方法(如插值法等)获得对温度场的近似。 常用的接触式测温方法有,电偶测温法。热电偶是用两种不同的导体(或者半导体)组成的闭合回路,两端接点分别处于不同温度环境中,与当地达成热平衡时会产生热电势,标定后可用来测量温度。理想的热电偶测温方法,是将参比端 E,再查分度表反置于0℃的恒温槽中,通过测量2个不同导体A和B的热电动势ab 求出被测温度t。由于让参比端保持0℃有时比较困难,实际应用中常常需要参比端恒温处理或温度补偿。热电偶测温法有几个优点:精度比较高,因为热电偶直接与被测对象接触,不受中间介质的影响;测量范围大,通常可在-50~1600℃范围内连续测量;结构简单,使用方便。但是,热电偶测温法也有一定的缺点:每次测量的点数有限(最多几个点),难以反映整个焊接温度场的情况;此外,金属的电阻和熔池中液体的流动会阻碍热传导,从而给热电偶的测量带来一定的误差。 2、非接触式测温法 非接触测温法分为两大类:一类是通过测量介质的热力学性质参数,求解温度场(如声学法);另一类是通过高温介质的辐射特性,通过光学法来测量温度场。非接触式测温方法由于测温元件不与被测介质接触,不会破坏被测介质的温度场和流场;同时,感温元件传热惯性很小,因此可用于测量不稳定热力过程的温度。其测量上限不受材料性质的影响,可在焊接等高温场合应用。目前常用的测试方法主要有以下几种: 2.1、红外热像法 随着红外技术和计算技术的发展,红外热象法测定焊接温度场成为近代一种新技术。红外热成像测温技术为非接触式测温,响应快,不破坏被测物体的温度场,可以检测某些不能接触或禁止接触的目标,红外热像技术显示出其在测试物体温度场方面的优势。在实际的测量过程中,一般先采用热电偶标定被测物体的发射率,然后再用红外热像仪测定物体的温度场。
95管道对接焊接接头超声波探伤漏检 朱春芳 (贵州电力建设第二工程公司金属焊接检验中心,贵州贵阳 550002) 摘要:火电站安装过程中,超声波探伤常应用于壁厚大于20mm对接焊接接头的无损检测,在保 证探伤系统灵敏度的前提下,由于探头选择的不恰当,管道外表面和内表面不能使声束按预计路径 传播,造成焊接缺陷漏检,给设备安全运行带平隐患,希望能引起重视。 关键词:超声波探伤;焊接缺陷;漏检;检测面 超声波探伤对面状缺陷敏感,对焊接接头中的裂纹、未焊透和未熔合等缺陷的检出率高,探测距离大,超声波探伤仪体积小、重量轻、检测速度快,检测中只消耗耦合剂和磨损探头,检测费用低,所以在火电厂安装过程中,大于20mm 的管道对接焊接接头都用超声波探伤。中厚壁压力管道焊接采用氩弧焊打底,电焊填充盖面的焊接方法,对接焊接接头不允许存在裂纹、未焊透和未熔合等面状缺。在保证探伤系统灵敏度满足规定要求的前提下,由于检测面等客观因素和探伤人员判断的主观因素影响,造成焊接缺陷漏检,给设备安全运行带来隐患。 1 探头的影响 1.1 K值选择 1.1.1 探头K值的选择应从以下三个方面考虑(1)使声束能扫查到整个焊接接头截面;(2)使声束中心线尽量与主要危险性缺陷垂直; (3)保证有足够的探伤灵敏度。 用一、二次波单面双侧探测焊接接头截面时,d1=(a+l0)/T,d2=b/K,其中一次波只能扫查到d1以下的部分(受余高限制),二次波只能扫查到d2以上的部分(受根部成形限制)。为保证能扫查整个焊接接头截面,必须满足d1+d2≤T,从而得到:式①K≥(a+b+l0)/T,式中a—上焊接接头宽度的一半;b—下焊接接头宽度的一半;l0—探头的前沿距离;T—管壁厚度;K—探头的K值。 采用单面焊双面成型焊接工艺时,b值很小,可以忽略不计,则K≥(a+l0)/T。从式①中可看出,随着管壁厚度T增大,探头K值减小,也就是说如果管壁越厚,一、二次波探伤,用较小K 值的探头就能保证扫查到整个焊接接头截面,管壁越薄需要使用的探头K值越大。 当选择的探头K<(a+l0)/T时,用一、二次波单面双侧扫查焊接接头截面,从图2中可看出一次波扫查不到焊接接头截面,两侧二次声束都扫查不到E区域,造成该区域漏检。 K值发生变化,探头使用过程中,有机玻璃耦合面被磨损,由于探头前后受力不均,前后磨损程度不一样,引起K值发生变化,如探头前面磨损严重,K值变小,如果K值小于(a+l0)/T,则会造成如图2所示的E区域漏检。如探头后面磨损较大,则K值变大。无论K值变大还是变小都会因为K值变化而引起缺陷定位不准,这会影响对缺陷的分析和判定。 1.2 探头晶片尺寸 探头晶片尺寸的大小会影响近场区的长度和声能传播远近,但会不会影响对接焊接接头超声波探伤呢?对接焊接接头一般用横波超声波探伤,设有机玻璃中入射点至晶片的距离为12mm,钢中声速为3230ms,由公式N’=Fscosβ/πλs2cosα-L1tgα/tgβ,计算出不同探头在钢中的近场长度,见表1。 2008年第12期2008年12月 化学工程与装备 Chemical Engineering & Equipment
超声波焊接件的工艺设计 作者:欣宇机械来源:本站原创日期:2014-5-5 17:32:38 点击:6943 属于:行业新闻超声波焊接件的工艺设计-东莞市欣宇超声波机械有限公司 在超声波焊接行业中,很多客户都不知道塑料件焊接,焊接产品优良不只是跟材质,超声波选择机型功率有关系,最容易被忽略的一点是:超声波焊接件的工艺设计,塑料焊接件需要设计有超声线,焊接出来的产品才是比较完美的。那么,超声波焊接件的工艺设计是怎么样的呢?要怎么设计呢?很多客户初步使用超声波焊接,都会对个问题不了解,今天,欣宇小陈为大家讲解:超声波焊接件的工艺设计,希望对朋友有所帮助! 超声波塑料件的结构设计必须首先考虑如下几点: 1.是否需要水密、气密。 2.是否需要完美的外观。 3.是否适合焊头加工要求。 4.焊缝的大小(即要考虑所需强度)。 5.避免塑料熔化或合成物的溢出。 超声波焊接质量获得原因: 1.材质 2.上下表面的位置和松紧度 3.焊头与塑料件的妆触面 4.顺畅的焊接路径 5.塑料件的结构 6.焊接线的位置和设计 7.焊接面的大小 8.底模的支持 为了获得完美的、可重复的超声波熔焊方式,必须遵循三个主要设计方向: 1.围绕着连接界面的焊接面必须是统一而且相联系互紧密接触的。如果可能的话,接触面尽量在同一个平面上,这样可使能量转换时保持一致。 2.最初接触的两个表面必须小,以便将所需能量集中,并尽量减少所需要的总能量(即焊接时间)来完成熔接。 3.找到适合的固定和对齐的方法,如塑料件的接插孔、台阶或齿口之类。 下面就对超声波塑料件设计中的要点进行分类举例说明: 超声波整体塑料件的结构 1.1塑料件的结构 塑料件必须有一定的刚性及足够的壁厚,太薄的壁厚有一定的危险性,超声波焊接时是需要加压的,一般气压为 2-6kgf/cm2 。所以塑料件必须保证在加压情况下基本不变形。 1.2罐状或箱形塑料等,在其接触焊头的表面会引起共振而形成一些集中的能量聚集点,从而产生烧伤、穿孔的情况(如图1所示),在设计时可以罐状顶部做如下考虑
第三讲焊接温度场 教学目的:理解温度场的概念及表达方式;等温线的概念及特征。了解温度梯度的概念。掌握影响温度场的因素。教学重点:温度场、等温线 教学难点:温度场、等温线 教学方法:讲述法 课时分配:4课时 教学内容: 热量的传递有传导、对流、辐射三种基本方式。在熔焊过程中,三种方式都存在。其中热量传递到焊件主要是通过对流与辐射;母材与焊丝获得热量后其内部的传导则以传导为主。 一、温度场的概念及表达方式 1、焊接温度场:指某一瞬时焊件上各点的温度分布。具体说就是焊件上各点温度分布情况。 焊接温度场是某一瞬时的温度场。因为焊件上的温度不仅不均匀,而且因热源的运动还将使各点的温度随时间而变化。 在焊接进行过程中,焊件上温度分布的规律:热源中心处温度最高,向焊件边缘温度逐渐下降。 2、等温线(面):温度场中相同温度的各点所连成的线(或面)。 性质:不同等温线(面)绝对不会相交。
等温线的意义和应用: (1)固定加热厚大工件等温线的情况(如图4-2) 工件上各点的温度仅仅与其到热源的距离有关。等温线的现状是以热源中心为圆心的半球面。 在xoy 平面的等温线则为同心圆, 温度越低,半径越大。 (2)热源运动时等温线的情况 焊接时,由于热源要沿着一定的 方向运动,热源前后温度分布不再对 称,等温线的形状将发生变化。 原因:热源前面是未经加热的冷金属,温度下降很快,而热源后面则是刚焊完的焊缝,温差较小。 结果:热源前面的等温线之间距离缩短,后面等温线之间的距离加长,而在热源的两侧分布仍然是对称的。 讲述图4-3 (教材107页) 3、温度梯度 等温线可以表示温度在空间的变化率, 这个变化率与温差成正比,与等温线之间 的距离成反比,其比值叫做温度梯度。 如图; G =T1-T2/Δs 当T1>T2,即温度上升时,温度梯度为正;反之为负。
手工焊接技术要求规范 1、目的 规范在制品加工中手工焊接操作,保证产品质量。 2、适用范围 生产车间需进行手工焊接的工序及补焊等操作。 3、手工焊接使用的工具及要求 焊锡丝的选择: 直径为或的焊锡丝,用于电子或电类焊接; 直径为或的焊锡丝,用于超小型电子元件焊接。 烙铁的选用及要求: 电烙铁的功率选用原则: 1)焊接集成电路、晶体管及其它受热易损件的元器件时,考虑选用20W内 热式电烙铁。 2)焊接较粗导线及同轴电缆时,考虑选用50W内热式电烙铁。 3)焊接较大元器件时,如金属底盘接地焊片,应选 100W 以上的电烙铁。电烙铁铁温度及焊接时间控制要求: 1)有铅恒温烙铁温度一般控制在280~360℃之间,缺省设置为330±10℃, 焊接时间需小于3秒。焊接时烙铁头同时接触在焊盘和元件引脚上,加 热后送锡丝焊接。部分元件的特殊焊接要求: SMD器件:焊接时烙铁头温度为:320±10℃;焊接时间:每个焊点1~3秒。
拆除元件时烙铁头温度:310~350℃(注:根据CHIP件尺寸不 同请使用不同的烙铁嘴。) DIP器件:焊接时烙铁头温度为:330±5℃;焊接时间:2~3秒 注:当焊接大功率(TO-220、TO-247、TO-264等封装)或焊点与大铜箔 相连,上述温度无法焊接时,烙铁温度可升高至360℃,当焊接敏感怕 热零件(LED、CCD、传感器等)温度控制在260~300℃。 2)无铅制程 无铅恒温烙铁温度一般控制在340~380℃之间,缺省设置为360±10℃,焊接时间小于3秒,要求烙铁的回温每秒钟就可将所失的温度拉回至设定温度。 电烙铁使用注意事项: 1)电烙铁不宜长时间通电而不使用,这样容易使烙铁芯加速氧化而烧断,缩 短其寿命,同时也会使烙铁头因长时间加热而氧化,甚至被严重氧化后 很难再上锡。 2)手工焊接使用的电烙铁需带防静电接地线,焊接时接地线必须可靠接地, 防静电恒温电烙铁插头的接地端必须可靠接交流电源保护地。电烙铁绝 缘电阻应大于10MΩ,电源线绝缘层不得有破损。 3)将万用表打在电阻档,表笔分别接触烙铁头部和电源插头接地端,接地电 阻值稳定显示值应小于3Ω;否则接地不良。 4)烙铁头不得有氧化、烧蚀、变形等缺陷。烙铁不使用时上锡保护,长时间 不用必须关闭电源防止空烧,下班后必须拔掉电源。 5)烙铁放入烙铁支架后应能保持稳定、无下垂趋势,护圈能罩住烙铁的全部 发热部位。支架上的清洁海绵加适量清水,使海绵湿润不滴水为宜。 手工焊接所需的其它工具: 1)镊子:端口闭合良好,镊子尖无扭曲、折断。 2)防静电手腕:检测合格,手腕带松紧适中,金属片与手腕部皮肤贴合良好, 接地线连接可靠。 3)防静电指套,防静电周转盒、箱,吸锡枪、斜头钳等。
焊缝手动超声波探伤 锅炉压力容器和各种钢结构主要采用焊接方法制造。射线探伤和超声波探 伤是对焊缝进行无损检测的主要方法。 对于焊缝中的裂纹、 未熔合等面状危害性 缺陷,超声波比射线有更高的检出率。 随着现代科技快速发展, 技术进步。 超声 仪器数字化, 探头品种类型增加, 使得超声波检测工艺可以更加完善, 检测技术 更为成熟。但众所周知: 超声波探伤中人为因素对检测结果影响甚大; 工艺性强; 故此对超声波检测人员的素质要求高。 检测人员不仅要具备熟练的超声波探伤技 术,还应了解有关的焊接基本知识; 如焊接接头形式、 坡口形式、 焊接方法和可 能产生的缺陷方向、 性质等。 针对不同的检测对象制定相应的探伤工艺, 选用合 适的探伤方法,从而获得正确的检测结果。 射线检测局限性: 辐射影响,在检测场地附近,防护不当会对人体造成伤害。 受穿透力等局限影响,对厚截面及厚度变化大的被检物检测效果不 好。 5. 需接近被检物体的两面。 6. 检测周期长,结果反馈慢。设备较超声笨重。成本高。 常规超声波检测不存在对人体的危害,它能提供缺陷的深度信息和检出射 线照相容易疏漏的垂直于射线入射方向的面积型缺陷。 能即时出结果; 与射线检 测互补。 超声检测局限性: 1. 由于操作者操作误差导致检测结果的差异。 2. 对操作者的主观因素(能力、经验、状态)要求很高。 3. 定性困难。 4. 无直接见证记录(有些自动化扫查装置可作永久性记录) 5. 对小的(但有可能超标的缺陷)不连续性重复检测结果的可能性小。 6. 对粗糙、形状不规则、小而薄及不均质的零件难以检查。 7. 需使用耦合剂使波能量在换能器和被检工件之间有效传播。 1. 2. 3. 面状缺陷受方向影响检出率低。 4. 不能提供缺陷的深度信息。
焊接温度场实时检测系统的研究 摘要:针对焊接过程温度变化快、升温曲线斜率大的特点,利用传感器技术和计算机数据采集技术,采用C++ 语言编写检测系统的数据采集与处理软件,综合开发了一套焊接温度场实时检测系统。实验结果表明,该系统能够很好地对焊接温度场进行多路实时采集与处理,为研究焊接过程温度场的分布提供了一种先进的测试手段。 关键词:焊接温度场;检测系统;实时采集 在焊接过程中,由于焊接热源在不断地移动,因此焊件上各点的温度每一瞬时也都在变化,但这种变化还是有规律的。某一瞬时工件上各点的温度分布成为温度场。温度场的分布情况可以用等温线来表示或等温面来表示。焊接温度场反映了复杂的焊接热过程,而热过程决定了焊缝熔化结晶、变形、应力等状况,这几个因素又影响到熔合、裂纹、组织等与焊接质量有关的指标,故焊接温度场分布能全面和深入地反映焊接质量,获得焊接过程的动态温度场,对于制定、评定和优化焊接工艺具有重要的意义[1-2] 焊接温度场是一个动态温度场,由于加热过程往往很快,场中各点温度变化率大,又容易受到电磁辐射的干扰,因此测定焊接温度场是一个难度很大的问题[3]。测定焊接温度场的传统方法是使用热电偶和X-Y函数记录仪。该方法实时性差、精度低。计算机软硬件技术的飞速发展为焊接温度场的检测提供了新的方法和途径。结合先进的计算机软硬件技术,笔者编写了一套焊接过程温度场检测和分析软件。该系统能够对焊接过程温度场参数进行采集、处理和计算,为焊接过程温度场动态检测提供了一种先进的检测手段。 1硬件系统设计 1测温系统的硬件装置 检测系统的硬件部分主要由以下几部分组成: 温度传感器、温度变送器、接线端子板、数据采集卡和工控机。温度传感器采用K型镍铬-镍硅热电偶,测温范围0~1100℃,热电偶丝直径0.3mm;温度变送器主要包括隔离放大电路和温度补偿电路。数据采集卡采用研华PCL-818LS采集卡。 1.2冷端温度补偿装置 在通常的工程测量中,参考端温度大都处在室温或波动的温区。此时若要准确测出实际温度,就必须采取修正或补偿措施。 由中间温度定律得知,参考端温度为tn时的热电势为: EAB=(t,tn)=EAB(t,t0)-EAB(tn,t0) 其中t0表示0℃的温度,t表示测温端的温度。由此式可知,当参考端温度不等于0℃且tn恒定不变时,EAB(t,t0)是一个常数。因此,只要将测得的热电势EAB(t,tn)加上EAB(tn,t0)就可获得EAB(tn,t0)的电《热加工工艺》2008年第37卷第3期 金属铸锻焊技术 Casting?Forging?Welding上半月出版
烙铁焊接温度设定与工艺 有铅锡丝/焊锡线: 焊锡丝合金熔点℃特征扩展率% 用途 Sn63/Pb37 183 卓越性能90 电脑、精密仪器、仪表等较高要求焊接Sn60/Pb40 183-190 Sn55/Pb45 183-203 性价比高家用电器、电子屏、电气设备等 Sn50/Pb50 183-216 Sn45/Pb55 183-227 一般焊接玩具、灯泡、工艺器等一般焊接 Sn40/Pb60 183-238 Sn35/Pb65 183-247 无铅锡线/无铅锡丝: 无铅焊锡丝合金熔点℃拉伸强度延伸率% 扩展率% 无铅焊锡丝用途 Sn99.3Cu0.7 227 30 45 70 成本较低,最常用的一款 无铅焊料,用于一般焊接 Sn96.5Ag3.5 222 38 54 75 含银材料,成本较高 Sn96.5Ag3.0Cu0.5 217 40 58 78 成本较高,焊点较亮,性 能优良,用于高要求焊接Sn99.0Ag0.5Cu0.5 Sn99.0Ag0.3Cu0.7 理论上焊接温度高于钎料熔点30℃左右即可,但手工焊接中操作时间短,为了得到相当的热输入量而提高温度,一般高于熔点150℃。有铅焊接温度一般为315℃,无铅钎料丝的熔化温度较高,适当地提高烙铁头的温度是必要的,但不要一味提升温度,一般最低为345℃,但具体要根据产品特点来定:用于对热敏感元件设定为315℃,电子装配中最长使用370℃,用于多层板或较大连接点,设定为425℃。如焊料选用Sn99.3Cu0.7,温度设定值:中小焊点,320-350℃,大焊点,360-380℃;(一般情况下,无铅专用烙铁温度控制在350℃左右,普通烙铁温度控制在370-380℃)焊接温度最高不得超过380℃,此时氧化严重,烙铁头损耗增加了3-5倍; 实际生产中还要注意不要把无铅锡丝熔点的上升幅度全部转移到烙铁头上,问题的关键不在于温度的高低,而在于要能够以最快的速度传给焊点所需的热量,因此是否拥有加热焊件所需的足够热量,烙铁头的形状是否与焊接物相符等成为解决问题的重点。钎料线径规格的不同,焊接温度的平衡性也会有所差异,一般情况下钎料线径越粗,烙铁的热量越易被夺取,应尽量选用细丝。对于焊接区的润湿不良,可以通过添加焊剂或变动烙铁头来进行改善和修正,也可选择更强活性焊剂的焊丝,但是焊后注意清洗。建议采用恒温电烙铁,这样既保证足够的焊接温度,又不会因电烙铁温度过高损伤元件。恒温电烙铁要具有很好的回温性能,这一点对于IC元件引脚的拖焊非常重要。这是因为如果回温性能不好,拖焊后面的焊点时,烙铁头温度严重下降易产生拉尖现象。 一般手工焊工序:准确合适烙铁头→烙铁头接触被焊件→送上钎料丝→钎料丝脱离焊点→烙铁头脱离焊点。线路板上高可靠性焊接所需时间一般不会超过3s,无铅手工焊焊前需先对焊丝进行3-4s的预热处理,然后把烙铁头及熔融焊丝一起接触被焊件,时间在1.5s 较为适宜,最多不超过2s,否则高温易损伤被焊件及导线绝缘层,且产生过热现象导致通
-1- 平板对接温度场及应力-应变场模拟 王龙 北京工业大学机械工程专业,北京(100022) E-mail: xiaobei123@https://www.doczj.com/doc/ed11291428.html, 摘要:本文是通过使用计算机模拟技术,用ANSYS 软件模拟平板对接焊接工艺的温度场, 并用间接求解的方法计算出焊接残余应力场。作者对比了面部加载高斯热源和内部热生成这 两种方法,总结两种热源的优缺点,并将两者结合起来作为一种复合热源。复合热源的计算 结果与传统的分析结果和理论相吻合。 关键词:计算机模拟;温度场;残余应力场;复合热源 1 引言 焊接是一个涉及到电弧物理、传热、冶金和力学的复杂过程,由于高度集中的瞬时热输入,在焊接过程中和焊后将产生相当大的残余应力(焊接残余应力)和变形(焊接残余变形、焊接收缩、焊接翘曲),而这是影响焊接结构质量和生产率的主要问题之一,焊接变形的存在不仅影响焊接结构的制造过程,而且还影响焊接结构的使用性能。焊接应力和变形不但可能引起热裂纹、冷裂纹、脆性断裂等工艺缺陷,而且在一定条件下将影响结构的承载能力,如强度,刚度和受压稳定性。除此以外还将影响到结构的加工精度和尺寸稳定性。因此,在设计和施工时充分考虑焊接应力和变形这一特点是十分重要的[1][2]。随着大规模工业生产和高新技术的发展,焊接结构正朝着大型化、复杂化、高容量、高参数方向发展,其复杂程度越大,工作条件越苛刻,造成焊接事故也越频繁,危害性也越大,所以提高和保证焊接质量已经成为当前焊接中的关键问题。 焊接过程中局部集中的热输入,使焊件形成非常不均匀、不稳定温度场。温度场不仅直 接通过热应变,而且还间接通过显微组织变化引起相变应变决定焊接残余应力。因此,温度场的分析是焊接应力和变形分析前提[3]。本文就是利用大型通用的有限元软件ANSYS 对焊接温度场、应力场和变形进行了计算机的三维实时动态数值模拟,通过先计算焊接温度场,再把温度场结果作为应力和变形计算时的载荷,从而得到任何时刻、任何点的焊接应力、变形的具体计算数值,这无论是对焊接设计还是工艺都很有价值。 2 平板对接温度场模拟 2.1 材料物理性能参数以及单元类型的选择 由于是探讨性的模拟,所以模型假设为100mm×50mm×6mm,电弧中心沿Z 方向移动。 并用以下命令流依次定义导热系数,比热容以及密度用于进行温度场模拟。 mp,kxx,1,66.6 mp,c,1,460 mp,dens,1,7800 单元类型的选择原则为 1.必须具备单元生死功能 2.具有耦合功能,可以进行热-应力耦 合分析3.必须为三维单元4.焊缝处单元可以进行规则划分。根据以上原则,选用ANSYS 单元库中的热分析单元,二维模型用四节点四边形单元PLANE55,三维模型用八节点六面
超声波焊接的焊点,应有高的接合强度和合格的表面质量,除了表面不能有明显的挤压坑和焊点边缘的凸出以外,还应注意与上声极接触处的焊点表面情况,不允许有裂纹和局部未熔合,因此,超声波焊接的形式选择、接头设计和焊接参数选择非常重要。 一、超声波焊接特点 1) 可焊接的材料范围广,可用于同种金属材料、特别是高导电、高导热性的材料(如金、银、铜、铝等)和一些难熔金属的焊接,也可用于性能相差悬殊的异种金属材料(如导热、硬度、熔点等)、金属与非金属、塑料等材料的焊接,还可以实现厚度相差悬殊以及多层箔片等特殊结构的焊接。 2) 焊件不通电,不需要外加热源,接头中不出现宏观的气孔等缺陷,不生成脆性金属间化合物,不发生像电阻焊时易出现的熔融金属的喷溅等问题。 3) 焊缝金属的物理和力学性能不发生宏观变化,其焊接接头的静载强度和疲劳强度都比电阻焊接头的强度高,且稳定性好。 4) 被焊金属表面氧化膜或涂层对焊接质量影响较小,焊前对焊件表面准备工作比较简单。 5) 形成接头所需电能少,仅为电阻焊的5%;焊件变形小。 6) 不需要添加任何粘结剂、填料或溶剂,具有操作简便、焊接速度快、接头强度高、生产效率高等优点。超声波焊接的主要缺点是受现有设备功率的限制,因而与上声极接触的焊件厚度不能太厚,接头形式只能采用搭接接头,对接接头还无法应用。 二、超声波焊接的分类 超声波焊接分类按照超声波弹性振动能量传入焊件的方向,超声波焊接的基本类型可以分为两类:一类是振动能量由切向传递到焊件表面而使焊接界面产生
相对摩擦,这种方法适用于金属材料的焊接;另一类是振动能量由垂直于焊件表面的方向传入焊件,主要是用于塑料的焊接。常见的金属超声波焊接可分为点焊、环焊、缝焊及线焊;近年来,双振动系统的焊接和超声波对焊也有一定的应用。 (1)点焊点焊是应用最广的一种焊接形式,根据振动能量的传递方式,可以分为单侧式、平行两侧式和垂直两侧式。振动系统根据上声极的振动方向也可以分为纵向振动系统、弯曲振动系统以及介于两者之间的轻型弯曲振动系统。功率500W以下的小功率焊机多采用轻型结构的纵向振动;千瓦以上的大功率焊机多采用重型结构的弯曲振动系统;而轻型弯曲振动系统适用于中小功率焊机,它兼有上述两种振动系统的优点。 (2)环焊环焊方法如图5所示,主要用于一次成形的封闭形焊缝,能量传递采用的是扭转振动系统。焊接时,耦合杆4带动上声极5作扭转振动,振幅相对于声极轴线呈对称分布,轴心区振幅为零,边缘位置振幅最大。该类焊接方法最适合于微电子器件的封装工艺,有时环焊也用于对气密性要求特别高的直线焊缝的场合,用来代替缝焊。由于环焊的一次焊缝的面积较大,需要有较大的功率输入,因此常常采用多个换能器的反向同步驱动方式。 (3)缝焊与电阻焊中的缝焊类似,超声波缝焊实质上是由局部相互重叠的焊点形成一条连续焊缝。缝焊机的振动系统按其滚轮振动状态可分为纵向振动、弯曲振动以及扭转振动三种形式(图6)。其中最常见的是纵向振动形式,只是滚轮的尺寸受到驱动功率的限制。缝焊可以获得密封的连续焊缝,通常焊件被夹持在上下滚轮之间,在特殊情况下可采用平板式下声极。 (4)线焊它是点焊方法的一种延伸,利用线状上声极,在一个焊接循环内形成一条狭窄的直线状焊缝,声极长度就是焊缝的长度,现在可以达到150mm,这种方法最适用于金属薄箔的封口。 (5)双超声波振动系统的点焊:上下两个振动系统的频率分别为27kHz和20kHz(或15kHz),上下振动系统的振动方向相互垂直,焊接时二者作直交振动。当上下振动系统的电源各为3kW时,可焊铝件的厚度达10mm,焊点强度达到材料本身的强度。双超声波振动系统多用于集成电路和晶体管细导线的焊接,虽然焊接方法与点焊基本相同,但焊接设备复杂,要求设备的控制精度高,以便实现焊点的高质量和高可靠性焊接。
科技信息2008年第3期 SCIENCE&TECHNOLOGYINFORMATION科焊接温度场的准确计算或测量,是焊接冶金分析和焊接应力、应 变热弹塑性动态分析的前提。关于焊接热过程的分析,苏联科学院的 助Rykalin院士对焊接过程传热问题进行了系统的研究,建立了焊接 传热学的理论基础。为了求热传导微分方程的解,他把焊接热源简化 为点、线、面三种形式的理想热源,且不考虑材料热物理性质随温度的 变化以及有限尺寸对解的影响。实际上焊接过程中除了包含由于温度 变化和高温引起的材料热物理性能和变化而导致传热过程严重的非 线性外,还涉及到金属的熔化、 凝固以及液固相传热等复杂现象,因此是非常复杂的。由于这些假定不符合焊接的实际情况,因此所得到的 解与实际测定有一定的偏差,尤其是在焊接熔池附近的区域,误差很 大,而这里又恰恰是研究者最为关心的部位。 Adames、 木原博和稻埂道夫等人根据热传导微分方程,以大量的实验为基础,积累了不同材料、不同厚度、不同焊接线能量以及不同预 热温度等测量数据,然后从传热理论的有关规律出发,经过整理、 归纳和验证,最后建立了不同情况下的焊接传热公式。这种方法比前者采 用数学解析法要准确,但实验的工作量很大,有确定的应用条件和范 围,且可靠性取决于测试手段的精度。 1966年Wilson和Nickell首次把有限元法用于固体热传导的分 析计算中。70年代,有限元法才逐渐在焊接温度场的分析计算中使 用。1975年,加拿大的Poley和Hibbert在发表的文章中,介绍了利用 有限元法研究焊接温度场的工作,编制了可以分析非矩形截面以及常 见的单层、双层U,V型坡口的焊接温度场计算程序,证实了有限元法 研究焊接温度场的可行性。之后国内外众多学者进行了这方面的研究 工作。Krutz在1976年的博士论文中专门研究了利用焊接温度场预测 接头强度问题,其中分析了非线性温度场,在二维分析模型中,假定电 弧运动速度比材料热扩散率高,因此传到电弧前面的热量输出量相对 比较小,从而忽略了在电弧运动方向的传热,这实际上与Rykalin高速 移动热源公式的处理方法是一致的。 西安交通大学唐慕尧等人于1981年编制了有限元热传导分析程 序,进行了薄板焊接准稳态温度场的线性计算,其结果与实验值吻合。 随后上海交通大学的陈楚等人对非线性的热传导问题进行了有限元 分析,建立了焊接温度场的计算模型,编制了相应的程序,程序中考虑 了材料热物理性能参数随温度的变化以及表面散热的情况,能进行固 定热源或移动热源、薄板或厚板、准稳态或非准稳态二维温度场的有 限元分析。并在脉冲TIG焊接温度场以及局部干法水下焊接温度场等 方面进行了实例分析。对于三维问题,国内外也是近十年来才刚开始 研究。其原因是焊接过程温度梯度很大,在空间域内,大的温度梯度导 致严重材料非线性,产生求解过程的收敛困难的和解的不稳定性;在 时间域内,大的温度梯度决定了必须在瞬态分析时在时间域内的离散 度加大,导致求解时间步的增加。国内上海交通大学汪建华等人和日 本大阪大学合作对三维焊接温度场问题进行了一系列的有限元研究, 探究了焊接温度场的特点和提高精度的若千途径,并对几个实际焊接 问题进行了三维焊接热传导的有限元分析。蔡洪能等人建立了运动电 弧作用下的表面双椭圆分布模型基础上研制了三维瞬态非线性热传 导问题的有限元程序,程序中利用分析节点热烩的方法对低碳钢(A3 钢)板的焊接温度场进行了计算,计算结果和实验值吻合得很好。 焊接过程中应力应变的研究工作始于二十世纪三十年代,但是研 究工作只能是定性的和实测性的。五十年代,前苏联学者奥凯尔布洛 母等人在考虑材料机械性能与温度之间的相互依赖关系的情况下,用 图解的形式分析了焊接过程的热弹塑性性质及其动态过程,并分析了 一维条件下对焊接应力应变的影响。六十年代,由于计算机的推广应用,对焊接应力和变形的数值模拟才发展起来。1961年,Tall等人首先利用计算机对焊接热应力进行计算,编制了一套沿板条中线进行堆焊的热应力一维分析程序。1971年,Iwaki编制了可用于分析板平面堆焊热应力的二维有限元程序,后来Muraki对它作了重大改进,扩大了这个二维程序的功能,使之可用于对接焊和平板堆焊过程的热应力分析。日本的上田幸雄等人以有限元为基础,应用材料性能与温度相关的热弹塑性理论,导出了分析焊接热应力所需的各表达式。此后美国的H.D.Hibbert,E.F.Ryblicki,Y.Iwamuk以及美国MIT的Masubuchi等在焊接残余应力和变形的预测和控制等方面进行了许多研究工作。Anderson分析了平板埋弧焊时的热应力,并考虑了相变的影响。进入二十世纪八十年代,有限元技术日益成熟,人们对焊接应力和变形过程及残余应力的分布规律的认识不断深入。1985年Josefson等人通过大量的数值计算,进一步提高了预测焊缝周围残余应力分布的精度,同时考虑定位焊对残余应力分布的影响。Josefson对薄壁管件焊接残余应力以及回火去应力过程的应力分布情况进行了研究,并探讨了一些调整焊接残余应力的措施。进入九十年代,随着计算机性能的进一步提高,对焊接应力和变形的研究更加深入。1991年Mahin等人在研究中考虑了耦合的热应力问题,其中热源分布采用实验矫正的方法进行处理,同时考虑了熔池对流、辐射及传热对温度分布的影响,其残余应力的计算结果与采用中子衍射测得的结果吻合很好。T.Inoue等研究了伴有相变的温度变化过程中,温度、相变、热应力三者之间的耦合效应,并提出了在考虑耦合效应的条件下本构方程的一般形式。1992年加拿大的Chen等人对厚板表面重熔时的应力和变形进行了有限元计算,其中考虑了熔化潜热及凝固过程中固液相转变过渡区应力的变化,其残余应力计算值和实验值相当吻合。美国的Shim等人利用平板应变热弹塑性有限元计算了厚板多层焊的残余应力,并对不同坡口形状的焊接残余应力进行了比较,揭示了厚板残余应力分布的规律。1993年,加拿大的Chidiac等人研究了厚板焊接过程的应力和变形以及残余应力的分布,其中涉及了三维加热模型,并考虑了显微组织的变化和晶体生长等情况。另外,与焊接温度场的有限元分析类似,焊接热弹塑性有限元分析过去大都局限于二维、三维问题的研究是二十世纪九十年代才开始的。国内对焊接残余应力和变形的数值分析起步于二十世纪七十年代,首先是西安交通大学的楼志文等人把数值分析应用到焊接温度和热弹塑性应力场的分析中,编制了热弹塑性有限元分析程序,并对两个较简单的焊接问题进行了分析。到二十世纪八十年代,上海交通大学焊接教研室在焊接热传导的数值分析方面做了许多工作,特别是对非线性瞬态温度场进行了有限元分析,提出了求解非线性热传导方程的变步长外推法,并编制了二维热弹塑性有限元分析程序,计算了平板对接焊时应力和变形的发展过程以及残余应力分布。关桥等人编制了用于进行平板轴对称焊接应力和变形分析的有限差分和有限元程序,对薄板氢弧点状热源的应力和变形进行了计算,该分析仅限于点状热源。孟繁森等人利用迭代解法研制了计算焊接过程应力应变程序和图形显示程序,分析了板条边沿堆焊时的应力和变形的发展过程。陈楚等人利用平截面的假设分析了厚板焊接时的瞬态拉应力以及厚板补焊时的残余应力。刘敏等人研制了三角差分温度场和轴对称热弹塑性有限元程序,计算了1Cr18Ni9Ti和20号钢圆管对接多层焊接时的应力和变形。汪建华把三维问题转化为二维问题利用平面变形热弹塑性有限元法对厚板的应力问题进行了分析。[责任编辑:张艳芳] 焊接温度场与应力场的研究历史与发展 栾尚清左玉营丁国峰 (济南技术学院山东济南250000) 【 摘要】本文主要讲述了有关焊接温度场与应力场的研究历史与发展。【 关键词】焊接温度场;应力场;历史;发展thehistoryanddevelopmentofthetemperaturefieldandresidualstressfield Luanshangqing,Zuoyuying,Dingguofeng (JinanTtechnicalInstitute,250000) 【Abstract】Thispaperdescribesthehistoryanddevelopmentofthetemperaturefieldandresidualstressfield. 【Keywords】weldingtemperaturefield,weldingresidualstress,history,development ○职校论坛○206
一、超声波金属焊接基础知识 1、原理 超声波金属焊接是利用高频振动波传递到两个需焊接的金属表面,在加压的情况下,使两个金属表面相互摩擦而形成分子层之间的熔合,其优点在于快速、节能、熔合强度高、导电性好、无火花、接近冷态加工;缺点是所焊接金属件不能太厚(一般小于或等于5mm)、焊点位不能太大、需要加压。 2、焊接优点: 1)、焊接材料不熔融,不脆弱金属特性。 2)、焊接后导电性好,电阻系数极低或近乎零。 3)、对焊接金属表面要求低,氧化或电镀均可焊接。 4)、焊接时间短,不需任何助焊剂、气体、焊料。 5)、焊接无火花,环保安全。 3、超声波金属焊接适用产品: 1)、镍氢电池镍氢电池镍网与镍片互熔与镍片互熔。. 2)、锂电池、聚合物电池铜箔与镍片互熔,铝箔与铝片互熔。. 3)、电线互熔,偏结成一条与多条互熔。 4)、电线与名种电子元件、接点、连接器互熔。 5)、名种家电用品、汽车用品的大型散热座、热交换鳍片、蜂巢心的互熔。 6)、电磁开关、无熔丝开关等大电流接点,异种金属片的互熔。 7)、金属管的封尾、切断可水、气密。 4、振幅参数 振幅对于需要焊接的材料来说是一个关键参数,相当于铬铁的温度,温度达不到就会熔接不上,温度过高就会使原材料烧焦或导致结构破坏而强度变差。因为每一间公司选择的换能器不同,换能器输出的振幅都有所不同,经过适配不同变比的变幅杆及焊头,能够校正焊头的工作振幅以符合要求,通常换能器的输出振幅为10—20μm,而工作振幅一般为30μm左右,变幅杆及焊头的变比同变幅杆及焊头的形状,前后面积比等因素有关,形状来说如指数型变幅、函数型变幅、阶梯型变幅等,对变比影响很大,前后面积比与总变比成正比。贵公司选用的是不同公司品牌的焊接机,最简单的方法是按已工作的焊头的比例尺寸制作,能保证振幅参数的稳定。 5、频率参数 任何公司的超声波焊接机都有一个中心频率,例如20KHz、40 KHz等,焊接机的工作频率主要由换能器(Transducer)、变幅杆(Booster)、和焊头(Horn)的机械共振频率所决定,发生器的频率根据机械共振频率调整,以达到一致,使焊头工作在谐振状态,每一个部份都设计成一个半波长的谐振体。发生器及机械共振频率都有一个谐振工作范围,如一般设定为±0.5 KHz,在此范围内焊接机基本都能正常工作.我们制作每一个焊头时,都会对谐振频率作调整,要求做到谐振频率与设计频率误差小于0.1 KHZ,如 20KHz 焊头,我们焊头的频率会控制在19.90—20.10 KHz,误差为5‰。 6、节点 焊头、变幅杆均被设计为一个工作频率的半波长谐振体,在工作状态下,两个端面的振幅最大,应力最小,而相当于中间位置的节点振幅为零,应力最大。节点位置一般设计为固定位,但通常的固定位设计时厚度要大于3mm,或者是凹槽固定,所以固定位并不是一定为零振幅,这样就会引致一些叫声和一部分的能量损失,对于叫声通常用橡胶圈同其它部件隔离,或采用隔声材料进行屏蔽,能量损失在设计振幅参数时予以考虑。 7、网纹 超声波金属焊接通常会在焊接位表面,底座表面设计网纹,网纹设计的目地在于防止金属件的滑动,尽可
BI YE SHE JI (20 届) 焊接温度场温度检测系统设计 所在学院 专业班级自动化 学生姓名学号 指导教师职称 完成日期年月 Ⅰ
摘要 在管道铺设、大型机件制造等生产中,焊接是一种必不可少的的技术手段,在工农业生产中占有重要地位。焊接是一个不均匀加热和冷却的特殊的热处理过程,会在焊接热影响区产生不均匀的组织和性能,同时也会产生复杂的应力和应变。而焊接过程的温度场决定了焊接应力场和应变场,是影响焊接质量和生产率的主要因素。因此控制好焊接温度对焊接产品的质量具有十分重要的意义。因此我们需要设计相应的焊接温度场温度测量系统。 本课题设计了以AT89C51为控制核心的温度采集、显示系统。着重介绍了8路模拟信号选择芯片CD4051及热电偶模拟信号调理转换芯片MAX6675的原理,以及在本系统的重要应用。本设计实现了对焊接温度场温度的检测和数字显示,并能实现阈值报警和与上位机进行通讯。 关键词:温度场温度,单片机,数字显示 Ⅰ
Abstract In plumbing and mainframe parts manufacturing production, welding is an ess- -ential technical means, it occupies an important position in the industrial and agricultural production. Welding is a non-uniform heating and cooling of a special heat treatment process, causing uneven in the weld heat affected zone microstructure and properties, but also a complex stress and strain. The temperature field of the welding process determines the welding stress and strain fields,and its the main factors to affect the welding quality and productivity. Take good control of the welding temperature on the welding quality of the product is of great significance. Therefore, we need to design a special temperature measurement system of the welding temperature field. In this issue,I have made the design of the AT89C51 as the control core temperature acquisition and display system. This paper firstly introduces the 8-channel analog signal chip CD4051 and thermocouple analog signal conditioning chip MAX6675 conversion of principle, as well as important applications of this system. Also introduced a special driver chip HD7279 display part of the LED. And draw the various parts of the hardware schematics and overall hardware schematic. Finally, each chip driver of temperature acquisition procedures have been given. Key words: Temperature field, Temperature, 51 MCU, Digital display Ⅲ