国务院国发〔2006〕8号文件《国务院关于加快振兴装备制造业的若干意见》的发布和实施,为我国数控机床制造业提供了很好的发展机遇。机床工业是装备制造业的基础,振兴装备制造业首先要振兴机床工业。机床工业中数控机床的水平直接关系到国家经济建设和国防安全。所以,加快高档数控机床的研发,满足国民经济和国防建设的需要,是近年机床工具行业致力奋斗的目标。现将相关行业急需和进口的中高档数控机床主要产品介绍如下,供企业产品开发参考。
一、我国数控机床基本状况
我国数控机床经过“十五”期间的快速发展已达到相当的规模,2005年数控金切机床产量为59,639台,是2000年的4.24倍,平均年增长33.5%;产值为140亿元(17.5亿美元),是2000年的4.27倍,平均年增长33.7%。
2005年我国数控金切机床生产59,639台,进口30,746台。除部分出口外,总消费数量约85,000多台,消费金额51.7亿美元,其中,生产17.5亿美元,进口36.2亿美元,出口2亿美元。
在生产的数控金切机床中,经济型数控机床约占60%以上(生产的数控车床中经济型数控车床占89%~90%),中档以上的数控金切机床不足40%。对于中档以上的数控金切机床,国产机床的市场占有率很低,以数控车床、加工中心为例:2005年,数控车床按台数计为33%、按金额计为27%;加工中心按台数约31%,按金额约22.3%。对于高档数控金切机床,国产机床基本上处于市场开发阶段,近几年虽然开发了不少新品,但是,仅少数新产品进入了生产使用现场。目前,国民经济和国防建设需要的基本上依赖从国外进口。这种局面如长期不解决,将危及产业安全和国家安全。因而,积极开发中高档数控机床,实现商品化、产业化是振兴数控机床产业的必由之路。
二、国民经济各领域和国防建设对数控机床的需求
机械工业
机械制造业是机床工业的重要用户,其消费机床约占我国机床销售额的40%以上。机械制造业的快速发展为机床工业的发展提供了强大的动力。机械制造业所需的数控金切机床范围很广,包括了机床的各类品种。
特别要指出的是以发电设备、冶金机械为代表的重大装备制造业的发展,需要增添不少数控重型机床,如工作台宽度4000mm左右的数控重型龙门镗铣床、镗杆直径250mm以上的数控落地镗铣床、重型数控卧式车床和重型数控立式车床和车铣床(最大加工直径达16米)以及专用重型数控机床,为国产大重型数控机床发展提供了条件。
汽车及其零部件制造业
汽车及其相关产业是机床行业的主要用户之一。发达国家汽车及其相关产业所需求的机床消费额几乎占机床销售总额40%~60%,机床工业大多随着汽车产业兴旺而发展,萧条而下降。在我国,汽车及其零部件制造业也是机床行业的重要用户,其机床的消费额约占机床销售总额的35%。汽车及其零部件制造业对设备的基本要求是高效和高可靠性,也是供需之间的主要差距之一。目前,国产数控金切机床对汽车及其零部件制造业的满足率尚很低,是急需攻关解决的。
发动机加工装备:目前,汽车工业采用的发动机加工设备(轿车和卡车)基本上依赖于进口。
缸体缸盖加工:当前较广泛采用以卧式加工中心为主体和专机(主轴孔精加工)组成的柔性生产线,大多从国外进口,特别是合资企业。线上的卧式加工中心基本上为高速加工中心,机床主要参数:主轴转
积极发展中高档数控机床
—大型、高速、精密、多轴、复合和高效专用数控机床ItisimportanttodevelophighgradeCNCmachinetools
中国机床工具工业协会丁雪生
速12000~15000r/min、主电机功率22~30kW、快速行程40~60m/min、换刀时间在1.5秒左右,机床采用光栅尺闭环控制,具有温度补偿系统,而且还要求加工中心布局适合于联线生产。已进口和即将进口的有德国Grob公司、Heckert公司、Heller公司;日本牧野铣床公司、马扎克公司、丰田公司;美国CincinnatiLamb公司等的产品。
变速箱体加工:基本上是卧式加工中心组成的柔性生产线,机床主要参数与上述缸体、缸盖加工的基本相同。
曲轴加工设备:其中关键设备曲轴车车拉机床、数控曲轴内铣或外铣床、数控曲轴磨床、曲轴抛光机等,基本上采用进口设备,如德国Boehringer公司曲轴车车拉机床、VDF315型曲轴外铣床;Hegen-scheidt公司的MFD沟槽滚压机床;美国Landis公司、德国Naxos公司、意大利Vereco公司数控曲轴磨床等。
凸轮轴加工设备:凸轮轴数控车床采用德国Boehringer公司、日本Okuma公司等生产的数控车床;凸轮轴磨床采用美国Landis公司、德国Junker公司、Schaudt公司和Kopp公司等的产品。
连杆加工设备:大多为专用设备,由国外工程承包商进口,其中双端面磨床多采用美国Gardner公司的产品。
汽车零部件加工:我国生产的数控车床、立式加工中心基本上可以满足汽车零部件加工的需要,仅少数品种还需要进口。如齿轮淬硬后加工的倒置式立式车床和立式车磨复合加工机床、数控组合磨床、球道保持器专用铣床以及个别齿轮加工机床如拉齿机、铣齿机等等。
航空航天工业
飞机制造业的机翼、机身、尾翼的整体框架、梁、壁板等铝合金和钛合金零件加工需要很多各种规格的高速立式加工中心和五轴高速立式加工中心(主轴,A、B轴摆动和主轴,A轴摆动、C轴回转),工作台长度2000~4000mm、宽度800~2000mm、主轴转速6000~24000r/min;主电机功率18.5~30kW;龙门移动式或桥式高速加工中心、五轴龙门移动式或桥式高速加工中心,工作台宽度1000~3000mm、长度2000~8000mm、主轴转速6000~40000r/min;以及五坐标专用蜂窝数控高速铣床、五坐标长衍缘条铣床。其工模具制造还需要精密卧式加工中心、数控坐标镗铣中心和数控坐标磨床等。
发动机制造中有各种结构复杂的整体机匣、叶片、叶盘和齿轮、轴类零件,零件材料大多为钛合金和高强度耐热合金,要求机床功率大、刚性好。目前在技术改造中,原则上精加工都采用国外设备,粗加工和半精加工采用国内制造设备。机匣加工所需的主要设备有加工直径1000~2000mm数控精密立式车床(工作台面径向跳动和端面跳动要求小于0.01mm),多数从意大利PietroCarnaghi、法国Berthiez、德国Schiess等公司进口;精密座标镗铣中心(进口瑞士Dixi、Sip和Starrag等公司产品,定位精度要求0.003~0.004mm)。叶片加工有叶片高速加工中心(瑞士Starrag公司、意大利SachmanRambaudi公司和C.B.Ferrari、日本SNK公司)、榫齿磨床和叶片安装板成型磨床(德国BLOHM和ELB公司、瑞士MAGERLE等公司进口)。齿轮、轴类零件加工需要大功率高刚性数控车床(参考德国BoehringerVDF数控车床)、高精度齿轮加工机床(3级精度)、数控精密万能磨床和数控万能螺纹磨床等等。
机载设备制造需要各种规格的中小型数控机床如精密数控车床和车削中心、数控纵切自动机、立卧转换镗铣中心、五轴立式加工中心、数控万能磨床、高精度电加工机床等等。
航天制造业需要的数控机床大多为精密、中小型的数控机床。如精密纵切自动车床、盘料数控自动车床、精密数控车床和车削中心、立卧转换4~5轴铣削中心、小型精密加工中心、高精度电加工机床、高精度数控万能磨床、数控坐标磨床、数控光学成形磨床等。也需要有个别大型的机床用于加工机体,如五轴双柱立式车铣中心工作台直径>3000mm,大型外圆磨床加工直径×长度1000×6000mm,镗杆直径160mm左右的对置式落地镗铣床和工作台宽度为3000mm、长度6000mm桥式或龙门移动式五轴高速镗铣床。精密数控车床和车削中心进口较多的有美国哈挺公司、瑞士碧玛泰公司;小型五轴立式加工中心进口较多为瑞士威力铭-马科黛尔公司、瑞士米克朗、德国哈默公司;纵切自动机进口较多的是瑞士Tornos公司;进口的还有瑞士阿奇公司和瑞士夏米尔公司生产的电加工机床、瑞士Studer公司和瑞士Kelleberger公司生产的高精度数控万能磨床、瑞士Hauser公司和美国Moore公司生产的数控坐标磨床等。
船舶工业
船舶工业船用柴油机制造、螺旋推进器制造、船用机械和仪表制造需要各种各样的数控机床。船
用柴油机制造需要重型和超重型龙门铣镗床,工作台为7000×27000mm和4000~4500×10000~14000mm左右(德国瓦德里希?科堡和日本新日本工机进口)、镗杆直径160~250mm各种规格的数控落地镗铣床(捷克Skoda和意大利Pama进口),X轴行程从6000mm到15000mm、大型数控卧式镗铣中心,工作台尺寸为1000×1250mm~1400×1600mm或工作台尺寸>1000×1000mm的六轴五联动数控镗铣床、直径2500~10000mm数控立式车床、大型数控成型砂轮磨齿机、曲轴镗铣床、大型曲轴车铣中心(最大加工直径1600mm、长度10000mm)、大型曲轴磨床等。螺旋推进器制造需要大型五轴车铣中心,加工直径10000mm左右、六轴五联动数控落地镗铣床、六轴五联动数控镗铣中心、!10000mm大型数控立式车床等。船用机械和仪表需要各种数控机床如五轴立卧转换加工中心、五轴车铣中心、工作台500×500mm~1000×1000mm卧式加工中心、各种规格的数控车床和车削中心、精密数控外圆磨床和精密数控内圆磨床等。
兵器工业
兵器工业需要的数控机床的品种和规格很多。大件加工需要重型龙门铣镗床,工作台尺寸约在4000×12000mm、镗杆直径160mm对置式落地镗铣床、工作台尺寸1200×1400mm~2500×2500mm镗铣中心等等。中小件加工需要的数控机床有立式加工中心、五轴立式加工中心、卧式加工中心、车削中心和其他各类数控机床等。
信息电子工业
在电子信息产业,数控金切机床主要用于模具、中小零件制造和半导体专用设备制造,所需主要设备有数控纵切自动机、数控盘型棒料自动车床、排刀式数控车床、小型五轴立式加工中心、高速加工中心、高速铣削中心、精密细丝电火花线切割机床、精密电火花成型机以及超精密加工机床等。
铁路机车车辆工业
主要需求数控金切机床有:机车发动机机体加工用的动梁龙门加工中心,工作台尺寸约2000×6000mm,曲轴和凸轮轴加工用的!630×1500mm的数控凸轮轴磨床和数控曲轴磨床。电机机壳加工用的1250×1250mm卧式加工中心、!1600mm数控双柱立式车铣床。车轴加工用的数控车轴车床和数控车轴磨床。轴瓦加工用的精密数控车床和车削中心。工模具加工用的精密电火花加工机床。以及板材数控加工设备和焊接设备如激光切割机、激光焊接机和自动焊机、焊接机器人等。
三、重点开发的中高档数控机床产品的建议
1.数控车床和车削中心
精密数控车床和精密车削中心:主要参数:车削直径!150~300mm、主轴转速5000~8000r/min、主电机功率7.5~15kW、主轴径向和端面跳动0.001mm。参考机型:德国Spinner公司SB/CNC精密数控车床、美国Hardinge公司QUEST系列精密车削中心、瑞士Bumatec公司S-189CNC精密车削中心。
大功率高扭矩数控车床和车削中心:主要参数:车削直径310~715mm、主轴最高转速2000~4500r/min、主电机功率37~52kW(100%)、扭矩2250~3300Nm。参考机型:德国Boehringer公司VDFC系列数控车床和车削中心。
重切削和大重型车铣中心:主要适用于大重型曲轴等零件加工。主要参数:最大回转直径700~1600mm、长度1500~10000mm、主电机功率60~70kW、铣主轴电机功率30~45kW。参考机型:Niles-Simmons公司C系列车铣中心和德国WaldrichSiegen公司MultiRond重型车铣中心。
2.加工中心
高速立式加工中心:主要适于模具高速加工用,机床采用门式结构。主要参数:工作台尺寸320×320~1200×1000mm、主轴转速30000~42000r/min、电主轴功率14~25kW、快速行程40~60m/min。参考机型:德国Roders公司RFM系列高速立式加工中心和Hermle公司C系列高速立式加工中心、瑞士Mikron公司HSM系列高速立式加工中心。
立卧转换镗铣中心:主轴头立卧转换,可以进行五轴加工,主要参数:工作台尺寸!600~1500mm、主轴转速6300~18000r/min(可选)、主轴功率20kW左右、快速行程30~60m/min。参考机型:德国DMG公司DMUP系列立卧转换镗铣中心、瑞士Mikron公司UCP系列立卧转换镗铣中心。
小型精密五轴加工中心:适于电子和航天制造业用于小型精密零件加工。主要参数:圆工作台尺寸!150~600mm、主轴转速12000~30000r/min、主
轴功率10~16kW、快速行程30m/min、工作台C轴360°、主轴B轴摆动-10°~+110°(或工作台A轴摆动)。参考机型:瑞士Willemin-Macodel公司W系列五轴精密加工中心。
五轴立式加工中心和龙门加工中心(主轴A、B轴摆动)。主要用于飞机机体整体框架、壁板、梁等零件的加工。主要参数:工作台宽度700~900mm、长度1500~4000mm、主轴转速6000r/min或12000r/min、主轴功率22~30kW、A/B轴摆动角度±25°~±30°。参考机型:美国CincinnatiLamb公司V5-2000五轴立式加工中心、意大利SachmanRambaudi公司Rammatic801五轴立式加工中心。
叶片加工中心:主要用于高效加工燃气轮机和发动机叶片。参考机型:瑞士Starrag公司HX系列单主轴和多主轴叶片加工中心、意大利C.B.Ferrari公司叶片加工中心。
精密卧式加工中心:国产卧式加工中心与国外卧式加工中心的主要差距之一是机床没有温度补偿系统,精度稳定性相对较差,特别是大规格的卧式加工中心(工作台1000mm以上的)。国外精密卧式加工中心的定位精度已接近坐标镗铣床的精度,如瑞士Starrag公司的STC系列和HEC系列产品、瑞士Dixi公司DHP系列产品。
3.数控铣床
重点是开发3000mm以上大规格桥式和龙门移动式五轴龙门铣床满足航空航天工业的需要。其中关键技术之一是力矩电机驱动的双摆铣头,目前大多选用从德国Cytec公司进口。高效数控专用铣床也是急需开发的,如Boehringer公司VDF315OM-4数控曲轴高速外铣床和VDFKW1325数控曲轴内铣床;Ex-cell-o公司XK225球道保持器数控铣床等。
4.数控磨床
高精度数控万能磨床:工件头架拨盘径向和端面跳动小于0.0003~0.0005mm,砂轮架具有垂直回转的B轴,4轴控制(X、Z、C、B轴),数控分辨率0.0001mm。参考机型:瑞士Studer公司高精度万能数控磨床、瑞士Kellenberger公司KEL系列高精度万能数控磨床。
数控曲轴磨床:用于汽车和船用发动机曲轴精加工,特别是大型数控曲轴磨床。参考机型:德国Naxos公司PMS系列数控曲轴磨床、意大利Vereco公司数控曲轴磨床。
五轴数控刀具磨床:目前进口较多,国内尚无生产是急需开发的产品。可参考以下公司的产品:德国Walter、Saacke和MichaelDeckel;瑞士Schneer-berger等。
数控复合磨床和数控专用磨床:如数控内外圆复合磨床、精密数控中孔座面磨床、数控油针磨床等。
5.数控齿轮加工机床
国产数控齿轮加工机床的满足率很高,只有少数品种要开发,如硬齿面齿轮的加工机床和高精度齿轮磨床。硬齿面齿轮插齿机可参考德国Liebheer公司LFS系列,但是,国内需要量不多。高精度成形砂轮齿轮磨床,主要指加工精度稳定在3~4级的各种齿轮磨床(如美国Gleason公司、德国Niles公司、瑞士Oerlikon公司)目前航空航天工业、船舶工业进口较多。
6.电加工机床
国产中低档电加工机床基本上可满足国内市场的需求,特别是瑞士阿奇夏米尔公司、日本沙迪克公司等在中国创建的独资企业投产后,使中国产的中低档电加工机床达到世界水平,部分已出口国外。目前进口的主要是精密慢走丝线切割机床和精密电加工成型机,多数从瑞士阿奇夏米尔公司进口,如精密慢走丝线切割机床,加工形状精度为0.003~0.005mm,表面粗糙度Ra0.1mm,机床具有浸水加工、双丝加工、细丝加工、拐角自动控制、超精加工回路以及专家系统等功能。
7.大型数控机床
“十五”期间,沈阳机床股份有限公司、大连机床集团有限责任公司和北京第一机床厂先后收购了国际著名的德国希斯(Schiess)、兹默迈(Zim-mermann)和科堡二合等机床公司后,我国数控立式车床、大型数控龙门铣床水平得到进一步提高。另一方面,齐齐哈尔数控装备公司、武汉武重机床公司为大型水电设备制造业、冶金设备制造业自主开发制造了重型数控卧车、重型数控立式车铣床等产品,满足了发电设备制造业、冶金设备制造业对重型数控机床的需求。目前我国急需开发的是航空工业需要的工作台宽度3米以上的数控五轴桥式和龙门式高速镗铣床、船舶工业大型柴油机制造用的工作台宽度7米左右的龙门移动式镗铣床等专用数控龙门铣床产品。□
数控机床的现状与发展 趋势综述
数控机床的现状与发展趋势 摘要:从20世纪中叶数控技术出现以来,数控机床给机械制造业带来了革命性的变化。数控加工具有如下特点:加工柔性好,加工精度高,生产率高,减轻操作者劳动强度、改善劳动条件,有利于生产管理的现代化以及经济效益的提高。数控技术的应用,关键在于开发具有高速度、高精度、高稳定性的高新技术设备,在现有加工设备中,只有数控机床才有可能担当其重任。然而,要实现真正意义上的高速切削加工,数控机床还需向高速、高精度、柔性化、控制系统开放性、控制系统支撑软件和工厂生产数据管理方向迈进,才能适应现代制造业飞速发展的要求。 关键:高速化 / 高精度化 / 复合化 / 智能化 / 开放化 / 网络化 / 多轴化 / 绿色化 进入21世纪,我国经济与国际全面接轨,进入了一个蓬勃发展的新时期。机床制造业既面临着机械制造业需求水平提升而引发的制造装备发展的良机,也遭遇到加入世界贸易组织后激烈的国际市场竞争的压力,加速推进数控机床的发展是解决机床制造业持续发展的一个关键。随着制造业对数控机床的大量需求以及计算机技术和现代设计技术的飞速进步,数控机床的应用范围还在不断扩大,并且不断发展以更适应生产加工的需要。本文简要分析了数控机床高速化、高精度化、复合化、智能化、开放化、网络化、多轴化、绿色化等发展趋势,并提出了我国数控机床发展中存在的一些问题。 一、数控机床的发展趋势 机械加工装备对促进制造技术发展的紧密关系和以数字化为特征数控机床是柔性化制造系统和敏捷化制造系统的基础装备。其总的发展趋势是:高精化、高速化、高效化、柔性化、智能化和集成化,并注重工艺实用性和经济性。 (一)高速化 随着汽车、国防、航空、航天等工业的高速发展以及铝合金等新材料的应用,对数控机床加工的高速化要求越来越高。 (1)主轴转速:机床采用电主轴(内装式主轴电机),主轴最高转速达 200000r/min;
中南大学网络教育课程考试复习题及参考答案 数控技术 一、填空题: 1.数控机床是用数字化代码来控制的相对运动,从而完成零件的加工。 2.所谓“插补”就是指在一条已知起点和终点的曲线上进行的过程。 3.对刀操作就是确定和之间关系的操作。 4.直流伺服电动机的控制特性是指其速度随化的 特性,而其机械特性是指其速度随变化的特性。 5.刀具在机床上的位置是由的位置来表示的。 63051-82规定,数控机床坐标轴和方向是基于固定,移动。 7.数控机床上采用的导轨主要有、、等三种形式。 8.用逐点比较法插补直线,其起点坐标为O(0,0),终点坐标A(5,8), 若采用插补的总步数作为终点减法计数器的初始值,即=。在插补过程中,每进给一步,计数器减1,当=时,到达终点,停止插补。 9.光栅作为位移传感器,其高精度源于的莫尔条纹的和 两大效应。若光栅距为0.01,两块光栅之间的夹角为0.057°,则莫尔条纹宽度约为。 10.数控机床一般由控制介质、、测量装置和机械本
体五个部分组成。 11系统软件必须完成和两大任务。 12.步进电机的“失步”现象有两种表现形式,即和。 13.刀具在机床上的位置是由的位置来表示的。 14.在软件中资源分时共享要解决的问题是各任务何时占用以及占用时间的长短,解决的办法是 和相结合。 15.数控机床伺服驱动系统是指以机床移动部件的和 作为控制量的自动控制系统,又称为拖动系统。 16.若三相步进电机(三相绕组分别为A、B、C),请写出三相六拍工作方式的通电顺序:。 17.对于第四象限逆圆弧来说,当F≥0时其进给方向为,偏差计算公式为。 18.数控机床的脉冲当量是指。 19.数控技术是指用对机床运动及其加工过程进行自动控制的一种方法。 20.从系统使用的微机及结构来分,系统的硬件结构一般分为:和结构两大类。 21.改变,不改变加工程序,就可以实现同一轮廓的粗、精铣加工。 22.数控机床按伺服系统的控制方式可分为、和。 二、判断题:
数控车床与操作 数控车床认识项目 本项目主要对数控车床的特点、种类、功能和主要技术参数加以概述,使初学者对数控车床有一个基本认识。 与普通车床相比,数控车床具有以下特点: 1、采用了全封闭或半封闭防护装置 数控车床采用封闭防护装置可防止切屑或切削液飞出,给操作者带来意外伤害。 2、采用自动排屑装置 数控车床大都采用斜床身结构布局,排屑方便,便于采用自动排屑机。 3、主轴转速高,工件装夹安全可靠。 数控车床大都采用了液压卡盘,夹紧力调整方便可靠,同时也降低了操作工人的劳动强度。 4、可自动换刀 数控车床都采用了自动回转刀架,在加工过程中可自动换刀,连续完成多道工序的加工。 5、主、进给传动分离 数控车床的主传动与进给传动采用了各自独立的伺服电机,使传动链变得简单、可靠,同时,各电机既可单独运动,也可实现多轴联动。 数控车床品种、规格繁多,按照不同的分类标准,有不同的分类方法。目前应用较多的是中等规格的两坐标连续控制的数控车床。 一、按主轴布置形式分 1、卧式数控车床 最为常用的数控车床,其主轴处于水平位置。 2、立式数控车床 其主轴处于垂直位置。 立式数控车床主要用于加工径向尺寸大,轴向尺寸相对较小,且形状较复杂的大型或重型零件,适用于通用机械、冶金、军工、铁路等行业的直径较大的车轮、法兰盘、大型电机座、箱体等回转体的粗、精车削加工。 二、按可控轴数分 1、两轴控制 当前大多数数控车床采用的两轴联动,即 X 轴、 Z 轴。
2、多轴控制 档次较高的数控车削中心都配备了动力铣头,还有些配备了 Y 轴,使机床不但可以进行车削,还可以进行铣削加工。 三、按数控系统的功能分 1、经济型数控车床 一般采用开环控制,具有 CRT 显示、程序储存、程序编辑等功能,加工精度不高,主要用于精度要求不高,有一定复杂性的零件。 2、全功能数控车床 这是较高档次的数控车床,具有刀尖圆弧半径自动补偿、恒线速、倒角、固定循环、螺纹切削、图形显示、用户宏程序等功能,加工能力强,适宜加工精度高、形状复杂、工序多、循环周期长、品种多变的单件或中小批量零件的加工。 3、车削中心 车削中心的主体是数控车床,配有动力刀座或机械手,可实现车、铣复合加工,如高效率车削、铣削凸轮槽和螺旋槽。 一、数控车床主要功能 不同数控车床其功能也不尽相同,各有特点,但都应具备以下主要功能。 1、直线插补功能 控制刀具沿直线进行切削,在数控车床中利用该功能可加工圆柱面,圆锥面和倒角。 2、圆弧插补功能 控制刀具沿圆弧进行切削,在数控车床中利用该功能可加工圆弧面和曲面。 3、固定循环功能 固化了机床常用的一些功能,如粗加工、切螺纹、切槽、钻孔等,使用该功能简化了编程。 4、恒线速度车削 通过控制主轴转速保持切削点处的切削速度恒定,可获得一致的加工表面。 5、刀尖半径自动补偿功能 可对刀具运动轨迹进行半径补偿,具备该功能的机床在编程时可不考虑刀具半径,直接按零件轮廓进行编程,从而使编程变得方便简单。 二、数控车床主要加工对象 数控车床主要用于轴类或盘类零件的内、外圆柱面、任意角度的内外圆锥面、复杂回转内
我国数控机床的现状与发展趋势 摘要:数控机床是制造业发展的基础,可极大地提高制造业生产率。介绍了数控机床的组成,还就我国数控机床的发展和现状进行了详细说明;对我国数控机床的发展趋势进行了介绍,并对我国数控机床的发展提出了建议。 关键词:数控机床;现状;发展趋势 0 引言 数控(NC)是数字控制(Numerical Control)的简称,是20世纪中叶发展起来的一种用数字化信息进行自动控制的一种方法。装备了数控技术的机床,称为数控机床,也简称为NC机床。 世界上第一台数控机床是由美国麻省理工学院于1952年首先研制出来的;日本于1958年研制出首台数控机床。我国数控机床的研制是从1958年起步的,由清华大学研制出了最早的样机。但是经过50多年的发展,2010年我国已经跃居世界第一大机床生产国。在2012年5月27日,在湖北省数控一代机械产品创新应用示范工程启动大会上,中国工程院院长周济强调:“全世界的机械工业正处于产品数字化发展时期,我们必须抓住这一契机,在10年内实现机械产品总体升级为‘数控一代’,使我国机械工业实现由‘大’到‘强’的转变。” 1 数控机床的组成 数控机床是机电一体化的典型产品,是集机床、计算机、电动机及拖动、动控制、检测等技术为一体的自动化设备。数控机床的基本组成包括控制介质、数控装置、伺服系统、反馈装置及机床本体,如图1所示。 1.1 控制介质 控制介质是储存数控加工所需要的全部动作和刀具相对于工件位置信息的媒介物,它记载着零件的加工程序,因此,控制介质就是指将零件加工信息传送到数控装置去的信息载体。控制介质有多种形式,它随着数控装置类型的不同而不同,常用的有穿孔带、穿孔卡、磁带、磁盘等。随着数控技术的发展,穿孔带、穿孔卡趋于淘汰,而利用CAD/CAM软件在计算机编程,然后通过计算机与数控系统通信,将程序和数据直接传送给数控装置的方法应用越来越广泛。 1.2 数控装置 数控装置是数控机床的核心,人们喻为“中枢系统”。现代数控机床都采用计算机数控装置,即CNC(Computer Numerical Control)。数控装置包括输入装置及中央处理器(CPU)和输出装置等构成数控装置能完成信息的输入、存储、变换、插补运算以及实现各种控制功能。 1.3 伺服系统
数控高级笔试复习题及答案(三) 一、是非题 (×) 1. 保证数控机床各运动部件间的良好润滑就能提高机床寿命。 (√) 2. 主轴变频器的故障常有过压、欠压、过流。 (√)3. 每一工序中应尽量减少安装次数。因为多一次安装,就会多产生一次误差,而且增加辅助时间。 (×) 4. 粗基准在各道工序中使用时都应认真分析,选择最佳方案。 (×) 5. 模具铣刀就是立铣刀。 (×) 6. 用UG-Ⅱ软件对某一零件的曲面进行实体建模,一般无法再用Pro/E软件进行后置处理。(√)7. 使用RS232串行接口传送数控程序时,除了要将波特率设置正确以外,还需将相应的代码格式设置好。 (×)8. 数控机床因其加工的自动化程度高,所以除了刀具的进给运动外,对于零件的装夹、刀具的更换、切屑的排除均需自动完成。 (×) 9. 在数控机床上加工编程时切削用量包括主轴转速、切削深度、进给速度及其倍率等。(×)10. 任何数控机床开机后必须回零。 (×)11. 切削刃上任一点的切削平面是通过该点而又垂直于合成运动的平面。 (√)12. 为保证凸轮的工作表面有较好的表面质量,对外凸轮廓,按顺时针方向铣削,对内凹轮廓按逆时针方向铣削。 (√)13. 由于数控铣削加工零件时,加工过程是自动的,所以选择毛坯余量时,要考虑充足的余量和尽可能分布均匀。 (×)14. 影响数控机床加工质量主要是操作人员失误。 (×)15. 数控车床加工螺纹零件时也必须有退刀槽,只是与普通车床相比退刀槽可以窄些。 (√)16. 工件坐标系被使用时,再用坐标系设定指令G92,则原来的工件坐标系将平移,产生一个新的工件坐标系。 (√)17. 齿轮泵存在径向泄漏、径向力不平衡等主要问题,一般只能用于低压场合。 (×)18. 由于数控机床具有良好的抗干扰能力,因此电网电压波动不会对其产生影响。 (×)19. 在基轴制中,经常用钻头、铰刀、量规等定值刀具和量具,这样有利于生产和降低成本。(√)20. 镗孔余量的确定主要是依据所选刀具的种类而定。 (√)21. 精铣余量的确定主要是依据工件的表面加工质量要求。 (×)22. 加工塑性材料时,进给速度应慢比进给速度快更有利于排屑。 (×)23. 数控机床性能评价指标主要是主轴系统、进给系统、自动换刀系统。 (√)24. 工件在夹具中或机床上定位时,以已确定加工表面与机床刀具的相对位置的表面[平面或曲面]称为定位基准。 (√)25. 衡量数控机床可靠性的指标有平均无故障工作时间、平均排除故障时间及有效度。 (×)26. 有些企业对操作岗位提出工具、量具定置管理,一定要安放整齐划一,这样不切合实际的做法是流于形式。 (√)27. 通常车间生产过程仅仅包含以下四个组成部分:基本生产过程、辅助生产过程、生产技术准备过程、生产服务过程。 (√)28. 平行孔系的加工方法常有找正法、镗模法、坐标法。 (√)29. 主轴准停的三种实现方式是机械、磁感应开关、编码器方式。 (×)30. 车床导轨在水平平面内的误差对车床加工产生影响非常小。 二、选择题 31. 数控机床的急停按钮按下,则表示( C )。 A.整台机床全部断电 B.数控装置断电 C.伺服系统断电 32. 当被联接件较厚,不宜制作通孔,且需经常装拆时,可采用( B )联接。 A.螺栓 B.双头螺栓 C.螺钉
第一部分提纲 1、数控机床的组成 2、数控机床的分类与含义 3、程序编制的步骤、首件试切的作用 4、数控机床坐标系 5、几个概念:数字控制、伺服系统、脉冲当量、数控机床的控制轴与联动轴 6、什么是插补、插补方法分类, 7、滚珠丝杠幅预紧的分类与原理 8、进给系统中齿轮传动副、滚珠丝杠螺母副的间隙将会造成什么后果 9、CNC装置硬件结构分类? 10、CNC装置软件结构分类? 11、M00、M01、M02、M03、M04、M05、M06、M30、M98、M99 12、G00、G01、G02、G03、G40、G41、G42、G43、G44、G49、G90、G91、G92、G80、G81、G70、G71、G72、G73 13、逐点比较法的公式、确定刀具进给方向的依据、直线、圆弧计算过程、插补轨迹图 14、数字增量插补法的插补周期及其相关因素 15、刀具补偿原理与方法 16、在逐点比较法直线插补中,已知 f、δ、直线与X轴的夹角α,则V、Vmax、Vmin=? mm/s 17、数控机床上加工工件时所特有的误差是什么 18、伺服系统的作用、分类、所采用的插补方法、使用的电动机 19、旋转变压器的工作方式? 20、增量式光电编码器的组成、原理 21、绝对值编码器的原理,能分辨的最小角度与码位数的关系 22、光栅的组成、摩尔条纹的计算、特性、读数原理
23、步进电机、交流伺服电机、直流伺服电机的应用场合,步进电机失步的类型。 24、步进电机步距角的计算 25、交流伺服电机的种类、调速方法 26、步进电动机功率驱动电路的种类 27、主运动的传动形式 28、车、铣数控加工编程,用绝对坐标或增量坐标编程,刀补的应用,进刀、退刀方式选择,粗车循环的应用,带公差尺寸的编程处理方法 29.数控机床由哪几部分组成?(用框图表示) 30、有一台数控机床在进给系统每一次反向之后就会使运动滞后于指令信号,请分析产生这种现象的原因及消除的办法。 31、步进电机常用的驱动放大电路有哪几种?它们在性能上各有何特点? 32、说说正式加工前的程序校验和空运行调试有什么意义? 33、数控加工编程的主要内容有哪些? 34、简述绝对坐标编程与相对编程的区别。 35、在孔加工中,一般固定循环由哪6个顺序动作构成? 36、简要说明数控机床坐标轴确立的基本原则。 37、说明模态指令(模态代码)和非模态指令(非模态代码)的区别) 38、.刀具半径补偿的作用是什么?使用刀具半径补偿有哪几步,在什么移动指令下才能建立和取消刀具半径补偿功能? 39、数据采样式进给位置伺服系统中选择采样周期时,应考虑那些因素? 40、光电盘为什么要采用相同的两套光电元件?它们的安装位置如何确定? 41、什么叫做数控机床的脉冲当量?它影响数控机床的什么性能?一般数控机床的脉冲当量为多大值? 42、 G90 G00 X20.0 Y15.0与G91 G00 X20.0 Y15.0有什么区别?
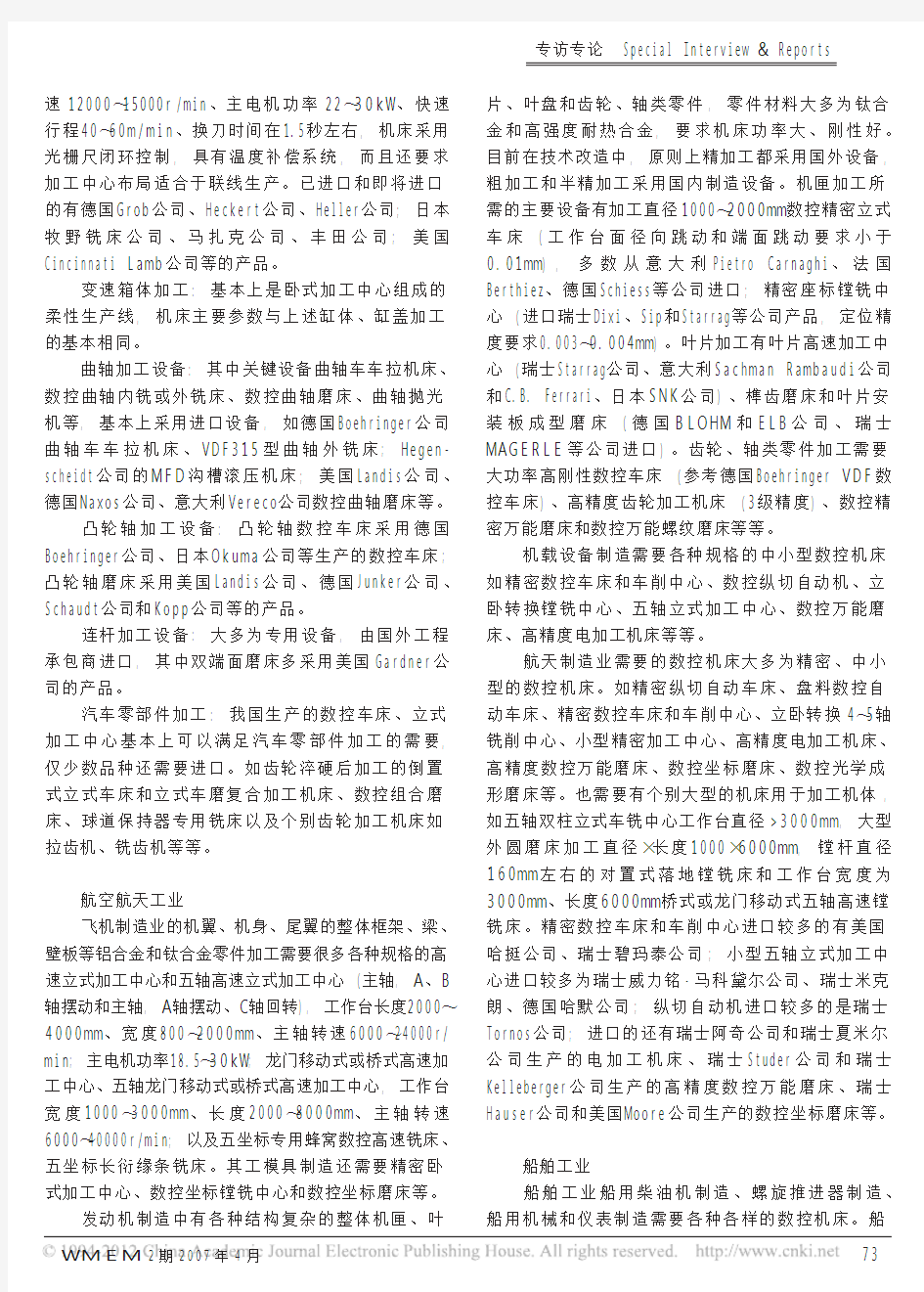
机床参数 Machine parameter SKX-12SKX-12A 控制轴数 controlled axis number4轴 最大加工直径 Max machining diameter φ12mm 一次加工长度 once machining length 150mm50mm 主轴最大转速 Max rolling speed of spindle12000rpm 安装刀具数量 Installed tool number5+3 主轴电机最大功率 Max power of spindle motor 1.5/2.2kw 刀具参数 tool parameter 刀具尺寸 tool size12mmX12mm 最大钻孔直径 Max drilling diameterφ10mm (ER16) 最大镗孔直径 Max boring diameterφ11mm 动力刀具电机功率 motor power of driving tool0.50kw 动力刀具最大转速 Max rolling speed of driving tool4000rpm(可选40000rpm) 进给参数 feeding parameter Z轴行程 Travelling of Z-axis150mm100mm Z轴快移速度 swift moving speed of Z-axis36m/min 切削最大快移速度 swift moving speed of cutting24m/min 最大换刀速度 Max speed of tool changes24m/min 外形尺寸及重量 appearance and weight of machine 电源容量 power capacity4KVA 机床尺寸(长X宽X高) machine size(L*W*H)1570X900X1500mm 机床净重 net weight of machine1200kg 标准附件(standard accessories) 1、冷却系统 cooling system 2、自动接料器 automatic receiver 3、全封闭防护罩 full closed protecting cover 4、中央自动润滑系统 center automatic lubricating system 可选附件(optional accessories) 1、自动送料器 automatic feeder 2、动力刀具 driving tool 3、自动排屑器 automatic chip removal
高速数控机床项目计划书 制作人: 联系电话: 邮箱: 日期:
第一章高速数控机床概述 数控机床是数字控制机床(Computer numerical control machine tools)的简称,是一种装有程序控制系统的自动化机床,而高速数控机床的应用则囊括了高速主轴控制器、快速响应的伺服系统、高速高精度计算机控制系统、机床机械结构、高速机床其他辅助技术在内的多项高速数控机床技术。 电主轴是高速数控机床的关键部件,目前国际上高水平的电主轴产品(如瑞士Fisher 公司产品,转速n max = 45 000 r/ min ,功率P = 75 kW) ,其轴承多采用陶瓷球轴承、磁浮轴承和空气静压轴承。高水平的电主轴从静止到最高速仅需1. 5 s ,加速度达到2 g 。这些参数要求主轴控制器具有极高的动态品质、精度、可靠性和可维护性。 高速机床不但要求机床有极高的主轴速度,而且要求有很高的进给速度和加速度,进给速度一般大于30 m/ min ,加速度达到1 ~ 2 g ,在滚珠丝杠驱动方式下其极限值约为60 m/ min 和1 g ,而使用直线电机后可达到160 m/ min 以上和2. 5 g 以上,定位精度可高达0. 5~0. 05μm。采用快速、精密、高灵敏度和耐用的直线电机,避免了滚珠丝杠(齿轮,齿条) 传动中的反向间隙、惯性、摩擦力和刚度不足等缺点,实现了无接触直接驱动,可获得一致公认的高精度、高速度位移运动(在高速位移中极高的定位精度和重复定位精度) ,并获得极好的稳定性。但要达到这些要求必须有高性能和高灵敏度的伺服驱动系统。 为了在超高速加工复杂零件时获得高精度,许多CNC 系统采用了精简指令 集(RISC) 系统。它可以快速计算系统参数产生的预期误差,并根据实际需要进行 修正,从而使实际轨迹精确地跟踪编程轨迹,消除跟踪误差,并且还具有控制加、减速和优化执行程序等功能。
高级数控车工职业技能鉴定试题题库及答案 一、选择题:(以下四个备选答案中其中一个为正确答案,请将其代号填入括号内) 1.图样中螺纹的底径线用( C )绘制。 (A)粗实线 (B)细点划线 (C)细实线 (D)虚线 2.装配图的读图方法,首先看( B ),了解部件的名称。 (A)零件图 (B)明细表 (C)标题栏 (D)技术文件 3.公差代号H7的孔和代号( C )的轴组成过渡配合。 (A )f6 (B) g6 (C) m6 (D) u6 4.牌号为45的钢的含碳量为百分之( C )。 (A)45 (B)4.5 (C)0.45 (D)0.045 5.液压泵的最大工作压力应( C )其公称压力。(A)大于(B)小于(C)小于或等于(D)等于 6.轴类零件的调质处理热处理工序应安排在( B )。 (A)粗加工前 (B)粗加工后,精加工前 (C)精加工后 (D)渗碳后 7.下列钢号中,(A )钢的综合力学性能最好。 (A)45 (B)T10 (C)20 (D)08 8. 刀具半径尺寸补偿指令的起点不能写在(B )程序段中。(A)G00 (B) G02/G03 (C) G01 9.画螺纹连接图时,剖切面通过螺栓、螺母、垫圈等轴线时,这些零件均按( A )绘制。 (A)不剖 (B)半剖 (C)全剖 (D)剖面 10.一对相互啮合的齿轮,其模数、( B )必须相等才能正常传动。 (A)齿数比 (B)齿形角 (C)分度圆直径 (D)齿数 11.数控车床中,目前数控装置的脉冲当量,一般为( B )。 (A)0.01 (B)0.001 (C)0.0001 (D)0.1 12. MC是指(D)的缩写。 (A)自动化工厂 (B) 计算机数控系统 (C)柔性制造系统 FMC (D)数控加工中心 13.工艺基准除了测量基准、装配基准以外,还包括( A )。 (A)定位基准 (B)粗基准 (C)精基准 (D)设计基准 14.零件加工时选择的定位粗基准可以使用( A )。 (A)一次 (B)二次 (C)三次 (D)四次及以上 15. 程序中的主轴功能,也称为( D )。(A)G指令(B)M指令(C)T指令(D)S指令 16.车床上的卡盘、中心架等属于( A )夹具。 (A)通用 (B)专用 (C)组合 (D)标准 17.工件的定位精度主要靠( A )来保证。 (A)定位元件 (B)辅助元件 (C)夹紧元件 (D)其他元件 18.切削用量中( A )对刀具磨损的影响最大。 (A)切削速度 (B)进给量 (C)进给速度 (D)背吃刀量 19.刀具上切屑流过的表面称为( A )。 (A)前刀面 (B)后刀面 (C)副后刀面 (D)侧面 20.配合代号H6/f5应理解为(A)配合。 (A)基孔制间隙 (B) 基轴制间隙 .(C)基孔制过渡 (D) 基轴制过渡 21. 不符合着装整洁文明生产要求的是( B)。(A)按规定穿戴好防护用品(B)工作中对服装不作要求(C)遵守安全技术操作规程(D)执行规章制度 22.标准麻花钻的顶角φ的大小为( C )。 (A)90° (B)100° (C)118° (D)120° 23.传动螺纹一般都采用( C )。 (A)普通螺纹 (B)管螺纹 (C)梯形螺纹 (D)矩形螺纹 24. 加工铸铁等脆性材料时,应选用( B )类硬质合金。(A)钨钴钛(B)钨钴(C)钨钛(D)钨钒 25.数控机床有不同的运动方式,需要考虑工件与刀具相对运动关系及坐标方向,采用( B )的原则编写程序。 (A)刀具不动,工件移动 (B)工件不动,刀具移动 (C)根据实际情况而定 (D)铣削加工时刀具不
现代数控技术及数控机床 一.填空题(每题2分) 1.数控机床是由控制介质、数控装置、伺服驱动装置、辅助控制装置、反馈装置、适应控制装置和机床等部分组成。 2.数控机床加工过程的加工路线是指刀具中心的运动轨迹和方向。 3.三相步进电机的转子上有40个齿,若采用三相六拍通电方式,则步进电机的步距角为 1.50。 4.数控机床的最小设定单位是数控机床能实现的最小位移量,标制着数控机床精度的分辨率,其值一般为0.0001~0.01mm,在编程时,所有的编程单位都应转换成与最小设定单位相应的数据。 5.通常把数控车床的床身导轨倾斜布置,可改善其排屑条件和受力状态。 提高机床的静刚度。 6.数控机床的工作台和刀架等部件的移动,是由交流或直流伺服电机驱动,经过滚珠丝杠传动,可减少进给系统所需要的驱动扭矩,提高定位精度、运动平稳性。 7.对步进电机施加一个电脉冲信号时,步进电机就回转一个固定的角度,叫做步距角,电机的总回转角和输入脉冲数成正比,而电机的转速则正比于输入脉冲的频率。 8.位置检测装置是数控机床的重要组成部分,在闭环系统中,它的主要作用是检测位移量,并发出反馈信号与数控装置发出的指令信号进行比较,如有偏差,经放大后控制执行部件,使其向着消除偏差方向运动,直至偏差等于零为止。
9.刀具半径补偿功能的作用就是要求数控系统根据工件轮廓程序和刀具中心偏移量,自动计算出刀具中心轨迹。 10.伺服系统的输入是插补器发出的指令脉冲,输出是直线或转角位移。11.数控机床工作台和刀架等部件的移动,由交流或直流伺服电机驱动,经过滚珠丝杠传动,减少了进给系统所需要的驱动扭矩,提高了定位精度和运动平稳性。 12.光栅依不同制造方法有透射光栅和反射光栅两种。数控机床中常用透射光栅做位置传感器。 二.选择题(每题2分) 1.闭环伺服系统使用的执行元件是(1,2) (1)支流伺服电机(2)交流伺服电机(3)步进电机(4)电液脉冲马达 2.步进电机的角位移与(4)成正比。 (1)步距角(2)通电频率(3)脉冲当量(4)脉冲数量 3.数控机床CNC系统是(3) (1)轮廓控制系统(2)动作顺序控制系统(3)位置控制系统(4)速度控制 系统 4.采用DDA法加工第一象限的斜线,若偏差函数值大于零,规定刀具向(1)方向移动。 (1)+X (2)-X (3)+Y (4)-Y 5.数控机床有不同的运动形式,需要考虑关键与刀具相对运动关系和坐标系方向,编写程序时,采用(4)的原则。
江苏开放大学 形成性考核作业学号徐贺 姓名2014070500077 课程代码110042 课程名称数控机床及应用技术评阅教师 第 1 次任务 共 4 次任务 江苏开放大学
《数控机床及应用技术》形成性考核作业1 一、选择题(将正确选项填入表格对应题号下) 1.闭环控制系统的位置检测装置装在( D ) A.传动丝杠上 B.伺服电动机轴上 C.数控装置上 D.机床移动部件上 2.数控钻床一般常采用( C ) A.直线控制系统B.轮廓控制系统C.点位控制系统D.曲面控制系统 3.数控车床一般有2根数控轴,通常是( B )轴。 A.X、Y B.X、Z C.Y、Z D.A、B 4.下面哪个部分是数控机床的核心部分?( B ) A. 控制介质 B.数控装置 C.伺服系统 D. 测量装置 5.将数控系统分为金属切削类数控机床、金属成型类数控机床、特种加工机床和其它类数控机床,是按照下面哪种分类方法进行分类的?( A ) A.加工功能 B.工艺路线 C.有无检测装置 D.是否计算机控制 6.下列哪种数控系统没有检测装置?( A ) A.开环数控系统 B.全闭环数控系统 C.半闭环数控系统 D.以上都不正确 7.闭环与半闭环控制系统的区别主要在于( D )的位置不同。 A.控制器 B.比较器 C.反馈元件 D.检测元件; 8. 数控机床的传动系统比通用机床的传动系统( B )。 A.复杂 B.简单 C.复杂程度相同 D.不一定;
二、填空题 1.数控机床是采用了数字控制技术的机械设备,就是通过数字化的信息对机床的加工过程进行控制,实现要求的机械动作,自动完成加工任务。 2.数控机床与普通机床不同,数控机床加工零件的过程完全自动进行,是用数控代码和规定的程序格式正确地编制出数控程序,输入到数控装置,数控装置按程序要求控制机床,对零件进行加工。 3.数控机床按控制刀具与工件相对运动方式分为点位控制数控机床、点位直线控制数控机床 和连续控制数控机床。 4.数控机床按进给伺服系统的类型分为开环控制系统、闭环控制系统和半闭环控制系统。 5.点位直线数控机床要求控制点与点之间的准确位置外,还需保证刀具的移动轨迹是一条直线,且要进行移动速度控制。 6.轮廓控制机床能对两个或两个以上的坐标轴运动的瞬间位置和速度进行连续控制。 7.数控加工中心是在普通数控机床的基础上加装一个刀库和自动换刀装置,构成一种带自 动换刀装置的数控机床。 8. 刀具位置补偿分刀具半径补偿和刀具长度补偿。 三、判断题(将“√”或“×”填入表格对应题号下) 1.世界上第一台数控机床是1958年试制成功的。× 2.数控机床的联动轴数和可控轴数是两个不同的概念,数控机床的联动轴数一般要小于等于可控轴数。 √ 3.德国的SIEMENS和日本的FUNUC公司的数控系统对我国数控技术的影响较大。√ 4.开环控制系统没有位置反馈,只能应用于精度要求不高的经济型数控系统中。√ 5.半闭环控制系统一般采用角位移检测装置间接地检测移动部件的位移。× 6.闭环控制系统用于高精密加工中心。√ 7.开环伺服驱动系统由驱动控制单元、执行元件和机床组成,通常执行元件选用直流或交流伺服电机。 × 8.数控机床要完成的任务只是控制机床的进给运动,达到能加工复杂零件的要求。×
数控机床工高级样题 一.是非题 1.(×)生产企业要消除潜在的危险因素,必须首先对管理者进行安全教育。 2.(√)车间日常工艺管理中首要任务是组织职工学习工艺文件,进行遵守工艺纪律的宣传教育,并例行工艺纪 律的检查。 3.(×)机械加工的工艺过程是由一系列的工步组合而成,毛坯依次地通过这些工步而变为成品。 4.(√)工艺基准是为了生产的目的而选定的,它仅仅是在制造零件的过程中才起作用。按其用途不同,工艺基准 可分为定位基准、装配基准以及度量基准等三种。 5.(√)任何一种机械加工方法,均没有必要把零件尺寸、形状等做得绝对准确。 6.(√) 塑性材料一般是指延伸率大,强度不是很高的材料。 7.(×)切削刃上任一点的切削平面是通过该点而又垂直于合成运动的平面。 8.(×)工件和刀具沿主运动方向之相对速度称为走刀量。 9.(√)切削速度越高则切屑带走的热量比例亦越高,要减少工件热变形采用高速切削为好。 10.(×)数控机床使用的刀具是希望寿命最长,而不是耐用度长。 11.(√)车削加工中,主轴转速应根据允许的切削速度和工件的直径来选择。 12.(√)铣削加工中,主轴转速应根据允许的切削速度和刀具的直径来选择。 13.(√)轮廓加工中,在接近拐角处应适当降低进给量,以克服“超程”或“欠程”现象。 14.(×)轮廓加工中,在接近拐角处应适当降低切削速度,以克服“超程”或“欠程”现象。 15.(√)在数控机床上加工的切削用量选择原则是:保证加工精度和表面粗糙度,充分发挥刀具切削性能,提高 生产率,耐用度高的刀具等。 16.(×)精加工时,进给量是按表面粗糙度的要求选择的,表面粗糙度小应选较小的进给量,因此表面粗糙度与 进给量成正比。 17.(×)切削用量可以根据数控程序的要求来考虑。 18. (×) 脆性材料因易崩碎,故可以大进给量切削。 19.(×)切削用量三要素是指切削速度、切削深度和进给量。 20(×)既要用于精确定位又要便于拆卸的静连接应采用过盈量较小的过盈配合。 21.(√)过渡配合可能有间隙,也可能有过盈。因此过渡配合可能是间隙配合,也可能是过盈配合。 22.(×)用一个精密的塞规可以检查加工孔的质量。 23.(√)一台数控机床可以同时加工多个相同的零件,也可同时加工多个工序的不同零件。 24.(×)数控机床因其加工的自动化程度高,所以除了刀具的进给运动外,对于零件的装夹、刀具的更换、切削 的排除均需自动完成。 25.(√)数控技术是综合了计算机、自动控制、电机、电气传动、测量、监控和机械制造等学科的内容。 26.(×)在轮廓加工拐角处应注意进给速度太高时会出现“超程”,进给速度太低时会出现“欠程”。 27.(×)所有零件只要是对称几何形状的均可采用镜像加工功能。 28.(√)对于具有几个相同几何形状的零件,编程时只要编制某一个几何形状的加工程序即可。 29.(√)可编程控制器是一个程序存储式控制装置,所以编制用户的控制程序是不可少的。 30(×).点位控制数控机床只允许在各个自然坐标轴上移动,在运动过程中进行加工。
《数控技术与数控机床》复习题A 一、单项选择题 https://www.doczj.com/doc/e36786157.html,C的中文含义是( ) A.数字控制 B.数控机床 C.计算机数字控制 D.计算机控制系统 2.数控机床采用闭环控制系统后,可以大大提高数控机床的( ) A.位置精度 B.主轴回转精度 C.整体刚度 D.进给速度 3.确定数控机床坐标系时,首先要确定的坐标轴是( ) A.X轴 B.Y轴 C.Z轴 D.B轴 4.数控机床加工程序中,表示可选程序停止的指令代码是( ) A.M00 B.M01 C.M02 D.M03 5.逐点比较法插补第一象限的直线,计算得到的偏差函数F>0,则下一步的进给方向是( ) A.+X B.-X C.+Y D.-Y 6.数控系统在一条已知起点和终点的曲线上进行“数据点的密化”的工作称为( ) A.速度均化 B.加减速控制 C.刀具补偿 D.插补运算 7.在加工中心上,为了能够实现自动更换刀具,必须设有( ) A.主轴准停装置 B.换刀机械手 C.主轴制动装置 D.链式刀库 8.经济型数控机床的进给驱动动力源主要选用( ) A.交流异步电动机 B.步进电动机 C.交流伺服电动机 D.直流伺服电动机 9.一台三相反应式步进电动机,转子齿数Z=80,当采用三相六拍通电方式运行时,其步距角为( ) A.0.75° B.1.5° C.3° D.6° 10.一经济型数控铣床,当步进电机的工作频率f=5000Hz时,工作台的移动速度为3m/min,则脉冲当量δ为( ) A.0.001mm B.0.005mm C.0.01mm D.0.05mm 11.在CNC与速度控制单元的联系信号中,速度控制命令V CDM的传输方向是( ) A.在CNC与速度控制单元之间双向传递 B.由速度控制单元传递到CNC C.由CNC传递到速度控制单元 D.由反馈检测元件传递到CNC
《数控机床及应用技术》形成性考核作业2 一、选择题(将正确选项填入表格对应题号下,每题2分,共20分) 题号 1 2 3 4 5 6 7 8 9 10 答案 A A D D A C B A B D 1. 在下列数控车床G功能代码中,( A )是主轴恒线速控制。 A. G96 B. G97 C. G98 2. G96 S150 表示切削点线速度控制在( A )。 A.150 m/min B. 150 r/min C. 150 mm/min D. 150 mm/r 3. 程序结束,并返回到起始位置的指令是( D )。 A. M00 B. M01 C. M02 D. M30 4. 当执行M02指令时,机床( D )。 A. 进给停止、冷却液关闭、主轴不停 B. 主轴停止、进给停止、冷却液关闭,但程序可以继续执行 C. 主轴停止、进给停止、冷却液未关闭、程序返回至开始状态 D. 主轴停止、进给停止、冷却液关闭、程序结束 5. 在下列数控车床G功能代码中,( A )是直线插补功能指令。 A. G01 B. G02 C. G03 D. G04 6.在下列G功能代码中,( C )是顺时针圆弧插补。 A. G00 B. G01 C. G02 D. G03 7. 采用固定循环编程,可以( B )。 A. 加快切削速度,提高加工质量 B. 缩短程序段的长度,减少程序所占内存 C. 减少换刀次数,提高切削速度 D. 减少吃刀深度,保证加工质量 8.西门子802S(C)系统中装有毛坯切削循环指令是( A )。 A. LCYC95 B. LCYC97 C. LCYC93 D. 以上都不是 9.试切对刀法如右图所示,由图可以看出:( B )。 A.左图完成Z向对刀 B.左图完成X向对刀,右图完成Z向对刀
国外超精密数控机床概述 20世纪50年代后期,美国首先开始进行超精密加工机床方面的研究,当时因开发激光核聚变实验装置和红外线实验装置需要大型金属反射镜,急需反射镜的超精密加工技术和超精密加工机床。人们通过使用当时精度较高的精密机床,采用单点金刚石车刀对铝合金和无氧化铜进行镜面切削,以此为起点,超精密加工作为一种崭新的机械加工工艺得到了迅速发展。1962年,Union Carbide公司首先开发出的利用多孔质石墨空气轴承的超精密半球面车床,成功地实现了超精密镜面车削,尺寸精度达到士0.6 um,表面粗糙度为Ra0.025um,从而迈出了亚微米加工的第一步。但是,金刚石超精密车削比较适合一些较软的金属材料,而在航空航天、天文、军事等应用领域的卫星摄像头方面,最为常用的却是如玻璃、陶瓷等脆性材料的非金属器件。用金刚石刀具对这些材料进行切削加工,则会使己加工表面产生裂纹。而超精密磨削则更有利于脆性材料的加工。 Union Carbide公司的另一代表性产品是其在1972年研制成功的R-0方式的非球面创成加工机床。这是一台具有位置反馈的双坐标数控车床,可实时改变刀座导轨的转角0和半径R,实现非球面的镜面加工。加工直径达380mm,工件的形状精度为士0.63um,表面粗糙度为Ra0.025 um。 摩尔公司(Mood Special Tool)于1968年研制出带空气主轴的Moori型超精密镜面车床,但为了实现脆性材料的超精密加工,该公司又于1980年在世界上首次开发出三坐标控制的M-18AG型超精密非
球面金刚石刀具车削、金刚石砂轮磨削机床。该机床采用空气主轴,回转精度径向为0.075pm;采用Allen-Braley 7320数控系统;X,Z 轴行程分别为410mm和230mm,其导轨的平直度在全长行程范围内均在0.5um以内,B轴的定位精度在3600范围内是0.38um;采用金刚石砂轮可加工最大直径为356mm的各种非球面的金属反射镜。 Rank Pneumo公司于1980年向市场推出了利用激光干涉仪来完成位置闭环控制的双轴联动MSG型超精密数控车床。该车床可加工直径350mm的非球面金属反射镜,加工表面粗糙度为R.x0.05gma 1988年,该公司又开发成功ASG2500, ASG2500T, Nanoform300型机床。这些机床不仅能够进行超精密切削加工,而且可加工直径达300mm的非球面反射镜。该公司以上述机床为基础,又于1990年开发出Nanoform600,能加工直径为600rnm的非球面反射镜,工件形状精度优于0.1um,表面粗糙度优于RQ0.01um。1996年,该公司又推出了Nanoform250型超精密复合加工机床,不仅可进行金刚石切削、磨削和抛光,而且能够直接磨削出符合光学表面质量和型面精度的硬脆材料光学零件。 目前,美国从事超精密加工制造比较有名的公司、企业至少有30家。其中最具代表性并取得重大成果的有前面提到的Union Carbide公司LLNL (Lawrence Livermore National Laboratory)实验室。从20世纪60年代开始,LLNL实验室先后开发出DTM-1、DTM-2型超精密机床,并于1983年9月成功地开发出代表当代超精密机床最高水平的DTM-3卧式大型光学金刚石超精密车床。该机床可加工直
2012 年4 月16 -20 日,2012 年第七届中国数控机床展览会( CCMT2012) 在南京举行,国产数控系统企业积极参加本次展会,取得了很好的参展效果。 参加本次展会数控系统展团的国产数控系统企业非常踊跃,国内知名数控系统企业,如华中数控、广州数控、航天数控、沈阳高精、南京华兴、开通数控、大连光洋、大连大森、南京锐普德、南京新方达、北京凯奇等企业都积极参展 4. 北京超同步科技有限公司 (1) CTB 系列主轴驱动器,Gs 系列驱动器可以与多种数控系统良好接口,实现刚性攻丝,使数控钻、数控铣、数控车床、数控镗、加工中心等设备的功能得以充分发挥。适用机床: 数控铣床、数控车床加工中心、数控镗床龙门铣床、数控立车等数控设备主轴( 电主轴) 的驱动。技术特点:6000 转以上的精密加工,低速强力重切削加工,40 转以下的铰孔,低速螺纹加工,c 轴功能。 (2) CTB 系列主轴电机。功率范围: 1. 1 ~315kW; 额定电压: 380 /330 /310V; 防护等级:IP55; 环境温度: - 15 ~ 45℃; 结构型式: b3 /b5 /b35; 最高转速: 15000r /min; 额定频率: 16. 7 /25 /33. 3 /50 /66. 7 /100Hz; 工作制: 连续( S1 );绝缘耐压: AC1800V; 噪声: ≤70dB ( A); 环境湿度: 95%RH 以下( 不结露); 散热方式: 强制风冷。外形美观; 结构精巧; 封闭式散热风道; 噪声低、效率高; 优化节能设计。 (3) 组合型伺服驱动器,采用先进的硬件及软件集成技术,将多台伺服电机的驱动装置集成在一个驱动器内。该驱动器结构紧凑、安装方便,可广泛应用于数控车床、数控铣床、加工中心、立车等设备。 (4) 车床电主轴,全新一体化的风冷式车床电主轴稳定性好、震动小、噪声低,控制精度高,主轴安装简单,故障率低。
数控铣高级工理论考核试题B 姓名: 考号: 成绩: 一 判断题 (每题1分 共20分) 1、( )圆弧插补用半径编程时,当圆弧所对应的圆心角大于180o时半径取负值。 2、( )不同的数控机床可能选用不同的数控系统,但数控加工程序指令都是 相同的。 3、( )一个主程序调用另一个主程序称为主程序嵌套。 4、( )数控机床的编程方式是绝对编程或增量编程。 5、( )数控机床按控制系统的特点可分为开环、闭环和半闭环系统。 6、( )在开环和半闭环数控机床上,定位精度主要取决于进给丝杠的精度。 7、( )点位控制系统不仅要控制从一点到另一点的准确定位,还要控制从一点 到另一点的路径。 8、( )旧机床改造的数控车床,常采用梯形螺纹丝杠作为传动副,其反向间隙 需事先测量出来进行补偿。 9、( )顺时针圆弧插补(G02)和逆时针圆弧插补(G03)的判别方向是:沿着 不在圆弧平面内的坐标轴正方向向负方向看去,顺时针方向为G02,逆时 针方向为G03。 10、( )数控铣床加工时保持工件切削点的线速度不变的功能称为恒线速度控制。 11、( )由存储单元在加工前存放最大允许加工范围,而当加工到约定尺寸时数 控系统能够自动停止,这种功能称为软件形行程限位。 12、( )点位控制的特点是,可以以任意途径达到要计算的点,因为在定位过程 中不进行加工。 13、( )平行度的符号是 //,垂直度的符号是 ┸ , 圆度的符号是 〇。 14、( )刀具切削部位材料的硬度必须大于工件材料的硬度。 15、( )加工零件在数控编程时,首先应确定数控机床,然后分析加工零件的工 艺特性。 16、( )数控机床用恒线速度控制加工端面、锥度和圆弧时,必须限制主轴的最高 转速。 17、( )数控机床为了避免运动件运动时出现爬行现象,可以通过减少运动件的摩 擦来实现。 18、( )切削中,对切削力影响较小的是前角和主偏角。 19、( )数控机床中CCW 代表顺时针方向旋转,CW 代表逆时针方向旋转。 20、( )编制数控加工程序时一般以机床坐标系作为编程的坐标系。