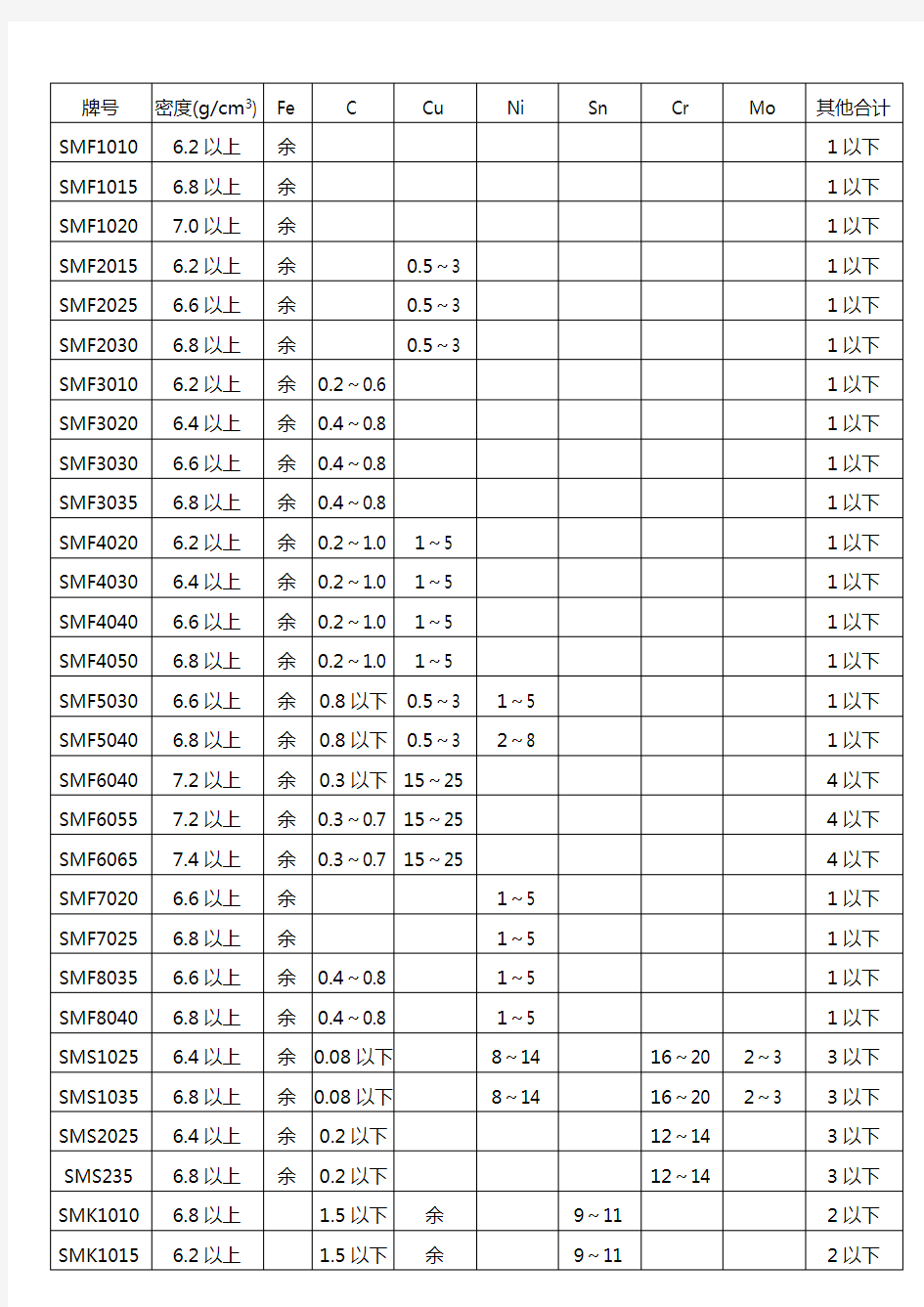
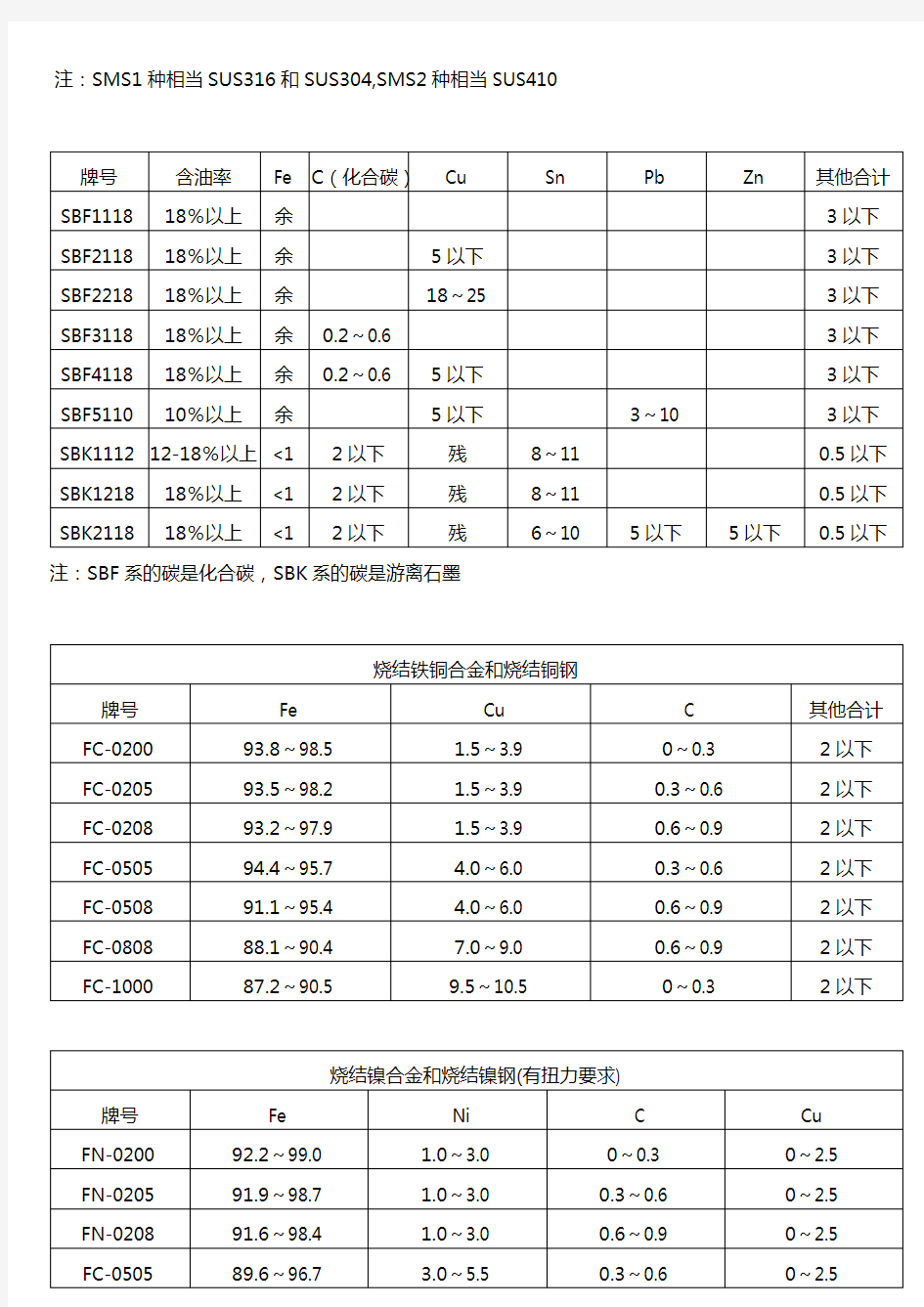
注:SMS1种相当SUS316和SUS304,SMS2种相当SUS410
注:SBF系的碳是化合碳,SBK系的碳是游离石墨
公司制造的铁基粉末冶金零件执行标准与成分性能<一>G B/
590 66 < 690 35 60 烧结铁和烧结碳钢的化学成分(%). 材料牌号Fe C F-0000 注: 用差减法求出的其它元素(包括为了特殊目的而添加的其它元素)总量的最大值为%。▲ 注: 用差减法求出的其它元素(包括为了特殊目的而添加的其它元素)总量的最大值烧结铁-铜合金和 烧结铜钢的化学 成分(%). 材料牌号 Fe Cu C FC-0200 烧结铁-镍合金和烧结镍 钢的化学成分(%). 材料牌号Fe Ni Cu C FN-0200 注: 用差减法求出的其它 元素(包括为了特殊目的 而添加的其它元素)总量 的最大值为% ⊙ 铁-铜合金和铜钢粉末冶金材料性能(MPIF-35) 材料编号最小强 度 (A)(E) 拉伸性能 横 向 断 裂 压缩 屈服 强度 %) 硬度 密度屈 服 极 限 极限 强度 屈服强 度 %) 伸 长 率 宏观 (表 现) 微观 (换算 的) MPa MPa MPa % MPa MPa 络氏g/cm3 FC-0200-15 -18 -21 -24 100 170 140 310 120 11HR B N/A 120 190 160 350140 18 140 210 180 390 160 26 170 230 200 430 180 36 FC-0205-30 -35 -40 -45 210 240 240 < 410 340 37HR B N/A 240 280 280 < 520 370 48 280 340 310 < 660 390 60 310 410 340 < 790 410 72 FC-0205-60HT -70HT -80HT -90HT 410 480 < 660 390 19HR C 58HRC 480 550< 760 490 25 58 550620 (D) < 830 590 31 58 620 690 < 930 660 36 58 FC-0208-30 -40 210 240 240 < 410 390 50HR B N/A
UK Euronorm Germany France Italy Spain Japan USA USA BS1449 EN10111 Din 1614 NFA 36-301 UNI 5867 UNE 36-086/11 JIS G3131 ASTM SAE HR15 *** *** *** C15 *** *** A611 1018 HR4 FeP10 *** 1C FeP10 *** DPHC *** 1010 HR3 FeP11 Stw22 2C FeP11 AP11 SPHD A619 1008 HR2 FeP12 Stw23 *** FeP12 AP12 *** A621 1006 HR1 FeP13 Stw24 3C FeP13 AP13 SPHE A622 1006Al k BS4360 EN10025 DIN 17100 NFA 35-501 UNI 7080 UNE 36-080/11 JIS G3101 ASTM *** 40A S235 Ust 37-2 *** Fe360 A370 *** A283C *** 40B S235JR Rst 37-2 E24-2 Fe360B *** *** *** *** 43A S275 *** *** *** *** *** A570Gr40 *** 43B S275 St44-2 E28-2 Fe430B *** *** *** *** 50A S355 *** *** Fe510 A450 SS50 A572Gr50 *** 50B S355JR *** *** Fe510B *** *** *** *** 50C S355JO St52-3U E36-3 FE510C *** *** *** *** 50D *** *** *** *** *** *** *** *** BS1449 EN10149 SEW 092 NFA36-231 UNI UNE JIS ASTM AT15 SAE J1392 40/30 S315MC QSTE 340TM E315D Fe E275 *** *** 045XLK 43/35 S355MC QSTE 380TM E355D *** *** *** 50 050XLK 46/40 S420MC QSTE420M E420D Fe355 *** *** 60 060XLK 50/45 S460ML QSTE500TM E490D Fe420 *** *** 70 *** 60/55 S550MC QSTE550TM E560D Fe560 *** *** 80 080XLK *** S560MC QSTE600TM E600D *** *** *** *** *** BS1449 EN10130 DIN1623 NFA 36-401 UNI 5866-77 UNE 36086 JIS 3141-77 *** ***
公司制造的铁基粉末冶金零件执行标准与成分性能<一> GB/T14667.1-93 <二> MPIF-35
烧结铁和烧结碳钢的化学成分(%). 材料牌号Fe C F-0000 97.7-100 0.0-0.3 F-0005 97.4-99.7 0.3-0.6 F-0008 97.1-99.4 0.6-0.9 注: 用差减法求出的其它元素(包括为了特殊目的而添加的其它元素)总量的最大值为2.0%。▲烧结铁-铜合金和烧结铜钢的化学成分(%). 材料牌号Fe Cu C FC-0200 83.8-98.5 1.5-3.9 0.0-0.3 FC-0205 93.5-98.2 1.5-3.9 0.3-0.6 FC-020893.2-97.9 1.5-3.9 0.6-0.9 FC-0505 91.4-95.7 4.0-6.0 0.3-0.6 FC-0508 91.1-95.4 4.0-6.0 0.6-0.9 FC-0808 88.1-92.4 7.0-9.0 0.6-0.9 FC-1000 87.2-90.5 9.5-10.5 0.0-0.3 烧结铁-镍合金和烧结镍钢的化学成分(%). 材料牌 号 Fe Ni Cu C FN-0200 92.2-99.0 1.0-3.0 0.0-2.5 0.0-0.3 FN-0205 91.9-98.7 1.0-3.0 0.0-2.5 0.3-0.6 FN-0208 91.6-98.4 1.0-3.0 0.0-2.5 0.6-0.9 FN-0405 89.9-96.7 3.0-5.5 0.2-2.0 0.3-0.6 FN-0408 89.6-96.4 3.0-5.5 0.0-2.0 0.6-0.9 注: 用差减法求出的其它元素(包括为了特殊
公司制造的铁基粉末冶金零件执行标准与成分性能 <一> GB/T14667.1-93 <二> MPIF-35 编辑版word
烧结铁和烧结碳钢的化学成分(%). 材料牌号Fe C F-0000 97.7-100 0.0-0.3 F-0005 97.4-99.7 0.3-0.6 F-0008 97.1-99.4 0.6-0.9 注: 用差减法求出的其它元素(包括为了特殊目的而添加的其它元素)总量的最大值为2.0%。▲烧结铁-铜合金和烧结铜钢的化学成分(%). 材料牌号Fe Cu C FC-0200 83.8-98.5 1.5-3.9 0.0-0.3 FC-0205 93.5-98.2 1.5-3.9 0.3-0.6 FC-020893.2-97.9 1.5-3.9 0.6-0.9 FC-0505 91.4-95.7 4.0-6.0 0.3-0.6 FC-0508 91.1-95.4 4.0-6.0 0.6-0.9 FC-0808 88.1-92.4 7.0-9.0 0.6-0.9 FC-1000 87.2-90.5 9.5-10.5 0.0-0.3 烧结铁-镍合金和烧结镍钢的化学成分(%). 材料牌 号 Fe Ni Cu C FN-0200 92.2-99.0 1.0-3.0 0.0-2.5 0.0-0.3 FN-0205 91.9-98.7 1.0-3.0 0.0-2.5 0.3-0.6 FN-0208 91.6-98.4 1.0-3.0 0.0-2.5 0.6-0.9 FN-0405 89.9-96.7 3.0-5.5 0.2-2.0 0.3-0.6 FN-0408 89.6-96.4 3.0-5.5 0.0-2.0 0.6-0.9 注: 用差减法求出的其它元素(包括为了特殊 编辑版word
常用国内外钢材牌号对照表 中国 美国 日本 德国 英国 法国 前苏联 国际标准化组织 GB AST JIS DIN 、DINEN BS 、BSEN NF 、NFEN ΓOCT ISO 630 品 名 牌号 牌号 牌号 牌号 牌号 牌号 牌号 Q195 Cr.B Cr.C SS330 SPHC SPHD S185 040 A10 S185 S185 CT1K П CTlC П CTl ПC Q215A Cr.C Cr.58 SS 330 SPHC 040 A12 CT2K П—2 CT2C П—2 CT2ПC —2 Q235A Cr.D SS400 SM400A 080A15 CT3K П—2 CT3C П—2 CT3ПC —2 E235B Q235B Cr.D SS400 SM400A S235JR S235JRGl S235JRG2 S235JR S235JRGl S235JRG2 S235JR S235JRGl S235JRG2 CT3K П—3 CT3C П—3 CT3ПC —3 E235B Q255A SS400 SM400A CT4K П—2 CT4C П—2 CT4ПC —2 普 通 碳 素 结 构 钢 Q275 SS490 CT5C П—2 CT5ПC —2 E275A
中国 美国 日本 德国 英国 法国 前苏联 国际标准化组织 GB AST JIS DIN 、DINEN BS 、BSEN NF 、NFEN ΓOCT IS0 630 品 名 牌号 牌号 牌号 牌号 牌号 牌号 牌号 08F 1008 1010 SPHD SPHE 040A10 80K П 10 1010 S10C S12C CKl0 040A12 XCl0 10 C101 15 1015 S15C S17C CKl5 Fe360B 08M15 XCl2 Fe306B 15 C15E4 20 1020 S20C S22C C22 IC22 C22 20 25 1025 S25C S28C C25 IC25 C25 25 C25E4 40 1040 S40C S43C C40 IC40 080M40 C40 40 C40E4 45 1045 S45C S48C C45 IC45 080A47 C45 45 C45E4 50 1050 S50C S53C C50 IC50 080M50 C50 50 C50E4 优 质 碳 素 结 构 钢 15Mn 1019 080A15 15r
粉末冶金材料标准表 WTD standardization office【WTD 5AB- WTDK 08- WTD 2C】
公司制造的铁基粉末冶金零件执行标准与成分性能<一>G B/
590 66 < 690 35 60 烧结铁和烧结碳钢的化学成分 (%). 材料牌号Fe C F-0000 注: 用差减法求出的其它元素 (包括为了特殊目的而添 加的其它元素)总量的最大值 为%。▲ 注: 用差减法求出的其它元素 (包括为了特殊目的而添 加的其它元素)总量的最大值 烧结铁-铜合金和 烧结铜钢的化学 成分(%). 材料牌号Fe Cu C FC-0200 烧结铁-镍合金和烧结镍 钢的化学成分(%). 材料牌号Fe Ni Cu C FN-0200 注: 用差减法求出的其它 元素(包括为了特殊目的 而添加的其它元素)总量 的最大值为% ⊙ 铁-铜合金和铜钢粉末冶金材料性能(MPIF-35) 材料编号 最小强 度 (A)(E) 拉伸性能 横 向 断 裂 压缩 屈服 强度 %) 硬度 密度 屈 服 极 限 极限 强度 屈服强 度 %) 伸 长 率 宏观 (表 现) 微观 (换算 的) MPa MPa MPa % MPa MPa 络氏g/cm3 FC-0200-15 -18 -21 -24 100 170 140 310 120 11HR B N/A 120 190 160 350140 18 140 210 180 390 160 26 170 230 200 430 180 36 FC-0205-30 -35 -40 -45 210 240 240 < 410 340 37HR B N/A 240 280 280 < 520 370 48 280 340 310 < 660 390 60 310 410 340 < 790 410 72 FC-0205-60HT -70HT -80HT -90HT 410 480 < 660 390 19HR C 58HRC 480 550< 760 490 25 58 550620 (D) < 830 590 31 58 620 690 < 930 660 36 58
JIS 烧结金属材料——规格 JIS Z 2550:2000 平成12年(2000)3月20日修正 日本工业标准调查会审议 (日本标准协会发行)
Z 2550:2000 前言 本标准是以工业标准化法为基础,经过日本工业标准调查会审查,由通商产业大臣修改的日本工业标准。根据本标准,对JIS Z 2550:1989(机械构造部件用烧结材料)修改置换。 JIS Z 2550附属书如下所示。 附属书(规定)机械构造部件用烧结材料 主管大臣:通商产业大臣制订:昭和58(1983).11.1 修改:平成12(2000).3.20 公示:平成12(2000).3.21 拟订原案合作者:日本粉末冶金工业协会 审议部会:日本工业标准调查会非铁金属部会(部会长神尾彰彦) 如对此标准有意见或者疑问,请联系工业技术院标准部标准业务科产业基盘标准化推进室(100-8921东京都千代田区霞关1条3-1) 并且,日本工业标准根据工业标准化法第15条规定,以5年为最大期限,必须在此期限内附日本工业标准调查会审议,并及时确认、修改或废止。
日本工业标准 烧结金属材料——规格 Sintered metal materials—Specification 序本标准是以1996年第一版发行的ISO 5755,Sintered metal materials—Specification为基础,制订的日本工业标准,但日本工业标准与ISO标准值的规定项目不一样,不可能直接对比统一。这次修改,在附属书中对采用ISO的材料的日本工业标准材料进行了规定,使两者可以并用。不过,因ISO开始了原国际标准的修改工作,需要注意ISO材料记号的使用。此外,本标准中有侧线或者点线的部分,为附属书材料特性试验的相关部分,是国际标准中没有的事项。 1. 适用范围此标准规定了轴承与机械部件使用的烧结金属材料的化学成分、机械特性 及物理特性。 备注1 选择粉末冶金材料时,材料的特性不单是化学成分及密度,还要考虑到制造方 法。已经适用于制品、用途的材料特性,锻造品和铸造品或许不同。因此,在确认特性 时,最好与生产者联系。 2.此标准对应的国际标准如下所示 ISO 5755,Sintered metal materials—Specification 2. 引用标准以下的标准因被本标准引用,构成了本标准规定的一部分。这些引用标准, 适用其最新版本。 JIS Z 2202 金属材料冲击试验片 JIS Z 2241 金属材料拉伸试验方法 备注ISO 6892,Metallic materials—Tensile testing at ambient temperature与本标准 同等。 JIS Z 2242 金属材料冲击试验方法 JIS Z 2244 维氏硬度试验—试验方法 JIS Z 2245 洛氏硬度试验—试验方法 备注ISO-4498-1,Sintered metal materials(excluding hardmetal)—Determination of apparent hardness—Part1:虽然限定了烧结材料的规格,但试验方法同等。 JIS Z 2501 烧结金属材料密度、含油率及开放气孔率试验方法 备注ISO 2738,Permeable sintered metal materials—Determination of density,oil content and open porosity与此标准一致。 JIS Z 2507 烧结轴承—径向压碎强度试验方法 备注ISO 2739,Sintered metal bushes—Determination of radial crushing strength与 此标准一致。 3. 选取样本选取样本遵循相关的日本工业标准。 4. 试验方法为了评价附表1到附表9及附属书的指示特性,适用以下的试验方法。4.1 化学成分成分分析尽量按日本工业标准规定的方法进行。没有合适的标准时,根据 和受试者的协议进行试验。 4.2 开放气孔率开放气孔率遵从JIS Z 2501进行试验。 4.3 含油率含油率遵从JIS Z 2501进行试验。 4.4 拉伸强度拉伸强度使用附图1.所示试验片,遵从JIS Z 2241进行试验。 4.5 外观硬度外观硬度遵从JIS Z 2244或JIS Z 2202进行试验。
常用钢铁牌号对照表 钢铁材料的名称、用途、特性和工艺方法命名符号(GB/T221-1979)
①按照GB/T 717—1982《炼钢用生铁》的规定,统一采用汉语拼音字母“L”,(“L”为“炼”字汉语拼音第一个字母)为命名符号。 ②根据GB700--88修改。 ③根据GB699--88修改。 ④根据GBl298--86修改。 表1-9生铁牌号的表示方法 表1-10铁合金牌号的表示方法
表1-11铸铁牌号的表示方法 产品名称牌号举例 QT40017 表示方法说明 灰铸铁 球墨铸铁 黑心可锻铸铁白心可锻铸铁珠光体可锻铸铁耐磨铸铁 抗磨白口铸铁抗磨球墨铸铁 冷硬铸铁 耐蚀铸铁 耐蚀球墨铸铁耐热铸铁 耐热球墨铸铁 HTl00 QT400--17 KTH300—06 KTB350---04 KTZ450—06 MTCulPTi—150 KmTBMn5M02Cu KmTQMn6 LTCrMoRE STSil5M04Cu STQAl5Si5 RTCr2 RTQAl6 伸长率(%) 抗拉强度(MPa) 球墨铸铁代号 ST Si15Mo4Cu ————铜元素符号 —————钼的名义百分含量 —————钼元素符号 —————硅的名义百分含量 —————硅元素符号 —————耐蚀铸铁代号 MT Cu1P Ti —150 ———抗拉强度(MPa) ———钛元素符号 ———磷元素符号 ———铜的名义百分含量 ———铜元素符号 ———耐磨铸铁代号 注:表中成分含量皆指质量分数 表1-12铸钢牌号的表示方法 表1-13钢产品号的表示方法
注:1.平均合金含量∠1.5%者,在牌号中只标出元素符号,不注其含量。 2.平均合金含量为1.5%~2.49%、2.50%~ 3.49%、…、22.5%~23.49%、…时相应的注为2、3、…、23、…。 3.成份含量皆指质量指数。
粉末冶金工艺及材料基础知识介绍 粉末冶金是制取金属粉末并通过成形和烧结等工艺将金属粉末或与非金属粉末的混合物制成制品的加工方法,既可制取用普通熔炼方法难以制取的特殊材料,又可制造各种精密的机械零件,省工省料。但其模具和金属粉末成本较高,批量小或制品尺寸过大时不宜采用。粉末冶金材料和工艺与传统材料工艺相比,具有以下特点: 1.粉末冶金工艺是在低于基体金属的熔点下进行的,因此可以获得熔点、密度相差悬殊的多种金属、金属与陶瓷、金属与塑料等多相不均质的特殊功能复合材料和制品。 2.提高材料性能。用特殊方法制取的细小金属或合金粉末,凝固速度极快、晶粒细小均匀,保证了材料的组织均匀,性能稳定,以及良好的冷、热加工性能,且粉末颗粒不受合金元素和含量的限制,可提高强化相含量,从而发展新的材料体系。 3.利用各种成形工艺,可以将粉末原料直接成形为少余量、无余量的毛坯或净形零件,大量减少机加工量。提高材料利用率,降低成本。 粉末冶金的品种繁多,主要有:钨等难熔金属及合金制品;用Co、Ni等作粘结剂的碳化钨(WC)、碳化钛(TiC)、碳化钽(TaC)等硬质合金,用于制造切削刀具和耐磨刀具中的钻头、车刀、铣刀,还可制造模具等;Cu合金、不锈钢及Ni等多孔材料,用于制造烧结含油轴承、烧结金属过滤器及纺织环等。
1 粉末冶金基础知识 ⒈1 粉末的化学成分及性能 尺寸小于1mm的离散颗粒的集合体通常称为粉末,其计量单位一般是以微米(μm)或纳米(nm)。 1.粉末的化学成分 常用的金属粉末有铁、铜、铝等及其合金的粉末,要求其杂质和气体含量不超过1%~2%,否则会影响制品的质量。 2.粉末的物理性能 ⑴粒度及粒度分布
国内外常用钢材标准牌号对照表 种中国日本美国英国德国法国前苏联类CB JIS AISI 、ASTM BS DIN NF ΓOCT Q235-A · F SS41 A36、A283C Ust37-2 Q235-A SS41A、B Rst37-2 CT2 20 S20C C1020 En2C C22 C20 20 碳35 S35C C1035 En8A C35 XC38 35 素钢 20g SB42 A285、Gr.B A414、Gr.B 1633Gr.B Ast41 A42C 20K 20(管道用)STPG38、42 A106 、A53 st35.4 16Mn S M50B SM22 1633.Gr.1 st52-3 16Γ 低A516 、 合16MnR SPV36 A515、Gr·60、19Mn5 金Gr·70 钢 15MnV HTP57VW A225 、Gr.A A225、Gr.B 40Mn C1036 En15B 40MnA 40Mn5 40Γ 40Cr SCr4 5140 E n18 S117 41Cr4 38C4 40X 12CrMo A335 、P2 A213、Gr.B 3064-660 1501-620 13CrMo44 12CD4 12XM STT42 15CrMo STC42 A387、Gr.B 1653 16CrMo44 15CD4 15XM STB42 35CrMo SCM3 E4132 E4135 En19B 34CD4 35CD4 35XM 高0Cr13 SUS410 410S S41000 X7Cr13 Z6C13 08X13 合金0Cr18Ni9 SUS304 304 S30400 304S15 X5CrNi189 ZCN18.09 08X18H10 钢 0Cr18Ni10Ti SUS321 321 S32100 321S12 321S20 X10CrNiTi189 Z6CNT18.10 08X18H10T 0Cr17Ni12Mo2 SUS316 316 S31600 316S16 X5CrNiMo1810 Z6CND17.13 08X17H13M2
粉末冶金常识 1.粉末冶金常识之什么是粉末冶金 粉末冶金是一门制造金属粉末,并以金属粉末(有时也添加少量非金属粉末)为原料,经过混合、成形和烧结,制造材料或制品的技术。它包括两部分内容,即:(1)制造金属粉末(也包括合金粉末,以下统称"金属粉末")。 (2)用金属粉末(有时也添加少量非金属粉末)作原料,经过混合、成形和烧结,制造材料(称为"粉末冶金材料")或制品(称为"粉末冶金制品")。 2、粉末冶金常识之粉末冶金最突出的优点是什么 粉末冶金最突出的优点有两个: (1)能够制造目前使用其他工艺无法制造或难于制造的材料和制品,如多孔、发汗、减震、隔音等材料和制品,钨、钼、钛等难熔金属材料和制品,金属-塑料、双金属等复合材料及制品。 (2)能够直接制造出合乎或者接近成品尺寸要求的制品,从而减少或取消机械加工,其材料利用率可以高达95%以上,它还能在一些制品中以铁代,做到了"省材、节能"。 粉末冶金件 3、粉末冶金常识之什么是"铁基"什么是铁基粉末冶金 铁基是指材料的组成是以铁为基体。铁基粉末冶金是指用烧结(也包括粉末锻造)方法,制造以铁为主要成分的粉末冶金材料和制品(铁基机械零件、减磨材料、摩擦材料,以及其他铁基粉末冶金材料)的工艺总称。 4、粉末冶金常识之用于粉末冶金的粉末制造方法主要有哪几类 粉末制造方法主要有物理化学法和机械粉碎法两大类。前者包括还原法、电解法和羰基法等;后者包括研磨法和雾化法。 5、粉末冶金常识之用还原法制造金属粉末是怎么回事 该法是用还原剂把金属氧化物中的氧夺取出来,从而得到金属粉末的一种方法。 6、粉末冶金常识之什么叫还原剂 还原剂是指能够夺取氧化物中氧的物质。制取金属粉末所用的还原剂,是指能够除掉金属氧化物中氧的物质。就金属氧化物而言,凡是与其中氧的亲合力大于这种金属与氧的亲合力的物质,都称其为这种金属氧化物的还原剂。 7、粉末冶金常识之粉末还原退火的目的是什么 粉末还原退火的目的主要有以下三个方面:(1)去除金属粉末颗粒表面的氧化膜;(2)除掉颗粒表面吸附的气体和水分等异物;(3)消除颗粒的加工硬化。 粉末冶金工艺流程图 8、粉末冶金常识之用于粉末冶金的粉末性能测定一般有哪几项 用于粉末冶金的粉末性能测定一般有三项:化学成分、物理性能和工艺性能。9、用于粉末冶金的粉末物理性能主要包括那几项
日本工业标准 JIS Z 2550-1983 机械结构零件用烧结材料 Sinted Materials for Structural Parts 1. 适用标准本标准规定了机械结构零件用烧结金属材料。但是,这种材料都是烧结态材料。 备考作为参考,在本标准中一并记入了国际单位制(SI)的单位与数值,它们都附加有{}。 2.种类与记号材料的种类与记号是根据材料的化学成分与机械性能来划分的,如表1所示。 3. 质量材料的机械性能、密度及化学成分如表2所示。
① 1N/mm2=1MPa。 ②化学成分中,SMS1种相当SUS 316和SUS 304,SMS2种相当410。 ③所谓其它,是磷、硫、锰、硅等。 备考:表2也适用于烧结后进行尺寸整形者。 参考:(1)关于SMF种材料的硬度与热处理,各种烧结材料的表面处理,含油处理后的各项性能,作为参考值,在解说中给出。 再者,关于含碳量与适用的热处理可参照解说。 (2)用高纯氢中烧结或真空烧结制造的不锈钢系的质量,例如解说中所示。 4. 试验
4.1 机械性能试验 4.1.1 拉伸试验 (1)试件试件是用下列方法制造的: (a)压制压坯用阴模内部的形状与尺寸 (b)压坯压坯高度为4.00~5.00mm,压坯中不得有肉眼可见的分层及其它缺陷。 (c)润滑方法用油布拭擦阴模内表面,或用将60g硬脂酸锌溶于1L四氯化碳中制成的溶液涂覆阴模内表面。另外,将硬脂酸锌之类的润滑剂添加于使用的粉末中,充分进行混合也可以。 (d)成形成形压坯所需之粉末量依据测定质量,测定充填体积,或将粉末充满阴模后将上表面刮平来决定。 成形方面,有规定成形压力和规定压坯密度二种情况。在规定压制压力的场合,一组压坯对于规定的压力变化不得大于±3%,质量方面,对于平均值的变化不得大于±2%。在规定压坯密度的场合,一组压坯对于规定的高度变化不得大于±2%,和质量方面,对于规定的值变化不得大于±1%。 另外,关于压制速度,保压时间,脱模方法及一组压坯的数量,皆由当事者间协商决定。 (e)烧结烧结条件根据当事者间的协定进行。但是,对于烧结温度范围,保温时间,加热—冷却条件及烧结气氛的各项条件都必须进行记录。 (2)试验方法试验方法按照JIS Z 2241(金属材料拉伸试验方法)进行。 4.1.2 冲击试验 (1)试件试件是用下列方法制造的: (a)压制压坯用阴模内部的形状及尺寸图2示阴模内部的形状及尺寸。
公司制造的铁基粉末冶金零件执行标准与成分性能
-15 -20 100 170 120 2.5 120 60 6.7 140 260 170 7.0 130 80 7.3 F-0005-10 -20 -25 100 170 120 < 1 125 25HRB N/A 6.1 140 220 160 1.0 160 40 6.6 170 260 190 1.5 190 55 6.9 F-0005-50HT -60HT -70HT 340 410 (D) < 0.5 300 20HRC 58HRC 6.6 410 480 < 0.5 360 22 58 6.8 480 550< 0.5 420 25 58 7.0 F-0008-20 -25 -30 -35 140 200 170 < 0.5 190 35HRB N/A 5.8 170 240 210 < 0.5 210 50 6.2 210 290 240 < 1.0 210 60 6.6 240 390 260 1.0 25070 7.0 F-0008-50HT -65HT -75HT -85HT 380 450< 0.5 S 480 22HRC 60HRC 6.3 450520 < 0.5 55028 60 6.6 520 590 < 0.5 620 32 60 6.9 590 660 < 0.5 690 35 60 7.1 烧结铁和烧结碳钢的化学成分(%). 材料牌号Fe C F-0000 97.7-100 0.0-0.3 F-0005 97.4-99.7 0.3-0.6 F-0008 97.1-99.4 0.6-0.9 注: 用差减法求出的其它元素(包括为了 特殊目的而添加的其它元素)总量的 最大值为2.0%。▲ 注: 用差减法求出的其它元素(包括为了 特殊目的而添加的其它元素)总量 烧结铁-铜合金和烧结铜钢的化学成分 (%). 材料牌号Fe Cu C FC-0200 83.8-98.5 1.5-3.9 0.0-0.3 FC-0205 93.5-98.2 1.5-3.9 0.3-0.6 FC-020893.2-97.9 1.5-3.9 0.6-0.9 FC-0505 91.4-95.7 4.0-6.0 0.3-0.6 FC-0508 91.1-95.4 4.0-6.0 0.6-0.9 FC-0808 88.1-92.4 7.0-9.0 0.6-0.9 FC-1000 87.2-90.5 9.5-10.5 0.0-0.3 烧结铁-镍合金和烧结镍钢的化学成分(%). 材料牌号Fe Ni Cu C FN-0200 92.2-99.0 1.0-3.0 0.0-2.5 0.0-0.3 FN-0205 91.9-98.7 1.0-3.0 0.0-2.5 0.3-0.6 FN-0208 91.6-98.4 1.0-3.0 0.0-2.5 0.6-0.9 FN-0405 89.9-96.7 3.0-5.5 0.2-2.0 0.3-0.6 FN-0408 89.6-96.4 3.0-5.5 0.0-2.0 0.6-0.9 注: 用差减法求出的其它元素(包括为了特殊目的 而添加的其它元素)总量的最大值为2.0% ⊙ 铁-铜合金和铜钢粉末冶金材料性能(MPIF-35) 材料编号 最小强度(A)(E) 拉伸性能横向 断裂 压缩 屈服 硬度 密度 屈服极限极限强度屈服强度伸长率宏观微观
材料类型应用 承 (内 )压铸件铸铁 一般铸件 承 (内 )压铸件 轧材 /锻件 棒材 :承(内) 压 棒材 :一般碳钢 螺栓和螺柱 螺母 板材 管材 各国常用材料牌号对照表 材料牌号 中国德国美国 GB DIN ASTM UNS HT2500.6025GG-25 A 278 Class 3.0 F 12401 HT3000.6030GG-30 A 48 Class25/30 F 11701/F 12101 ZG230-450 1.1155GS-Ck25 A 216 Gr LC8J 03 003 Q235 1.0402C22A266 Class2K 03506 Q235 1.0402C22 A 295 Gr D40G 10 200 45 1.0503C45A576 Gr 1045G10 450 30CrMo 1.725824CrMo5 A 193 Gr B7G41 400 35 1.1181CK35 A 194 Gr 2H K 04 002 Q255 1.0254St.37.0 A 516 Gr 65/70K 02 403/K 02 700 20Mn 1.0305St.35.8 A 106 Gr B K 03 006
材料类型AISI410 钢12%铬钢 材料牌号 应用中国德国美国 GB DIN ASTM UNS 配件20 1.0308St35.0 A 105K 03 504棒料42CrMo 1.722542CrMo4 A 434 Class BB G 41 400 c 螺栓和螺柱35CrMoV 1.771140CrMoV47 A 193 GrB7G 41 400螺母30CrMo 1.725824CrMo5 A 194 Gr 2H K 04 002 ZG1Cr13 1.4008G-X8CrNi13 A 217 Gr CA 15J 91 150承 (内 )压铸件 1.4313G-X5Ni13 4 A 487 Gr CA6NM J 91 540 轧材 /锻件 : 1Cr13 1.4006X10Cr13 A 182 Gr F6a Class1S 41 000 承(内)压 1.4313X4CrNi13 4 A 182 Gr F6NM S 41 500轧材 /锻件 :一般 1.4313X4CrNi13 4 A 473 Type 410S 41 000棒料 : 承(内 )压1Cr13 1.4006X10Cr13 A 479 Type 410S 41 000棒料 :一般 A 276 Type 410S 41 000
( 公司制造的铁基粉末冶金零件执行标准与成分性能<一> GB/
<二> MPIF-35
烧结铁和烧结碳钢的化学成分(%). ; 材料牌号Fe C F-0000 - 注: 用差减法求出的其它元素(包括为了特殊目的而添加的其它元素)总量的最大值为%。▲ 注: 用差减法求出的其它元素(包括为了特烧结铁-铜合金和烧结铜钢的化学成分(%). 材料牌号Fe Cu C ~ FC-0200 ( ; , 烧结铁-镍合金和烧结镍钢的化学成分(%). # 材料牌号 Fe Ni Cu C FN-0200` # 、 注: 用差减法求出的其它元素(包括为了特殊
殊目的而添加的其它元素)总量的最 大值为%。 \& 目的而添加的其它元素)总量的最大值为%⊙ 铁-铜合金和铜钢粉末冶金材料性能(MPIF-35) 材料编号 最小强度(A)(E){ 拉伸性能横向 断裂 压缩 屈服 强度 %) 硬度 密度 屈服极限' 极限强度 屈服强度 %) 伸长率宏观 (表现) 微观 (换算的) MPa MPa MPa%MPa MPa络氏… g/cm3 FC-0200-15 -18 -21 -24 100170140310& 120 11HRB N/A 120190~ 160 35014018 | 140 21018039016026 170230200/ 430 18036 FC-0205-30 -35 -40 -45 210< 240 240< 41034037HRB N/A 240280280< 520370| 48 280340310… < 66039060 310410340< 79041072. FC-0205-60HT 410480< 660《19HRC58HRC
1.粉末冶金技术的特点(优越性) 能制造熔铸法无法获得的材料和制品 1、难熔金属及其碳化物、硼化物和硅化物; 2、孔隙可控的多孔材料 3、假合金 4、复合材料;5微、细晶(准 晶)和过饱和固溶的块体金属和制品; 能制造性能优于同成分熔铸金属的粉末冶金材料 1、制造细晶粒、均匀组织和加工性能好的稀有金属坯锭; 2、制造成分偏析小、细晶、过饱和固熔的高性能合 金; 具有高的经济效益 1、少无切削; 2、工序短,效率高; 3、设备通用性好,适合于大批量生产; 2.粉末冶金材料的分类 1、机械材料和零件; 2、多孔材料及制品; 3、硬质工具材料 4、电接触材料; 5、粉末磁性材料; 6、耐热材料; 7、原子能工程材料; 3.粉末冶金材料的孔隙产生过程及其存在形态 产生过程:颗粒间隙(松装粉末聚集体或粉末成形素坯)烧结形成孔隙。存在形态:开孔:与外表面连通的孔隙,半开孔:孔隙只有一端与外表面连通的孔隙,闭孔:与外表面不连通的孔隙,连通孔:互相连通的孔隙 4.孔隙对材料性能影响的基本理论; 减小承载面积;应力集中剂(减小孔隙尺寸、孔隙球化、孔隙内表面圆滑处理能有效降低应力集中,从而提高强度和韧性)应力松弛剂:裂纹遇到孔隙后被磨钝,提高断裂水平 5.哪些力学性能对孔隙形状敏感:强度、弹性模量、延伸率、断裂韧性、冲击韧性、硬度 6.提高粉末冶金材料密度的方法:复压复烧,溶浸、粉末冶金热锻 7.固溶强化机理:晶体中有合金元素,固溶原子与晶体中缺陷的交互作用,溶质元素使基体(溶剂)金属的塑性变形抗力、强度、硬度增大,延性和韧性降低 8.影响固溶度(合金溶解度)的因素:晶格因素,相对尺寸因素,化学亲和力,电子浓度因素 9.什么是金属材料热处理?将固态金属或合金采用适当的方式进行加热、保温和冷却,以改变金属或合金的内部组织结构,使材料满足使用性能要求。 10.加热奥氏体化时影响粒度的因素:加热温度和保温时间,加热速度,合金元素,原始组织 11.刚冷却时等温转变的基本类型及对应组织结构的名称 共析钢等温转变:珠光体,贝氏体,马氏体;亚共析钢等温转变:奥氏体,铁素体,珠光体;过共析钢等温转变:奥氏体,渗碳体,珠光体 12.烧结钢热处理的工艺特点及注意事项 工艺特点:奥氏体化温度高:致密钢为AC+30- 50C,烧结钢为AC+104200C,密度的要求:烧结钢密度过低(V 6. 0g/cm3 )淬火无任何效果,淬透性比致密钢差 注意事项:(1)孔隙率〉10%易腐蚀,不能在盐浴中加热(2)表面热处理前应进行封孔处理:滚压、精整、或氮化、 硫化处理(3)加热时应气氛保护或添加保护性填料(4)淬火介质不能用水。 13.烧结钢淬透性的影响因素:孔隙度,合金元素,氧、碳含量 14.身高结钢合金化的特点:1、孔隙的影响:密度低于6. 5g/cm3,合金的强化作用很弱;2、某些强化效果好合 金元素,如Cr. Mn易氧化,常以中间合金粉或预合金粉引入;3、铜和磷常用,4、烧结钢中常用的合金元素除碳 外,主要有Cu Ni、Mo Ct、P等 15.C含量对烧结Fe-C系结构与性能的影响