日本工业标准 JIS Z 2550-1983
机械结构零件用烧结材料
Sinted Materials for Structural Parts
1. 适用标准本标准规定了机械结构零件用烧结金属材料。但是,这种材料都是烧结态材料。
备考作为参考,在本标准中一并记入了国际单位制(SI)的单位与数值,它们都附加有{}。
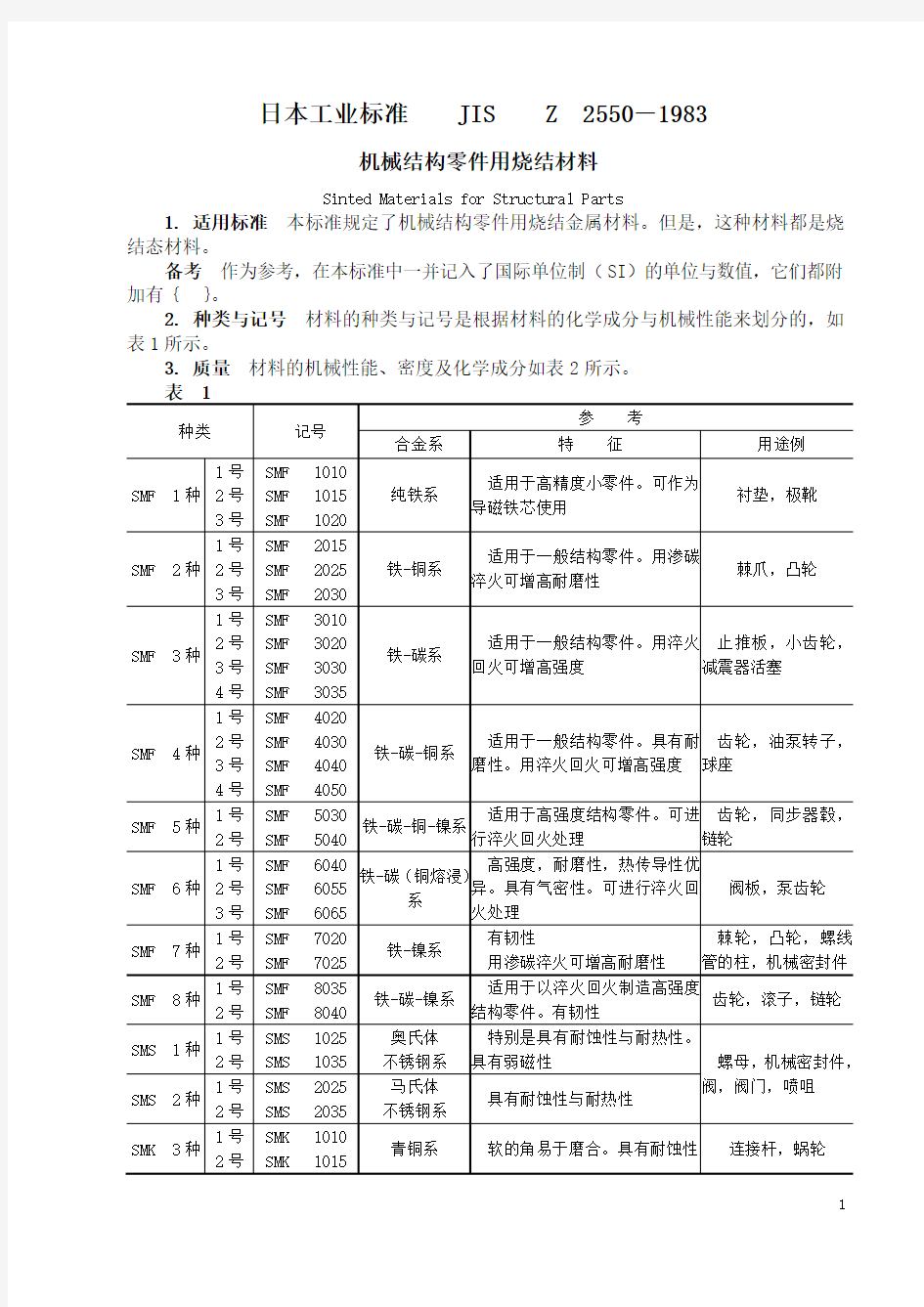
2.种类与记号材料的种类与记号是根据材料的化学成分与机械性能来划分的,如表1所示。
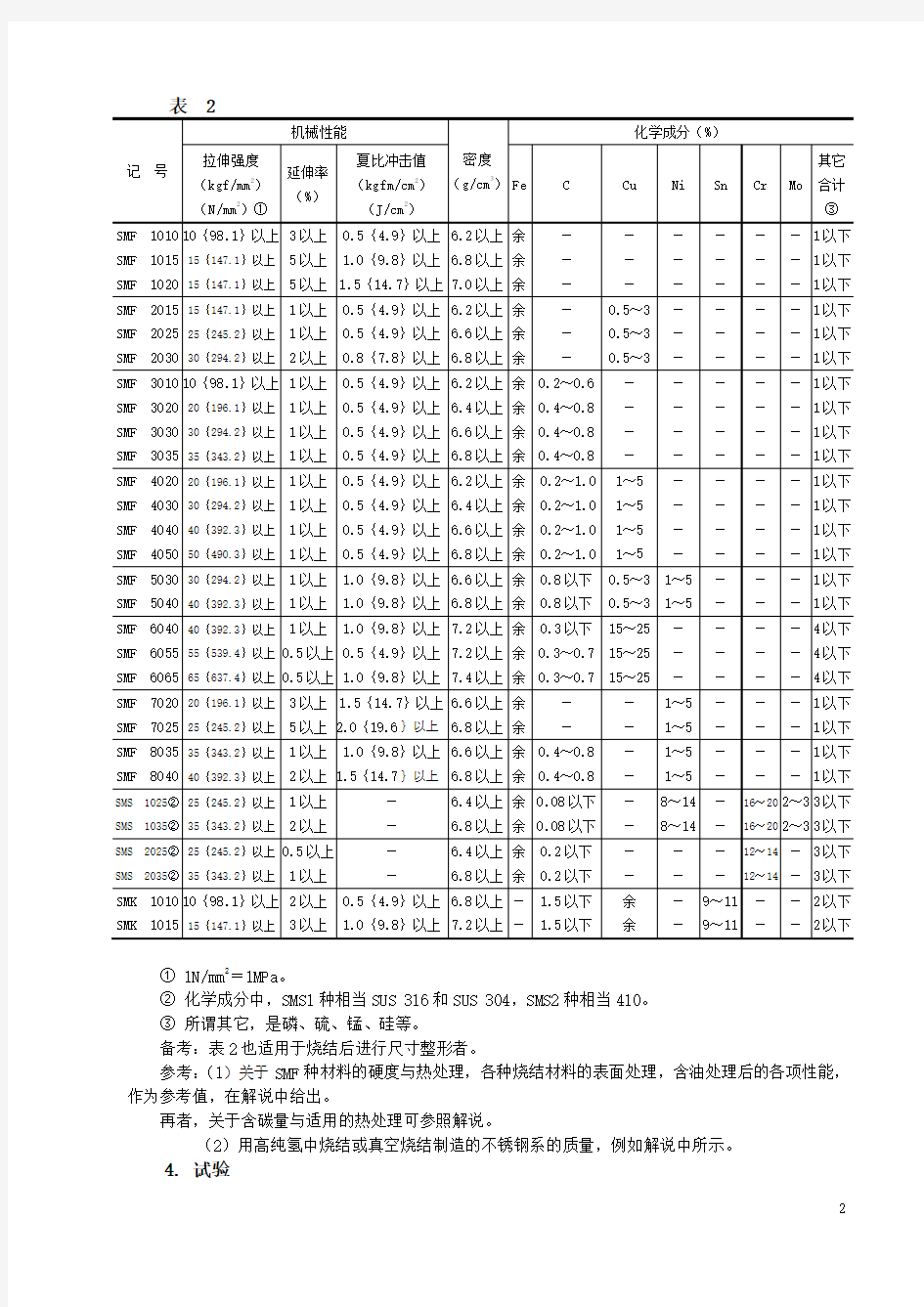
3. 质量材料的机械性能、密度及化学成分如表2所示。
① 1N/mm2=1MPa。
②化学成分中,SMS1种相当SUS 316和SUS 304,SMS2种相当410。
③所谓其它,是磷、硫、锰、硅等。
备考:表2也适用于烧结后进行尺寸整形者。
参考:(1)关于SMF种材料的硬度与热处理,各种烧结材料的表面处理,含油处理后的各项性能,作为参考值,在解说中给出。
再者,关于含碳量与适用的热处理可参照解说。
(2)用高纯氢中烧结或真空烧结制造的不锈钢系的质量,例如解说中所示。
4. 试验
4.1 机械性能试验
4.1.1 拉伸试验
(1)试件试件是用下列方法制造的:
(a)压制压坯用阴模内部的形状与尺寸
(b)压坯压坯高度为4.00~5.00mm,压坯中不得有肉眼可见的分层及其它缺陷。
(c)润滑方法用油布拭擦阴模内表面,或用将60g硬脂酸锌溶于1L四氯化碳中制成的溶液涂覆阴模内表面。另外,将硬脂酸锌之类的润滑剂添加于使用的粉末中,充分进行混合也可以。
(d)成形成形压坯所需之粉末量依据测定质量,测定充填体积,或将粉末充满阴模后将上表面刮平来决定。
成形方面,有规定成形压力和规定压坯密度二种情况。在规定压制压力的场合,一组压坯对于规定的压力变化不得大于±3%,质量方面,对于平均值的变化不得大于±2%。在规定压坯密度的场合,一组压坯对于规定的高度变化不得大于±2%,和质量方面,对于规定的值变化不得大于±1%。
另外,关于压制速度,保压时间,脱模方法及一组压坯的数量,皆由当事者间协商决定。
(e)烧结烧结条件根据当事者间的协定进行。但是,对于烧结温度范围,保温时间,加热—冷却条件及烧结气氛的各项条件都必须进行记录。
(2)试验方法试验方法按照JIS Z 2241(金属材料拉伸试验方法)进行。
4.1.2 冲击试验
(1)试件试件是用下列方法制造的:
(a)压制压坯用阴模内部的形状及尺寸图2示阴模内部的形状及尺寸。
(b)压坯压坯高度为10.0±0.2mm,压坯中不得有肉眼可见的分层及其它缺陷。
(c)润滑方法,成形及烧结可按照4.1.1(1)的(c)、(d)及(e)进行。但是,可根据当事者间的协定,对所有表面或部分表面进行磨削。
(2)试验方法试验方法按照JIS Z 2242(金属材料冲击试验方法)进行。
4.2 密度试验烧结体或其尺寸经过整形的烧结体的密度试验方法,根据JIS Z 2505(金属烧结材料的烧结密度试验方法)进行。
4.3 分析试验分析方法可根据下列一种标准进行。
JIS G 1211 (铁与钢中的碳的定量方法)
JIS G 1216 (铁与钢中的镍的定量方法)
JIS G 1217 (铁与钢中的铬的定量方法)
JIS G 1218 (铁与钢中的钼的定量方法)
JIS G 1219 (铁与钢中的铜的定量方法)
JIS G 1252 (碳钢与低合金钢的发射光谱分析方法)
JIS G 1253 (根据铁与钢的光电测光法的发射光谱分析方法)
JIS G 1254 (不锈钢的荧光X射线分析方法)
JIS G 1256 (铁与钢的荧光X射线分析方法)
JIS G 1257 (铁与钢的原子吸光分析方法)
JIS H 1251 (青铜分析方法)
5. 检查
5.1 机械性能必须满足表2的规定。
5.2 密度必须满足表2的规定。
5.3 化学成分必须满足表2的规定。
6. 表示
(1)标准名称,种类及记号
(2)制造号或制造年月
(3)制造厂名称或其代号
技术开发部材料研究室编印
2005年6月6日
公司制造的铁基粉末冶金零件执行标准与成分性能<一>G B/
590 66 < 690 35 60 烧结铁和烧结碳钢的化学成分(%). 材料牌号Fe C F-0000 注: 用差减法求出的其它元素(包括为了特殊目的而添加的其它元素)总量的最大值为%。▲ 注: 用差减法求出的其它元素(包括为了特殊目的而添加的其它元素)总量的最大值烧结铁-铜合金和 烧结铜钢的化学 成分(%). 材料牌号 Fe Cu C FC-0200 烧结铁-镍合金和烧结镍 钢的化学成分(%). 材料牌号Fe Ni Cu C FN-0200 注: 用差减法求出的其它 元素(包括为了特殊目的 而添加的其它元素)总量 的最大值为% ⊙ 铁-铜合金和铜钢粉末冶金材料性能(MPIF-35) 材料编号最小强 度 (A)(E) 拉伸性能 横 向 断 裂 压缩 屈服 强度 %) 硬度 密度屈 服 极 限 极限 强度 屈服强 度 %) 伸 长 率 宏观 (表 现) 微观 (换算 的) MPa MPa MPa % MPa MPa 络氏g/cm3 FC-0200-15 -18 -21 -24 100 170 140 310 120 11HR B N/A 120 190 160 350140 18 140 210 180 390 160 26 170 230 200 430 180 36 FC-0205-30 -35 -40 -45 210 240 240 < 410 340 37HR B N/A 240 280 280 < 520 370 48 280 340 310 < 660 390 60 310 410 340 < 790 410 72 FC-0205-60HT -70HT -80HT -90HT 410 480 < 660 390 19HR C 58HRC 480 550< 760 490 25 58 550620 (D) < 830 590 31 58 620 690 < 930 660 36 58 FC-0208-30 -40 210 240 240 < 410 390 50HR B N/A
日本工业标准管道用钛管JIS H 4630-1994 1.适用范围 本标准适用于管道用的断面为圆形的耐腐蚀用的钛管(以下称钛管)。备注:下面表示本标准的引用标准 JIS H 0321 有色金属材料检验规则 JIS H 0515 钛管涡流探伤检验方法 JIS H 0516 钛管超声波探伤检验方法 JIS H 1610 钛的取样方法 JIS H 1611 钛分析方法规则 JIS H 1612 钛及钛合金中氮定量方法 JIS H 1614 钛中铁定量方法 JIS H 1619 钛及钛合金中氢定量方法 JIS H 1620 钛及钛合金中氧定量方法 JIS H 1630 钛发光光谱分析方法 JIS H 2201 金属材料拉伸试样 JIS H 2241 金属材料拉伸试验方法 2.种类及牌号 钛管的种类、制造方法、加工方法及牌号如表1所示。
3.质量 3.1 外观 钛管应形状端正,加工良好,均匀一致,不应有使用上有害的缺陷。 3.2 化学成份 钛管的化学成分按表2的规定。 钛管的机械性能按表3(1)及表3(2)的规定。 3.4 压扁性能 (2),外径及壁厚在规定范围以外的钛管,机械性能由供需双方协议规定。 备注(1),采用JIS Z 2201的No.12试样进行拉伸试验时,延伸率由供需双方协议规定。(2),外径及壁厚在规定范围以外的钛管的机械性能由供需双方协议规定。 3.5 气密性
钛管按5.4条进行气压试验或按5.5条进行水压试验,选定哪一种,钛管不可发生泄漏。进行无损检验时,气密试验可省略。 3.6 无损检验特性 钛管按5.6条进行涡流探伤试验或按5.7条进行超声波探伤试验,选定哪一种,钛管不可存在有害的缺陷,进行气密试验时,无损检验可省略。 4.尺寸允许偏差 4.1 外径允许偏差 管材的外径允许偏差按表4(1)及表4(2)的规定。 4.2 壁厚及壁厚不均允许偏差 钛管壁厚及壁厚不均允许偏差按表5(1)及表5(2)的规定,但测焊接管的壁厚时,不包括焊接区。所谓壁厚不均是指在同一断面上测量壁厚的最大值与最小值之差。 表4(1)无缝管的外径允许偏差 备注:1,允许偏差只给定(+)或(-)时,为上述数值的2倍。 2,外径在规定范围以外的钛管,其允许偏差由供需双方协议规定。 表4(2)焊接管的外径允许偏差
公司制造的铁基粉末冶金零件执行标准与成分性能<一> GB/T14667.1-93 <二> MPIF-35
烧结铁和烧结碳钢的化学成分(%). 材料牌号Fe C F-0000 97.7-100 0.0-0.3 F-0005 97.4-99.7 0.3-0.6 F-0008 97.1-99.4 0.6-0.9 注: 用差减法求出的其它元素(包括为了特殊目的而添加的其它元素)总量的最大值为2.0%。▲烧结铁-铜合金和烧结铜钢的化学成分(%). 材料牌号Fe Cu C FC-0200 83.8-98.5 1.5-3.9 0.0-0.3 FC-0205 93.5-98.2 1.5-3.9 0.3-0.6 FC-020893.2-97.9 1.5-3.9 0.6-0.9 FC-0505 91.4-95.7 4.0-6.0 0.3-0.6 FC-0508 91.1-95.4 4.0-6.0 0.6-0.9 FC-0808 88.1-92.4 7.0-9.0 0.6-0.9 FC-1000 87.2-90.5 9.5-10.5 0.0-0.3 烧结铁-镍合金和烧结镍钢的化学成分(%). 材料牌 号 Fe Ni Cu C FN-0200 92.2-99.0 1.0-3.0 0.0-2.5 0.0-0.3 FN-0205 91.9-98.7 1.0-3.0 0.0-2.5 0.3-0.6 FN-0208 91.6-98.4 1.0-3.0 0.0-2.5 0.6-0.9 FN-0405 89.9-96.7 3.0-5.5 0.2-2.0 0.3-0.6 FN-0408 89.6-96.4 3.0-5.5 0.0-2.0 0.6-0.9 注: 用差减法求出的其它元素(包括为了特殊
公司制造的铁基粉末冶金零件执行标准与成分性能 <一> GB/T14667.1-93 <二> MPIF-35 编辑版word
烧结铁和烧结碳钢的化学成分(%). 材料牌号Fe C F-0000 97.7-100 0.0-0.3 F-0005 97.4-99.7 0.3-0.6 F-0008 97.1-99.4 0.6-0.9 注: 用差减法求出的其它元素(包括为了特殊目的而添加的其它元素)总量的最大值为2.0%。▲烧结铁-铜合金和烧结铜钢的化学成分(%). 材料牌号Fe Cu C FC-0200 83.8-98.5 1.5-3.9 0.0-0.3 FC-0205 93.5-98.2 1.5-3.9 0.3-0.6 FC-020893.2-97.9 1.5-3.9 0.6-0.9 FC-0505 91.4-95.7 4.0-6.0 0.3-0.6 FC-0508 91.1-95.4 4.0-6.0 0.6-0.9 FC-0808 88.1-92.4 7.0-9.0 0.6-0.9 FC-1000 87.2-90.5 9.5-10.5 0.0-0.3 烧结铁-镍合金和烧结镍钢的化学成分(%). 材料牌 号 Fe Ni Cu C FN-0200 92.2-99.0 1.0-3.0 0.0-2.5 0.0-0.3 FN-0205 91.9-98.7 1.0-3.0 0.0-2.5 0.3-0.6 FN-0208 91.6-98.4 1.0-3.0 0.0-2.5 0.6-0.9 FN-0405 89.9-96.7 3.0-5.5 0.2-2.0 0.3-0.6 FN-0408 89.6-96.4 3.0-5.5 0.0-2.0 0.6-0.9 注: 用差减法求出的其它元素(包括为了特殊 编辑版word
日本工业标准JIS Z 3141-1994 冷轧钢板及钢带 1.适用范围 本规格规定以冷轧机制造的冷轧钢板及钢带(以下称钢板及钢带),并包括磨光钢带(宽度未满于500mm的冷轧钢带)及由磨光钢带被剪断的钢板。 2.用词的含义 本规格所用的用词的含义如下: (1)钢板为冷轧成平的钢,以平板状供应者; (2)钢带为冷轧成平的钢,以卷板状供应者。 3.种类及记号 钢板及钢带为表1的3种类,再加如表2及表3的调质区分以及表面加工区分 证抗拉试验值或埃里克森值的某一方或其两方时,应在种类记号的末尾加T为S PCT; 2、3种的标准调质的钢板及钢带,如有订货者指定,要保证非时效性时,在种类记号的末尾加N为SPCEN。
4、机械性能 4.1抗拉强度、伸长及非时效性标准调质及退火状态的钢板及抗拉强度、伸长以及非时效性,均按表4所示: 2.关于厚度未满0.60mm,原则上省略抗拉试验; 3.此表适用于宽度大于30mm; 4.3种的标准调质钢板及钢带,有非时效性的指定时,应在制造厂出厂后6个月内,要保证非时效性,非时效性指在加工时,不发生拉伸应变的性质而言; 5.括弧里的单位及数值(除1种的上段)是根据国际单位系(S1),付记以供参考。 4.2埃里克森值标准调质及退火状态的钢板及钢带的埃里克森值,如订货者有要求时,要进行埃里克森试验来代替抗拉试验,或除抗拉试验外进行埃
里克森试验,并其值应大于表5所示。 则以内插法来归纳为小数点以下1位; 2、适用于3个试验值的平均。 4.3硬度 1/8硬质、1/4硬质、1/2硬质及硬质的钢板以及钢带的硬度,均按表6所示。 4.4弯曲 钢板及钢带按表7规定进行弯曲时,也不得在其外侧发生裂伤。但1/8硬质、1 /4硬质及1/2硬质的钢板以及钢带,由订货者要求时适用。
日本工业标准JIS C 0023-1989 (1993确认)环境试验方法(电气、电子)盐雾试验方法 Basic Environmental Testing Procedures Part 2 : Test Ka : Salt mist 1. 适用范围及目的 本标准适用于类似的结构零件、机器或其他产品(以下称为试件)相对盐雾的耐老化性之比较试验方法。 本试验方法的目的在于检查保护膜的品质和均匀性。 参考:本标准由IEC 68-2-11 Basic environmental testing procedures. Part 2:Test Ka :Salt mist (1981)翻译而成。 2.一般 在试验的应用或应用的研讨之际,必须考虑下列事项。 (1)本试验不适合一般的盐腐蚀试验。 (2)也不适合在含盐份的大气中使用的各个试件的判断。 因此,对于装置和构件而言,规定了现实条件及各种判断方法的JIS C 0024[环境试验方法(电气、电子)盐雾(循环)试验方法]则更为确切。但是,在产品标准中需要按认证目的应用本试验方法时,各个试件最好以机器整体或装置的一部分用某种保护壳、保护罩、保护层等加以保护后使用为条件进行试验。 3.试验装置 3.1试验槽 试验槽用不受盐雾腐蚀力影响的材料制作,试验槽的详细结构及盐雾的发生方法,必须满足下列条件。 (1)槽内的条件,应满足本标准规定的4.及7.项要求。 (2)槽内条件要稳定,受紊乱气流影响较少,且能得到同样的条件,槽子要有足够的内容积,不能因试件而影响槽内条件。 (3)试验过程中,盐雾不能直接接触试件。 (4)积聚在槽内天花板、板壁或其他部位上的水滴不可滴落在试件上。 (5)试验槽应带有适当的通气空,以免内压上升,并使盐雾均匀分布,该排气终端应加以保护,以防止骤风引起槽内产生强气流。 3.2喷雾装置 喷雾装置采用能均匀发生细微湿润浓雾的结构,用相对盐溶液无反应的材料制作。 4.盐雾 4.1盐溶液 4.1.1盐溶液浓度 试验用的盐为优质氯化钠(NaCl),在干燥状态下,不纯物按总体质量比小于0.3%,碘化钠按质量比小于0.1%。
日本工业标准J I S标准—代号名称对照表【中文版】 招聘(广告) 管理提醒: 本帖被tuzi123执行锁定操作(2007-05-12) JISB0001ERRATUM1-2000机械工程技术制图(勘误1) JISB0001-2000机械工程技术制图 JISB0002-1-1998技术制图.螺纹和螺纹部件.第1部分:通用规范 JISB0002-2-1998技术制图.螺纹和螺纹部件.第2部分:螺纹嵌镶件 JISB0002-3-1998技术制图.螺纹和螺纹部件.第3部分:简化表示 JISB0003-1989齿轮的制图室实施规范 JISB0004-1995技术制图.弹簧画法 JISB0005-1-1999技术绘图.滚动轴承.第1部分:一般简化图解 JISB0005-2-1999技术绘图.滚动轴承.第2部分:细节简化图解 JISB0006-1993技术制图.花键和锯齿形花键的画法 JISB0011-1-1998技术制图.管道的简化表示法.第1部分:通则和正交表示法JISB0011-2-1998技术制图.管道的简化表示法.第2部分:等角投影 JISB0011-3-1998技术制图.管道的简化表示法.第3部分:通风和排水系统终端部件 JISB0021-1998产品几何量技术规范(GPS).几何公差.形状、方向、位置和偏转公差 JISB0022-1984几何公差的基准及基准系统 JISB0023-1996技术制图.几何公差.最大和最小的实体公差要求 JISB0024-1988技术制图.公差表示的基本原则 JISB0025-1998机械制图.几何公差.位置公差 JISB0026-1998技术制图.尺寸和公差.非钢性部件 JISB0027-2000技术制图.剖面的尺寸和公差表示 JISB0028-2000技术制图.尺寸和公差表示.锥形 JISB0029-2000技术制图.方向和位置的公差表示.突出公差带 JISB0031-2003产品几何量技术规范(GPS).技术产品文献表面结构标注方法JISB0041-1999技术绘图.中心孔简化图解 JISB0090-10-2001光学元件和系统图的绘制.第10部分:表示透镜元件数据的表JISB0090-11-2001光学元件和系统图的绘制.第11部分:不包含公差的数据JISB0090-1-2001光学元件和系统图的绘制.第1部分:总则 JISB0090-12-2001光学元件和系统图的绘制.第12部分:非球型表面 JISB0090-2-2001光学元件和系统图的绘制.第2部分:材料缺陷.应力双折射JISB0090-3-2001光学元件和系统图的绘制.第3部分:材料缺陷.起泡和杂质JISB0090-4-2001光学元件和系统图的绘制.第4部分:材料缺陷.不均匀和擦痕JISB0090-5-2001光学元件和系统图的绘制.第5部分:表面形式公差 JISB0090-6-2001光学元件和系统图的绘制.第6部分:中心校正公差 JISB0090-7-2001光学元件和系统图的绘制.第7部分:表面缺陷公差 JISB0090-8-2001光学元件和系统图的绘制.第8部分:表面结构
日本工业标准JIS标准—代号名称对照表【中文版】 招聘(广告) 管理提醒: 本帖被tuzi123执行锁定操作(2007-05-12) JISB0001ERRATUM1-2000机械工程技术制图(勘误1) JISB0001-2000机械工程技术制图 JISB0002-1-1998技术制图.螺纹和螺纹部件.第1部分:通用规范JISB0002-2-1998技术制图.螺纹和螺纹部件.第2部分:螺纹嵌镶件 JISB0002-3-1998技术制图.螺纹和螺纹部件.第3部分:简化表示JISB0003-1989齿轮的制图室实施规范 JISB0004-1995技术制图.弹簧画法 JISB0005-1-1999技术绘图.滚动轴承.第1部分:一般简化图解JISB0005-2-1999技术绘图.滚动轴承.第2部分:细节简化图解JISB0006-1993技术制图.花键和锯齿形花键的画法 JISB0011-1-1998技术制图.管道的简化表示法.第1部分:通则和正交表示法 JISB0011-2-1998技术制图.管道的简化表示法.第2部分:等角投影 JISB0011-3-1998技术制图.管道的简化表示法.第3部分:通风和排水系统终端部件 JISB0021-1998产品几何量技术规范(GPS).几何公差.形状、方
向、位置和偏转公差 JISB0022-1984几何公差的基准及基准系统 JISB0023-1996技术制图.几何公差.最大和最小的实体公差要求JISB0024-1988技术制图.公差表示的基本原则 JISB0025-1998机械制图.几何公差.位置公差 JISB0026-1998技术制图.尺寸和公差.非钢性部件 JISB0027-2000技术制图.剖面的尺寸和公差表示 JISB0028-2000技术制图.尺寸和公差表示.锥形 JISB0029-2000技术制图.方向和位置的公差表示.突出公差带JISB0031-2003产品几何量技术规范(GPS).技术产品文献表面结构标注方法 JISB0041-1999技术绘图.中心孔简化图解 JISB0090-10-2001光学元件和系统图的绘制.第10部分:表示透镜元件数据的表 JISB0090-11-2001光学元件和系统图的绘制.第11部分:不包含公差的数据 JISB0090-1-2001光学元件和系统图的绘制.第1部分:总则JISB0090-12-2001光学元件和系统图的绘制.第12部分:非球型表面 JISB0090-2-2001光学元件和系统图的绘制.第2部分:材料缺陷.应力双折射 JISB0090-3-2001光学元件和系统图的绘制.第3部分:材料缺陷.
粉末冶金材料标准表 WTD standardization office【WTD 5AB- WTDK 08- WTD 2C】
公司制造的铁基粉末冶金零件执行标准与成分性能<一>G B/
590 66 < 690 35 60 烧结铁和烧结碳钢的化学成分 (%). 材料牌号Fe C F-0000 注: 用差减法求出的其它元素 (包括为了特殊目的而添 加的其它元素)总量的最大值 为%。▲ 注: 用差减法求出的其它元素 (包括为了特殊目的而添 加的其它元素)总量的最大值 烧结铁-铜合金和 烧结铜钢的化学 成分(%). 材料牌号Fe Cu C FC-0200 烧结铁-镍合金和烧结镍 钢的化学成分(%). 材料牌号Fe Ni Cu C FN-0200 注: 用差减法求出的其它 元素(包括为了特殊目的 而添加的其它元素)总量 的最大值为% ⊙ 铁-铜合金和铜钢粉末冶金材料性能(MPIF-35) 材料编号 最小强 度 (A)(E) 拉伸性能 横 向 断 裂 压缩 屈服 强度 %) 硬度 密度 屈 服 极 限 极限 强度 屈服强 度 %) 伸 长 率 宏观 (表 现) 微观 (换算 的) MPa MPa MPa % MPa MPa 络氏g/cm3 FC-0200-15 -18 -21 -24 100 170 140 310 120 11HR B N/A 120 190 160 350140 18 140 210 180 390 160 26 170 230 200 430 180 36 FC-0205-30 -35 -40 -45 210 240 240 < 410 340 37HR B N/A 240 280 280 < 520 370 48 280 340 310 < 660 390 60 310 410 340 < 790 410 72 FC-0205-60HT -70HT -80HT -90HT 410 480 < 660 390 19HR C 58HRC 480 550< 760 490 25 58 550620 (D) < 830 590 31 58 620 690 < 930 660 36 58
JIS 烧结金属材料——规格 JIS Z 2550:2000 平成12年(2000)3月20日修正 日本工业标准调查会审议 (日本标准协会发行)
Z 2550:2000 前言 本标准是以工业标准化法为基础,经过日本工业标准调查会审查,由通商产业大臣修改的日本工业标准。根据本标准,对JIS Z 2550:1989(机械构造部件用烧结材料)修改置换。 JIS Z 2550附属书如下所示。 附属书(规定)机械构造部件用烧结材料 主管大臣:通商产业大臣制订:昭和58(1983).11.1 修改:平成12(2000).3.20 公示:平成12(2000).3.21 拟订原案合作者:日本粉末冶金工业协会 审议部会:日本工业标准调查会非铁金属部会(部会长神尾彰彦) 如对此标准有意见或者疑问,请联系工业技术院标准部标准业务科产业基盘标准化推进室(100-8921东京都千代田区霞关1条3-1) 并且,日本工业标准根据工业标准化法第15条规定,以5年为最大期限,必须在此期限内附日本工业标准调查会审议,并及时确认、修改或废止。
日本工业标准 烧结金属材料——规格 Sintered metal materials—Specification 序本标准是以1996年第一版发行的ISO 5755,Sintered metal materials—Specification为基础,制订的日本工业标准,但日本工业标准与ISO标准值的规定项目不一样,不可能直接对比统一。这次修改,在附属书中对采用ISO的材料的日本工业标准材料进行了规定,使两者可以并用。不过,因ISO开始了原国际标准的修改工作,需要注意ISO材料记号的使用。此外,本标准中有侧线或者点线的部分,为附属书材料特性试验的相关部分,是国际标准中没有的事项。 1. 适用范围此标准规定了轴承与机械部件使用的烧结金属材料的化学成分、机械特性 及物理特性。 备注1 选择粉末冶金材料时,材料的特性不单是化学成分及密度,还要考虑到制造方 法。已经适用于制品、用途的材料特性,锻造品和铸造品或许不同。因此,在确认特性 时,最好与生产者联系。 2.此标准对应的国际标准如下所示 ISO 5755,Sintered metal materials—Specification 2. 引用标准以下的标准因被本标准引用,构成了本标准规定的一部分。这些引用标准, 适用其最新版本。 JIS Z 2202 金属材料冲击试验片 JIS Z 2241 金属材料拉伸试验方法 备注ISO 6892,Metallic materials—Tensile testing at ambient temperature与本标准 同等。 JIS Z 2242 金属材料冲击试验方法 JIS Z 2244 维氏硬度试验—试验方法 JIS Z 2245 洛氏硬度试验—试验方法 备注ISO-4498-1,Sintered metal materials(excluding hardmetal)—Determination of apparent hardness—Part1:虽然限定了烧结材料的规格,但试验方法同等。 JIS Z 2501 烧结金属材料密度、含油率及开放气孔率试验方法 备注ISO 2738,Permeable sintered metal materials—Determination of density,oil content and open porosity与此标准一致。 JIS Z 2507 烧结轴承—径向压碎强度试验方法 备注ISO 2739,Sintered metal bushes—Determination of radial crushing strength与 此标准一致。 3. 选取样本选取样本遵循相关的日本工业标准。 4. 试验方法为了评价附表1到附表9及附属书的指示特性,适用以下的试验方法。4.1 化学成分成分分析尽量按日本工业标准规定的方法进行。没有合适的标准时,根据 和受试者的协议进行试验。 4.2 开放气孔率开放气孔率遵从JIS Z 2501进行试验。 4.3 含油率含油率遵从JIS Z 2501进行试验。 4.4 拉伸强度拉伸强度使用附图1.所示试验片,遵从JIS Z 2241进行试验。 4.5 外观硬度外观硬度遵从JIS Z 2244或JIS Z 2202进行试验。
日本工业标准 门用五金的试验方法JISAISII-1995 110032全国五金工业信息中心曲岩松译王玉禄校 1适用范围本标准适用于建筑用房门五金件中普通铰链、重力铰链(1)、闭门器、门插销、特种锁及保险栓(2)的试验方法。 注(1)重力铰链指的是安装于化妆室的拱形铰链,关门时是根据门的自重来进行。 (2)保险栓指的是代替锁链,采用棒状、环状或板状零件控制开门的门用五金件。 备注:1.引用标准如下所示 JISA4702门装置 JISB7503千分表 JISB7507游标卡尺 JISB7524塞尺 JISB7721拉伸试验机 JISB7733压缩试验机 JISB8401数值的修正 2.本标准中示有{}的单位及数值,按照原单位可作参考值。 2试验种类试验种类如表1。 表1试验种类 3试验的一般条件 3.1数值换算采用原来单位的试验机和计测器进行试验时,依据国际单位(SI)对数值的换算按如下进行。 1kgf=9.80N 3.2数值的修正数值的修正按照JISZ8401进行。 3.3试验条件试验条件无特殊规定,按照JISZ8703中确定的常温。常湿。 4试验方法 4.1铰链及重力铰链的重复开闭试验 4.1.1试验装置试验装置由试验门、试验门框及开闭装置(或开门装置(3))构成。并备有计量开闭次数的计数器等。但在开门时不应影响试验体的闭合力。试验装置例示于图1及图2。
注(3)重力铰链时,其关门是根据门的自重而进行的,所以,如具有打开试验门功能则是理想的。 (1)试验门试验门是JISA4702中规定的转向门,具有木制和钢制的2种。表2示出质量及尺寸。另外,把便于开闭的联动杆安设在图1所示的位置(动作点)。 表2试验门的重量及尺寸 注(4)对于比所定量轻的门,其惯性力矩相同的也可以适当地施加必要的重量。 (2)开闭装置及开门装置 (a)普通铰链的开闭装普通铰链的开闭装置是根据试验门的动力进行开闭的装置,试验门的开闭速度为每分钟15次,打开角度可在约70°时重复开闭。 (b)重力铰链的开门装置重力铰链的开门装置是根据试验门的动力进行开门,试验门所需时间为2--6秒,打开角度可在约70o时重复开门。 (3)试验框试验框指的是支撑安有试验门部位的整体,具有在试验时整体装置无倾斜的坚固结构。 4.1.2试验程序 (1)将试验体按照通常的方法紧固于试验门及试验框上。然后,把试验门的旋转轴固定于同一垂直线上。试验门要开闭顺利。开闭阻力在开闭的任一位置都要在10N.m{1.0Kgf.m}以下。(2)在试验门的动作点安装完联动杆后,普通铰链是要测定(a)、(b)中的一个,重力铰链则测定(c),并将其值作为各自的初始值。 (a)上部试验体中最上部节的间隙测定试验门在关闭状态(试验体的两翼呈关闭状态),将上部试验体的最上部节的间隙,采用JISB7524中规定的塞尺,以0.1mm的精度进行测定。为确
粉末冶金工艺及材料基础知识介绍 粉末冶金是制取金属粉末并通过成形和烧结等工艺将金属粉末或与非金属粉末的混合物制成制品的加工方法,既可制取用普通熔炼方法难以制取的特殊材料,又可制造各种精密的机械零件,省工省料。但其模具和金属粉末成本较高,批量小或制品尺寸过大时不宜采用。粉末冶金材料和工艺与传统材料工艺相比,具有以下特点: 1.粉末冶金工艺是在低于基体金属的熔点下进行的,因此可以获得熔点、密度相差悬殊的多种金属、金属与陶瓷、金属与塑料等多相不均质的特殊功能复合材料和制品。 2.提高材料性能。用特殊方法制取的细小金属或合金粉末,凝固速度极快、晶粒细小均匀,保证了材料的组织均匀,性能稳定,以及良好的冷、热加工性能,且粉末颗粒不受合金元素和含量的限制,可提高强化相含量,从而发展新的材料体系。 3.利用各种成形工艺,可以将粉末原料直接成形为少余量、无余量的毛坯或净形零件,大量减少机加工量。提高材料利用率,降低成本。 粉末冶金的品种繁多,主要有:钨等难熔金属及合金制品;用Co、Ni等作粘结剂的碳化钨(WC)、碳化钛(TiC)、碳化钽(TaC)等硬质合金,用于制造切削刀具和耐磨刀具中的钻头、车刀、铣刀,还可制造模具等;Cu合金、不锈钢及Ni等多孔材料,用于制造烧结含油轴承、烧结金属过滤器及纺织环等。
1 粉末冶金基础知识 ⒈1 粉末的化学成分及性能 尺寸小于1mm的离散颗粒的集合体通常称为粉末,其计量单位一般是以微米(μm)或纳米(nm)。 1.粉末的化学成分 常用的金属粉末有铁、铜、铝等及其合金的粉末,要求其杂质和气体含量不超过1%~2%,否则会影响制品的质量。 2.粉末的物理性能 ⑴粒度及粒度分布
日本工业标准--印制线路板通则(一) JIS C 5014-1994 龚永林译 1,适用范围本标准规定了主要为电子设备使用的印制线路板(以下称为印制板)通用要求,相关的有外形等各种尺寸以及由专项标准规定的项目。 另外,本标准中的印制板是指用JIS C 6480中规定的覆铜箔层压板制造的单面、双面及多层印制板。 备注本标准引用的标准如下: JIS C 5001电子元件通则 JIS C 5012印制线路板试验方法 JIS C 5603印制电路术语 JIS C 6480印制线路板用覆铜箔层压板通则。 JIS Z 3282 焊锡 2,术语的定义本标准所用主要术语的定义是按JIS C 5001和JIS C 5603中规定。 3,等级本标准按印制板的图形精细程度及品质来表示下列等级。而这里的等级适用于对规定的各个项目可以选择必要的等级。具体的等级区分在专项标准中确定。 Ⅰ级常规水平要求的 Ⅱ高水平要求的 Ⅲ特高水平要求的 4,设计基准及其允许误差 4.1座标网格尺寸 4.1.1基本网格 印制板的座标网格是以公制系列为标准,英制系列只限于与以往产品的整体必要时才采用。 基本网格尺寸如下:
公制网格:2.50mm 英制网格:2.54mm 4.1.2辅助网格 必要时采用比4.1.1的基本网格小的网格尺寸,如下: 公制网格:0.5mm单位(当需要更小时可用0.05mm单位) 英制网格:0.635mm单位 备注:不使用比0.05mm或0.635mm更小单位的网格。 4.2基准线、基准孔和基准标记 4.2.1基准线必要时设计基准线,是由不少于2个孔或由图形构成。而基准线应该在网格上,并且希望是在外形线的内侧。 4.2.2基准孔及准基准孔必要时设计基准孔及准基准孔。基准孔是圆孔,准基准孔是与基准孔径(al)相同宽度(al)的特有形状构成。 图1 基准孔及准基准孔 (1)在采用2个基准孔时孔间距允许误差。图2所示的基准孔孔间距(b)的允许误差,是在专项标准中规定。 (2)基准孔、准基准孔的孔位置允许误差对应于图1中,基准孔的孔位置(a2 、a3)及准基孔的位置(a4)之允许误差,是在专项标准中规定。 (3)基准孔孔径及准基准孔宽度的允许误差,基准孔孔径(al)以及准基准孔宽度(al)之允许误差,是在专项标准中规定。
日本工业标准JIS C 3202—1994 漆包线 1、适用范围:本标准的规定适用于电机电器的绕组及配线用的漆包线(以下简称线)。本 标准没规定的事项,仍按照JIS C 3053(绕组线总则)规定。 备注:本标准引用标准如下: JIS C 2351 漆包线用清漆 JIS C 3003漆包铜线及漆包铝线的试验方法 JIS C 3053卷线通则 JIS C 3102电器用软铜线 种类及型号:线的种类及型号按线的导体、漆膜的种类以及漆膜的厚度来区分。如表1: 表1 3.1铜线0种及1种的铜线用JIS C 3102(电工用线软铜线)所规定的、或与该标准相当的软铜线,2种及3种的铜线用JIS C 3103(电机绕组用软铜线)所规定的软铜线。 3.2扁铜线{略} 3.3铝线{略} 4、温度指数绝缘漆膜及特性按附件1—8。 5、试验方法试验方法按JIS C 3003(漆包铜线及漆包铝线试验方法)以及附件1—8所 规定的试验条件进行。 6、检测检测分型式检测和交接检测二类。按5的试验方法对附件1—8中规定的项目进 行,必须符合3以及4的规定。但交换检测,可根据供需双方的协定而省去其中的部分项目。
7.1包装线应紧密整齐地卷绕在与导体直径或导体规格大小相适应的线盘中,或整齐地盘装在适应大小的容器内,并妥善包装,以免线在运输途中碰伤或散乱。 7.2一盘轴线的净重一盘轴线的净重按表2的要求,但供需双方另有协议时,不在此限。 7.3线段数线成轴卷绕时,每1轴线最多绕二个线段,一个线段的重量为每轴净重(表2及供需双方协议规定的重量)的20%以上。 此外,线段的接头处需夹一白纸作为接头标记。 颜色(着色时)以及导体直径表示,扁线用种类及导体规格(厚×宽)或型号及导体规格(厚×宽)表示。 例1:1种缩醛漆包铜线0.85mm 或1PVF 0.85 mm 例2:1种缩醛漆包铝线 1.6mm 或AL—1PVF 1.6mm 例3:缩醛漆包扁铜线 2.0 ×4.0mm 或PVF 2.0 ×4.0mm 例4:0种自粘性聚氨酯漆包铜线0.85mm 或0SBUEW 0.85mm 例5:1种聚氨酯漆包铜线(红)0.85mm 或1UEW(红)0.85mm 9、标志在线盘和容器的适当部位,必须标明下列事项。 (1)种类及型号⑸净重 (2)颜色(着色时)⑹线段数(成轴时) (3)导体直径或导体规格(厚×宽)⑺制造厂名或其代号 (4)制造批号⑻制造年月 附件6 聚氨酯漆包铜线 1、适用范围本附件的规定适用于聚氨酯漆包铜线。 2、温度指数120℃ 3、绝缘漆膜绝缘漆膜应采用符合JIS C 2351(漆包线用漆)所规定的聚氨酯漆包线漆或 具有同等品质的聚氨酯漆,均匀地涂于导体表面经烘焙而成。该漆膜对导体无损害作用,无伤痕及污染,着色时为红色或绿色。 4、特性特性按附表6及附表6-1——6-3的要求。 附表6
粉末冶金常识 1.粉末冶金常识之什么是粉末冶金 粉末冶金是一门制造金属粉末,并以金属粉末(有时也添加少量非金属粉末)为原料,经过混合、成形和烧结,制造材料或制品的技术。它包括两部分内容,即:(1)制造金属粉末(也包括合金粉末,以下统称"金属粉末")。 (2)用金属粉末(有时也添加少量非金属粉末)作原料,经过混合、成形和烧结,制造材料(称为"粉末冶金材料")或制品(称为"粉末冶金制品")。 2、粉末冶金常识之粉末冶金最突出的优点是什么 粉末冶金最突出的优点有两个: (1)能够制造目前使用其他工艺无法制造或难于制造的材料和制品,如多孔、发汗、减震、隔音等材料和制品,钨、钼、钛等难熔金属材料和制品,金属-塑料、双金属等复合材料及制品。 (2)能够直接制造出合乎或者接近成品尺寸要求的制品,从而减少或取消机械加工,其材料利用率可以高达95%以上,它还能在一些制品中以铁代,做到了"省材、节能"。 粉末冶金件 3、粉末冶金常识之什么是"铁基"什么是铁基粉末冶金 铁基是指材料的组成是以铁为基体。铁基粉末冶金是指用烧结(也包括粉末锻造)方法,制造以铁为主要成分的粉末冶金材料和制品(铁基机械零件、减磨材料、摩擦材料,以及其他铁基粉末冶金材料)的工艺总称。 4、粉末冶金常识之用于粉末冶金的粉末制造方法主要有哪几类 粉末制造方法主要有物理化学法和机械粉碎法两大类。前者包括还原法、电解法和羰基法等;后者包括研磨法和雾化法。 5、粉末冶金常识之用还原法制造金属粉末是怎么回事 该法是用还原剂把金属氧化物中的氧夺取出来,从而得到金属粉末的一种方法。 6、粉末冶金常识之什么叫还原剂 还原剂是指能够夺取氧化物中氧的物质。制取金属粉末所用的还原剂,是指能够除掉金属氧化物中氧的物质。就金属氧化物而言,凡是与其中氧的亲合力大于这种金属与氧的亲合力的物质,都称其为这种金属氧化物的还原剂。 7、粉末冶金常识之粉末还原退火的目的是什么 粉末还原退火的目的主要有以下三个方面:(1)去除金属粉末颗粒表面的氧化膜;(2)除掉颗粒表面吸附的气体和水分等异物;(3)消除颗粒的加工硬化。 粉末冶金工艺流程图 8、粉末冶金常识之用于粉末冶金的粉末性能测定一般有哪几项 用于粉末冶金的粉末性能测定一般有三项:化学成分、物理性能和工艺性能。9、用于粉末冶金的粉末物理性能主要包括那几项
日本工业标准JISC3202—1994 漆包线 1、适用范围:本标准的规定适用于电机电器的绕组及配线用的漆包线(以下简称线)。本 标准没规定的事项,仍按照JISC3053(绕组线总则)规定。 备注:本标准引用标准如下: JISC2351漆包线用清漆 JISC3003漆包铜线及漆包铝线的试验方法 JISC3053卷线通则 JISC3102电器用软铜线 种类及型号:线的种类及型号按线的导体、漆膜的种类以及漆膜的厚度来区分。如表1: 3.1铜线0种及1种的铜线用JISC3102(电工用线软铜线)所规定的、或与该标准相当的软铜线,2种及3种的铜线用JISC3103(电机绕组用软铜线)所规定的软铜线。 3.2扁铜线{略}3.3铝线{略} 4、温度指数绝缘漆膜及特性按附件1—8。 5、试验方法试验方法按JISC3003(漆包铜线及漆包铝线试验方法)以及附件1—8所规定 的试验条件进行。 6、检测检测分型式检测和交接检测二类。按5的试验方法对附件1—8中规定的项目进行, 必须符合3以及4的规定。但交换检测,可根据供需双方的协定而省去其中的部分项目。
7、包装及一盘轴线的净重 7.1包装线应紧密整齐地卷绕在与导体直径或导体规格大小相适应的线盘中,或整齐地盘装在适应大小的容器内,并妥善包装,以免线在运输途中碰伤或散乱。 7.2一盘轴线的净重一盘轴线的净重按表2的要求,但供需双方另有协议时,不在此限。 7.3线段数线成轴卷绕时,每1轴线最多绕二个线段,一个线段的重量为每轴净重(表2及供需双方协议规定的重量)的20%以上。 此外,线段的接头处需夹一白纸作为接头标记。 颜色(着色时)以及导体直径表示,扁线用种类及导体规格(厚×宽)或型号及导体规格(厚×宽)表示。 例1:1种缩醛漆包铜线0.85mm 或1PVF0.85 mm 例2:1种缩醛漆包铝线1.6mm 或AL—1PVF1.6mm 例3:缩醛漆包扁铜线2.0×4.0mm 或PVF2.0×4.0mm 例4:0种自粘性聚氨酯漆包铜线0.85mm 或0SBUEW0.85mm 例5:1种聚氨酯漆包铜线(红)0.85mm 或1UEW(红)0.85mm 9、标志在线盘和容器的适当部位,必须标明下列事项。 (1)种类及型号⑸净重 (2)颜色(着色时)⑹线段数(成轴时) (3)导体直径或导体规格(厚×宽)⑺制造厂名或其代号 (4)制造批号⑻制造年月 附件6聚氨酯漆包铜线 1、适用范围本附件的规定适用于聚氨酯漆包铜线。 2、温度指数120℃ 3、绝缘漆膜绝缘漆膜应采用符合JISC2351(漆包线用漆)所规定的聚氨酯漆包线漆或具有 同等品质的聚氨酯漆,均匀地涂于导体表面经烘焙而成。该漆膜对导体无损害作用,无伤痕及污染,着色时为红色或绿色。 4、特性特性按附表6及附表6-1——6-3的要求。 附表6
日本工业标准 JIS Z 2550-1983 机械结构零件用烧结材料 Sinted Materials for Structural Parts 1. 适用标准本标准规定了机械结构零件用烧结金属材料。但是,这种材料都是烧结态材料。 备考作为参考,在本标准中一并记入了国际单位制(SI)的单位与数值,它们都附加有{}。 2.种类与记号材料的种类与记号是根据材料的化学成分与机械性能来划分的,如表1所示。 3. 质量材料的机械性能、密度及化学成分如表2所示。
① 1N/mm2=1MPa。 ②化学成分中,SMS1种相当SUS 316和SUS 304,SMS2种相当410。 ③所谓其它,是磷、硫、锰、硅等。 备考:表2也适用于烧结后进行尺寸整形者。 参考:(1)关于SMF种材料的硬度与热处理,各种烧结材料的表面处理,含油处理后的各项性能,作为参考值,在解说中给出。 再者,关于含碳量与适用的热处理可参照解说。 (2)用高纯氢中烧结或真空烧结制造的不锈钢系的质量,例如解说中所示。 4. 试验
4.1 机械性能试验 4.1.1 拉伸试验 (1)试件试件是用下列方法制造的: (a)压制压坯用阴模内部的形状与尺寸 (b)压坯压坯高度为4.00~5.00mm,压坯中不得有肉眼可见的分层及其它缺陷。 (c)润滑方法用油布拭擦阴模内表面,或用将60g硬脂酸锌溶于1L四氯化碳中制成的溶液涂覆阴模内表面。另外,将硬脂酸锌之类的润滑剂添加于使用的粉末中,充分进行混合也可以。 (d)成形成形压坯所需之粉末量依据测定质量,测定充填体积,或将粉末充满阴模后将上表面刮平来决定。 成形方面,有规定成形压力和规定压坯密度二种情况。在规定压制压力的场合,一组压坯对于规定的压力变化不得大于±3%,质量方面,对于平均值的变化不得大于±2%。在规定压坯密度的场合,一组压坯对于规定的高度变化不得大于±2%,和质量方面,对于规定的值变化不得大于±1%。 另外,关于压制速度,保压时间,脱模方法及一组压坯的数量,皆由当事者间协商决定。 (e)烧结烧结条件根据当事者间的协定进行。但是,对于烧结温度范围,保温时间,加热—冷却条件及烧结气氛的各项条件都必须进行记录。 (2)试验方法试验方法按照JIS Z 2241(金属材料拉伸试验方法)进行。 4.1.2 冲击试验 (1)试件试件是用下列方法制造的: (a)压制压坯用阴模内部的形状及尺寸图2示阴模内部的形状及尺寸。
公司制造的铁基粉末冶金零件执行标准与成分性能
-15 -20 100 170 120 2.5 120 60 6.7 140 260 170 7.0 130 80 7.3 F-0005-10 -20 -25 100 170 120 < 1 125 25HRB N/A 6.1 140 220 160 1.0 160 40 6.6 170 260 190 1.5 190 55 6.9 F-0005-50HT -60HT -70HT 340 410 (D) < 0.5 300 20HRC 58HRC 6.6 410 480 < 0.5 360 22 58 6.8 480 550< 0.5 420 25 58 7.0 F-0008-20 -25 -30 -35 140 200 170 < 0.5 190 35HRB N/A 5.8 170 240 210 < 0.5 210 50 6.2 210 290 240 < 1.0 210 60 6.6 240 390 260 1.0 25070 7.0 F-0008-50HT -65HT -75HT -85HT 380 450< 0.5 S 480 22HRC 60HRC 6.3 450520 < 0.5 55028 60 6.6 520 590 < 0.5 620 32 60 6.9 590 660 < 0.5 690 35 60 7.1 烧结铁和烧结碳钢的化学成分(%). 材料牌号Fe C F-0000 97.7-100 0.0-0.3 F-0005 97.4-99.7 0.3-0.6 F-0008 97.1-99.4 0.6-0.9 注: 用差减法求出的其它元素(包括为了 特殊目的而添加的其它元素)总量的 最大值为2.0%。▲ 注: 用差减法求出的其它元素(包括为了 特殊目的而添加的其它元素)总量 烧结铁-铜合金和烧结铜钢的化学成分 (%). 材料牌号Fe Cu C FC-0200 83.8-98.5 1.5-3.9 0.0-0.3 FC-0205 93.5-98.2 1.5-3.9 0.3-0.6 FC-020893.2-97.9 1.5-3.9 0.6-0.9 FC-0505 91.4-95.7 4.0-6.0 0.3-0.6 FC-0508 91.1-95.4 4.0-6.0 0.6-0.9 FC-0808 88.1-92.4 7.0-9.0 0.6-0.9 FC-1000 87.2-90.5 9.5-10.5 0.0-0.3 烧结铁-镍合金和烧结镍钢的化学成分(%). 材料牌号Fe Ni Cu C FN-0200 92.2-99.0 1.0-3.0 0.0-2.5 0.0-0.3 FN-0205 91.9-98.7 1.0-3.0 0.0-2.5 0.3-0.6 FN-0208 91.6-98.4 1.0-3.0 0.0-2.5 0.6-0.9 FN-0405 89.9-96.7 3.0-5.5 0.2-2.0 0.3-0.6 FN-0408 89.6-96.4 3.0-5.5 0.0-2.0 0.6-0.9 注: 用差减法求出的其它元素(包括为了特殊目的 而添加的其它元素)总量的最大值为2.0% ⊙ 铁-铜合金和铜钢粉末冶金材料性能(MPIF-35) 材料编号 最小强度(A)(E) 拉伸性能横向 断裂 压缩 屈服 硬度 密度 屈服极限极限强度屈服强度伸长率宏观微观