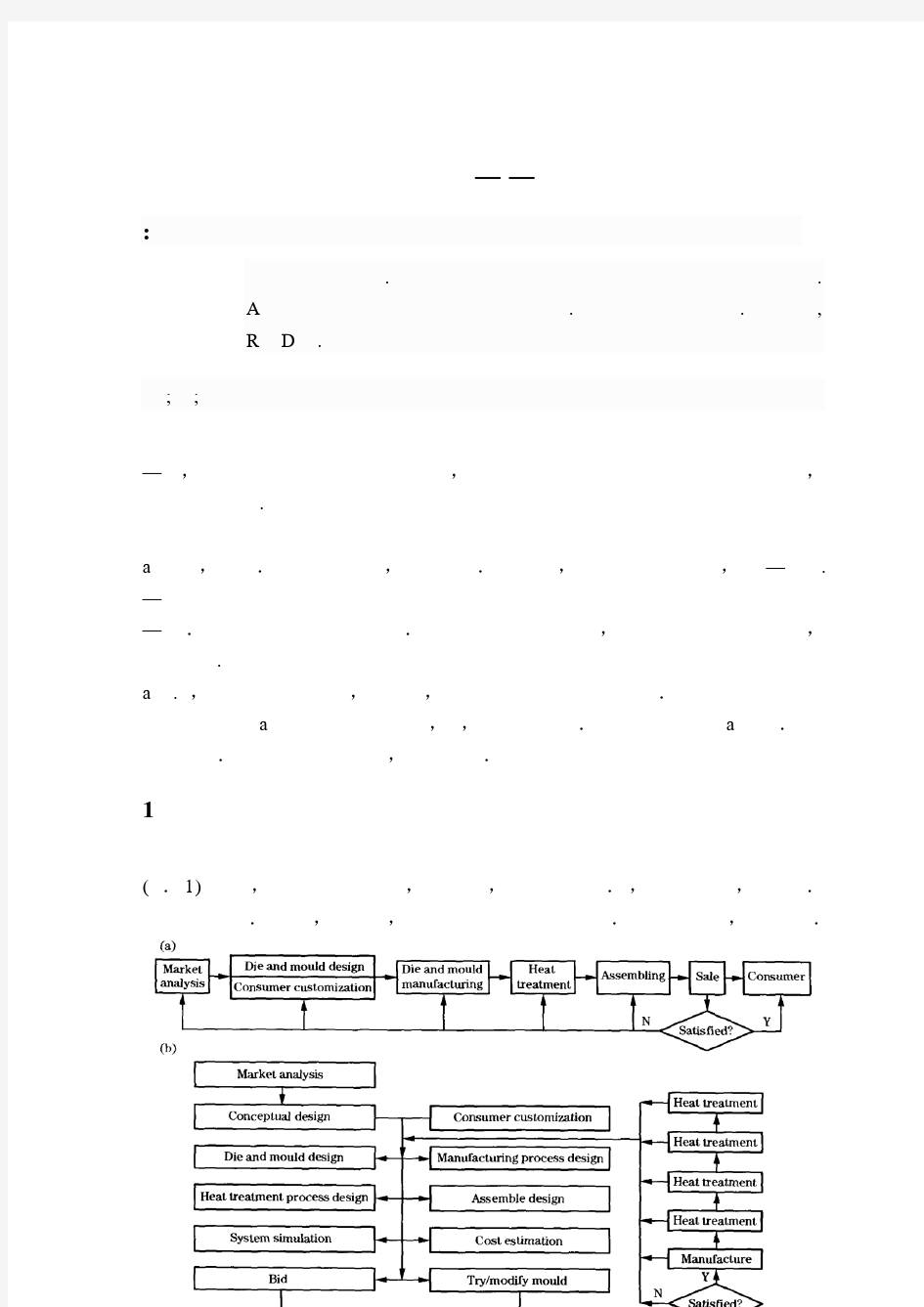
附件1:外文资料翻译译文 冲压模具设计 对于汽车行业与电子行业,各种各样的板料零件都是有各种不同的成型工艺所生产出来的,这些均可以列入一般种类“板料成形”的范畴。板料成形(也称为冲压或压力成形)经常在厂区面积非常大的公司中进行。 如果自己没有去这些大公司访问,没有站在巨大的机器旁,没有感受到地面的震颤,没有看巨大型的机器人的手臂吧零件从一个机器移动到另一个机器,那么厂区的范围与价值真是难以想象的。当然,一盘录像带或一部电视专题片不能反映出汽车冲压流水线的宏大规模。站在这样的流水线旁观看的另一个因素是观看大量的汽车板类零件被进行不同类型的板料成形加工。落料是简单的剪切完成的,然后进行不同类型的加工,诸如:弯曲、拉深、拉延、切断、剪切等,每一种情况均要求特殊的、专门的模具。 而且还有大量后续的加工工艺,在每一种情况下,均可以通过诸如拉深、拉延与弯曲等工艺不同的成形方法得到所希望的得到的形状。根据板料平面的各种各样的受应力状态的小板单元体所可以考虑到的变形情形描述三种成形,原理图1描述的是一个简单的从圆坯料拉深成一个圆柱水杯的成形过程。 图1 板料成形一个简单的水杯
拉深是从凸缘型坯料考虑的,即通过模具上冲头的向下作用使材料被水平拉深。一个凸缘板料上的单元体在半径方向上被限定,而板厚保持几乎不变。板料成形的原理如图2所示。 拉延通常是用来描述在板料平面上的两个互相垂直的方向被拉长的板料的单元体的变形原理的术语。拉延的一种特殊形式,可以在大多数成形加工中遇到,即平面张力拉延。在这种情况下,一个板料的单元体仅在一个方向上进行拉延,在拉长的方向上宽度没有发生变化,但是在厚度上有明确的变化,即变薄。 图2 板料成形原理 弯曲时当板料经过冲模,即冲头半径加工成形时所观察到的变形原理,因此在定向的方向上受到改变,这种变形式一个平面张力拉长与收缩的典型实例。 在一个压力机冲程中用于在一块板料上冲出一个或多个孔的一个完整的冲压模具可以归类即制造商标准化为一个单工序冲孔模具,如图3所示。
快速外文文献翻译 在科研过程中阅读翻译外文文献是一个非常重要的环节,许多领域高水平的文献都是外文文献,借鉴一些外文文献翻译的经验是非常必要的。由于特殊原因我翻译外文文献的机会比较多,慢慢地就发现了外文文献翻译过程中的三大利器:Google“翻译”频道、金山词霸(完整版本)和CNKI“翻译助手"。 具体操作过程如下: 1.先打开金山词霸自动取词功能,然后阅读文献; 2.遇到无法理解的长句时,可以交给Google处理,处理后的结果猛一看,不堪入目,可是经过大脑的再处理后句子的意思基本就明了了; 3.如果通过Google仍然无法理解,感觉就是不同,那肯定是对其中某个“常用单词”理解有误,因为某些单词看似很简单,但是在文献中有特殊的意思,这时就可以通过CNKI的“翻译助手”来查询相关单词的意思,由于CNKI的单词意思都是来源与大量的文献,所以它的吻合率很高。 另外,在翻译过程中最好以“段落”或者“长句”作为翻译的基本单位,这样才不会造成“只见树木,不见森林”的误导。 注: 1、Google翻译:https://www.doczj.com/doc/de18008110.html,/language_tools google,众所周知,谷歌里面的英文文献和资料还算是比较详实的。我利用它是这样的。一方面可以用它查询英文论文,当然这方面的帖子很多,大家可以搜索,在此不赘述。回到我自己说的翻译上来。下面给大家举个例子来说明如何用吧比如说“电磁感应透明效应”这个词汇你不知道他怎么翻译, 首先你可以在CNKI里查中文的,根据它们的关键词中英文对照来做,一般比较准确。 在此主要是说在google里怎么知道这个翻译意思。大家应该都有词典吧,按中国人的办法,把一个一个词分着查出来,敲到google里,你的这种翻译一般不太准,当然你需要验证是否准确了,这下看着吧,把你的那支离破碎的翻译在google里搜索,你能看到许多相关的文献或资料,大家都不是笨蛋,看看,也就能找到最精确的翻译了,纯西式的!我就是这么用的。 2、CNKI翻译:https://www.doczj.com/doc/de18008110.html, CNKI翻译助手,这个网站不需要介绍太多,可能有些人也知道的。主要说说它的有点,你进去看看就能发现:搜索的肯定是专业词汇,而且它翻译结果下面有文章与之对应(因为它是CNKI检索提供的,它的翻译是从文献里抽出来的),很实用的一个网站。估计别的写文章的人不是傻子吧,它们的东西我们可以直接拿来用,当然省事了。网址告诉大家,有兴趣的进去看看,你们就会发现其乐无穷!还是很值得用的。https://www.doczj.com/doc/de18008110.html, 3、网路版金山词霸(不到1M):https://www.doczj.com/doc/de18008110.html,/6946901637944806 翻译时的速度: 这里我谈的是电子版和打印版的翻译速度,按个人翻译速度看,打印版的快些,因为看电子版本一是费眼睛,二是如果我们用电脑,可能还经常时不时玩点游戏,或者整点别的,导致最终SPPEED变慢,再之电脑上一些词典(金山词霸等)在专业翻译方面也不是特别好,所以翻译效果不佳。在此本人建议大家购买清华大
文献综述1 引言冲压模具是冲压生产必不可少的工艺装备,是技术密集型产品。冲 压件的质量、生产效率以及生产成本等,与模具设计和制造有直接关系。模具设计与制造技术水平的高低,是衡量一个国家产品制造水平高低的重要标志之一,在很大程度上决定着产品的质量、效益和新产品的开发能力。2005 年—2008 年,我国冲压模具产品均出口较大幅度的增长。2009 年在全球高压锅炉管市场总需求量下降的情况下,国际采购商通过国内某网站采购冲压模具的数量仍逆势上扬。我国冲压模具的国际竞争力正在不断提升。根据我国海关统计资料显示,2005 年—2008 年,我国冲压模具产品均出口较大幅度的增长。2008 年,即使遭受全球金融危机,我们冲压模具出口金额达4.11 亿美元,比2007 年的3.26 亿美元增长了26 。另外,2009 年在全球高压锅炉管市场总需求量下降的情况下,国际采购商通过国内某网站采购冲压模具的数量仍逆势上扬。从全年采购情况来看,总体趋于上涨的趋势。其中,2009 年下半年回暖明显,国际采购商借此网站采购频次约616 频次,比上半年的288 频次增长了114%。虽然近年来我国模具行业发展迅速,但是离国内的需要和国际水平还有很大的差距。差距较大主要表现在:(1 )标准化 程度低。(2)模具制造精度低、周期长。解决这些问题主要体现在模具设计上,故改善模具设计的水平成为拉近差距的关键性问题。若要很好的设计出一副冲压模具,就必须去了解冲压模具的历史、现状以及发展趋势。2 主体2.1 冲压模具的发展历史我国考古发现,早在2000 多年前,我国已有冲压模具被用于制造铜器,证明了中国古代冲压成型和冲压模具方面的成就就在世界领先。1953 年,长春第一汽车制造厂在中国首次建立了冲模车间,该厂于1958 年开始制造汽车覆盖件模具。我国于20 世纪60 年代开始生产精冲模具。在走过了温长的发展道路之后,目前我国已形成了300 多亿元(未包括港、澳、台 的统计数字,下同)各类冲压模具的生产能力。浙江宁波和黄岩地区的“模具之乡”;广东一些大集团公司和迅速崛起的乡镇企业,科龙、美的、康佳等集团纷纷建立了自己的模具
Counter bored hole 沉孔 Chamfer 倒斜角 Fillet 倒圆角 padding block垫块 stepping bar垫条 upper die base上模座 lower die base下模座 upper supporting blank上承板 upper padding plate blank上垫板 spare dies模具备品 spring 弹簧 bolt螺栓 document folder活页夹 file folder资料夹 to put file in order整理资料 spare tools location手工备品仓 first count初盘人 first check初盘复棹人 second count 复盘人 second check复盘复核人 equipment设备 waste materials废料 work in progress product在制品 casing = containerization装箱 quantity of physical inventory second count 复盘点数量 Quantity of customs count 会计师盘,点数量 the first page第一联 filed by accounting department for reference会计部存查 end-user/using unit(department)使用单位 Summary of year-end physical inventory bills 年终盘点截止单据汇总表 bill name单据名称 This sheet and physical inventory list will be sent to accounting department together (Those of NHK will be sent to financial department) 本表请与盘点清册一起送会计部-(NHK厂区送财会部) Application status records of year-end physical inventory List and physical inventory card 年终盘点卡与清册使用-状况明细表 blank and waste sheet NO. 空白与作废单号
前言 在目前激烈的市场竞争中,产品投入市场的迟早往往是成败的关键。模具是高质量、高效率的产品生产工具,模具开发周期占整个产品开发周期的主要部分。因此客户对模具开发周期要求越来越短,不少客户把模具的交货期放在第一位置,然后才是质量和价格。因此,如何在保证质量、控制成本的前提下加工模具是值得认真考虑的问题。模具加工工艺是一项先进的制造工艺,已成为重要发展方向,在航空航天、汽车、机械等各行业得到越来越广泛的应用。模具加工技术,可以提高制造业的综合效益和竞争力。研究和建立模具工艺数据库,为生产企业提供迫切需要的高速切削加工数据,对推广高速切削加工技术具有非常重要的意义。本文的主要目标就是构建一个冲压模具工艺过程,将模具制造企业在实际生产中结合刀具、工件、机床与企业自身的实际情况积累得高速切削加工实例、工艺参数和经验等数据有选择地存储到高速切削数据库中,不但可以节省大量的人力、物力、财力,而且可以指导高速加工生产实践,达到提高加工效率,降低刀具费用,获得更高的经济效益。 1.冲压的概念、特点及应用 冲压是利用安装在冲压设备(主要是压力机)上的模具对材料施加压力,使其产生分离或塑性变形,从而获得所需零件(俗称冲压或冲压件)的一种压力加工方法。冲压通常是在常温下对材料进行冷变形加工,且主要采用板料来加工成所需零件,所以也叫冷冲压或板料冲压。冲压是材料压力加工或塑性加工的主要方法之一,隶属于材料成型工程术。 冲压所使用的模具称为冲压模具,简称冲模。冲模是将材料(金属或非金属)批量加工成所需冲件的专用工具。冲模在冲压中至关重要,没有符合要求的冲模,批量冲压生产就难以进行;没有先进的冲模,先进的冲压工艺就无法实现。冲压工艺与模具、冲压设备和冲压材料构成冲压加工的三要素,只有它们相互结合才能得出冲压件。 与机械加工及塑性加工的其它方法相比,冲压加工无论在技术方面还是经济方面都具有许多独特的优点,主要表现如下; (1) 冲压加工的生产效率高,且操作方便,易于实现机械化与自动化。这是
中等分辨率制备分离的 快速色谱技术 W. Clark Still,* Michael K a h n , and Abhijit Mitra Departm(7nt o/ Chemistry, Columbia Uniuersity,1Veu York, Neu; York 10027 ReceiLied January 26, 1978 我们希望找到一种简单的吸附色谱技术用于有机化合物的常规净化。这种技术是适于传统的有机物大规模制备分离,该技术需使用长柱色谱法。尽管这种技术得到的效果非常好,但是其需要消耗大量的时间,并且由于频带拖尾经常出现低复原率。当分离的样本剂量大于1或者2g时,这些问题显得更加突出。近年来,几种制备系统已经进行了改进,能将分离时间减少到1-3h,并允许各成分的分辨率ΔR f≥(使用薄层色谱分析进行分析)。在这些方法中,在我们的实验室中,媒介压力色谱法1和短柱色谱法2是最成功的。最近,我们发现一种可以将分离速度大幅度提升的技术,可用于反应产物的常规提纯,我们将这种技术称为急骤色谱法。虽然这种技术的分辨率只是中等(ΔR f≥),而且构建这个系统花费非常低,并且能在10-15min内分离重量在的样本。4 急骤色谱法是以空气压力驱动的混合介质压力以及短柱色谱法为基础,专门针对快速分离,介质压力以及短柱色谱已经进行了优化。优化实验是在一组标准条件5下进行的,优化实验使用苯甲醇作为样本,放在一个20mm*5in.的硅胶柱60内,使用Tracor 970紫外检测器监测圆柱的输出。分辨率通过持续时间(r)和峰宽(w,w/2)的比率进行测定的(Figure 1),结果如图2-4所示,图2-4分别放映分辨率随着硅胶颗粒大小、洗脱液流速和样本大小的变化。
文献综述 摘要:在科技技术日益发展的今天,冲压工艺得到不断的发展,在工业生产中的作用越来越重要。冲压技术在新技术、新工艺、新设备、新材料的涌现下,不断革新和发展。 关键词:冲压工艺、复合模、工艺设计 Abstract: In the increasing development of science and technol ogy today,the stamping process to get continuous dev elopment and plays more and more important role in the industrial produ ction.Stamping technology in the new technology, new technology, new equipment, the emergence of new mat erials, continuous innovation and development. Keywords: stamping process, compound die, process design 一.冲压的概念及其优点 1.1冲压的概念 冲压是利用安装在冲压设备(主要是压力机)上的模具对材料施加压力,使其产生分离或塑性变形,从而获得所需零件(俗称冲压或冲压件)的一种压力加工方法。冲压通常是在常温下对材料进行冷变形加工,且主要采用板料来加工成所需零件,所以也叫冷冲压或板料冲压。冲压是材料压力加工或塑性加工的主要方法之一,隶属于材料成型工程术。 冲压所使用的模具称为冲压模具,简称冲模。冲模是将材料(金属或非金属)批量加工成所需冲件的专用工具。冲模在冲压中至关重要,没有符合要求的冲模,批量冲压生产就难以进行;没有先进的冲模,先进的冲压工艺就无法实现。冲压工艺与模具、冲压设备和冲压材料构成冲压加工的三要素,只有它们相互结合才能得出冲压件。 1.2冲压的优点 冷冲压和线切割相比较,具有生产效率高、加工成本低、材料利用率高、产品尺寸精度稳定、操作简单容易实现机械化和自动化等一系列有点,特别适合于大批量生产。 冲压模具成形作为现代工业中一种十分重要的加工方法,用以生产各种板料零件,具有很多独特的优势,其成形件具有自重轻、刚度大、强度高、互换性好、成本低、生产过程便于实现机械自动化及生产效率高等优点,是一种其它加工方法所不能相比和不可替代的先进制造技术,在制造业中具有很强的竞争力,被广泛应用于汽车、能
punch冲头 insert入块(嵌入件) deburring punch压毛边冲子 groove punch压线冲子stamped punch字模冲子 round punch圆冲子special shape punch异形冲子 bending block折刀roller滚轴 baffle plate挡块located block定位块 supporting block for location定位支承块air cushion plate气垫板air-cushion eject-rod气垫顶杆trimming punch切边冲子stiffening rib punch = stinger加强筋冲子ribbon punch压筋冲子reel-stretch punch卷圆压平冲子guide plate定位板 sliding block滑块sliding dowel block滑块固定块 active plate活动板lower sliding plate下滑块板 upper holder block上压块upper mid plate上中间板 spring box弹簧箱spring-box eject-rod弹簧箱顶杆 spring-box eject-plate弹簧箱顶板bushing bolck衬套 cover plate盖板guide pad导料块 冲压模具-模板类常用中英文对照表(下) [2007-12-21] top plate上托板(顶板) top block上垫脚punch set上模座 punch pad上垫板punch holder上夹板
stripper pad脱料背板up stripper上脱料板 male die公模(凸模) feature die公母模 female die母模(凹模) upper plate上模板 lower plate下模板die pad下垫板 die holder下夹板die set下模座 bottom block下垫脚bottom plate下托板(底板) stripping plate内外打(脱料板) outer stripper外脱料板 inner stripper内脱料板lower stripper下脱料板 金属材料中英对照词汇 物料科学Material Science 物料科学定义Material Science Definition 加工性能Machinability 强度Strength 抗腐蚀及耐用Corrosion & resistance durability 金属特性Special metallic features 抗敏感及环境保护Allergic, re-cycling & environmental protection 化学元素Chemical element 元素的原子序数Atom of Elements 原子及固体物质Atom and solid material 原子的组成、大小、体积和单位图表The size, mass, charge of an atom, and is particles (Pronton,Nentron and Electron)
(此文档为word格式,下载后您可任意编辑修改!) 冷冲模具使用寿命的影响及对策 冲压模具概述 冲压模具--在冷冲压加工中,将材料(金属或非金属)加工成零件(或半成品)的一种特殊工艺装备,称为冷冲压模具(俗称冷冲模)。冲压--是在室温下,利用安装在压力机上的模具对材料施加压力,使其产生分离或塑性变形,从而获得所需零件的一种压力加工方法。 冲压模具的形式很多,一般可按以下几个主要特征分类: 1?根据工艺性质分类 (1)冲裁模沿封闭或敞开的轮廓线使材料产生分离的模具。如落料模、冲孔模、切断模、切口模、切边模、剖切模等。 (2)弯曲模使板料毛坯或其他坯料沿着直线(弯曲线)产生弯曲变形,从而获得一定角度和形状的工件的模具。 (3)拉深模是把板料毛坯制成开口空心件,或使空心件进一步改变形状和尺寸的模具。 (4)成形模是将毛坯或半成品工件按图凸、凹模的形状直接复制成形,而材料本身仅产生局部塑性变形的模具。如胀形模、缩口模、扩口模、起伏成形模、翻边模、整形模等。2?根据工序组合程度分类 (1)单工序模在压力机的一次行程中,只完成一道冲压工序的模具。 (2)复合模只有一个工位,在压力机的一次行程中,在同一工位上同时完成两道或两道以上冲压工序的模具。 (3)级进模(也称连续模) 在毛坯的送进方向上,具有两个或更多的工位,在压力机的一次行程中,在不同的工位上逐次完成两道或两道以上冲压工序的模具。 冲冷冲模全称为冷冲压模具。 冷冲压模具是一种应用于模具行业冷冲压模具及其配件所需高性能结构陶瓷材料的制备方法,高性能陶瓷模具及其配件材料由氧化锆、氧化钇粉中加铝、错元素构成,制备工艺是将氧化锆溶液、氧化钇溶液、氧化错溶液、氧化铝溶液按一定比例混合配成母液,滴入碳酸氢铵,采用共沉淀方法合成模具及其配件陶瓷材料所需的原材料,反应生成的沉淀经滤水、干燥,煅烧得到高性能陶瓷模具及其配件材料超微粉,再经过成型、烧结、精加工,便得到高性能陶瓷模具及其配件材料。本发明的优点是本发明制成的冷冲压模具及其配件使用寿命长,在冲压过程中未出现模具及其配件与冲压件产生粘结现象,冲压件表面光滑、无毛刺,完全可以替代传统高速钢、钨钢材料。 冷冲模具主要零件冷冲模具是冲压加工的主要工艺装备,冲压制件就是靠上、下模具的相对运动来完成的。 加工时由于上、下模具之间不断地分合,如果操作工人的手指不断进入或停留在模具闭合区,便会对其人身安全带来严重威胁。 1
五分钟搞定5000字-外文文献翻译 在科研过程中阅读翻译外文文献是一个非常重要的环节,许多领域高水平的文献都是外文文献,借鉴一些外文文献翻译的经验是非常必要的。由于特殊原因我翻译外文文献的机会比较多,慢慢地就发现了外文文献翻译过程中的三大利器:Google“翻译”频道、金山词霸(完整版本)和CNKI“翻译助手"。 具体操作过程如下: 1.先打开金山词霸自动取词功能,然后阅读文献; 2.遇到无法理解的长句时,可以交给Google处理,处理后的结果猛一看,不堪入目,可是经过大脑的再处理后句子的意思基本就明了了; 3.如果通过Google仍然无法理解,感觉就是不同,那肯定是对其中某个“常用单词”理解有误,因为某些单词看似很简单,但是在文献中有特殊的意思,这时就可以通过CNKI的“翻译助手”来查询相关单词的意思,由于CNKI的单词意思都是来源与大量的文献,所以它的吻合率很高。 另外,在翻译过程中最好以“段落”或者“长句”作为翻译的基本单位,这样才不会造成“只见树木,不见森林”的误导。 注: 1、Google翻译:https://www.doczj.com/doc/de18008110.html,/language_tools google,众所周知,谷歌里面的英文文献和资料还算是比较详实的。我利用它是这样的。一方面可以用它查询英文论文,当然这方面的帖子很多,大家可以搜索,在此不赘述。回到我自己说的翻译上来。下面给大家举个例子来说明如何用吧 比如说“电磁感应透明效应”这个词汇你不知道他怎么翻译, 首先你可以在CNKI里查中文的,根据它们的关键词中英文对照来做,一般比较准确。
在此主要是说在google里怎么知道这个翻译意思。大家应该都有词典吧,按中国人的办法,把一个一个词分着查出来,敲到google里,你的这种翻译一般不太准,当然你需要验证是否准确了,这下看着吧,把你的那支离破碎的翻译在google里搜索,你能看到许多相关的文献或资料,大家都不是笨蛋,看看,也就能找到最精确的翻译了,纯西式的!我就是这么用的。 2、CNKI翻译:https://www.doczj.com/doc/de18008110.html, CNKI翻译助手,这个网站不需要介绍太多,可能有些人也知道的。主要说说它的有点,你进去看看就能发现:搜索的肯定是专业词汇,而且它翻译结果下面有文章与之对应(因为它是CNKI检索提供的,它的翻译是从文献里抽出来的),很实用的一个网站。估计别的写文章的人不是傻子吧,它们的东西我们可以直接拿来用,当然省事了。网址告诉大家,有兴趣的进去看看,你们就会发现其乐无穷!还是很值得用的。https://www.doczj.com/doc/de18008110.html, 3、网路版金山词霸(不到1M):https://www.doczj.com/doc/de18008110.html,/6946901637944806 翻译时的速度: 这里我谈的是电子版和打印版的翻译速度,按个人翻译速度看,打印版的快些,因为看电子版本一是费眼睛,二是如果我们用电脑,可能还经常时不时玩点游戏,或者整点别的,导致最终SPPEED变慢,再之电脑上一些词典(金山词霸等)在专业翻译方面也不是特别好,所以翻译效果不佳。在此本人建议大家购买清华大学编写的好像是国防工业出版社的那本《英汉科学技术词典》,基本上挺好用。再加上网站如:google CNKI翻译助手,这样我们的翻译速度会提高不少。 具体翻译时的一些技巧(主要是写论文和看论文方面) 大家大概都应预先清楚明白自己专业方向的国内牛人,在这里我强烈建议大家仔
开关过电片冲压模具设计(一) 毕业设计文献综述一切从实际出发根据厂方现有的实际情况与客户所提供的资料及有关 要求,科学的、高质量的、完成客户所要求的任务。二、研究内容及预期目标在实习 期间亲自通过设计、组装、调试、修配模具等一系列的操作过程,对冲压模具的原理及有关注意事向有进一步的了解并达到对简单模具能独立完成的成度。三、研究方案对冲压 件进行结构分析,从各方面考虑其结构,到模具车间进行模具制造学习,积累生产实际经验,了解一些相关技术要求及注意事项。并通过每次对模具的调试与修配,记录有关数据认真分析提出最合理的方案解决出现的一系列问题。指导教师签字时 间年月日目录第一章、绪论 6 1.1概述 6 1.2 冲压技术的进步 6 1.3 模具的发展与现 状 7 1.4 模具CAD/CAE/CAM技术 7 第二章、冲压工艺方案的制定 9 2.1、工艺分析 10 2.2、排样图设计 10 第三章、模具总体结构设计 12 3.1 条料定位装置 12 3.2、出料装置 14 第 四章、模具零件的设计与计算 15 4.1、凸、凹模的刃口尺寸计算 15 4.2、凸凹模的设 计 21 4.3、模板的设计 24 4.4、卸料弹簧的选用 25 4.4、其他零件的设计 25 第五章、冲 压设备的选用 26 5.1、冲压力的计算 26 5.2、选择压力机 27 第六章、压力中心的计算 27 总结 29 致谢 30 31 第1章绪论 1.1 概述冲压成形作为现代工业中一种十分重要的加工方法,用以生产各种 板料零件,具有很多独特的优势,其成形件具有自重轻、刚度大、强度高、互换性好、成 本低、生产过程便于实现机械自动化及生产效率高等优点,是一种其它加工方法所不能相比和不可替代的先进制造技术,在制造业中具有很强的竞争力,被广泛应用于汽车、能源、机械、信息、航空航天、国防工业和日常生活的生产之中。在吸收了力学、数学、金属 材料学、机械科学以及控制、计算机技术等方面的知识后,已经形成了冲压学科的成形基本理论。以冲压产品为龙头,以模具为中心,结合现代先进技术的应用,在产品的巨大市场需求刺激和推动下,冲压成形技术在国民经济发展、实现现代化和提高人民生活水平方面发挥着越来越重要的作用。 1.2 冲压技术的进步进几十年来,冲压技术有了飞速的发展,它不仅表现在许多新工艺与新技术在生产的广泛应用上,如:旋压成形、软模具成形、高能率成形等,更重要的是人们对冲压技术的认识与掌握的程度有了质的飞跃[1]。现 代冲压生产是一种大规模继续作业的制造方式,由于高新技术的参与和介入,冲压生产方式由初期的手工操作逐步进化为集成制造(图1-1)。生产过程逐步实现机械化、自动化、并且正在向智能化、集成化的方向发展。实现自动化冲压作业,体现安全、高效、节材等优点,已经是冲压生产的发展方向。冲压自动化生产的实现使冲压制造的 概念有了本质的飞跃。结合现代技术信息系统和现代化管理信息系统的成果,由这三方面
冲压模具词汇 Counter bored hole 沉孔 Chamfer 倒斜角 Fillet 倒圆角 padding block垫块 stepping bar垫条 upper die base上模座 lower die base下模座 upper supporting blank上承板 upper padding plate blank上垫板 spare dies模具备品 spring 弹簧 bolt螺栓 document folder活页夹 file folder资料夹 to put file in order整理资料 spare tools location手工备品仓 first count初盘人 first check初盘复棹人 second count 复盘人 second check复盘复核人 equipment设备 waste materials废料 work in progress product在制品 casing = containerization装箱 quantity of physical inventory second count 复盘点数量 Quantity of customs count 会计师盘,点数量 the first page第一联 filed by accounting department for reference会计部存查 end-user/using unit(department)使用单位 Summary of year-end physical inventory bills 年终盘点截止单据汇总表 bill name单据名称 This sheet and physical inventory list will be sent to accounting department together (Those of NHK will be sent to financial department) 本表请与盘点清册一起送会计部-(NHK厂区送财会部) Application status records of year-end physical inventory List and physical inventory card 年终盘点卡与清册使用-状况明细表
浙江理工大学本科毕业设计(论文)文献综述报告
灯罩拉深成形分析及模具设计 1前言 全国数家家具企业在灯罩的加工中还是采用传统的以塑料位原材料的工艺进行生产,存在着“三低”(材料利用率低、设备效率低及生产率低)和“二高”(劳动强度高及制品成本高)等严重缺点。人们逐渐走上了健康、快乐、充满新意的现代化室内装潢,铝制灯罩代替塑料灯罩明显不断扩大,与塑料灯罩相比,铝制灯罩不仅是使用寿命长,还具有自身重量轻及外形色泽美观等特点。 目前,在我国已加入世界贸易组织的形势下,各种型号铝制灯罩的产量及价格不能满足灯具行业中剧烈竞争的要求,为了改革工艺,提高制品质量及生产效率,改善工人的劳动条件及降低制品成本,经研究表明,铝制灯罩采用冷挤压方法是一种行之有效的、具有高质量、高精度、高产量、低消耗、低投资及低成本等优点。该冷挤压技术的出现,对灯具行业的大批量生产是一场革命[1]。 现在冲压板材技术的广泛应用,对铝板进行拉伸成形为复杂板件以不是一个难题,关键在于设计过程中的优化,使其更加具有经济性。 2铝制品的广泛应用 铝板,顾名思义是指用铝材或铝合金材料制成的板型材料。或者说是由扁铝胚经加热、轧延及拉直或固溶时效热等过程制造而成的板型铝制品。目前铝板冲压形成的成品有各种类型:1、照明灯饰2、太阳能反射片3、建筑外观4、室内装潢:天花板,墙面等5、家具、橱柜6、电梯7、标牌、铭牌、箱包8、汽车内外装饰9、家用电器:冰箱、微波炉、音响设备等10、航空航天以及军事方面,比如中国目前的大飞机制造,神舟飞船系列,卫星等方面。 随着科学技术的发展,对压铸件产品的安全性和造型美观的要求不断提高。根据使用的不同,对零件的质量的评价有所不同。具体来说,若零件在力学性能、几何形状、尺寸精度、缩孔、气孔、粗糙度等方面满足使用要求,就是合格品;零件比图纸要求质量稍差些,但还能勉强使用,该零件就是次品。如果完全不符合使用要求,该零件就是废品。如何生产出高质量的零件,对节约材料、能源和
Analysis on the Chinese Enterprise Financing Abstract:The main sources of financing for small and medium sized enterprises (SMEs) are equity, trade credit paid on time, long and short term bank credits, delayed payment on trade credit a nd other debt. The marginal costs of each financing instrument are driven by asymmetric informatio n and transactions costs associated with nonpayment. According to the Pecking Order Theory, firms will choose the cheapest source in terms of cost. In the case of the static trade-off theory, firms cho ose finance so that the marginal costs across financing sources are all equal, thus an additional Euro of financing is obtained from all the sources whereas under the Pecking Order Theory the source is determined by how far down the Pecking Order the firm is presently located. In this paper, we argue that both of these theories miss the point that the marginal costs are dependent of the use of the fun ds, and the asset side of the balance sheet primarily determines the financing source for an additiona l Euro. An empirical analysis on a unique dataset of Portuguese SMEs confirms that the compositio n of the asset side of the balance sheet has an impact of the type of financing used and the Pecking Order Theory and the traditional Static Trade-off theory are rejected. For SME the main sources of financing are equity (internally generated cash), trade credit, ban k credit and other debt. The choice of financing is driven by the costs of the sources which is primar ily determined by costs of solving the asymmetric information problem and the expected costs assoc iated with non-payment of debt. Asymmetric information costs arise from collecting and analysing i nformation to support the decision of extending credit, and the non-payment costs are from collectin g the collateral and selling it to recover the debt. Since SMEs’ management and shareholders are oft en the same person, equity and internally generated funds have no asymmetric information costs an d equity is therefor e the cheapest source. 1 Asset side theory of SME financing In the previous section we have suggested that SME’s in Portugal are financed using internal g enerated cash, cheap trade credits, long and short-term bank loans and expensive trade credits and o ther loans. In this section the motives behind the different types of financing are discussed. 1.1 Cheap Trade credits The first external financing source we will discuss is trade-credits. Trade credits are interesting
冲模stamping die 冲裁模blanking die 落料模blanking die 冲孔模piercing die 修边模trimming die 切口模notching die 切口模lancing die 剖切模parting die 精修模shaving die 精冲fine blanking die 切断模cut-off die 弯曲模bending die 预弯模pre-bending die 卷边模curling die 扭曲模twisting die 拉伸模drawing die 反拉伸模reverse redrawing die 正拉伸模obverse redrawing die 变薄拉伸ironing die 成形模forming die 胀形模bulging die 压筋模stretching die 翻边模flanging die 翻孔模burring die 缩口模necking die 扩口模flaring die 整形模restriking die 压印模printing die 复合模compound die 正装复合模obverse…倒装复合模inverse… 级进模progressive die 单工序模single-operation die 无导向模open die 导板模guide plate die 导柱模guide pillar die 通用模universal die 自动模automatic die 组合冲模combined die 传递模transfer die 镶块模insert die 柔性模flexible die 多功能模multifunction die 简易模low-cost die 橡胶冲模rubber die 钢带模steel strip die 低熔点合金模low-melting-point al 薄板模laminate die 夹板模template die 校平模planishing die 齿形校平模roughed.. 硬质合金模carbide die 上模upper die 下模lower die 模架die set 通用模架universal die set 快换模架quick change die set 后侧导柱模架back-pillar die set 对角导柱模架diagonal-pillar die set 精冲模架fine blanking die set 滑动导向模架sliding guide die set 滚动导向模架ball-bearing die set 工作零件working component 凸模punch 定距侧刃pitch punch 凸凹模main punch 镶件insert 拼块section 软模soft die 定位零件locating component 定位销locating pin 定位板locating plate 挡料销stop pin 始用挡料销finger stop pin 导正销pilot pin 抬料销Lifter pin 导料板stock guide rail 侧刃挡块stop block for pitch punch 止退键stop key 侧压板Side-push plate . 限位块limit block 限位柱limit post 压料clamping 卸料stripping 送料feeding 卸料版stripper plate 固定卸料板fixed stripper plate 弹性卸料板spring stripper plate 推件块ejector block 顶件块kicker block 顶杆kicker pin 推板ejector plate 推杆ejector pin 连接推杆ejector tie rod 打料杆knock-out pin 卸料螺钉stripper bolt 拉杆tie rod 托杆cushion pin 托板support pin 废料切刀scrap cutter 顶料器cushion 承料板stock-supporting plate 压料板pressure plate 压边圈blank holder 齿圈压板vee-ring plate 推件板slide feed plate 自动送料装置automatic feeder 导向零件guide component 导柱guide pillar 导套guide bush 滚柱导柱ball-bearing.. 滚柱导套ball-bearing.. 钢球保持圈cage 制动件retainer 导板guide plate 滑块slide block 耐磨板wear plate 凸模保护套punch-protecting Bushing 固定零件retaining component 上模座punch holder 下模座die holder 凸模固定板punch plate 预应力圈shrinking ring 垫板bolster plate 模柄die shank 浮动模柄self-centering shank 斜楔cam driver 模具间隙clearance 模具闭合高度die shut height 最大闭合高度maximum shut heigt 闭合高度调节量adjustable distance 冲模寿命die life 压力中心load center 冲模中心die center 冲压方向pressing direction 送料方向feed direction 排样blank layout 搭边web 步距feed pitch 切边余量trimming allowance 毛刺burr 塌角die roll 光亮带smooth cut zone 冲裁力blanking force 弯曲力bending force 拉深力drawing force 卸料力stripping force 推件力ejecting force 顶件力kicking force .