昆山飞洋无纺布有限公司
Kunshan Feiyang Non-woven Fabric Co., Ltd 昆山三羊纺织机械有限公司
Kunshan Sanyang Textile Machine Co., Ltd
SY-1600单S 型丙纶纺粘法非织造布生产线简介
一 、用途:本设备用于丙纶纺丝成网、热轧加固的非织造布生产。以丙纶为主原料,辅以色母粒和抗氧化、抗起球、阻燃剂等添加剂,生产不同颜色、不同性质以适应不同用途的丙纶热轧纺粘非织造布。
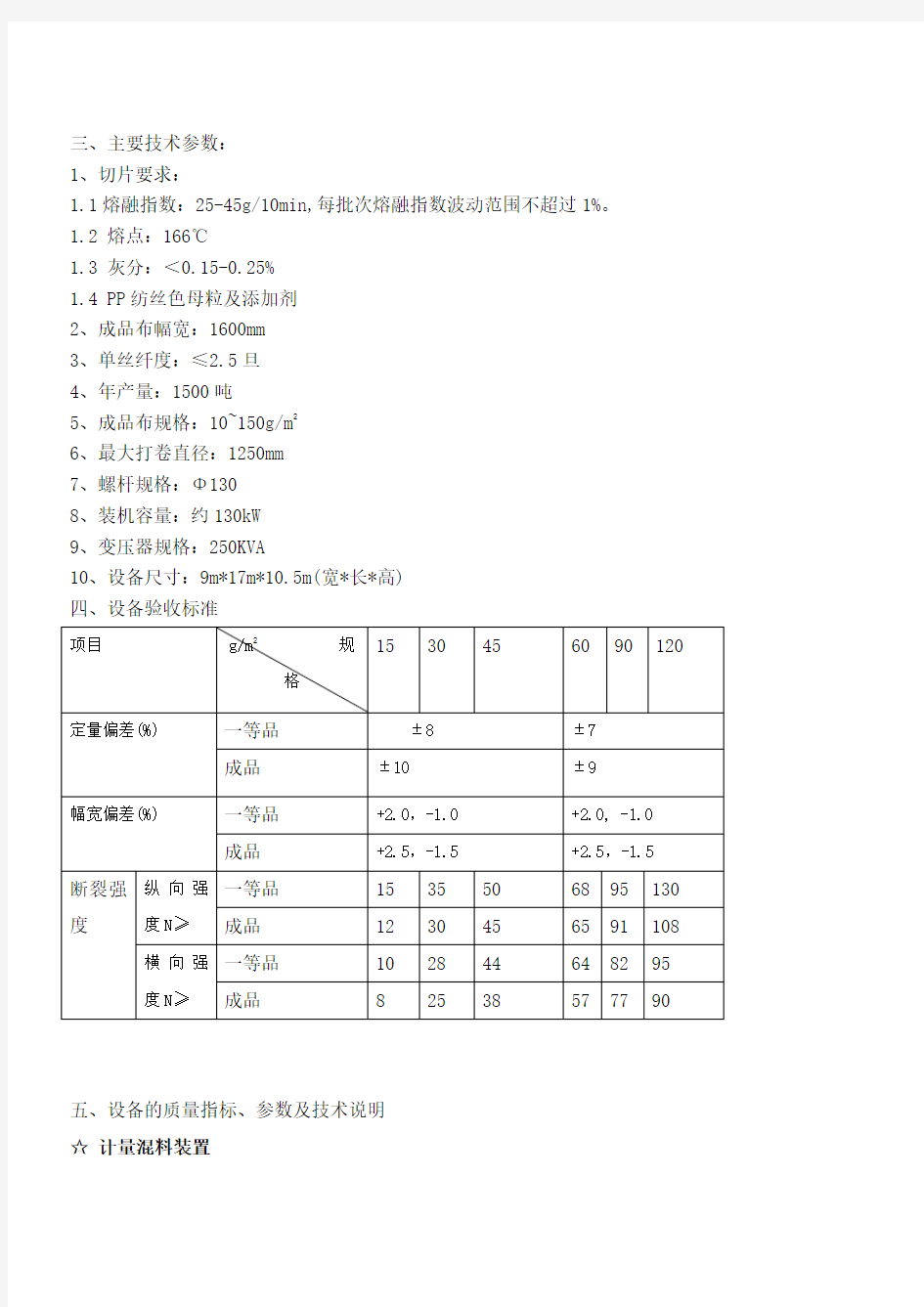
二、工艺流程:
成 品 布
丙纶
辅料1 辅料2
吸料、计量、混料装置
螺杆挤压机 切换过滤器
熔体管道
计量泵 纺丝箱
纺丝组件 冷却牵伸装置 铺网机
双辊热轧机 收卷机
油加热器(上)
油加热器(下)
边料
抽吸风机
空调系统
边料挤压机
单体抽吸
排放
排风
空气进口
纺丝机
切边成卷机
三、主要技术参数:
1、切片要求:
1.1熔融指数:25-45g/10min,每批次熔融指数波动范围不超过1%。
1.2 熔点:166℃
1.3 灰分:<0.15-0.25%
1.4 PP纺丝色母粒及添加剂
2、成品布幅宽:1600mm
3、单丝纤度:≤2.5旦
4、年产量:1500吨
5、成品布规格:10~150g/m2
6、最大打卷直径:1250mm
7、螺杆规格:Φ130
8、装机容量:约130kW
9、变压器规格:250KVA
10、设备尺寸:9m*17m*10.5m(宽*长*高)
四、设备验收标准
项目g/m2规
格
15 30 45 60 90 120
定量偏差(%)一等品±8±7
成品±10±9
幅宽偏差(%)一等品+2.0,-1.0+2.0, -1.0
成品+2.5,-1.5+2.5,-1.5
断裂强度纵向强
度N≥
一等品15 35 50 68 95 130
成品12 30 45 65 91 108 横向强
度N≥
一等品10 28 44 64 82 95
成品8 25 38 57 77 90
五、设备的质量指标、参数及技术说明☆计量混料装置
1、用途
本装置主要是把丙纶切片、色母粒及抗氧化、抗起球、阻燃剂等添加剂按一定的配比进行混合。
2、主要技术参数
2.1 最大喂送能力:300㎏/h
2.2 储料斗容积:1m3
2.3 最大混合组分数:3
3、设备组成及说明
3.1 储料斗 1台
有效容积1m3。主要材质为不锈钢,设低料位报警装置。
3.2 计量混料装置 1台
主要由一个主料桶二个辅料桶及一混合桶、吸料装置、金属检除器等部分组成。设高限位及低位报警装置,给料自动控制。配料螺杆电机为变频调速。
☆130型螺杆挤压机
1、用途:
本装置主要是把含有一定色母粒及抗氧化、抗起球、阻燃剂等添加剂的丙纶切片进行挤压熔融。
2、主要技术参数:
螺杆规格:Φ130,最大挤出量300㎏/h
螺杆转速:60r/min
螺杆加热区数:6区
Z4直流电机。
3、设备组成及技术说明
带进料口,配自动加热保温、冷却系统及超压报警系统。
☆挤压纺丝机
1、用途
经挤压熔融的熔体经过滤器、熔体管道,由计量泵定量输送至纺丝箱,由纺丝组件中喷出成丝。
2、主要技术参数
2.1 产量:1500t/year
单丝纤度:<=2.5旦
产品规格:10-150g/㎡
2.2 油压式插片过滤器
过滤精度:350目
滤网直径:150m m
2.3 计量泵及传动
泵供量:200CC
变频控制同步电机,中国产。
2.4 纺丝箱
加热形式:油加热
2.5 熔体管道
加热形式:油加热
2.6 单体抽吸装置
风全压:1300Pa
流量:844m3/h
2.7 纺丝组件
孔数:10019
孔径: 0.45mm
长径比:1:5
☆边料回收挤压机装置
1.用途:边料回收
2.回收螺杆采用交流变频调速。
规格:φ105
加热区:5区
☆冷却牵伸装置
1.用途:对丝束进行冷却牵伸2.主要技术参数:
名义工作宽度:1830㎜、设备组成
包括侧吹风室、上牵伸通道、下牵伸通道、扩散风道等。丝束冷却采用双面对称吹风,下牵伸风道牵伸狭缝可以根据工艺需要进行调节,调节系统采用力矩电机驱动。
☆铺网机
1.用途
为牵伸后的纤网提供载体。
2.主要技术参数
抽吸风量:23,000m3/h
最高机械速度:135m/min
使用工艺速度:10-130 m/min
网帘:透气率7,000~8,000m3/h.m2。
3. 设备组成
3.1网帘传动装置
3.2抽吸风道装置
3.3密封装置
3.4自动纠偏装置
3.5张紧装置
3.6机架部件
3.7预压辊
☆热轧机
主要参数:
速度:10-135m/min
工作幅宽:1850mm
轧辊形式:上辊为花辊,下辊为光辊
☆收卷机
主要参数:
速度:10-135m/min
工作幅宽:1850mm
纸管尺寸:Φ76mm
最大卷绕直径:1200mm
☆分切成卷机
主要参数:
速度:10-300m/min
工作幅宽:1850mm
最小分切宽度:100mm
最大成品布卷:Φ800mm
☆电气控制系统
由PLC加触摸屏控制。Siemens 变频器,低压电器,中国正泰,直流调速器,英国欧陆。
六、设备供货范围:
(一)主机设备:
序号设备名称数量设备来源备注
1 真空上料机1套外购张家港
2 降温母粒色母粒系统1套自制三组份注塞机及配吸粉
料机
3 螺杆挤压机1套外购L/D1:30金湖Φ130
4 边料辅助螺杆及边料回收装置1套外购金湖
5 切换式熔体过滤器1套自制
6 计量泵及传动装置1套西安200CC
7 纺丝模头1套自制
8 喷丝板及纺丝组件2件外购江苏吴中
9 单体抽吸排放装置1套自制
10 冷却吹风装置1套自制
11 狭缝牵伸装置1套自制
12 铺成网机1台自制
13 抽吸风装置及送、排风管道1套自制
14 双辊热轧机1套(小方格)外购广宇轧辊
15 速张力调节1套自制
16 成卷机1套自制
17 冷风、送风系统(风机) 1套外购南通30Kw、37Kw
18 电控装置及变频器1套外购带触摸屏、西门子变频器、RKC温控表
19 分切机1套自制
20 纺丝钢平台1套现场制造
21 冷冻机10万大卡1套外购上海开利
22 空压机1套外购台湾捷豹
23 超声波清洗设备1套外购张家港
24 煅烧炉1套外购盐城
25 油炉2套外购盐城
26 特制专用工具1套自制
(三)备品备件清单
1、模头过滤网10套,喷丝板密封用Ф3.2mm,聚四氟乙烯100米,喷丝板罗栓一套(30条)
2、成网履带2条
3、温度传感器5条
4、温控器3个
5、加热棒各3块
6、各外购件厂家所配套的易损件.
7、圆过滤网100片
(四)设备功率清单:
No. 组件额定功率(kw) 使用率
1 吸料机 5.5 0.68
2 混料料斗0.37*
3 0.8
3 主螺杆90+95 0.4
4 计量泵 5.
5 0.6
5 油加热循环系统4*2 0.7
6 成网,预压辊7.5+15 0.7
7 轧机30 0.6
8 收卷7.5 0.7
9 分切 5.5 0.7
10 真空冷却拉伸37 0.6
11 抽吸风机30 0.65
12 冷冻机36 0.6
13 供水系统13 0.6
14 煅烧炉36 0.4
15 超声波清洗器 5 0.4
16 车间照明30 0.5
17 加热油炉48*2 0.4
18 回料螺杆15+25 0.4
注: 1. 所有与三羊机器直接相连的过滤器、阀门及仪表由三羊提供;
2. 本机采用中国电机,变频器全部采用西门子变频.
八、买方供货范围.
1.供电
2.控制柜和变压器间的配电盘
3. 准备地脚(三羊提供图纸)
4. 水池: 30-40m3
5. 电子天平:0-200g
6. 秤: 0-150kg
7. 无纺布塑料包装袋
8.纸筒管.
9. 吊车: 15t
10. 钳工用普通工具:扳手等
11.MoS2高温润滑脂
12.硅油
13.电焊机
商务条款:
1.价格:170万
2.交货期:合同生效后__3__个月.
3.付款方式:预付合同总价的30%,合同生效,提货前再付总价65%,余款在
设备安装调试结束后三个月内付清。
4.报价有效期为一个月
5.安装:供方将派人到用户工厂指导安装和调试,需方将负担当地的吃、住及
交通费用。
昆山市三羊纺织机械有限责任公司
第一章总论 第一节项目可行性研究工作依据 1.1.1可行性研究工作依据 (1)国家发展和改革委员会发改工业[2006]1072号《纺织工业“十一五”发展纲要》。 (2)《纺织工业调整和振兴规划》2009.2.4 (3)国家产业政策和纺织工业产品结构调整要求。 (4)《山东省纺织工业调整振兴规划》2009-2011 (5)山东华兴纺织集团有限公司中长期发展规划。 1.1.2可行性研究工作指导思想 非织造布,在公元前就己出现。众所周知我国是最早发明造纸技术的,就是今天湿法非织造技术的基础,在国外,二十世纪初开始了现代非织造技术的研究,经历了萌芽期、发展期、高速成长期,很快在纺织工业中形成了一个新的行业,到了二十世纪中后期出现了以纺丝成网法、水刺法为代表的高新技术,使非织造布技术进一步得到升华。 非织造材料是跨四种柔性材料生产系统的一个技术含量高、市场需求面广、涉及范围宽、超乎想象、无限发展的现代新型材料产业。世界上没有其他任何一种类似布结构的材料能像非织造布那样集各种性能于一身,适应如此众多的最终用品的需求。非织造布不仅已在相当多的最终用品中替代了其他材料成为主要市场中的标准材料,而且在许多新产品开发中也作为首选材料。非织造工业以惊人的发展速度被誉为纺织界的“朝阳工业”。
水刺缠绕法非织造布生产技术是利用高压形成的“水针”,使纤维缠结、编织在一起而形成柔软性好、强度高的非织造布。因为使用洁净水使纤维缠结,不需要树脂胶合,具有制造简单、环保性好的特性。随着改革开放的不断深入,我国国民经济飞速的发展,人民生活水平迅速提高,加上人们对水刺在内的非织造布应用性能的认识与理解,目前普遍认为水刺非织造布的市场形势看好。 全世界非织造材料年总产量50年代末不到5万吨,60年代末迅速增至25万吨左右,70年代末约65万吨,80年代末120万吨,1996年总产量约为250万吨,1999年已经达到280万吨,预计2010年将达到500万吨。目前在数量上中国已经超过日本,成为世界除北美和欧洲以外第三大非织造布地区。非织造工业急剧增长,主要得益于技术创新带来的生产成本的降低,新的应用领域的开拓以及替代相当数量的纺织品与针织品。目前非织造材料仅占纺织品市场的1%~2%。在非织造材料中,用即弃产品占83%,耐用品仅占17%,悬殊巨大的比例意味着非织造材料的发展潜力是无限的。 1978年我国非织造布产量为3000多吨;1982年增至7000多吨;1990年迅速增至8万吨;1996年达到18.5万吨;1997年接近20万吨;2000年约25万吨;2006年产量达到139.66万吨,比2005年117.7万吨增加了21.96万吨,年增长率达到18.66%。特别是水刺、纺粘、针刺、浆粕气流成网等非织造布增长较快。以人均消费量计算,我国人均非织造布产量仅0.16kg,远远落在美国3.7kg,西欧、日本2.1kg水平之后。因此,我国非织造布行业有着极其广大的发展空间和发展潜力。 水刺法这种特殊的工艺,是由美国的杜邦、奇考比两家公司发
1熔喷法非织造布生产流程概述 熔喷法非织造布是20世纪50年代首先在美国研制成功的,我国也曾在60年代初进行过研制。它由高熔融指数的聚丙烯切片直接纺丝成布,是一种高新技术产品。目前,美国的年产量约为l5万,t我国的年产量为5000t。熔喷法非织造布的生产过程是:将聚丙烯切片(FR400-1200)通过螺杆挤压机使其熔融,经过喷丝孔将其喷出成为纤维状,并在高速(13000m/min)热气流的喷吹下,使之受到强大拉伸,形成极细的短纤维,这些短纤维被吸附在成网帘上,由于纤维凝聚成网后仍能保持较高的温度,从而使纤维间相互粘连成为熔喷法非织造布,最后进行成卷打包。其生产流程如图1所示。 1.螺杆挤出机; 2.计量泵; 3.熔喷装置; 4.接收网; 5.卷绕装置; 6.喂料装置图1 熔喷法非织造布生产流程图 熔喷法非织造布连续性生产线的设备高约6m,宽约5m,长约20m,其生产设备如下: (1)螺杆挤压机:螺杆直径一般为100~120mm,长/径比为30,其目的是将切片熔化。 (2)计量泵:其作用是精确计量,控制产量和纤维的细度,为齿轮泵,将熔体连续输送到喷丝头。 (3)熔体过滤器:其作用是将熔体中的杂质过滤掉,以免堵塞喷丝孔。
(4)输送网帘:将熔喷纤维均匀接收铺在网上,向前输送,其下面有吸风机,将上面下来的热风排出。 (5)纺丝箱体:是熔喷工艺的关键设备,有1块长条形喷丝板,板上布满一长列喷丝孔,一般每m长约有1500个喷孔。喷丝板两侧面装有热空气喷管,下装有热空气喷孔,与喷丝孔成50b角,使纤维喷出之后,即刻用高速热空气进行气流拉伸,把纤维吹断,成为超细纤维。 (6)喂料系统:由3个计量斗组成,分别用于计量白色切片、色母粒、添加剂,3种组分进入下面的混合搅拌器混合均匀,即投入生产。(7)热风机与加热器:提供纺丝气流拉伸时所用的热空气的温度与压力,用电加热,耗电量较大。 (8)卷取机采用全自动卷取,将熔喷布成卷包装。熔喷法非织造布的纤维特点是超细,其纤维直径最小可达到,一般在1~5Lm之间。纤维越细,熔喷布质量越好,但产量相对减少。由于纤维超细,其比表面积大,吸附能力强,这是熔喷布最突出的优点。
无纺布(非织造布)常识 一、无纺布(非织造布)的概念以及用途: 无纺布(非织造布)是一种不需要纺纱织布而形成的织物,只是将纺织短纤维或者长丝进行定向或随机撑列,形成纤网结构,然后采用机械、热粘或化学等方法加固而成。简单的讲就是:它不是由一根一根的纱线交织、编结在一起的,而是将纤维直接通过物理的方法粘合在一起的,所以,当你拿到你衣服里的粘称时,就会发现,是抽不出一根根的线头的。非织造布突破了传统的纺织原理,并具有工艺流程短、生产速度快,产量高、成本低、用途广、原料来源多等特点。 它的主要用途大致可分为: (1)医疗卫生用布:手术衣、防护服、消毒包布、口罩、尿片、妇女卫生巾等; (2)家庭装饰用布:贴墙布、台布、床单、床罩等; (3)跟装用布:衬里、粘合衬、絮片、定型棉、各种合成革底布等; (4)工业用布:过滤材料、绝缘材料、水泥包装袋、土工布、包覆布等; (5)农业用布:作物保护布、育秧布、灌溉布、保温幕帘等; (6)其它:太空棉、保温隔音材料、吸油毡、烟过滤嘴、袋包茶叶袋等。 二、无纺布(非织造布)的技术特点与分类: (一)无纺布(非织造布)的技术特点: 1,多学科交叉 2,工艺流程短程化,劳动生产率高 3,生产速度高,产量高 4,可应用纤维原料范围广 5,工艺变化多,技术纺织品特征明显 6,资金规模大,技术设计要求高 在此,我们将各种设备的生产速度做了一个比较,大家对无纺布(非织造)的生产速度有一个对比了解: 生产方法机型相对生产速度 织机自动有梭织布机 1 无梭织布机10 针织纬编大圆机28 高速经编机71 非织造 缝编机90 针刺机(4m工作宽度)125 针刺机(特宽幅)360 黏合法生产线600 热轧法生产线1800 纺丝成网法生产线200--2000 湿法生产线2300--10000 (二)无纺布(非织造布)分类 1,按照生产工艺性质不同,可分为三大类:干法、聚合物挤压成网法、湿法,目前国内外最多的生产工艺是干法、聚合物挤压成网法。 2,按照加固技术来分 (1)水刺加固:水刺布;
无纺布生产工艺 无纺布是一种不需要纺纱织布而形成的织物,只是将纺织短纤维或者长丝进行定向或随机撑列,形成纤网结构,然后采用机械、热粘或化学等方法加固而成。简单的讲就是:它不是由一根一根的纱线交织、编结在一起的,而是将纤维直接通过物理的方法粘合在一起的,所以,当你拿到你衣服里的粘称时,就会发现,是抽不出一根根的线头的。非织造布突破了传统的纺织原理,并具有工艺流程短、生产速度快,产量高、成本低、用途广、原料来源多等特点。 它的主要用途大致可分为: (1)医疗卫生用布:手术衣、防护服、消毒包布、口罩、尿片、妇女卫生巾等;(2)家庭装饰用布:贴墙布、台布、床单、床罩等; (3)跟装用布:衬里、粘合衬、絮片、定型棉、各种合成革底布等; (4)工业用布:过滤材料、绝缘材料、水泥包装袋、土工布、包覆布等; (5)农业用布:作物保护布、育秧布、灌溉布、保温幕帘等; (6)其它:太空棉、保温隔音材料、吸油毡、烟过滤嘴、袋包茶叶袋等。 无纺布的分类: 一、水刺无纺布 水刺工艺是将高压微细水流喷射到一层或多层纤维网上,使纤维相互缠结在一起,从而使纤网得以加固而具备一定强力。 二、热合无纺布 热粘合无纺布是指在纤网中加入纤维状或粉状热熔粘合加固材料,纤网再经过加热熔融冷却加固成布。 三、浆粕气流成网无纺布
气流成网无纺布又可称做无尘纸、干法造纸无纺布。它是采用气流成网技术将木浆纤维板开松成单纤维状态,然后用气流方法使纤维凝集在成网帘上,纤网再加固成布。 四、湿法无纺布 湿法无纺布是将置于水介质中的纤维原料开松成单纤维,同时使不同纤维原料混合,制成纤维悬浮浆,悬浮浆输送到成网机构,纤维在湿态下成网再加固成布。 五、纺粘无纺布 纺粘无纺布是在聚合物已被挤出、拉伸而形成连续长丝后,长丝铺设成网,纤网再经过自身粘合、热粘合、化学粘合或机械加固方法,使纤网变成无纺布。六、熔喷无纺布 熔喷无纺布的工艺过程:聚合物喂入---熔融挤出---纤维形成---纤维冷却---成网---加固成布。 七、针刺无纺布 针刺无纺布是干法无纺布的一种,针刺无纺布是利用刺针的穿刺作用,将蓬松的纤网加固成布。 八、缝编无纺布 缝编无纺布是干法无纺布的一种,缝编法是利用经编线圈结构对纤网、纱线层、非纺织材料(例如塑料薄片、塑料薄金属箔等)或它们的组合体进行加固,以制成无纺布。
年产吨无纺布生产线项目 The final edition was revised on December 14th, 2020.
xx县XX无纺布有限公司 年产XXXX吨无纺布生产线项目可行性研究报告 二○一二年六月
目录
第一章总论 项目背景 1.1.1项目名称 年产XXXX吨无纺布生产线项目 1.1.2项目实施单位概况 (1)单位名称:xx县XX无纺布有限公司 (2)法定代表人:XXX (3)单位概况 xx县XX无纺布有限公司拟在XXX市xx县投资10000万元建设年产XXXX吨无纺布生产线项目,公司以生产环保型无纺布为主,逐步完善以无纺布为主的产业链,最终形成完善的行业生产个销售体系。 1.1.3项目可行性研究报告编制依据 (1)《纺织工业调整和振兴规划》(2)国家产业政策和纺织工业产品结构调整要求 (3)《xxx省纺织工业调整振兴规划》2009-2011 (4)xx县工业园区发展总体规划 (5)项目单位提供的有关资料 1.1.4项目提出的理由 无纺布是一种非织造布,它是直接利用高聚物切片、短纤维或长丝将纤维通过气流或机械成网,然后经过水刺,针刺,或热轧加固,最后经过后整理形成的无编织的布料。具有柔软、透气和平面结构的新型纤维制品,优点是不产生纤维屑,强韧、耐用、丝般柔
软,也是增强材料的一种,而且还有棉质的感觉,和棉织品相比,无纺布的袋子容易成形,而且造价便宜。它是新一代环保材料,具有拒水、透气、柔韧、不助燃、无毒无刺激性、色彩丰富等特点。该材料若置于室外经自然分解,其最长寿命只有90天,置于室内在8年内分解,燃烧时无毒、无味、且无任何遗留物质,从而不污染环境,故环保由此而来。由于产品用途广泛,市场前景广阔可以充分改变产业结构,从而增强市场竞争力,对当地经济发展可产生积极影响。根据xx县工业园区发展规划,xx县XX无纺布有限公司决定在XXX市是xx县投资年产XXXX吨无纺布生产线项目。 项目概况 1.2.1项目建设地点 项目建设地点位于XXX市xx县工业园。 1.2.2建设规模 项目建成达产后,生产各种无纺布年产量达XXXX吨,年销售收入达到9000万元。 1.2.3项目建设期 项目建设期为1年,即2012年6月~2013年5月。 1.2.4建设内容 厂区总占地20000平方米,总建筑面积15000平方米,主要建设内容包括生产车间、办公楼、宿舍楼等,配套建设变配电站等公用工程。 1.2.5投资规模
生产线异常管理办法 1. 目的与范围 1.1为建立各相关部门对生产异常的责任制度,以减少生产损失,提高生产效率,提升按期交付能力,特制定本管理办法。 1.2本管理办法适用于xx客车(不含试制样车)生产过程的异常管理。 2. 术语定义 2.1生产线: 系指各厂焊装、涂装、总装、完检、底盘等作业线。 2.2生产异常: 系指造成生产线停工或生产进度延迟的情形,由此造成的无效工时,亦可称为异常工时。生产异常包括计划异常、物料异常、设备异常、品质异常、技术异常、订单异常和作业异常。 2.3生产停线: 系指异常发生时,造成生产线停滞或生产线空线。 2.4异常类型: 生产异常指下列异常:计划异常、物料异常、设备异常、品质异常、技术异常、订单异常和作业异常。 (1)计划异常:因生产计划临时变、安排失误或未按计划执行等导致的异常。 (2)物料异常:因物料供应(含指定配套件)不及时(缺料)或物料状态来错导致的异常。(3)设备异常:因设备故障或水、电、气等原因而导致的异常。 (4)品质异常:因生产过程中品质问题处理不及时而导致的异常。 (5)技术异常:因产品设计、工艺或其他技术资料问题而导致的异常。 (6)订单异常:因营销公司订单状态变更或未按计划确定、反配套件供应不及或来料状态错误而导
致的异常。 (7)作业异常:因生产单位作业失误导致的异常。 生产线异常管理办法
3. 各单位职责 3.1生产保障部 3.5.3负责物料异常责任单位判定; 3.5.4负责及时审核处理异常申报。
标
361负责本厂库管件配送物料异常归口管理; 362负责组织处理本厂库管件配送物料异常、送料人维护、及时报缺和首件送检等问题,跟踪闭环; 3.6.3负责本厂库管件配送物料异常责任单位判定; 364负责及时审核处理异常申报。 3.7各专业厂(生产管理科) 3.7.1负责本厂生产计划异常及作业异常归口管理; 3.7.2负责组织处理本厂生产计划异常及作业异常问题,跟踪闭环; 3.7.3负责本厂生产计划异常及作业异常责任单位判定; 3.7.4负责本厂生产异常的预警,及时申报生产过程中生产异常; 3.7.5负责协助生产异常归口管理单位异常处理。 3.8企业管理与信息技术部 3.8.1负责生产相关信息系统的正常运行维护和管理。 3.8.2负责对异常责任判定二次申诉进行仲裁。 3.9人力资源部 3.9.1负责本办法执行考核结果的落实。 4. 办法内容 生产异常管理按照“四不放过”原则管理:异常原因未查清不放过、异常责任人未受到处理不放过、异常责任人没有受到教育不放过、针对异常制定的整改措施未落实不放过。 4.1异常处理流程 生产线异常管理办法
非织造布的发展史(834字) 非织造技术兴于近代,但这项技术的仿生原理却可追溯到几千年前的中国古代。考古学家证实,远在七千年前,中国就已能将野蚕驯养成家蚕,抽丝制帛,用作装饰与服装。我们 祖先用来抽丝的蚕茧,从原理上启示了今日的仿粘法非织造布。近代考古还证实,早在公元 前二世纪,我们的祖先受漂絮的启发而发明了大麻纤维纸,在衬垫的竹垫上留下了一层薄薄 的丝絮,从原理上说,这种漂絮是完全相同与今日的湿法非织造布。 非织造布的工业化生产是近一百多年的事情。是英国一家公司首先设计制造了一台针刺 法非织造布样机。 真正的非织造布工业现代化生产是在第二次世界大战后才开始的,随着战争的结束,全 球百废待兴,各种纺织品的需求量越来越大。在此情况下,非织造布获得了迅速发展,迄今大致经历了四个阶段。第一阶段是现代非织造布生产的萌芽期。在此期间,只有美国、德国 和英国等少数几个国家在研究与生产非织造布,其产品以粗厚的絮垫类非织造布为主。第二阶段是非织造布的成长期,非织造布技术迅速转化为商业化生产。第三阶段是非织造布的迅 速发展期。在这年间,在非织造布产量继续高速增长的基础上,非织造布技术同时取得了许 多实质性的进展,引起世人瞩目,非织造布生产地域也迅速扩大。至此时,在全球已形成非 织造布产量达到2万吨、产值超过2亿美元的新兴工业,这是建立在石油化工、塑料化工、精细化工、造纸工业及纺织工业等部门大协作基础上的新兴行业,被誉为纺织工业中的朝阳工业”一点也不为之过,其产品在国民经济各部门得到了广泛的应用。第四阶段是稳固发展期,在此期间,纺丝成网、熔喷法非织造布技术在生产中得到迅速推广应用,机械制造厂也纷纷向市场推出成套的纺丝成网、熔喷法非织造布生产线。干法非织造布技术在这一时期 也有了重要的进展,水刺法非织造布投入了商业化生产,泡沫浸渍粘合、热轧粘合等技术得 到推广应用。 我国是从1958年开始研究非织造布,1965年在上海建立了我国第一家非织造布厂,上海无纺布厂,近年来
1.2工艺设备流程概述 1.进棉 人工将原料短纤按比例放在长帘上,由长帘输送到混棉机入口。 2.混棉 2-1 用光电控制进棉机送入的给棉量; 2-2 用光电控制混棉机内的存棉量并定量(厚度或重量)送到开松机入口。3.开松 3-1 喂入部分由给棉机的光电控制来控制喂入量; 3-2 将开松好的原料(短纤)用风机通过物料管道送到给棉机内。 4.给棉 4-1 用光电开关控制从开松机送入的原料(短纤); 4-2 通过斜钉帘上的光电仪来控制送到与梳理机入口的原料(短纤)给入量。 5.预梳理 5-1用变频控制进入量(厚度或重量); 5-2 方法:人工微调变频机速度送到铺网机。 6.铺网机 将进入铺网机的原料经横向纵向交叉折叠5层以上的已铺好的成片状的短纤送入主梳理机。 7.主梳理 7-1 变频控制由铺网机送来的片状短纤; 7-2 经锡林、工作辊、剥取辊将原料(短纤)进行分梳; 7-3 经道夫将原料(短纤)转移到杂乱辊上; 7-4 杂乱辊将纤维打乱增加横向强度 7-5 剥网辊将成型网从杂乱辊上剥离,送到纤网传送帘上(三层复合); 7-6 经切边机切边进入热轧(切下的边料通过风管送到给棉机内)。 8.热轧 将从主梳机进入热轧机上下热辊的片状原料(短纤)通过热辊温度、压力控制(调整对工艺所需要的温度、压力)进行热压成形。 *热辊温度:由加热油炉将热油(235~240℃)经热油泵送入上下热辊。 *热辊压力:由空压机提供的压缩风经调压装置(上压 1.2MPa 下压0.8~ 0.9MPa)进入调压气缸 9.卷绕 将从热轧机出来的产品经切边,计长进行卷绕成卷(成卷最大直径800mm)。 10.成品检验称重 10-1 按产品质量标准取样检测其物理指标; 10-2 每卷产品称重。 11.倒卷 对从卷绕机成卷产品在成卷过程中产生的断头数有要求的需重新进行倒卷并将断头做出标记。 12.包装、入库、出厂 12-1 根据不同产品进行不同的包装,贴标签; 12-2 包装好的产品入库; 12-3 销售出厂。
第七章纺粘法非织造布生产技术 第一节概述 纺粘法非织造布是聚合物挤压成网法非织造布中技术最成熟、产品应用最广泛的非织造布生产方法。纺粘法非织造技术是化纤技术与非织造技术紧密结合的典范,它是利用化学纤维纺丝成型原理,在聚合物纺丝过程中使连续长丝纤维铺置成网,纤网经机械、化学或热粘合加固成布,整个过程由一套设备完成。其结构特点是由连续长丝随机组成纤网(纤维集合体),具有很好的物理机械性能。纺粘技术是DuPont和Freudenberg两大公司于20世纪50年代末和60年代初分别在美国和欧洲同时开发和工业化的。然而第一条商业化的纺粘生产线却是德国Lurgi公司开发的Docan技术,它需要高额的投资,且生产成本高,是中小型企业无力购买和经营的。80年代中期,德国莱芬豪舍公司开发了一种新的纺粘工艺,它的造价低,生产规模小,生产成本低,深受中小型企业的欢迎。与此同时,出现了若干家能提供整套纺粘生产线的公司,从此纺粘法生产进入了高速增长时期。 据世界最大的纺织机械制造商苏拉(Saurer)公司的统计,2005年全球纺丝成网法非织造布(包括纺粘、熔喷及其复合产品)产量为220万吨,占当年非织造布总产量511.5万吨的43.2%,而我国2005年纺丝成网法非织造布(包括纺粘、熔喷及其复合产品)产量为44.86万吨,占我国当量总产量的38.98%,占全球纺丝成网法非织造布产量的20.4%,成为世界最大的纺粘法非织造布生产基地。 我国纺粘法非织造布的工业化生产始于1987年,当时广州第二合成纤维厂从Reifenhauser公司引进年产l000t的生产线,而后上海合成纤维研究所和纺织工业非织造布技术开发中心也相继分别由意大利NWT公司引进年产l000t的生产线。这3条生产线开拓了中国纺粘法非织造布工业之先河。此后,我国继续从STP、NWT、Reifenhauser 等公司引进纺粘生产线,并成为世界纺粘法非织造布发展最快的国家。l991年全国仅有3条生产线,年生产能力3000t,到2006年,全国已有342条生产线(其中绦纶生产线15条),年生产能力达81.3万t(其中PET54400吨),实际产量已达到53万t,位居全球之首。以生产能力来计算,从1000吨到81万t,二十年间我国纺粘产能增长了810倍,平均年增长率达52%,如此高的增长率,在全球纺织行业中十分罕见。中国
非织造布生产线在汽车工业上的应用 Alfred Watzl (Fleissner GmbH) 摘 要:简述汽车用纺织品的市场情况,主要介绍汽车工业用非织造布及其加工方法,包括Fleissner非织造设备的性能和用途。 关键词:非织造布,汽车用纺织品,生产,设备,应用 中图分类号:TS173 文献标识码:A 文章编号:1004-7093(2004)08-0006-08 1 简介 人们很早就已经认识到现代汽车不仅仅是用金属制成的,用塑料和纺织品加工的汽车零件的数量在不断增加。这些零件重量轻、价格便宜,有助于汽车设计者追求其独具魅力的时尚设计,并由此营造出豪华与舒适的氛围。 非织造布被用作各种汽车内饰物,如座椅、门和车身挡板的包覆材料、车顶基布和车顶衬里。非织造布还可用作汽车地毯、行李箱的衬里以及隔音和绝热材料。 2 市场情况(全球和中国) 北美和欧洲汽车内饰用织物用量约为5亿~ 6亿m2,非织造布占据其中一定的份额。结构织物(如产业用纺织品/非织造布)在汽车工业领域的用量可能翻倍。 根据美国非织造布工业协会(I NDA)的信息,汽车上40多个零件是用非织造布加工的。除机织物和针织物以外,更主要的还有新型轻薄织物,用于吸声结构、涂层织物、人造皮革以及复合产品中的泡沫材料。先进的技术使得汽车地板、门以及车顶等部位更加柔软、触摸舒适,并且在保持透气性的同时提高了耐用性。聚烯烃泡沫材料的使用提高了聚丙烯材料的利用率,用100%聚丙烯 收稿日期:2004-07-05材料加工的结构件易于重复利用,所以这种材料变得更加有吸引力。 汽车的购买者会在安全性和舒适性方面提出更高的要求,这也要求纺织品的供应商注意产品的安全性和舒适性。许多法律通用条款有利于产品重量减轻并且易于回收利用,而非织造布和产业用纺织品在这方面会发挥作用。 车用纺织品(包括非织造布)的贸易在持续增长。2002年全球汽车产量为5800万辆(其中包括850万辆商用车),因此众多的纺织品公司和非织造布生产商把羡慕的目光投向了这个市场。预计全球汽车年增长率为2.8%~3%,中国和东欧市场更具发展潜力。1977年生产1辆汽车平均需要1m2非织造布,而目前每辆客车非织造布的用量已达到20m2,而且这个数字还在继续增长。 同样,在中国汽车正在逐渐取代自行车成为出行和运输的工具。2003年中国生产了200万辆汽车,其中大约有70万辆是由德国厂商在华投资的企业生产的,占到了市场总额的36%。预计到2010年中国的汽车总产量将达到820万辆,那么中国最终将由一个汽车进口国变成出口国。仅在2004年的第一季度,中国的客车市场膨胀了48%。大众汽车(VW)公司与他的合作伙伴上海汽车工业公司(SAIC)规划一个新的工厂;此外,其在沈阳的工厂正在全力生产。宝马汽车公司(BMW)已经与中国的合作者在沈阳签署投资一个新的合资工厂。戴姆勒 克莱斯勒公司(Daim 综述 产业用纺织品 总第167期
年产5000吨丙纶复合SS无纺布生产线项目 可 行 性 研 究 报 告
目录No table of contents entries found.
第一章项目总论 第一节项目背景 1.1.1项目概况 项目名称:年产5000吨丙纶复合SS无纺布生产线 项目承担单位:####天润无纺布有限公司 项目拟建设地址:####弋阳工业园区 1.1.2项目建设背景 丙纶SS型纺粘无纺布有广阔的市场纺粘法无纺布技术工业起源于60年代,早期的设备造价高,能耗高,纺丝纤度和成网均匀度以及生产效率都不够理想,未显示出其突出优势。上世纪90年代以来,世界纺粘技术向细旦化,多组分,多聚合物适纺性以及工艺组合化方向发展。产量提高,成本减低,从而得到更广泛的发展。 丙纶SS复合无纺布现在广泛应用到纺织服装,装饰材料,医疗卫生材料,土工,农业等众多领域。产品在日本,韩国,东南亚,欧美,非洲等地区非常畅销。 1.1.3可行性研究依据 根据####天润无纺布有限公司关于发展产业用无纺布的规划思路,结合产业用无纺布的有关技术材料,开展可研究工作,其指导思想是立足于SS复合无纺布生产线的技术优势,充分利用天润公司的技术条件和管理经验,以市场为
导向,高起点的开拓和发展高档产业用无纺布,提高产品对市场的能力,增加出口创汇,满足内需,最终实现企业经济效益和社会效益双赢。 第一节可行性研究范围 1.2.1 项目承建单位概况 ####天润无纺布有限公司位于####兰溪马涧工业园区,占地30亩,目前有无纺布生产线2条,在建1条,预计2011年销售收入6000万元,2012年销售收入超过9000万元。另外公司有无纺布深加工车间一个,主要生产环保袋和收纳盒以及其他无纺布制品。产品远销日本,韩国,欧美市场。深得客户的青睐,公司也得益于产品定位和市场营销,取得了长足的发展。 1.2.2 可行性研究范围 本可行性研究报告分析范围为年产2500吨SS复合丙纶无纺布生产线两条,重点对该项目的市场需求及预测,市场规模,产品方案,生产线技术路线,工艺设备选型进行全面研究及经济效益进行分析。 第二节可行性研究成果概要 1.3.1 产品方案
无纺布袋的生产工艺 无纺布袋一般是采用丝网印刷工艺,也就是人们常说的“丝印”,这一直也是很多厂家比较常用的印刷工艺。一般都人工印,所以工艺上的颜色控制不好控制,所以涌现出许多新的无纺布印刷方式,这里我们介绍目前市场上主流的几种: 但随着客人对产品印刷精美程度和环保要求不断提高,涌现出许多新的无纺布印刷方式,这里我们介绍目前市场上主流的几种 一、水印 因其采用水性弹胶浆作为印刷介质而得名,在纺织品印刷中比较常见,也叫印花。印刷时把色浆和水性弹胶胶调和。洗印版时不用化学溶剂,可直接用水冲洗。其特点是着色力好、具强遮盖性和牢度、耐水洗,基本上没有异味。 二、凹版印刷 用这种方法加工的成品通常叫复膜无纺布袋。此工艺分两步,即先采用传统的凹版印刷工艺将图文印至薄膜上,再采用覆膜工艺将印有图案的薄膜复合在无纺布上。一般大面积彩色图案印刷的无纺布袋均采用这种工艺。其特点是印刷精美,全程采用机器生产,生产周期短。另外产品具有极好的防水性能,成品的耐用性也较其它工艺生产的无纺布袋好。薄膜有亮光和亚光两种可供选择,亚光具磨砂效果!缺点是与环保观念有冲突,因薄膜很难降解。 三、热转印 热转印在印刷中属于特种印刷!该方法需要中间介质,即先将图文印刷至热转印膜或热转印纸上,再通过转印设备加温将图案转移到无纺布上。在纺织类印刷中常用的介质是热转印膜。其优点是:印刷精美、有丰富的层次版、可媲美照片。适用于小面积彩色图像印刷。缺点是价格高昂,印刷成本高。 用途 用于生产各种塑-塑,纸-塑的已复合材料。 三边封制袋机特点: 1、整机采用进口PLC,人机界面集中控制。性能稳定,易于操作、维护。操作界面中、英文可相互切换。 2、所有参数均由人机界面实时显示,可预置制袋速度,制袋长度,温度,计数,成品输送等。 3、LPC自动纠偏,双光电跟踪放料,自动恒张力控制交流变频恒速自动送料。 4、进口双伺服拖料控制。 5、上、下封压交流变频电机驱动。 6、温度采用PID调节,0~300℃可调,无触点自动控制,人机界面集中设定。 7、温度由电脑集中控制。 8、气动多功能自动冲孔,边料切除自动收取,具备静电消除装置。
年产3000吨水刺无纺布 生产线项目 第一节项目可行性研究工作依据 1.1.1可行性研究工作依据 1.1.2可行性研究工作指导思想 非织造布,在公元前就己出现。众所周知我国是最早发明造纸技术的,就是今天湿法非织造技术的基础,在国外,二十世纪初开始了现代非织造技术的研究,经历了萌芽期、发展期、高速成长期,很快在纺织工业中形成了一个新的行业,到了二十世纪中后期出现了以纺丝成网法、水刺法为代表的高新技术,使非织造布技术进一步得到升华。 非织造材料是跨四种柔性材料生产系统的一个技术含量高、市场需求面广、涉及围宽、超乎想象、无限发展的现代新型材料产业。世界上没有其他任何一种类似布结构的材料能像非织造布那样集各种性能于一身,适应如此众多的最终用品的需求。非织造布不仅已在相当多的最终用品中替代了其他材料成为主要市场中的标准材料,而且在许多新产品开发中也作为首选材料。非织造工业以惊人的发展速度被誉为纺织界的“工业”。 水刺缠绕法非织造布生产技术是利用高压形成的“水针”,使纤维缠结、编织在一起而形成柔软性好、强度高的非织造布。因为使用洁净水使纤维缠结,不需要树脂胶合,具有制造简单、环保性好的特性。随着改革开放的不断深入,我国国民经济飞速的发展,人
民生活水平迅速提高,加上人们对水刺在的非织造布应用性能的认识与理解,目前普遍认为水刺非织造布的市场形势看好。 全世界非织造材料年总产量50年代末不到5万吨,60年代末迅速增至25万吨左右,70年代末约65万吨,80年代末120万吨,1996年总产量约为250万吨,1999年已经达到280万吨,预计2010年将达到500万吨。目前在数量上中国已经超过日本,成为世界除北美和欧洲以外第三大非织造布地区。非织造工业急剧增长,主要得益于技术创新带来的生产成本的降低,新的应用领域的开拓以及替代相当数量的纺织品与针织品。目前非织造材料仅占纺织品市场的1%~2%。在非织造材料中,用即弃产品占83%,耐用品仅占17%,悬殊巨大的比例意味着非织造材料的发展潜力是无限的。 1978年我国非织造布产量为3000多吨;1982年增至7000多吨;1990年迅速增至8万吨;1996年达到18.5万吨;1997年接近20 万吨;2000年约25万吨;2006年产量达到139.66万吨,比2005年117.7万吨增加了21.96万吨,年增长率达到18.66%。特别是水刺、纺粘、针刺、浆粕气流成网等非织造布增长较快。以人均消费量计算,我国人均非织造布产量仅0.16kg,远远落在美国3.7kg,西欧、日本2.1kg水平之后。因此,我国非织造布行业有着极其广大的发展空间和发展潜力。 水刺法这种特殊的工艺,是由美国的杜邦、奇考比两家公司发明的,这种方法就其纤网的加固实质是属于机械方式,它是利用许多高压的水流来对纤网进行喷射,使纤维相互缠给,从而使纤网被加工成布。水刺法不但工艺简单,而且加工出的非织造布具有其他方法生产的产品不可比拟的特性,在国外发展很快。截止2008年底,
FM系列纺粘无纺布生产线 产品介绍: 产品说明: 本生产线为长丝丙纶无纺布纺粘无纺布设备,其原料以聚丙烯PP为材料,利用化纤纺丝原理,在聚合物纺丝过程中使连续长丝辅置成纤网,纤网经机械热压成成品。机组采用目前较为先进的单板整体狭缝气流牵伸技术,从投料到出布都实现自动化控制,生产流程短,作业效率高。 所生产的无纺布具有强度高,柔软性好,无毒,抗菌,耐腐蚀,具有高水平的拉伸强力和伸长率。 并且广泛应用于服装,装饰材料,医疗卫生材料,日常生活用品以及工业,农业等多方面领域。另外生产线可根据生产厂家要求,生产各种不同颜色,不同克重和不同花纹的无纺布。 幅宽有米,米,米,布面有“点纹”,“十字纹”,“一字纹”。 其他说明:
最大产品幅宽 width 1600mm2400mm32产品克重范围Weight range 10-200g/m210-200g/m210纤维纤度Fiber number 2D-4D2D-4D2D 总装机功率Total power 280kw450kw60 Automatic Non-woven Fabrics Film Blowing Machine Set This production line is filament polypropylene fiber spunbonded non-wo ven fabric raw material is polypropylene(pp),take the principle of spinning man- made fibres,duringpolymer filature,continuous filament is extended into fiber,during which is finished by mechanical hot machine assembly we adopt is now advanced veneer integer slot air flow draw technology,the whole process from material feeding to cloth output is automatic controlshort production flow,high working non-woven fabric we produce has high strength,good softness,innocuity,acterium-proof,corrosion resistance,high-levek draw strength ans elongation are widely used for dress,
异常工时管理及计算标准 (ISO9001-2015) 1、目的 为确保异常工时按时、按质、合理地进行统计分析,使之真正起到汇总进行劳动效率核定,特制定本计算标准。 2、范围 本计算标准适用于物料不按计划时间准时交付、来料质量不良,影响车间正常生产作业而产生产的不良工时,需统一标准进行归口汇总管理。 3、职责 生产计划:负责计算和统计归口管理 1、生产物料不按计划准时交付造成生产线待料停线,车间需记录待料停线异常工时。待料停线异常工时=产品工序操作人数×待料时间(要写明起和止时间)。如因生产料物待料需转换产品,车间需附加转线工时,转线工时=转线实际用时×转线人数,转线工时由产品待料厂商承担。 2、物料来料不良造成生产停线,车间需记录停线异常工时。停线异常工时=产品工序操作人数×待料时间(要写明起和止时间)。如因生产物料待料需转换生产另外产品,车间需附加转线工时,转线工时=转线实际用时×转线人数,转线工时由产品不良厂商承担。 3、物料来料不良经质管部断定又能挑选使用,车间需记录异常增加工时。异常增加工时=挑选人数×挑选时间。
4、物料来料不良经质管断定可以增加劳动工时让步接收使用,车间需记录异常增加工时。异常增加工时=增加人数×工作时间。 5、因零件存在产品质量隐患,需要进行设变或生产过程操作不当需返工处理产成品,车间需记录异常工时。具体分解为: A:总成产品全拆后再组装:返工异常工时=总成单台核定工时标准×2×返工台数。 B:产品部位拆换返工:返工异常工时=(总成单台核定总工时标准÷总工序数×返工工序数×2)×返工数量。 6、产品来料包装数量差而供应商不能及时在计划生产时间内及时补差,影响车间正常生产作业不能按计划完成时,车间需记录差件异常工时。差件异常工时=(差件台数×总成单台核定工时标准)。 7、在生产中因设备突然故障生产作业不能按正常计划执行,设备故障经设备科确认在短时间内能恢复正常工作,车间需记录停线异常工时。停线异常工时=停线起止时间×停工人数。 8、因客户装车不良从客户端退回的内三包/外三包产品,经质管部确认后下发三包件处理品质通知/返工/返修通知单,要求质管部写明产品型号、名称、数量和处理意见。为此车间要记录异常工时,具体异常工时分解为: A:总成产品拆卸分类工时:拆分异常工时=(总成单台核定工时标准×拆卸台数)+零件分类所用时间。 B:总成产品全拆再组装:拆装异常工时=总成单台核定工时标准×2*返工台数。C:产品部位拆返工:返工异常工时=(总成单台核定总工时标准÷总工序数×
年产3000吨水刺无纺布生产线项目建设可行 性研究报告
第一章总论 第一节项目可行性研究工作依据 1.1.1可行性研究工作依据 (1)国家发展和改革委员会发改工业[2006]1072号《纺织工业“十一五”发展纲要》。 (2)《纺织工业调整和振兴规划》2009.2.4 (3)国家产业政策和纺织工业产品结构调整要求。 (4)《山东省纺织工业调整振兴规划》2009-2011 (5)山东华兴纺织集团有限公司中长期发展规划。 1.1.2可行性研究工作指导思想 非织造布,在公元前就己出现。众所周知我国是最早发明造纸技术的,就是今天湿法非织造技术的基础,在国外,二十世纪初开始了现代非织造技术的研究,经历了萌芽期、发展期、高速成长期,很快在纺织工业中形成了一个新的行业,到了二十世纪中后期出现了以纺丝成网法、水刺法为代表的高新技术,使非织造布技术进一步得到升华。 非织造材料是跨四种柔性材料生产系统的一个技术含量高、市场需求面广、涉及范围宽、超乎想象、无限发展的现代新型材料产业。世界上没有其他任何一种类似布结构的材料能像非织造布那样集各种性能于一身,适应如此众多的最终用品的需求。非织造布不仅已在相当多的最终用品中替代了其他材料成为主要市场中的标准材料,而且在许多新产品开发中也作为首选材料。非织造工业以惊人的发展速度被誉为纺织界的“朝阳工业”。 水刺缠绕法非织造布生产技术是利用高压形成的“水针”,使纤维缠结、编织在一
起而形成柔软性好、强度高的非织造布。因为使用洁净水使纤维缠结,不需要树脂胶合,具有制造简单、环保性好的特性。随着改革开放的不断深入,我国国民经济飞速的发展,人民生活水平迅速提高,加上人们对水刺在内的非织造布应用性能的认识与理解,目前普遍认为水刺非织造布的市场形势看好。 全世界非织造材料年总产量50年代末不到5万吨,60年代末迅速增至25万吨左右,70年代末约65万吨,80年代末120万吨,1996年总产量约为250万吨,1999年已经达到280万吨,预计2010年将达到500万吨。目前在数量上中国已经超过日本,成为世界除北美和欧洲以外第三大非织造布地区。非织造工业急剧增长,主要得益于技术创新带来的生产成本的降低,新的应用领域的开拓以及替代相当数量的纺织品与针织品。目前非织造材料仅占纺织品市场的1%~2%。在非织造材料中,用即弃产品占83%,耐用品仅占17%,悬殊巨大的比例意味着非织造材料的发展潜力是无限的。 1978年我国非织造布产量为3000多吨;1982年增至7000多吨;1990年迅速增至8万吨;1996年达到18.5万吨;1997年接近20万吨;2000年约25万吨;2006年产量达到139.66万吨,比2005年117.7万吨增加了21.96万吨,年增长率达到18.66%。特别是水刺、纺粘、针刺、浆粕气流成网等非织造布增长较快。以人均消费量计算,我国人均非织造布产量仅0.16kg,远远落在美国3.7kg,西欧、日本2.1kg 水平之后。因此,我国非织造布行业有着极其广大的发展空间和发展潜力。 水刺法这种特殊的工艺,是由美国的杜邦、奇考比两家公司发明的,这种方法就其纤网的加固实质是属于机械方式,它是利用许多高压的水流来对纤网进行喷射,使纤维相互缠给,从而使纤网被加工成布。水刺法不但工艺简单,而且加工出的非织造布具有其他方法生产的产品不可比拟的特性,在国内外发展很快。截止2008年底,我国共有83家水刺非织造布生产企业,合计131条水刺生产线,全国水刺生产能力
熔喷无纺布设备停开机流程及注意事项 最近熔喷布又比20天前更难买了,原因是口罩需求指数级增加,口罩机产能释放,小型熔喷布过滤效率低,大型熔喷产线还没有投产,投产后毛病多。停开机一次,时间长,在熔喷布价格高涨的情况下,损失很大,今天就先整理熔喷无纺布停开机运行次序。 一、熔喷法非织造布生产线运行次序 (一)升温 对于新的熔喷系统,在系统首次从冷态启动时,包括螺杆挤压机、熔体过滤器、熔体管道、纺丝泵、纺丝箱体及牵伸风空气加热器等设备都要同步升温,而且各种设备都要处于正常状态。升温期间,纺丝系统要处于离线位置。 1.升温方法 新的纺丝箱体通过65℃低温加热试验后,确认系统的技术状态正常后,可以15-20℃/小时的速率依次从室温、65℃、160℃、265℃(或工艺要求的温度)分四个阶段升温,每次保温约1小时,待温度
稳定后再升温,在升温阶段所有加热器应投入运行,纺丝箱体的温度应均匀分布。 当温度到达65℃后,要同时启动牵伸风机向纺丝箱体送热风。有的机型则可以在到达工 作温度后才启动牵伸风机向纺丝箱体送热风,但不论是何种机型,均禁止在升温期间向纺丝箱体送冷风。当纺丝箱体到达最高温度并稳定后,再次按规定力矩紧固各种螺栓。要求控温精度不低于±1℃,纺丝箱体与牵伸气流的温差应在±130℃之间(根据工艺要求)。 2.升温期间的管理工作 在纺丝箱体进行加热、升温期间的管理工作可参照纺粘系统。当温度到达设定值后,一定需要0. 5-1h的平衡保温时间,以保证系统内的熔体能完全熔化并能正常流动。视环境温度和配置的加热功率,纺丝箱体从冷态升温至可以开机运行,所需的时间在3-4h。 在纺丝箱体进行加热、升温期间,残留在纺丝箱体、熔体管道、热气流管道上的油污、保温层中的水分会发生汽化或蒸发,在这些部位冒出一些白色烟雾的同时,还会产生一股焦蝴的气味。在经过约30分钟后,烟雾的产生量会逐渐减少,气味变淡并随之消失。这是一个正常的过程。 但如烟雾的产生量仍越来越多,颜色变为黄色或黑色,气味变得更为浓重,这就表明系统中已出现过热、阴燃或明火燃烧,这是一个危险的信号,如不及时处理,将极容易演变为火灾事故;
年产5000吨SS复合无纺布生产线项目可行研究报告
丙纶复合SS无纺布生产线项目 可 行 性 研 究 报 告 项目名称:年产5000吨SS复合无纺布生产线项目单位:浙江天润无纺布有限公司 2011年9月
目录 第一章项目总论 第一节项目背景 第二节可行性研究范围 第三节可行性成果概要 第四节结论和评价 第二章市场分析和产品方案 第一节无纺布市场调查 第二节产品方案 第三节项目建设规模 第四节原料供应 第三章生产工艺和设备 第一节生产工艺 第二节主要设备 第四章项目建设条件和土建方案第一节项目建设条件 第二节土建方案
第五章共用工程 第一节电力供应 第二节供水 第六章环境保护和节能措施 第一节概述 第二节节能措施 第七章劳动安全和消防 第一节劳动安全 第二节消防 第八章项目实施计划,管理体制和定员第一节项目实施计划 第二节管理体制和定员 第九章总投资估算和投资来源及财务评价
第一章项目总论 第一节项目背景 1.1.1项目概况 项目名称:年产5000吨丙纶复合SS无纺布生产线 项目承担单位:浙江天润无纺布有限公司 项目拟建设地址:江西弋阳工业园区 1.1.2项目建设背景 丙纶SS型纺粘无纺布有广阔的市场纺粘法无纺布技术工业起源于60年代,早期的设备造价高,能耗高,纺丝纤度和成网均匀度以及生产效率都不够理想,未显示出其突出优势。上世纪90年代以来,世界纺粘技术向细旦化,多组分,多聚合物适纺性以及工艺组合化方向发展。产量提高,成本减低,从而得到更广泛的发展。 丙纶SS复合无纺布现在广泛应用到纺织服装,装饰材料,医疗卫生材料,土工,农业等众多领域。产品在日本,韩国,东南亚,欧美,非洲等地区非常畅销。 1.1.3可行性研究依据 根据浙江天润无纺布有限公司关于发展产业用无纺布的规划思路,结合产业用无纺布的有关技术材料,开展可研究工作,其指导思想是立足于SS复合无纺布生产线的技术优势,充分利用天润公司的技术条件和管理经验,以市场为